

Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям. Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
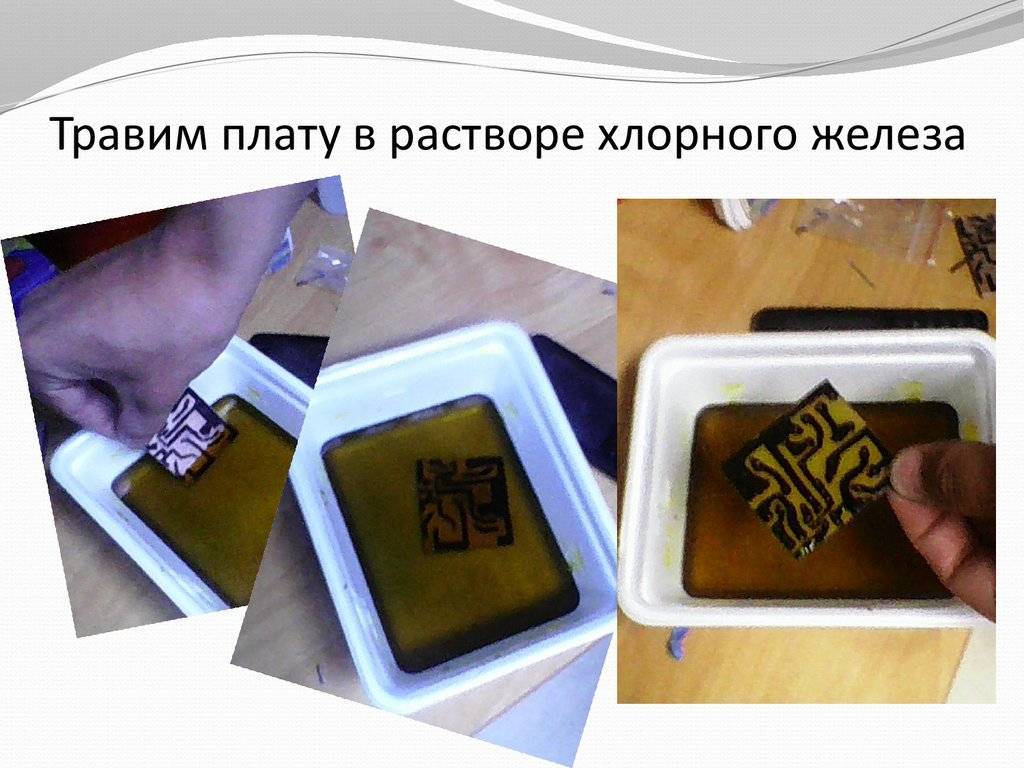
Применение хлорного железа в промышленности и коммунальном хозяйстве. Бытовое использование
Соли железа находят применения во многих сферах. Хлорид трехвалентного металла используется для обработки воды, металлов и закрепления красок. Вещество применяется в промышленном органическом синтезе (катализатор, окислитель). Особенно ценятся коагулирующие свойства иона Fe3+ в очистке коммунальных и производственных стоков. Под действием хлорида железа мелкие нерастворимые частички примесей слипаются и осаждаются. Также происходит связывание части растворимых загрязнений, которые удаляют на очистных сооружениях. Кристаллогидрат и безводная соль FeCl3 применяются в процессах травления металлических печатных форм. Добавляют вещество в бетон для укрепления его прочности.
Травление — нержавеющая сталь
Травление нержавеющих сталей и жаропрочных сплавов перед пайкой обычно не производят.
Травление нержавеющих сталей обычно производят в азотной кислоте с добавками HF, KF и других веществ.
| Глубина травления алюминия в зависимости от времени и концентрации щелочного раствора.| Глубина травления сплавов Д16 и В95 в 40 % — ном свежем растворе NaOH в зависимости от температуры раствора. |
Для травления нержавеющих сталей применяют раствор, представляющий собой смесь соляной, азотной и фосфорной кислот. Такой раствор является предварительным и для размерного глубокого травления нержавеющих сталей в окончательном виде непригоден ( 4 ] и поэтому дополнительно на каждые 3 8 л раствора растворяется около 450 г нержавеющей стали. Добавление в раствор такого количества нержавеющей стали приводило к понижению его кислотности, а введение в раствор дополнительно железа, хрома и никеля способствовало созданию-оптимальных условий для начала травления и устойчивого протекания всего последующего травильного процесса.
Для травления нержавеющей стали в последнее время применяется комбинированный щелочно-кислотный способ, заключающийся в предварительном травлении в расплавленной щелочи ( 8 ( Р / о едкого натра и 20 / 0 селитры) в течение 10 — 30 мин. Этот способ в несколько раз снижает потери металла, расход кислоты и увеличивает производительность.
Для травления нержавеющей стали в последнее время применяется комбинированный щелочно-кислотный способ, заключающийся в предварительном травлении в расплавленной щелочи ( 80 % едкого натра и 20 % селитры) в течение 10 — 30 мин с последующим травлением в 13-процентном растворе серной или соляной кислоты в течение 5 — 20 мин. Этот способ в несколько раз снижает потери металла, расход кислоты и увеличивает производительность.
| Анодные поляризационные кривые при электрополировании. |
Для травления нержавеющей стали рекомендуют применять ток с периодической или переменной полярностью.
Для травления окисленных нержавеющих сталей, содержащих шпинели, оксиды хрома, никеля, титана, молибдена, вольфрама и др. легирующих элементов, неприменимы растворы травления для углеродистых сталей. Обычно травильные растворы для нержавеющих сталей состоят из смеси нескольких кислот со специальными добавками, выполняющими функции окислителя, ингибитора или регулятора травления.
При травлении нержавеющих сталей, иикельхромовых сплавов в растворах на основе азотной кислоты ингибиторы почти не применяются, так как они тормозят растворение окалины и соответственно увеличивают время травления. Для предотвращения этих нежелательных явлений иногда могут быть использованы ингибиторы.
Существует много вариантов травления нержавеющих сталей. Например, травление при 20 — 30 С в течение 10 — 20 мин ( после обезжиривания) в растворе НС1 ( конц.
| Влияние способа обработки поверхности. |
Рекомендованы также различные способы травления нержавеющей стали , однако заготовки и детали из этого металла можно склеивать и без специальной обработки поверхности. Достаточно их обезжирить, протерев тампоном, смоченным ацетоном, или промыть в водном растворе ОП-7 концентрацией 1 5 — 2 0 г / л при 75 — 80 С в течение 3 — 5 мин.
По данным , при травлении нержавеющих сталей гладкая поверхность получается в растворе 100 г / л селенистой кислоты; 50 г / л сульфата меди и 75 см3 азотной кислоты.
Хьюсби приводит дополнительные данные по травлению нержавеющих сталей смесью из азотной и соляной кислот и хлорной меди.
Травление металла в домашних условиях
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.

Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза – ничего страшного, все это можно легко протравить в дальнейших операциях.

Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления. Поверхность под лаком травиться не будет. Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.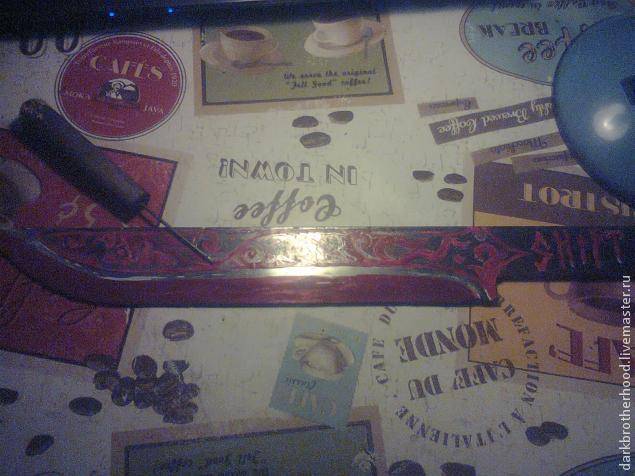
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.








Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.

Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.
Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность – можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.

Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным
Другие способы обработки изделий из нержавейки
Изделия, изготовленные из нержавеющих сталей, часто подвергают хромированию, что позволяет:
- придать им привлекательный внешний вид;
- повысить устойчивость к механическим воздействиям (трение, удары и др.);
- значительно увеличить их коррозионную устойчивость.
Между тем качественно выполнить операцию хромирования можно только в производственных условиях, так как для ее осуществления необходимы не только особые расходные материалы и специальное оборудование, но и наличие соответствующих знаний и навыков.
На фото показаны сварные швы нержавейки после обработки 85 % ортофосфорной кислотой – результат травления выглядит не хуже механической полировки
В домашних условиях можно выполнить другую операцию, позволяющую придать поверхности изделия из нержавейки привлекательный внешний вид, – воронение. Такая обработка может выполняться по одной из следующих методик:
- кислотное воздействие;
- использование щелочей;
- применение теплового воздействия.
Обезжиривание в органических растворителях.
Органические растворители имеют незначительное поверхностное натяжение (20-30 MH/M), хорошо смачивают обрабатываемую поверхность и легко проникают в труднодоступные участки.
Обработку проводят различными способами — погружением, струйной под давлением 0,03 до 0.1 МПа, обработкой, в паровой фазе и комбинированным методом.
• Спирты: метиловый спирт, циклогексанол, этиленгликоль;
• Эфиры: этилцеллозоль, этилацетат, бутилацетат;
• Кетоны: ацетон, циклогексанон;
• Ароматические углеводороды: безнол, толуол, ксилол, сольвент;• Нефтяные растворители: бензин, керосин, уайт -спирит, петролейный эфир;
• Хлорированные углеводороды: метиленхлорид, четыреххлористый углерод, дихлорэтан, трихлорэтилен, трихлорэтан, тетрахлорэтилен;
• Фторсодержащие растворители: 1,2,2-трифтортрихлорэтан — хладон 113, тетрафтордиброметан — хладон 114 BB.
Эффективность удаления жировых загрязнений наиболее популярными растворителями уменьшается в следующем порядке:
Вид растворителя | Э, кг/(м2*ч) |
Хладон 113 | 4,450 |
Трихлорэтилен | 3,100 |
Ксилол | 2,200 |
Тетрахлорэтилен | 1,70 |
Бензин | 1,30 |
Уайт-спирит | 0,90 |
Керосин | 0,650 |
Исходя из таблицы все более широкое применение находят фтор- и хлорсодержащие углеводороды и прежде всего: хладон 113 и трихлорэтилен. Еще одним преимуществом хладона 113 и трихлорэтилена является пожаровзрывобезопасность. Пожароопасность растворителей характеризуется температурой вспышки, температурой самовоспламенения паровоздушной смеси и температурными пределами воспламенения.








Хлорированные углеводороды не огнеопасны, относительно устойчивы и стабильны, но токсичны и требуют строгого соблюдения правил техники безопасности. Эти вещества обладают высокой растворяющей способностью по отношению к маслам и смазкам растительного, животного и минерального происхождения.
2.1 Обезжиривание в растворяюще — эмульгирующих средствах.
Если очистку по каким-либо причинам необходимо производить при невысокой температуре (до 50°С) или загрязнения труднорастворимы, используются РЭС (растворяюще — эмульгирующие средства).
РЭС находят все более широкое применение в промышленности. Обезжиривание производят предварительно только в РЭС или в смеси ЭС c другими растворителями; далее обработанные детали погружают в воду или водный раствор СМС. Растворитель и оставшиеся загрязнения эмульгируются и переходят в раствор, обеспечивая очистку поверхности изделий.
Серийно выпускаются промышленностью средства AM-15 и «Ритм». Применять эти средства нужно в герметизированных установках — машинах погружного типа, соблюдая специальные инструкции и правила безопасности.
Растворы РЭС в сравнении с СМС при идентичных условиях обработки в 5 — 15 раз эффективнее и в 3 — 6 раз расходуют меньше тепловой энергии.
Можно ли зачернить винты из нержавейки.
#1 Просто Лось
- Спецгруппа
- Cообщений: 629
- ГородTown: Москва
- ИмяName: Виктор
- Матадор №: Продан
- Велес №: продан
- Леля №: 836
- Морана №: Егерь
#2 ижевск
ремонт и ревизия ЭДГАН продукции
Продавцы
Cообщений: 3 504
- ГородTown: Ижевск
- ИмяName: Андрей
- Матадор №: 6,35K
- Велес №: 2шт
- Леля №: 1шт
- Леший №: Был
Сегодня прикупил винтов din912 из нержавейки на рынке. Кто-нибудь знает, их можно заворонить/зачернить, чтобы не так сильно блестели? Или тупо покрасить головку антигравием?
Спецгруппа
Cообщений: 2 398
#4 DDD76
Читал что электролиз в насыщенном растворе поваренной соли чернит нержу. Но при этом, как говорят химики, поверхностный слой портится.
Так точно – нержавеющая блестяшка это оксид хрома, основного легирующего компонента нержавеющей стали. Поменять цвет это например ввести в соединение дополнительный кислород (оксид хрома ставится тёмно синим, но процесс приводит к межкристаллитной коррозии а это уже разрушение основного металла.
Возможно существует и другой способ изменения цвета нержавейки но я за 10 лет активной практики с такими задачами не сталкивался. Самому интересно стало, послежу за темкой.
Вольный художник тюнинга
Пользователи
Cообщений: 16 566
- ГородTown: Москва
- ИмяName: Игорь
- Велес №: 11
#8 DDD76
Если она изначально не закалена может ее отжечь до потемнения и в масло кинуть7
Если это нержавеющая сталь, отжиг и масло её того.
вото фото изменений структуры металла вдоль границ зёрен:

Сообщение отредактировал DDD76: 18 Март 2012 – 00:34
#9 pifpafoy
Вольный художник тюнинга
Пользователи
Cообщений: 16 566
- ГородTown: Москва
- ИмяName: Игорь
- Велес №: 11
Сообщение отредактировал pifpafoy: 18 Март 2012 – 00:31
#12 GIZMO413
какой есть, и в этом я весь
Спецгруппа
Cообщений: 1 058
- ГородTown: г.Волхов Лен.обл.
- ИмяName: Евгений
- Матадор №: нет
- Велес №: нет
- Леля №: была
- Морана №: нет
- Леший №: нет
#13 bacs
Cервис EDgun
Cообщений: 3 976
- ГородTown: г.Рязань тел. 8910-502-82-82
- ИмяName: Анатолий
Можно её зачернить. есть уже химикаты. Как то пару лет на зад сам решал такой вопрос.
Оказывается Америкосы придумали такой состав, также продаётся в их магазинах как наш КЛЕВЕР или Ржавый Лак для обычного металла. Тема была на Ганзе, уже забыл про это. Там один чел. наш но живёт в штатах, рассказывал про чернение нержавейки. Я связался с ним. В общем маленький пузырячик обойдётся где то 130уе. Решил что дешевле на это дело забить.
#14 Гость40
Заблокированные
Cообщений: 3 183
Можно её зачернить. есть уже химикаты. Как то пару лет на зад сам решал такой вопрос.
Оказывается Америкосы придумали такой состав, также продаётся в их магазинах как наш КЛЕВЕР или Ржавый Лак для обычного металла. Тема была на Ганзе, уже забыл про это. Там один чел. наш но живёт в штатах, рассказывал про чернение нержавейки. Я связался с ним. В общем маленький пузырячик обойдётся где то 130уе. Решил что дешевле на это дело забить.
#15 bacs
Cервис EDgun
Cообщений: 3 976
- ГородTown: г.Рязань тел. 8910-502-82-82
- ИмяName: Анатолий
Можно её зачернить. есть уже химикаты. Как то пару лет на зад сам решал такой вопрос.
Оказывается Америкосы придумали такой состав, также продаётся в их магазинах как наш КЛЕВЕР или Ржавый Лак для обычного металла. Тема была на Ганзе, уже забыл про это. Там один чел. наш но живёт в штатах, рассказывал про чернение нержавейки. Я связался с ним. В общем маленький пузырячик обойдётся где то 130уе. Решил что дешевле на это дело забить.
Не давно и сам прикупил сей продукт ” КЛЕВЕР” в оруж. магазине и был удивлён,что не только металл,но и те самые болтики он чернит.
Заблокированные
Cообщений: 3 183
Методы щелочного травления
Различают следующие методы
- Выдержка в соде. Содержание нитрата натрия должно колебаться в пределах 20-40%, разогретого до температуры 460-500 градусов Цельсия. Травление в такой среде длится в течение 15 минут. Некоторые аустенитные марки нержавеющей стали запрещено нагревать выше 450 градусов. Это может привести к межкристаллитной коррозии. Далее следует этап промывки в большом количестве воды, затем следует 5-минутное опускание в сернокислотную ванну и до 10 минут в азотнокислой.
- Известный в Англии, с первой половины 19 века метод травления, в комплексе с пропусканием электрического тока через протравливаемую деталь. При плотности тока 11 А/м2 достаточно 15 секунд. Данная скорость протекания реакции связана с процессом электролиза. Выделение на катоде натрия и водорода способствуют восстановлению окислов. Восстановленный металл осаждается на поверхности. Данный вид травления позволяет получить обезжиренный металл, характеризующийся чистотой и однородностью. При таком способе используют соду. Возможны вариации с составом и добавлением хлористого кальция. Применяется такой метод для травления плоских, стержневых заготовок, волоченых изделий.
- Обработка гидридами натрия основано на восстановлении воздействием на металл натрием и водородом. Наличие гидрида натрия добиваются взаимодействием водорода и натрия, находящегося в расплавленном состоянии. В расплавленную каустическую соду помещают цилиндр без нижней плоскости. Верхняя плоскость имеет отверстие. Натрий всыпают в это отверстие, он реагирует на поверхности ванны. Через пятно натрия на каустической соде пропускают струю водорода. Происходит образование гидрида и диффундирование его в объеме ванны. Достижение необходимой концентрации 1-2 % гидрида натрия происходит в контролируемых пороговых значениях. При отсутствии продукта разделения воздуха применяют диссоциированный аммиак. Детали разогревают в такой ванне до 400 градусов Цельсия. Нержавеющие стали показывают хорошие результаты травления при такой методике и продолжительности 4-17 минут. После травления рекомендуется тщательно промыть детали. В случае необходимости произвести дополнительную обработку в азотнокислой ванне. При высокой себестоимости такого метода очевидным его преимуществом является тот факт, что металл не взаимодействует с травителем. Потери металла минимальны. Более низкая температура процесса позволяет сократить расходы на теплоноситель и безопасность проведения операций.
Существуют определенные правила, выполнение которых обязательно для любого из представленных способов. Среди них приоритетные обработка поверхности металла перед травлением, удаление окисной пленки, обезжиривание. Процесс травления не менее важен.





травильная паста для нержавейки и пищепром
Сообщение 040500 » Вт сен 10, 2019 10:06 am
Сообщение kokchem » Вт сен 10, 2019 10:18 am
Сообщение Авас Петяев » Вт сен 10, 2019 11:07 am
А почему Вы решили, что эта травильная паста обеспечит пассивирование поверхности и уберет проблему с щелевой коррозией сварного шва? Мало ли что можно написать в патенте. На самом деле, травление кислотами практически всегда не пассивирует, а наоборот, активирует поверхность и способствует коррозии. Исключение составляет травление фосфорной кислотой, которая образует на поверхности сталей слой нерастворимых фосфатов железа. Тонкий фосфатный слой в некоторой степени уменьшает склоннoсть к коррозии. Травление же азотной, соляной, серной и плавиковой кислотами и их смесями приводит только к растворению защитных оксидных пленок и к увеличению активной площади поверхности, другими словами, к активации. Образующися при этом соли растворимы в воде и защитных пленок не образуют.
Ваша проблема вообще никакой пассивацией не решается. Швы надо проваривать как следует, иначе щелевая коррозия неизбежна. Можно попробоаать полимерные покрытия, но эта уже совсем другая история.
Источник
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.
Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.
Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Способы обработки нержавеющей стали: наиболее востребованные варианты
Обработка нержавейки, которая может выполняться с использованием различных методик и технологий, позволяет не только наделить изделия из данного металла требуемыми параметрами и качественными характеристиками, но и придать их поверхности привлекательный внешний вид. Правильно подбирая и используя различные методы обработки, из нержавеющих стальных сплавов производят изделия различного назначения, которые полностью отвечают предъявляемым к ним требованиям. Механическая обработка нержавейки элетроинструментом позволяет быстро убрать с поверхности шероховатости
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.
Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
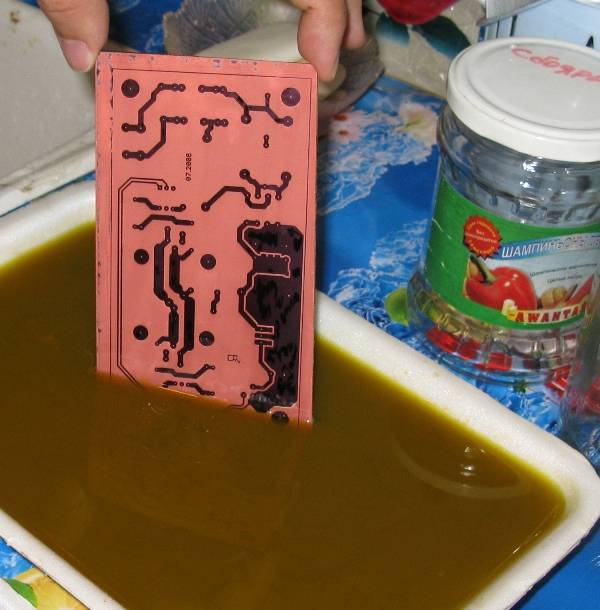
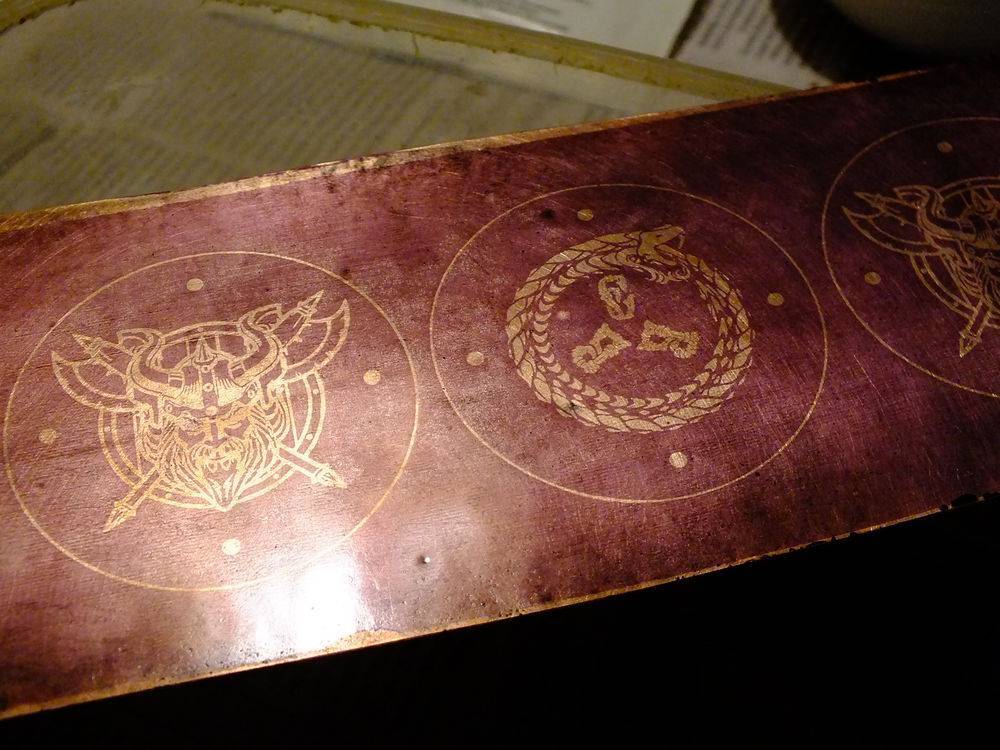
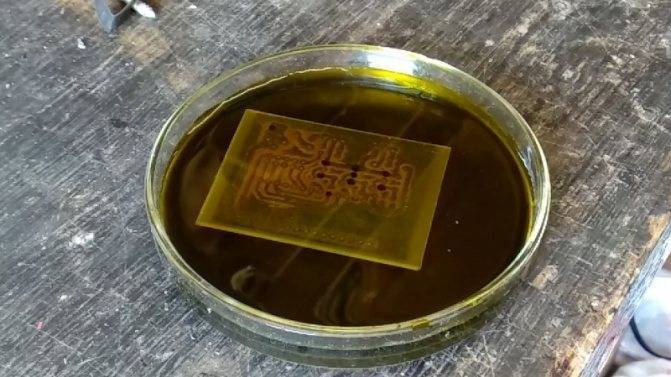
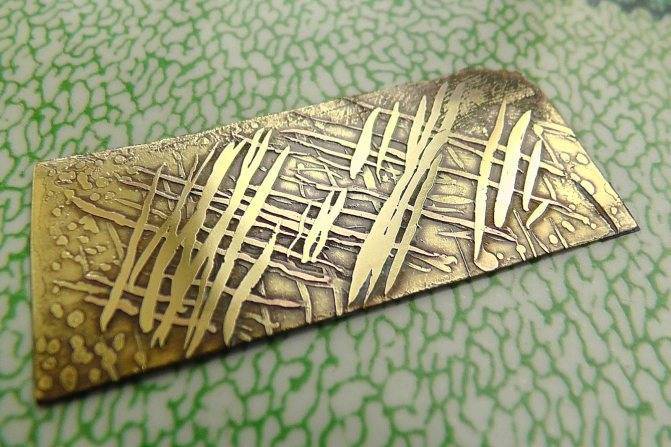
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Матирование нержавеющей стали своими руками

Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа.
Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления.
Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.








Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.
- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
Типы травления
В зависимости от используемого для разрушения поверхности материала вещества, выделяют следующие способы травления.
1. Химический метод (его еще называют жидким). При этом используются особые растворы на основе кислот. Таким образом наносят на сплавы орнаменты, надписи.
2. Электрохимическое травление металла — предполагает использование электролитной ванны. Ее заполняют специальным раствором. Также часто при этом используют соли свинца, которые предотвращают перетравливание. Этот способ имеет ряд преимуществ. Во-первых, рисунок получается более четким, а время, необходимое для завершения процесса, значительно сокращается. К тому же такая обработка металла экономична: объем использованной кислоты гораздо меньше, чем при первом методе. Еще одно несомненное преимущество – отсутствие вредных газов (протрава не содержит едкие кислоты).
3. Существует также и ионно-плазменный способ (так называемый сухой). В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.

Травление насадки
Кажется для этих целей нужна соляная (HCl) или азотная (HNO3) кислота. Поискал в чип и дипе, в основном кислоты продаются под названием “Кислота паяльная”
Что-нибудь от туда можно купить для травления насадки.
Если медленное травление нужно используем соляную кислоту 10% или 20-30% серную, если очень быстрое смесь соляной(3ч) и азотной(1ч). Отдельно азотная кислота (концентрированная) используется для “осветления” нержавейки т.е. снимает микрослой оксидной пленки и нержавейку как в холодном так и в горячем состоянии не травит.
Смесь соляной(3ч) и азотной(1ч) травит все и очень очень быстро.
Посл. ред. 30 Янв. 09, 18:28 от Flyer
Одна столовая ложка на 0,5 воды нормально будет? Не прожжет насадку?
Хотя можно сначала поэкспериментировать на неольшом количестве.
Чё то ты неправду говоришь, барин. В горячем
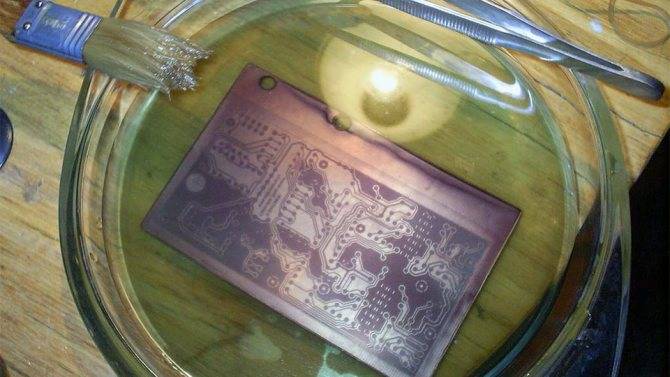
растворе хлорного железа, травится ну просто замечательно. ну может не так быстро как в кислотах, но куда нам собственно спешить? А если в хлорное железо добавить немного соляной кислоты, то оно даже ржавчиной загаживаться не будет. Я насыпал насадку в 10 литровую бытыль, заливал туда х.железо, бутыль на ночь оставлял в ведро с горячей водой.
А на счёт химожогов
ну так кислоты вещи опасная, с ними надо очень осторожно обращаться. а при осторожном обращении (+резиновые перчатки, +очки) никаких проблем нету
Посл. ред. 04 Марта 09, 16:41 от Kotische
Действительно, Котище, я в чуть теплом хлорном железе травил. Травил и думал – а какого хрена в детстве платы я грел на печке при травлении.
А вот кислоту выливал в 70 градусов воду, за 2 часа раствор стал черный, насадка матово серая, графитового цвета примерно.
Так что ты прав, скорее, нежели я. Но, слава богу, 12 литров проволочек уже позади, вечером, быть может, первую колонну забью насадкой. или завтра.








А если доведется еще разок такую операцию повторять – попробую в хлорном, но горячем железе.
Тут может другая засада получится, при травлении в царской водке и в хлорном железе, может получатся разная структура поверхности, не зря же рекумендуют именно в царской водке травить. Было бы очень интересно узнать как меняется удерживающая способность хорошо протравленной насадки в зависимости от природы травящего раствора. Сможешь померить удерживающую способность насадки, если будет возможность?
А то я тут сильно огорчаюсь, что не имею возможности свободно достать кислоты для царской водки.
Посл. ред. 04 Марта 09, 22:54 от Kotische
Берёшь мерный стакан, например 500мл. Взвешиваешь стакан на весах, думаю точности 1гр достаточно. Насыпаешь в мерный стакан абсолютно сухую
(нужно её продуть воздухом при температуребольше 100*С или пожарить тонким слоем на сковороде) насадку. Взвешиваешь стакан с насадкой на весах. Разница веса = вес чистой насадки. Заливаешь воду в стакан, чтоб насадка хорошенько смочилась. Окуратно сливаешь воду (при этомне нужно трясти стакан, что само стекло то и хорошо), как перестало капать взвешиваешь стакан с насадкой. Разница веса = вес удержанной воды. Делим на вес (объем) сухой насадки, получаем оценку удерживающей способности. В теории, чем больше воды удерживает насадка в единице объема тем лучше.
Сатинирование (шлифовка) круглой трубы нержавейки
На видео процесс матирования (шлифовки) трубы нержавейки. Обычно абразивные барыги для такой шлифовки предлагают специальные шлифовальные машинки, типа такой как на фото ниже

Но мы то понимаем что это обычная болгарка с регулировкой скорости и с насадкой. Естественно мы заколхозили такую насадку. Т.к такие машинки стоят не малых денег. Хотел снять размер этой приблуды, но она не универсальна, поскольку болгарки разные. Картинка приблуды ниже, можете купить шлифовальную ленту и соорудить свою насадку по ленте
Лента выглядит так

После сатинирования трубы я обработал шов. Про обработку шва я писал статью с видео ЗДЕСЬ.





