

Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.

Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
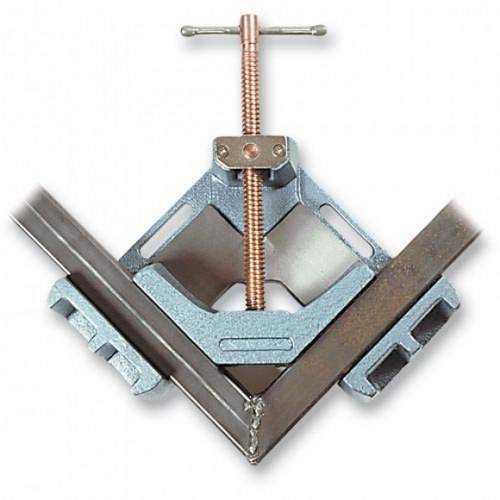
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Угловые струбцины: конструкция и изготовление своими руками из фанеры, дерева и металла
Струбцины относятся к инструментам-помощникам, которые плотно сжимают детали между собой или фиксируют заготовки во время их обработки к какому-либо основанию.
Различные виды таких инструментов можно встретить в каждой мастерской. Для фиксации угла между деталями конструкции, домашние умельцы используют угловую струбцину.
При этом, чтобы сэкономить домашний бюджет, инструмент изготавливается своими руками.
Изготовление струбцины своими руками
Заводской инструмент стоит недешево, да и обойтись домашнему мастеру одним размером такого инструмента вряд ли удастся. Поэтому многие изготавливают угловые струбцины своими руками. При этом экономия домашнего бюджета является не единственным преимуществом самодельного инструмента.
https://www.youtube.com/watch?v=Y1LXEbFcKdw
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
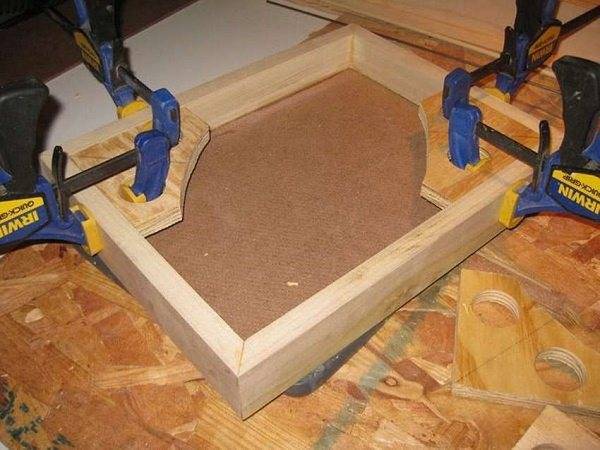
Струбцина угловая из фанеры
Если фиксировать детали нужно будет не очень жестко, то приспособление своими руками можно сделать из фанеры. Такой способ является самым простым, легким и не затратным.
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
Тем, кто обладает даже самыми простыми навыками работы с деревом, будет легко сделать деревянный инструмент.
Для этого, в первую очередь, следует правильно выбрать материал, из которого будет изготавливаться струбцина. Выбор лучше остановить на березе, дубе, ясене, грабе или буке.
Древесина должна быть без неровностей, повреждений и сучков. Ее влажность должна составлять не более 12%.
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
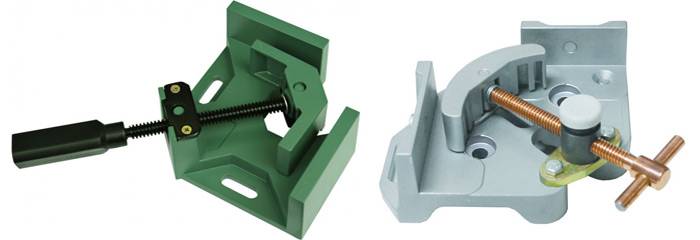
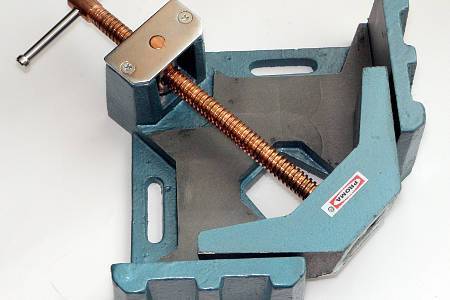
Конструкция угловой струбцины для сварки
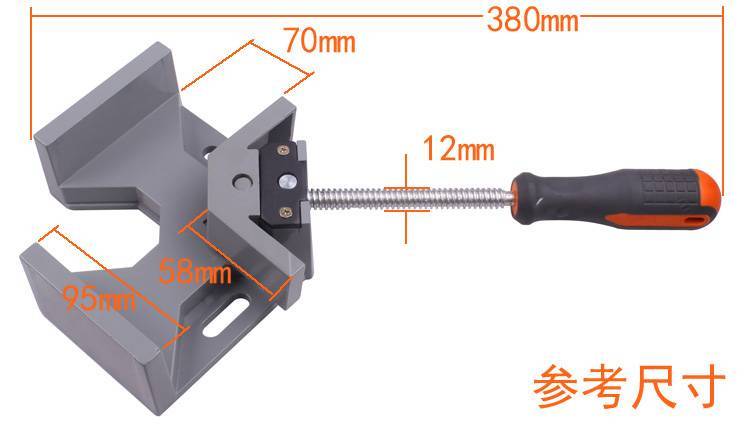
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.


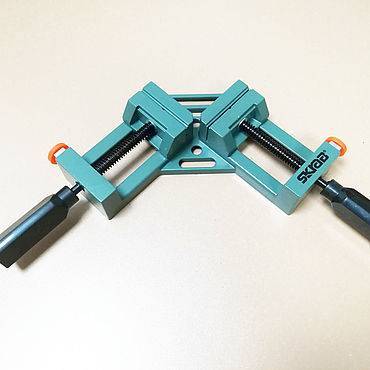





Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

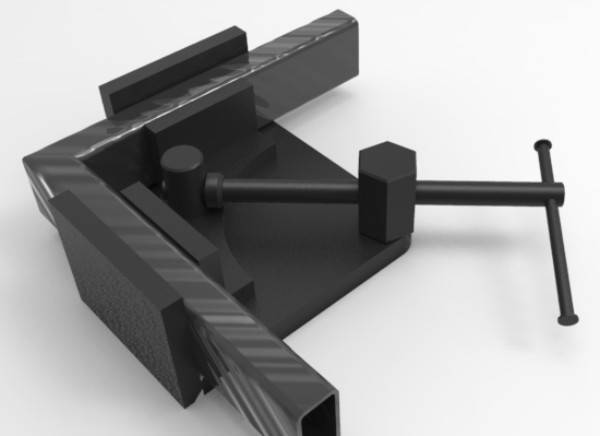
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
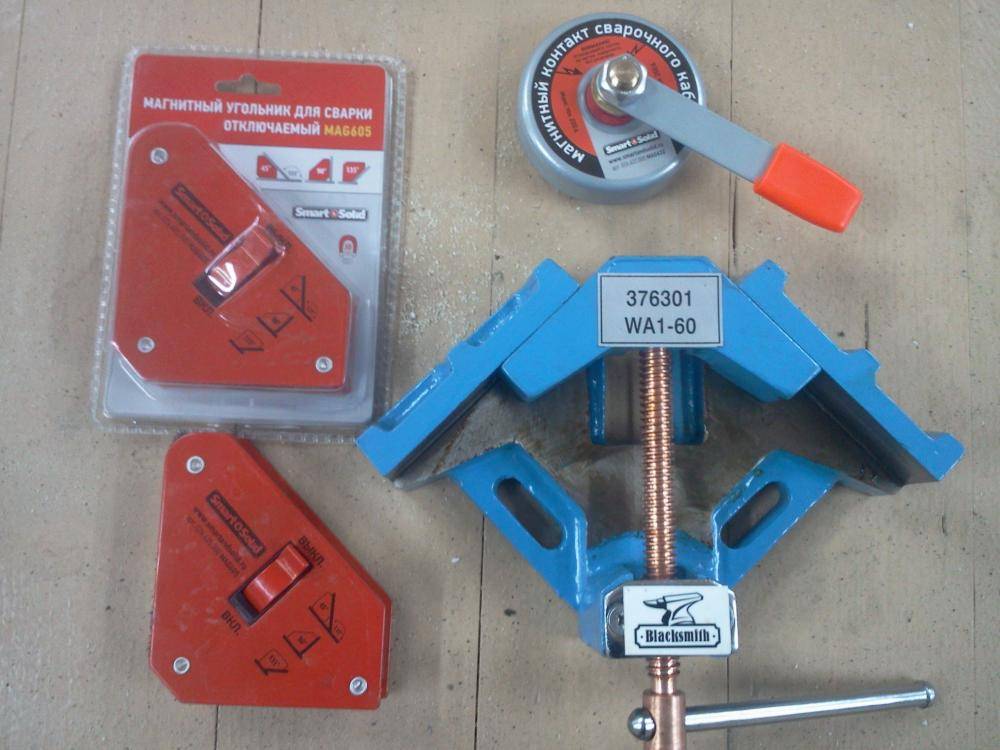
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
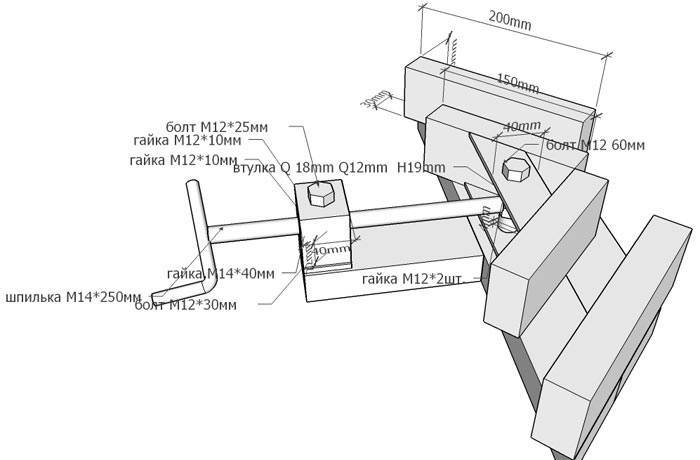
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

Нужно подготовить:
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
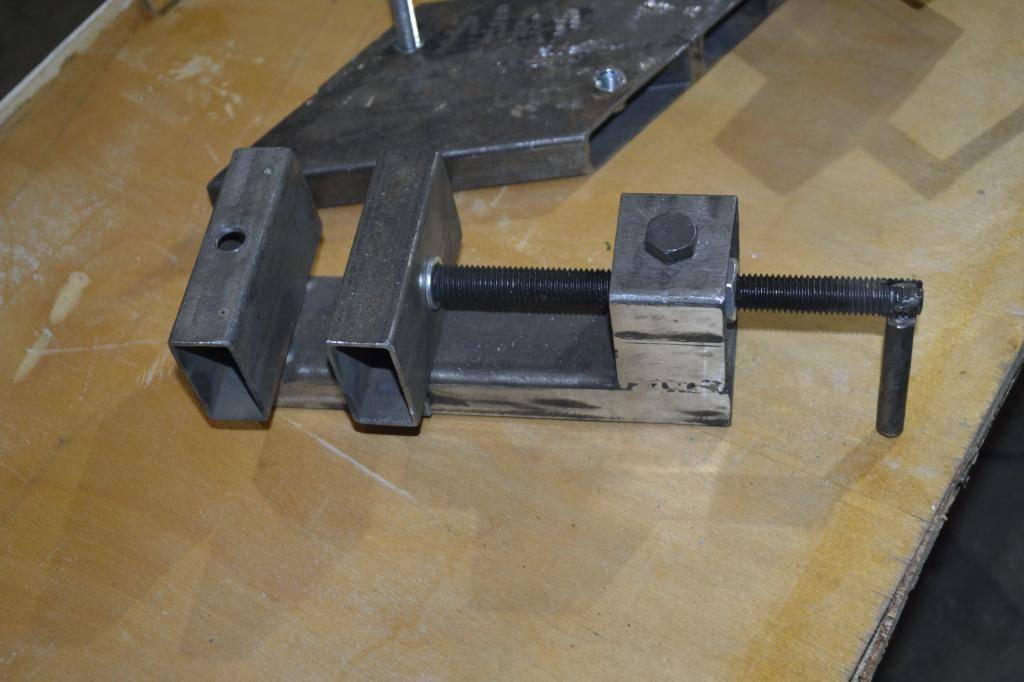






Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Видео: делаем своими руками фильм 3
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.
- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.
При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
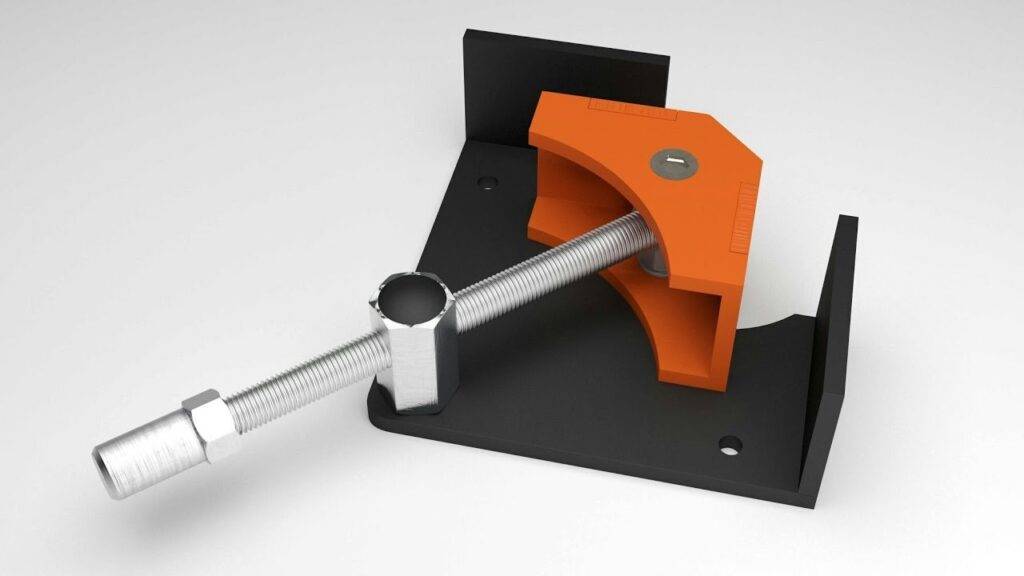
Конструкция из металла
Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.

Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.








Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Нюансы конструкции
Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
- Губки прижимов имеют большую толщину, если сравнивать с другими аналогами, поэтому сварочный шов не коробит всю конструкцию из-за разницы температур.
- Прижимные винты делаются из меди или латуни, т. к. брызги расплавленного металла не оседают на резьбе и не могут вывести механизм из строя.
- Удобное положение, чтобы надежно соединить детали — оптимальный вариант позволяет проварить изделие, зажатое в струбцине, с трёх сторон.
- Для жесткого закрепления любых деталей на изделие привариваются гайки с заранее вкрученными винтами, что позволяет зафиксировать разные по габаритам конструкции.
Когда надо надежно закрепить заготовки имеющие диаметр более 400 мм, то применяются стапеля.
Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом».
Приспособления для установки и крепежа
В продаже встречаются универсальные приспособления для сборки различных конструкций. Они могут выполнять сразу несколько технологических задач, зачастую во внутрь вставляется деталь и затягивается винтом. Сваривание труб сегодня проводится крайне часто. Именно поэтому получила распространение следующая оснастка:
- Центраторы. Подобный механизм позволяет совместить оси соединяемых элементов. Кроме этого, при их применении можно обеспечить совмещение кромок. Центраторы делятся на внутренние и наружные, сварка может проводится в разных положениях.
- Устройства с магнитом получили широкое распространение, так как просты в применении и характеризуются универсальностью.
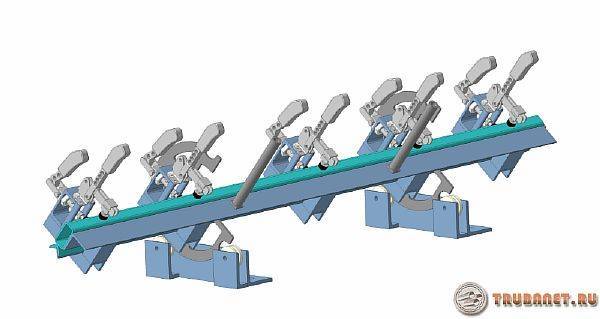
- Механизированные стенды. Во многих случаях на подготовительные работы уходит довольно много свободного времени. При использовании стендов можно существенно ускорить процесс подготовки, а также прочно закрепить заготовки в требуемом положении. Изделия предварительно собираются, после чего фиксируются на стендах для проведения сварки. Чаще всего механизированные стенды используют в случае сборки габаритных изделий плоской или объемной формы.
- Кантователи применяются для поворота крупногабаритных заготовок. Выделяют механизмы роликового и цевочного, рычажного, центрового и цепного типа. Все они характеризуются своими определенными особенностями, которые нужно учитывать при выборе наиболее подходящего варианта.
- Манипуляторы приспособлены к повороту свариваемого изделия на момент проведения работы. Современные варианты исполнения могут делать поворот в нескольких плоскостях, за счет чего существенно увеличивается область применения приспособления и комфорт на момент сварки. Некоторые модели способны проводить поворот заготовки с требуемой скоростью, за счет чего повышается качество шва.

Центраторы для труб

Кантователь
Наружные центраторы сегодня встречаются намного чаще, представлены конструкцией с подвижными звеньями, для объединения которых применяются шарниры. Есть и самодельные варианты исполнения, изготавливаемые из подручных материалов.
Прижимные струбцины
Отдельная категория струбцин, которая предназначена для установки на сварочные или сборочные столы. Струбцины этого типа нередко называют «прижимами быстрого действия». В отличии от G- и F-образных зажимов прижимные струбцины позволяют фиксировать заготовки не только у края столешницы, а в любом месте рабочей зоны.
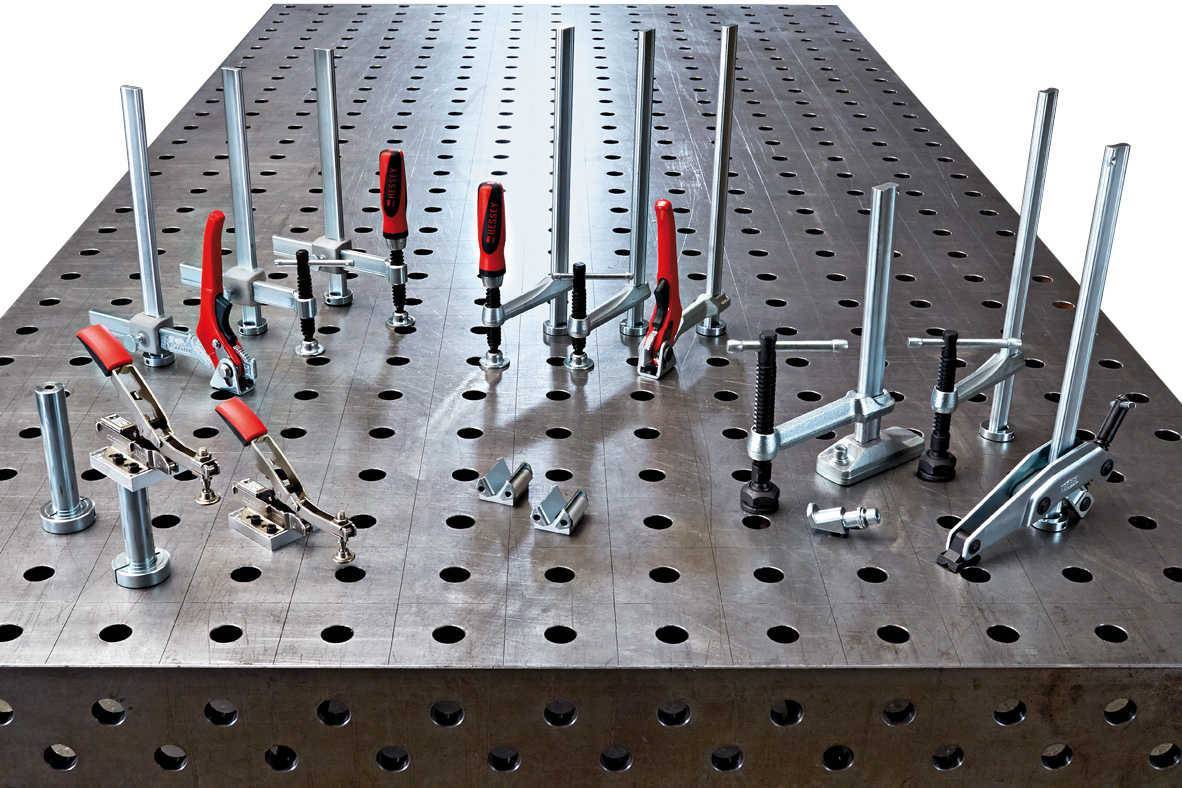
Струбцины прижимного типа монтируются либо посредством специальных технологических разъемов (круглых или Т-образных), либо переставных плит.
Существует множество разновидностей прижимных струбцин. Внизу выложен видеоролик, автор которого демонстрирует широкий ассортимент прижимов быстрого действия. В видео есть и рекомендации, как выбрать струбцину для сварки.
Прижимные струбцины можно условно разделить на несколько обширных категорий:
- С винтовым прижимом
- Рычажные/шарнирные
Как понятно, в струбцинах с винтовым прижимом губка перемещается на резьбовом штоке. Рычаг же прижимает эксцентриковым механизмом. В продвинутых струбцинах силу эксцентрикового прижима можно регулировать.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
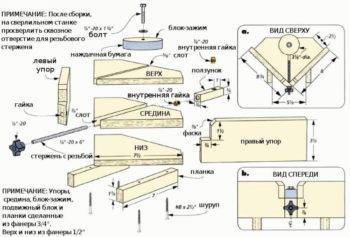
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.









Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Изготавливаем самодельную струбцину
Заводские инструменты довольно дорогостоящие, да и обходится домашним мастерам с одними размерами таких инструментов вряд ли получится. По этим причинам некоторые умельцы изготавливают угловые струбцины своими руками. К тому же преимущество самодельного устройства — это не только экономия денежных средств, а также:
- обеспечение необходимой прочности приспособлению;
- предусмотрение оборудования, позволяющего фиксировать металлические детали;
- выполнение струбцин различного размера и диаметра.
В случае выполнения несложных работ, для изготовления инструмента можно использовать простые и дешевые материалы.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.

Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому
В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.
Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Лазерный построитель плоскостей. Красный луч поможет нам!
Сучкорезы. И лестницы не нужны!
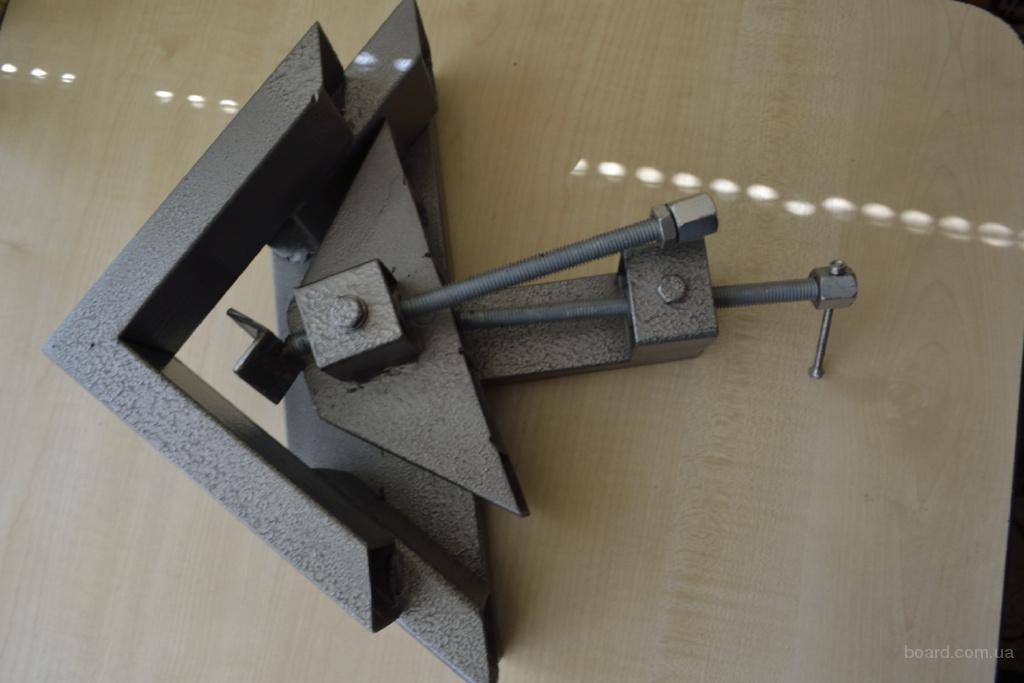
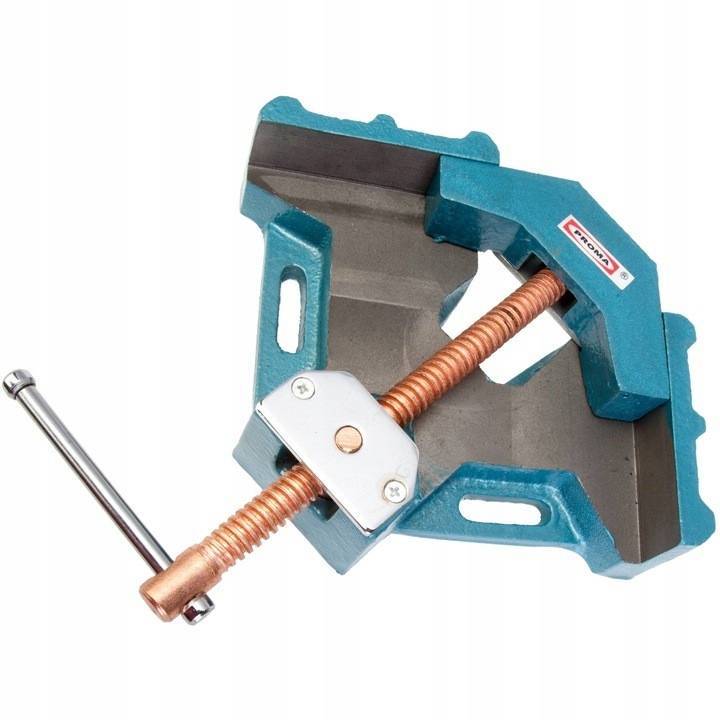
Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.








Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
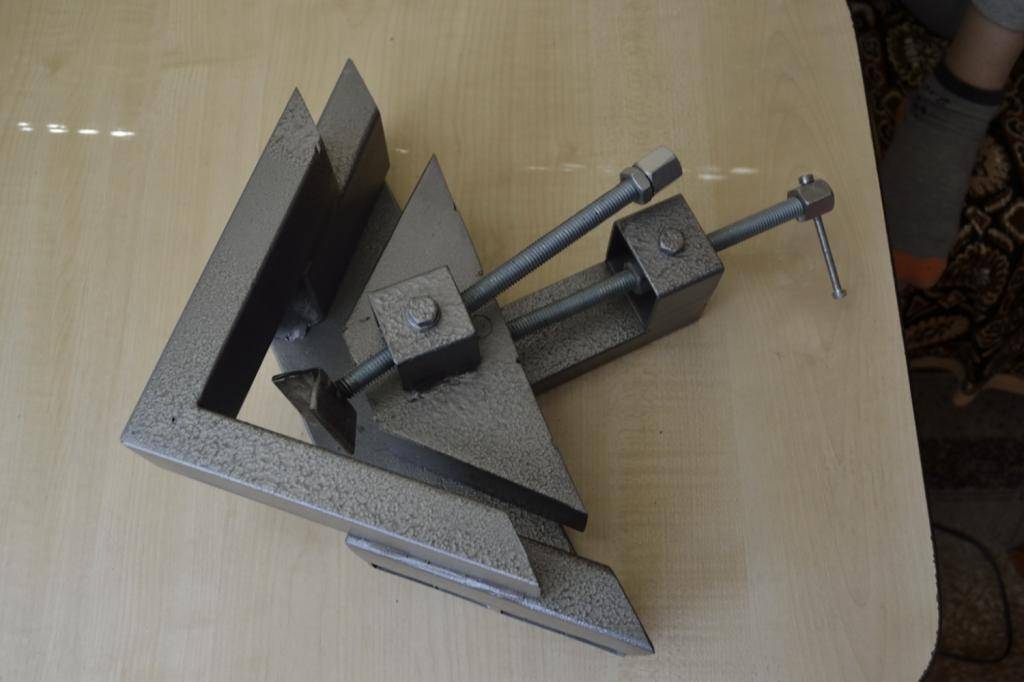
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью.
Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену.
Формируются углы
Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу
В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе.
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм.
Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.
Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.





