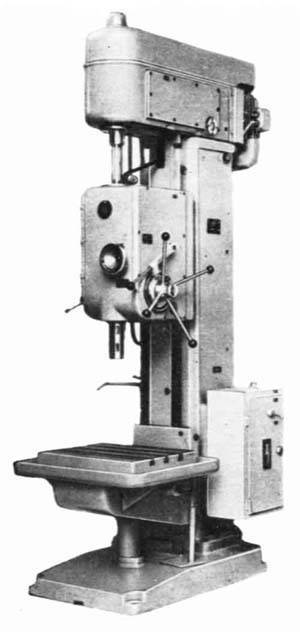
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
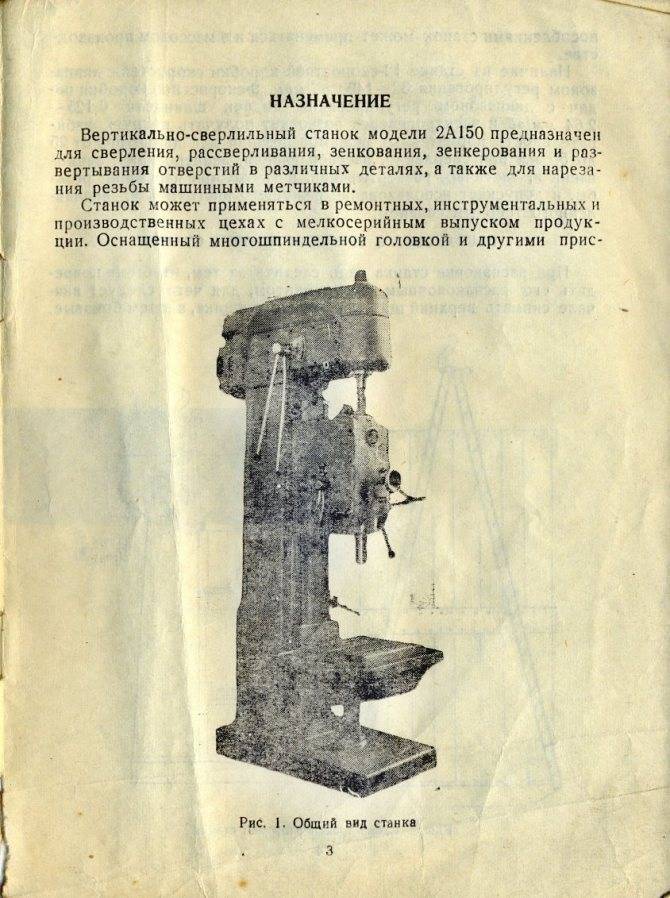
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
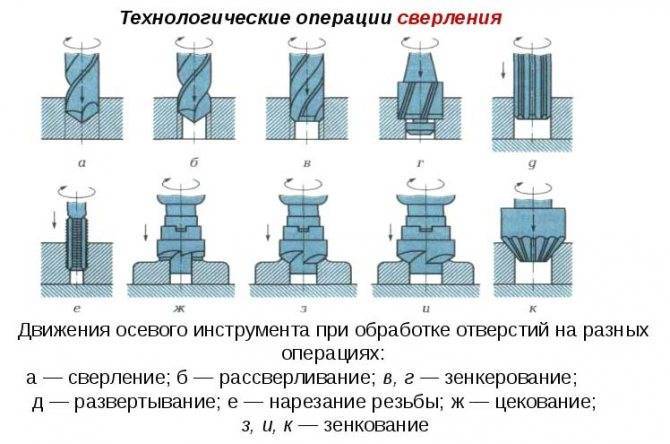
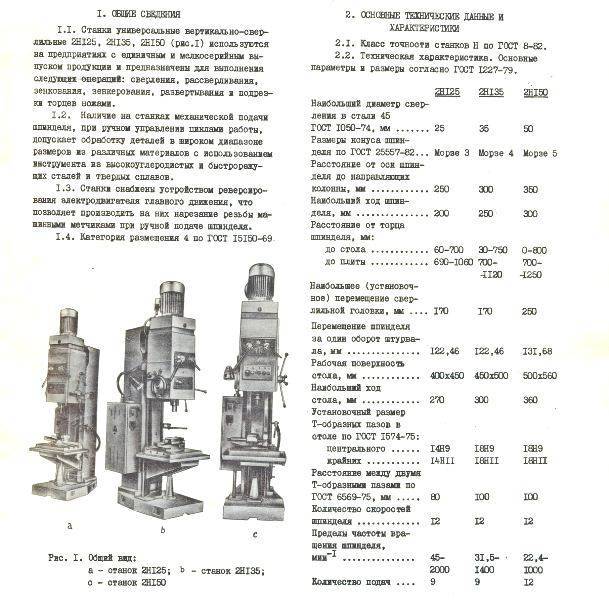
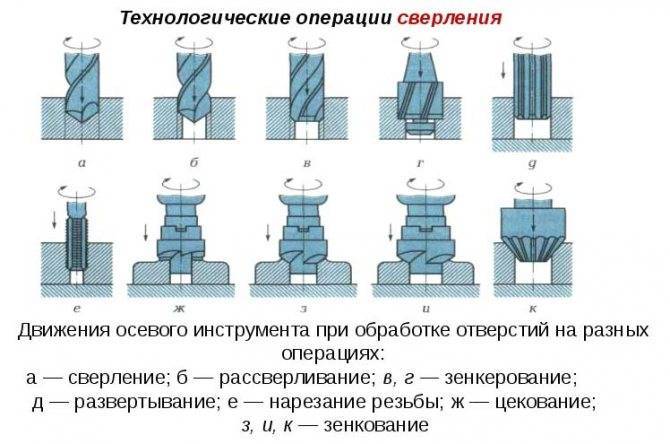
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2н135
Особенности конструкции сверлильного станка 2А135
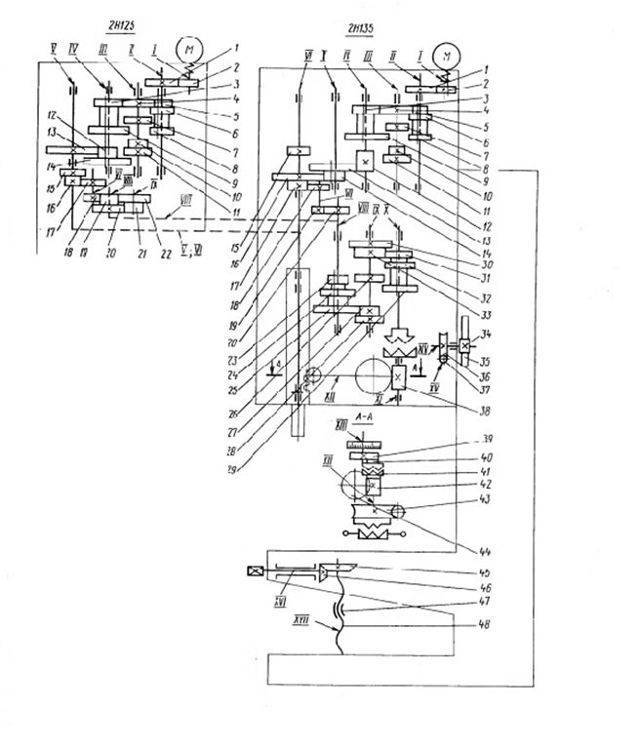
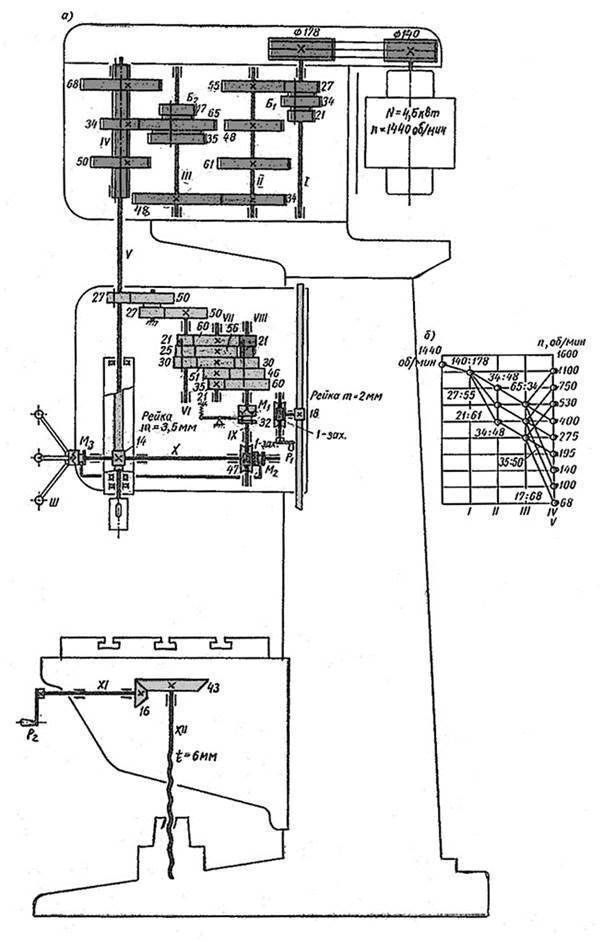
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
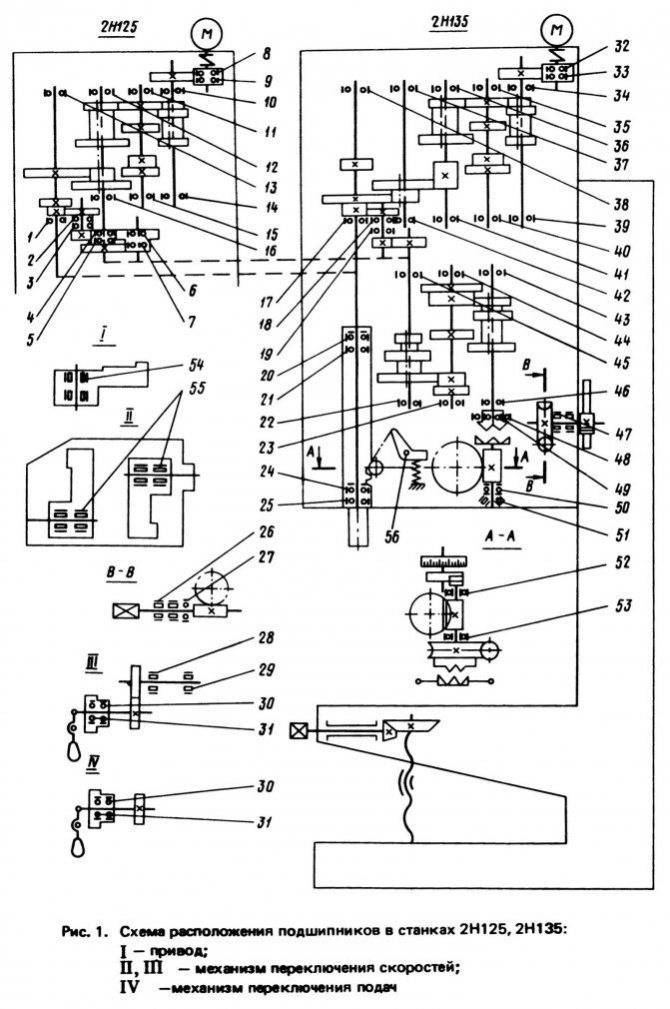
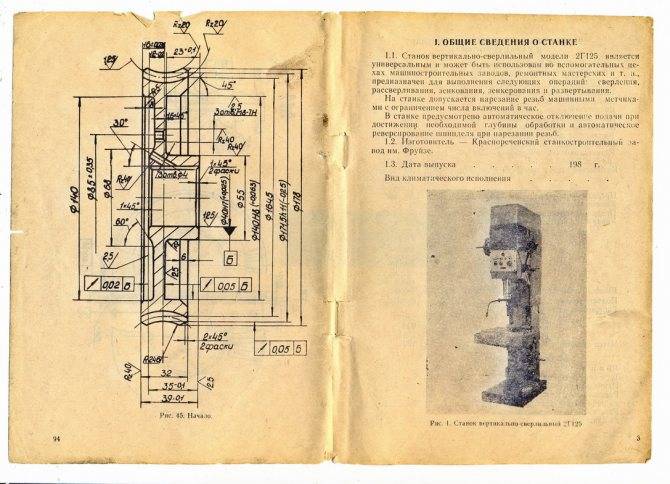
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
Выполнение различных видов работ на агрегате
Аппарат позволяет выполнять операции по рассверливанию изделий. Технология выполнения указанной операции на станке требует применения сверла с большим диаметром, чем диаметр перемычки на другом сверле. При таком подходе осевая сила сопротивления становится значительно меньше.
При рассверливании изделия перемычка должна врезаться в него, а не выдавливать металл. Во втором случае происходит серьезное увеличение осевого сопротивления.
Для вертикально-сверлильного станка предусмотрена функция зенкерования изделий. Подобной операции подлежат только конкретные виды изделий:
- штампованные;
- кованные;
- имеющие отверстия внутри в форме конуса или цилиндра;
- литые.
Развертывание на агрегате проводится в два этапа:
- на первом этапе в обрабатываемом изделии просверливается отверстие цилиндрической формы, после чего оно подлежит обработке ступенчатым коническим зенкером;
- на втором этапе сначала происходит грубая обработка металлического изделия специальными развертками, после чего выполняется чистовое развертывание путем установки конической развертки с гладкими кромками.
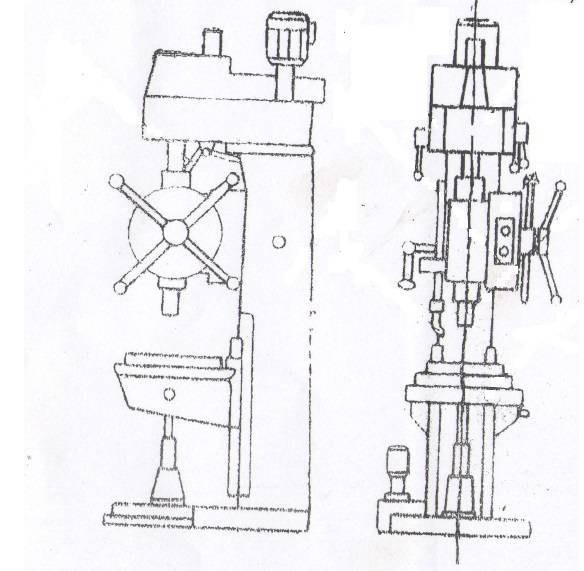
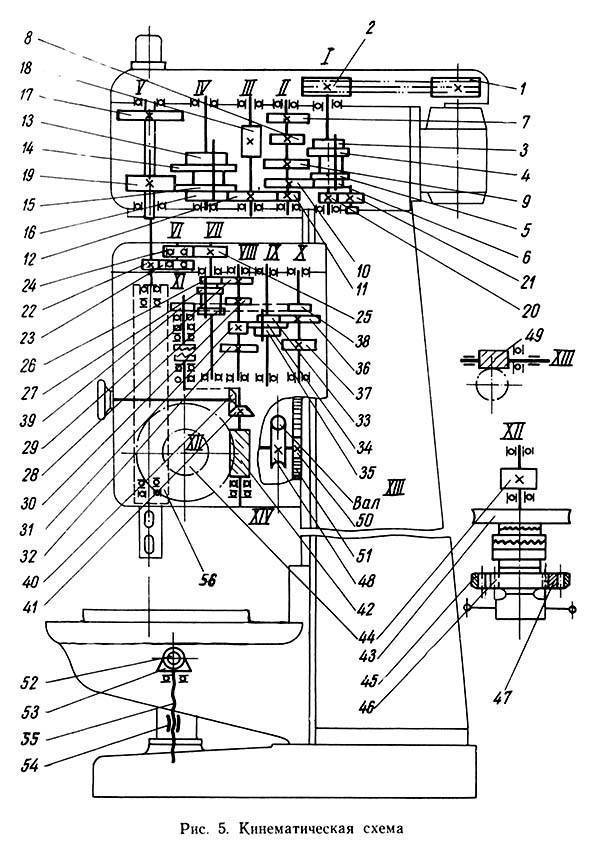
3 Составные узлы и особенности некоторых механизмов станка
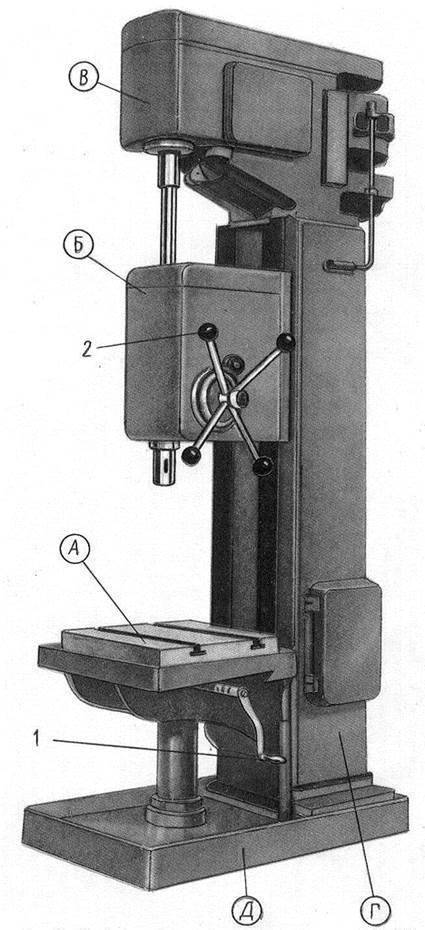
Важнейшими составными частями агрегата являются:
- стол;
- плита;
- станина;
- электрический двигатель;
- коробка подач;
- шпиндель и его головка;
- рукоятка для перемещения рабочей поверхности по вертикали;
- рукоятка подачи шпинделя в ручном режиме;
- коробка скоростей.
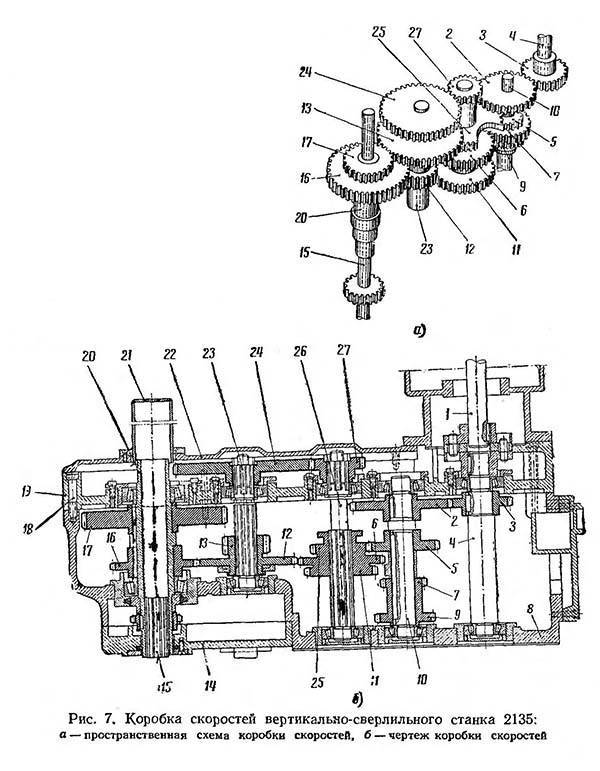
Коробка скоростей станка выполнена в виде корпуса из чугуна, в котором размещен механизм смены скоростей и редуктор (шестеренчатый) шпинделя. Через клиноременную передачу на данное устройство подается движение от электрического двигателя, имеющего вертикальное расположение. Он крепится к кронштейну, способному совершать движение вдоль оси корпуса. Такое перемещение обеспечивает необходимую степень натяжения ремней.




Стоит добавить, что описанный нами корпус монтируется на подставке из чугуна. Внутреннее пространство этой подставки выполняет функцию масляного резервуара, из которого насос берет жидкость для смазывания коробки скоростей (абсолютно всех ее элементов). Сам насос располагается под специальным кожухом.
Шпиндель станка регулируется через окошко, вырезанное спереди шпиндельной бабки, посредством специальной гайки. Упорный подшипник воспринимает усилия (осевые) подачи. В колонне агрегата подвешивается специальный груз, который предназначен для уравновешивания шпинделя. Обязательная смазка подшипников шпинделя выполняется из полости коробки подач фитилем. За одну минуту он отправляет на механизм ровно одну каплю смазочного состава.
Рабочий инструмент агрегата охлаждается эмульсией. Она подается от емкости, размещенной в фундаментной плите, на которой смонтирован электрический насос. Непосредственно к инструменту состав для охлаждения попадает по трубопроводу гибкого типа, снабженному специальным краником, дающим возможность контролировать размер потока охлаждающей жидкости.
Нормальная работа системы охлаждения гарантируется производителем станка только в том случае, когда оператор регулярно очищает от грязи отстойник плиты (фундаментной). Выполнять такую операцию требуется раз в месяц, а в некоторых случаях и чаще.
Главным узлом механизма подач станка серии «А» является коробка подач. Ее привод производится от шестерни, которая расположена на шлицах шпинделя. Указанная шестерня имеет зацепление с находящейся на оси шпинделя двойной шестерней. Валики агрегата получают необходимое им вращение именно благодаря озвученному механизму, включающему в себя ряд шестерен. Также механизм подач располагает муфтой, которая отключает механическую подачу, и, кроме того, при перегрузках предохраняет станок от выхода из строя.
Эксплуатация и ремонт
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Коробка подач устанавливается отдельно в специальном корпусе, расположенном в рабочей головке.
Вторая главная техника эксплуатации станка 2н135 включает в себя работу устройства подачи. В ее состав входят такие элементы:
- муфты в количестве 2 штук, одна из которых храповая, другая — обгонная;
- штурвал для управления;
- шестерня реечного типа, находящаяся на горизонтальном валу;
- червячная передача;
- лимба, имеющая деления.

Лимба
Благодаря устройству подачи схема работ со станком подразумевает широкий диапазон действий:
- выключение, включение подачи;
- нарезание резьбы на самом изделии способом ручной подачи;
- отвод шпинделя вверх от обрабатываемого изделия;
- подвод обрабатывающего инструмента к изделию ручным способом;
- осуществление опережения подачи ручным способом.
Работа механизма заключается в следующем: кулачковая муфта приводится в движение вращающимся штурвалом. Затем муфта приводит в действие шестерню, которая соединена с рейкой, благодаря которой происходит подача шпинделя.
Все это выполняется в ручном режиме. Когда инструмент для обработки воздействует на изделие, то шестерня вращается. Возникает движение вдоль оси вала до момента, когда кулачки самой муфты не встанут напротив друг друга. В этот момент муфта делает поворот на 2000.
В тех случаях, когда проводился ремонт станка, необходима проверка его узлов
Важно следить за тем, чтобы на аппарате не присутствовали следы коррозии. После ремонтных работ агрегат проходит холостой ход, при этом режущий инструмент не устанавливается
При пробном пуске работа устройства сверяется с данными его технического паспорта.
Механизм подачи – принцип действия
Конструкция механизма подачи станка 2Н135, который является важнейшим рабочим органом сверлильной головки, состоит из следующих основных элементов:
- управляющего штурвала;
- червячной передачи;
- двух муфт – обгонной и храповой;
- лимба с делениями;
- расположенной на горизонтальном валу реечной шестерни.
Механизм подачи позволяет выполнять целый ряд технических операций в процессе обработки заготовки:
- в ручном режиме выполнять опережение подачи;
- нарезать внутреннюю резьбу в заготовке при помощи ручной подачи;
- в ручном режиме подводить к заготовке рабочий инструмент;
- включать и выключать подачу;
- отводить шпиндель вверх от заготовки.

Коробка подач к вертикально-сверлильному станку 2Н135
Несмотря на относительную сложность конструкции механизма подач, принцип его работы достаточно несложен. За счет вращения штурвала сообщается движение кулачковой муфте, которая, в свою очередь, через полумуфту-обойму задействует вал-шестерню, входящую в соединение с рейкой (рейка обеспечивает вертикальное перемещение (подачу) шпинделя в ручном режиме).






В тот момент, когда инструмент касается заготовки, вал-шестерня начинает вращаться, но это вращение не может быть передано зубцами муфты кулачкового типа, в результате чего обойма-полумуфта начинает двигаться вдоль оси вала до тех пор, пока кулачки муфты не расположатся друг против друга. Только в этот момент муфта проворачивается на 200 (поворот на больший угол невозможен, так как этого не допустят конструктивные элементы самой муфты).
В конструкции полумуфты предусмотрен двухсторонний храповый диск, который при ее перемещении сообщает движение зубчатому колесу, связанному червячной передачей. Движение этой муфты, соответственно, приводит к вращению червяка и продольному перемещению вала-рейки. Именно так обеспечивается механическая подача шпинделя, которую можно опередить, если и дальше продолжать вращать штурвал.
В паспорте на станок также оговорена возможность ручного перемещения рабочей головки. Для этого в коробке предусмотрены реечная и червячная пары, которые можно задействовать, если отключить механическую подачу при помощи штурвала.
Где применяется сверлильный станок с ЧПУ 2р135ф2?
Рассматриваемый станок используется для регулирования процесса прямоугольной обработки и позиционирования. Программоносителем является перфолента с восьмью дорожками. Станок снабжен цифровой индикацией, возможен ввод до 15 корректировок на длину инструмента.

Станок обладает замкнутой системой, в которой в роли датчиков выступает сельсин БС155А. Стол и салазки позиционируются с точностью до 0,02 мм, цифровая индикация и задания перемещений имеют дискретностью до 0,01 мм. Всего имеется 3 координаты с возможностью управления, из которых 2 можно использовать одновременно.
Регулировка и наладка сверлильного станка 2А135
После установки станка на рабочем месте, очистки, заливки масла и смазки, подключения к электрической сети, проверки работы на всех оборотах и подачах не требуется никакой регулировки. Наладка станка заключается в установке стола и кронштейна в необходимые для работы положения и зажиме клина кронштейна, а также в установке чисел оборотов и подачи.
Зазоры в подшипниках шпинделя выбираются через окно на передней стенке кронштейна, закрытое крышкой. При регулировке необходимо повернуть шпиндель так, чтобы винт регулировочной гайки находился в окне, затем, ослабив винт, подтянуть гайку и вновь зажать винт.
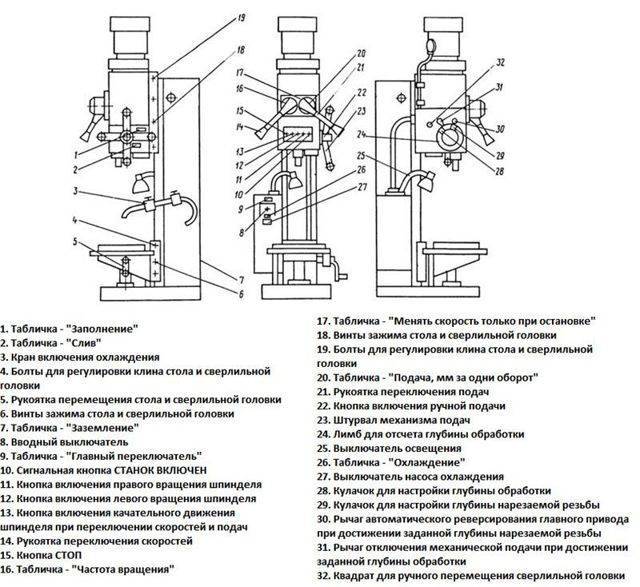
Глубина сверления устанавливается при помощи лимба следующим образом: вращая крестовый штурвал на себя, опускаем шпиндель до соприкосновения с обрабатываемой деталью. Отвертываем винт кулачка 17 (см. рис. 8) выключения подачи и кулачка 18, поворачиваем до совпадения края кулачка 17 с делением лимба, соответствующим глубине сверления, и вновь затягиваем винты. При этом деление на лимбе соответствует полной глубине сверления, включая конусную часть заточки сверла.
Кулачок 18 служит для настройки автоматического реверсирования направления шпинделя при нарезании резьбы. Установка этого кулачка производится аналогично установке кулачка выключения механической подачи. При этом кулачок выключения подачи отводится назад на 10 мм. Перемена направления вращения шпинделя производится за счет реверсирования электродвигателя.
Колпачок с накаткой, расположенный в центре крестового штурвала, служит для выключения механической подачи, если необходимо сверлить или нарезать с ручной подачей. Для включения ручной подачи колпачок следует отжать от себя до отказа.
Натяжение ремней производится перемещением кронштейна с электродвигателем при помощи натяжных винтов, расположенных на задней стенке коробки скоростей. Для подтягивания пружины предохранительной муфты, выключающей подачу при перегрузке, служит специальный винт с внутренним шестигранным отверстием, расположенный под колпачком верхней крышки кронштейна. Нормально пружина отрегулирована так, чтобы выключать подачу при осевом усилии, превышающем номинальное усилие подачи на 10%, т. е. при 1800 кг.
Технические особенности
Особенность станка — в наличии в нем системы динамического торможения шпинделя.
Электрическое оборудование агрегата представлено в виде электродвигателя, обладающего мощностью 4,4 кВт. Аппарат оснащен электрическим насосом, подающим охлаждающую жидкость. Насос имеет тип Х14-22М.
Указанный вертикально-сверлильный аппарат обладает рядом технических особенностей:
- максимально возможный диаметр деталей, которые допустимо сверлить на станке, составляет 50 мм,
- шпиндель за счет наличия реверсивного устройства в составе аппарата способен выполнять вращения в разных направлениях,
- для устройства предусмотрена 9-ступенчатая коробка скоростей, благодаря которой шпиндель совершает до 1100 оборотов в течение минуты,
- агрегат управляется исключительно вручную, для него не предусмотрены автоматизированные системы.
Сверлильный станок 2а135 позволяет использовать машинные метчики, предназначенные для нарезки резьбы, что обеспечивается за счет наличия в конструкции реверсивного устройства.
2А135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2А135 заменил в серийном производстве устаревший станок 2135
. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели. Станок 2А135 был заменнен на более совершенную модель2Н135 Универсальный вертикально-сверлильный станок, модель 2А135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Вертикально-сверлильный станок 2а135, с условным диаметром сверления 35 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Операции сверления на станке 2а135
Особенности конструкции сверлильного станка 2А135
Наличие на станке девятискоростной коробки скоростей с диапазоном регулирования 68-100-140-195-175-400-530-750-1100 оборотов в минуту, 11-скоростной коробки подач с диапазоном регулирования от 0,115 до 1,6 мм на оборот и электрореверса обеспечивает выбор нормативных режимов резания для диаметров отверстий до 35 мм при сверлении, рассверливании, зенковании, зенкеровании, развертывании, нарезке резьбы, а также допускает использование режущего инструмента, оснащенного твердым сплавом.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения» что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.



В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом останова с упором. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клнноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Категория размещения 4 по ГОСТ 15150-69.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:
- 2Т125, 2Т140, 2Т150 — производитель: Гомельский завод станочных узлов
- 2АС132, 2АС132-01 — производитель: Астраханский станкостроительный завод
- 2Л125, 2Л132, 2Л135, ЛС25, ЛС35 — производитель: Липецкое станкостроительное предприятие (ПАО СТП-ЛСП)
- МН25Л, МН25Н-01 — производитель: Молодечненский станкостроительный завод
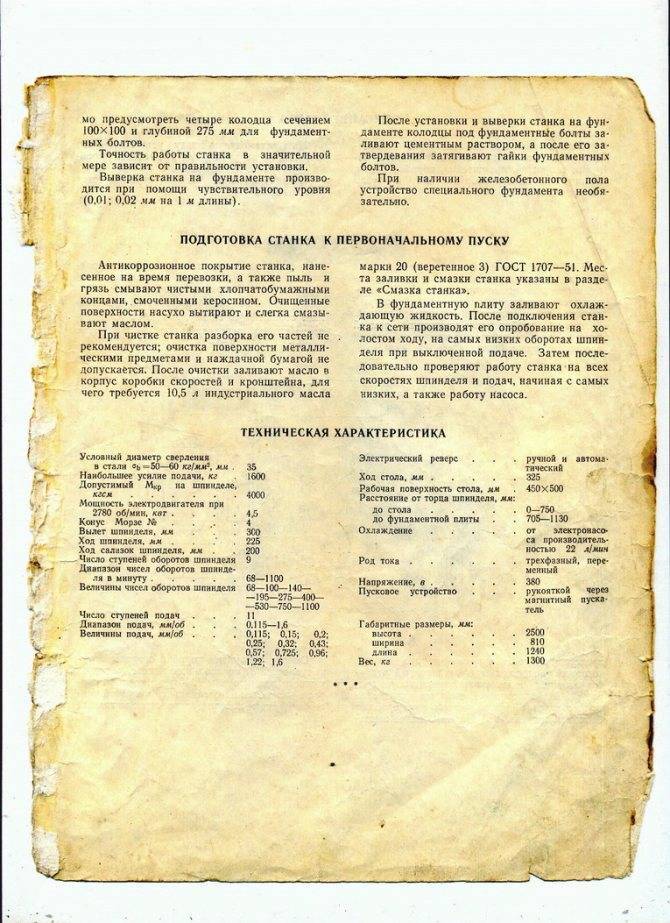
Характеристики аппарата
Агрегат оснащен шпинделем, ход которого составляет 225 мм. Частота его вращения составляет минимум 68 оборотов в одну минуту. Максимально шпиндель способен совершать 1100 оборотов в минуту.
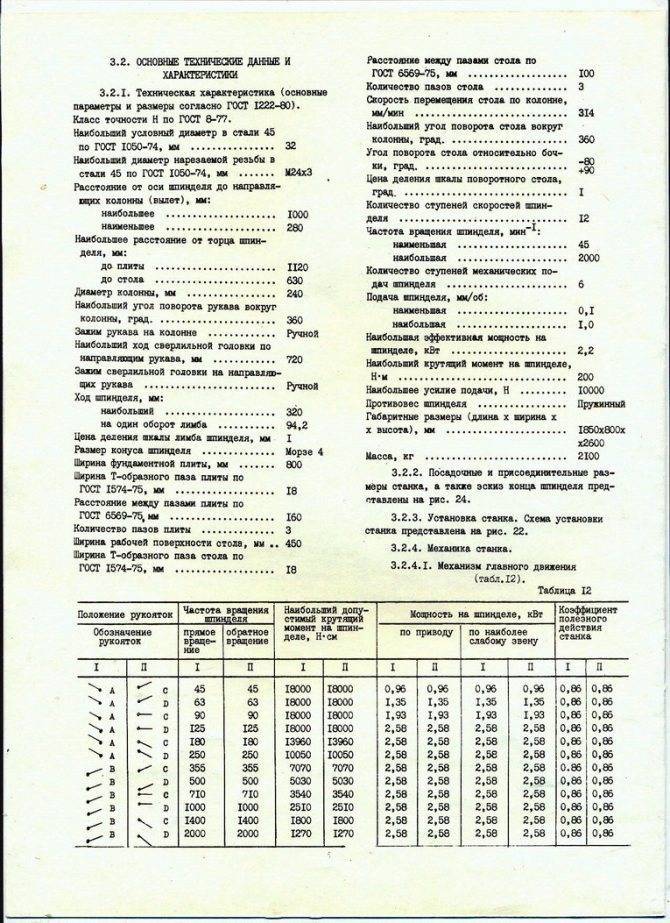
Для станка характерны следующие технические характеристики:
- для стали 45 марки предусмотрен максимальный диаметр сверления, составляющий 35 мм;
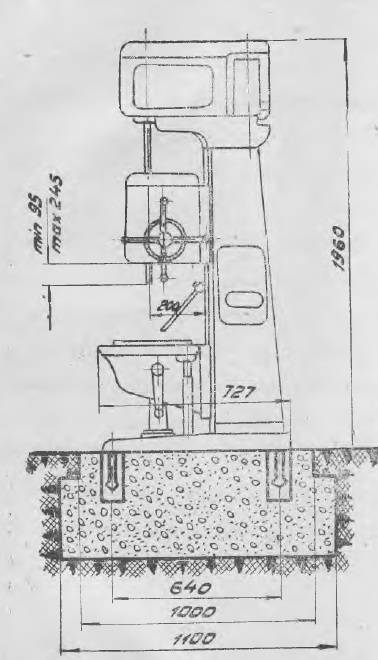
- промежуток от шпиндельного торца до плиты составляет 705 мм минимум, максимальное значение — 1130 мм;
- промежуток от шпиндельного торца до рабочего стола максимум составляет 750 мм;
- габариты аппарата по длине, ширине, высоте соответственно — 1240*810*2500 мм;
- вес станка — 1299 кг;
- размеры рабочего стола — 450*500 мм;
- количество Т-образных пазов — 3;
- максимальное перемещение стола по вертикали составляет 325 мм;
- максимальный ход шпинделя — 225 мм;
- число скоростей, предусмотренных для шпинделя — 9;
- количество ступеней подач — 11;
- максимальное усилие подачи — 1599 кг.

Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
Характеристика агрегата
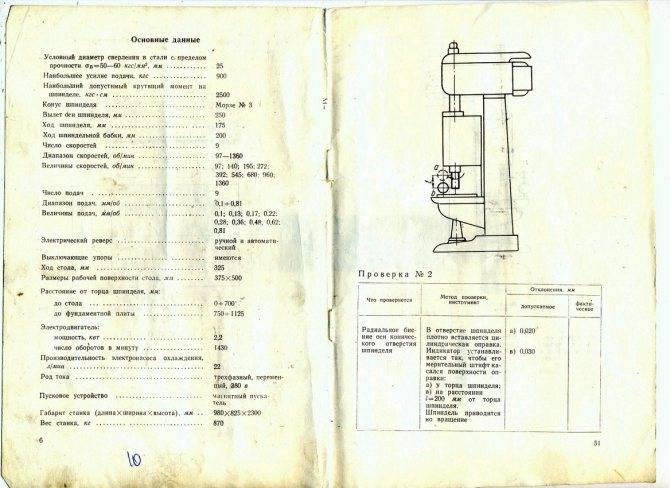
Базовые характеристики содержатся в паспорте сверлильного станка указанного типа и включают в себя следующие параметры, в том числе, отдельно для шпинделя:
- ход составляет порядка 19 см;
- максимально допустимый диаметр отверстия для сверления составляет 25-44 мм;
- размер аппарата составляет следующие значения 235*78,6*91,6 см;
- крутящий момент — 251 Нм;
- вертикальное перемещение составляет 17 см максимум;
- конус аналогичен Морзе 3;
- показатель смещения на 122,44 мм при единичном обороте маховика;
- число скоростей — 12;
- расстояние от конуса шпинделя до рабочего места от 6 до 69 см.
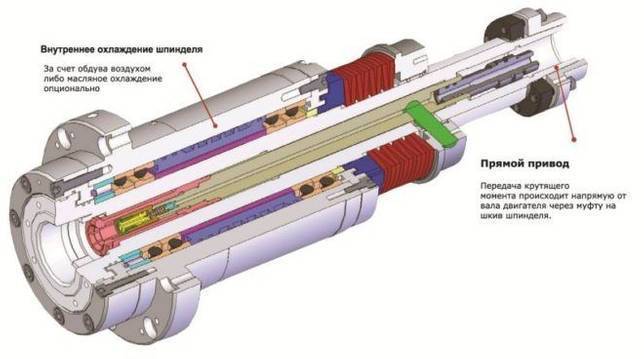
Устройство шпинделя сверлильного станка
Для вертикально-сверлильного станка 2н135 характерно 12 ступеней подач. Сам агрегат предназначен для ручного управления. В процессе одного оборота шпинделя пределы колеблются в диапазоне 0,1-1,6 мм.
Мощность двигателя сверлильного станка 2н135 имеет значение 2,2 кВт. Дополнительно в устройство входит электрический насос, с помощью которого происходит поступление жидкости для охлаждения в место, где обрабатывается изделие.
2Р135Ф2 станок вертикально-сверлильный с ЧПУ
Характеристики
| Наибольший диаметр сверления в стали 45, мм | 35 |
| Наибольший диаметр нарезаемой резьбы в стали 45, мм | М24 |
| Наименьшее и наибольшее расстояние от торца шпинделя до поверхности стола, мм | 40..600 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 450 |
| Наибольший диаметр фрезы, мм | 100 |
| Наибольшая глубина фрезерования, мм | 2 |
| Наибольшая ширина фрезерования, мм | 60 |
| Продольное перемещение стола по направляющим салазок (Ось Х), мм | 630 |
| Поперечное перемещение салазок по направляющим станины по программе (Ось Y), мм | 360 |
| Наибольшее перемещение шпиндельной бабки по программе (ось Z), мм | 560 |
| Частота вращения шпинделя, об/мин | 45..2000 31..1400 |
| Количество скоростей шпинделя | 12 |
| Скорость быстрого перемещения суппорта (шпиндельной бабки), м/мин | 4 |
| Количество подач суппорта по оси Z, мм | 18 |
| Подачи суппорта, мм | 10..500 |
| Наибольший допустимый крутящий момент, Нм | 200 |
| Рaзмеры рабочей поверхности стола, мм | 400 х 710 |
| Максимальная нагрузка на стол (по центру), кг Число Т-образных пазов Рaзмеры Т-образных пазов | 3 |
| Скорость быстрого перемещения стола и салазок, м/мин | 7 |
| Скорость подачи стола и салазок при фрезеровании, м/мин | 0,22 |
| Минимальная скорость перемещения стола, м/мин | 0,05 |
| Точность позиционирования стола и салазок на длине хода, мм | 0,05 |
| Система ЧПУ 2П3 | Число управляемых координат => |
| Число одновременно управляемых координат | 2 |
| Дискретность задания перемещения стола, салазок и суппорта, мм | 0,01 |
| Электродвигатель привода главного движения, кВт | 3,7 |
| Электродвигатель привода перемещения шпиндельной бабки (суппорта), кВт | 1,3 |
| Электродвигатель привода перемещения салазок и стола, кВт | 1,1 |
| Электродвигатель привода вращения револьверной головки, кВт | 0,75 |
| Электронасос охлаждающей жидкости Х14-22М, кВт | 0,125 |
| Габариты станка, мм | 1800 х 2170 х 2700 |
| Масса станка, кг | 5390 |
Задать вопрос
Данные станки сняты с производства,но мы обязательно подберем для вас аналоги!
Изготовитель сверлильных станков моделей 2Р135Ф2, 2Р118Ф2, 2Н125, 2Н135, 2Н150, 2Г175 — Стерлитамакский станкостроительный завод, основанный в 1941 году.
2Р135Ф2 станок вертикально-сверлильный с ЧПУ. Назначение и область применения:
Вертикальный сверлильный станок с шестишпиндельной револьверной головкой, с крестовым столом и числовым программным управлением (ЧПУ) предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы и фрезерования в мелкосерийном и серийном производстве различных отраслей промышленности.
Сверлильный станок 2Р135Ф2 применяют при обработке корпусных деталей и деталей типа «фланец», «крышка», «плита», «рычаг», «кронштейн».
Электросхема и ЧПУ позволяют осуществить на станке следующие технологические операции:
Сверление; Подрезка торца (цекование); Расточка; Нарезание резьб; Глубокое сверление; Фрезерование.
Вы можете задать любой интересующий Вас вопрос по товару или работе нашей компании.
Наши квалифицированные специалисты обязательно Вам помогут.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.




Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.