

Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.
При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Классификация
Деление на виды ленточнопильного инструмента производится по нескольким базовым параметрам. Это целевое назначение полотна. При выборе учитывается, для работы с каким материалом предназначено изделие:
- Пилы по дереву. Важна достаточная износостойкость и качество заточки. Деталь после обработки должна иметь ровный срез с минимальным допуском для чистовых операций. Для операций по дереву полотно выпускается в специальном исполнении. Рассчитан шаг зубьев, ширина ленты и прочностные характеристики стали. При ухудшении эксплуатационных качеств допускается ремонт и заточка.
- Пилы по металлу. В зависимости от прочности обрабатываемого материала выбирают модель ленточнопильного полотна с нужными параметрами, такими, как достаточность прочность режущей части, длина и шаг зубьев.
- Универсальные полотна. Предназначены они для работы с различными по структуре и прочности материалами. Одной пилой можно работать и по металлу, и по дереву. При очевидных плюсах есть и существенные минусы. Такие полотна будут проигрывать специализированным изделиям узкой направленности. Целесообразно применять такое ленточнопильное оборудование лишь при разнообразной работе в мастерских и небольших цехах, где такой выбор будет полностью оправдан. Несколько худшие эксплуатационные показатели компенсируются универсальностью. Нет необходимости перенастраивать ленточнопильное оборудование и менять полотно. Выпускается несколько модификаций с различными типами режущей кромки и шага зубьев, сделанные из различных марок стали. По ширине полотна разделены на типоразмеры от 6 до 54 мм.
Выбор ленточной пилы
Немаловажное значение имеют качества режущей части. В зависимости от материала изготовления классифицируются полотна следующим образом:
Биметаллические. Отлично подходят для работы с твердыми сплавами до 45 HRC. В список входят нержавеющие, жаропрочные и кислотоустойчивые стали.
Биметаллические ленточные пилы широко применяются, и популярность их растет, в силу их универсальности и отличных эксплуатационных характеристик.
- Полотна из инструментальной стали. Очень большая группа ленточнопильного инструмента. Большинство производителей не раскрывают секретов по составу и изделия представлены очень разным по исполнению и химическому составу ассортиментом. Полотна недороги, долговечны при разумном использовании. Большинство пил по дереву сделаны из инструментальной стали. Допускают ремонт и многократную заточку.
- Твердосплавные пилы. Имеют особенности при эксплуатации. В первую очередь, выбор такого полотна обусловлен необходимостью резки труднообрабатываемых металлов с прочностью до 65 HRC. Неэффективны такие пилы при распиле вязких и мягких материалов. Требуют деликатного отношения. Не опускается чрезмерная ударная нагрузка. Напайки на зубьях из твердого сплава могут отвалиться. Ремонт этого вида ленточнопильного инструмента требует квалификации и специального оборудования. Так для заточки подойдет исключительно алмазный абразивный инструмент и специальный станок для сохранения геометрии полотна, шага и углов.
- Алмазные пилы. Самые прочные изделия этого класса. Напыление из алмазной крошки чувствительно к режимам обработки. Полотно рассчитано на применение в специальных ленточнопильных станках с обязательным жидкостным охлаждением. Используется в узкоспециализированных производствах для обработки сверхпрочных сталей, стекла и камня. Изделие дорогое и ремонт режущей кромки невозможен, поэтому используется только в узконаправленных областях.
Типы полотен
Оборудование для сварки ленточных пил
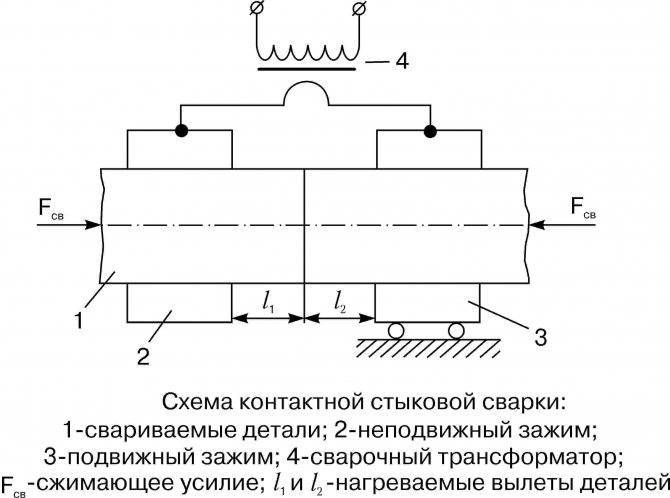
Схема стыковой контактной сварки.
В стандартном аппарате сварка пилы производится по следующему порядку: сначала полотно устанавливается в аппарат, затем оно фиксируется зажимами, после точно подводится к электродам, через которые проходит ток. Данный процесс позволяет расплавить и сварить концы обоих объектов. Также стоит знать, что ток проходит через электроды, которые, в свою очередь, закрепляются фиксаторами-зажимами. На сегодняшний день имеется множество марок и моделей таких аппаратов, но условно они классифицируются на три типа.
Оборудование для сварки с сопротивлением. Основными преимуществами данного оборудования является достаточно невысокая стоимость и малые габариты. При этом их производительность невысокая, и оно рассчитано только на малый объем работ и выпуск небольшой партии пил.
Оборудование для сварки с оплавлением. Его производительность заметно выше, чем у предыдущих аппаратов, но стоимость и габариты также стали больше. Относящиеся к среднему классу аппараты могут применяться для любых типов полотен
Очень важно, что они могут плавить даже биметаллические полотна, которые нередко используются для таких изделий.
Автоматизированное оборудование для сварки оплавлением. Такого рода оборудование устанавливается на крупных цехах и фабриках или же в сервисных центрах
Его производительность очень высока, при этом процесс полностью автоматизирован. Оператору станка требуется только устанавливать пилы в оборудование и снимать после полного прохождения процесса сварки.





Типы ленточных пил
Ленточные пилы можно разделить на следующие видеть:
- Выемка;
- Беззубый;
- Электроискровой принцип действия.
Зубчатые ленточные пилы, В отличие от лезвия ножа, они производят замкнутую петлю. Они используются для резки и резки различных материалов, в том числе пенобетона, металлоконструкций, дерева и других материалов.
Беззубые ленточные пилы и электрические искровые пилы действия похожи на циркулярные пилы. Единственная разница заключается в назначении зубов.
При выборе ленточной пилы по металлу необходимо обратить внимание на конструктивные особенности ленточной пилы. READ Как Отрегулировать Карбюратор На Бензопиле Калибр
READ Как Отрегулировать Карбюратор На Бензопиле Калибр
Основное назначение ленточной пилы по металлу — Это реализация угловых, прямых и изогнутых участков. Если вам нужно резать под углом, вам необходимо приобрести специальные вращающиеся губки на этом станке.
Назначение полотна
В зависимости от типа станка и вида заготовки, которую будут обрабатывать все ленточные полотна можно разделить на три группы:
- Полотна для бревнопильных станков. Предназначены для распила кругляка на обрезной материал на лесопилках.
- Полотна для ленточно-делительных станков. Предназначены для роспуска (деления) бруса или доски на малые погонажные изделия для производства вагонки, столярных изделий, мебельного щита, паркетной доски и при обработке горбыля на пилорамах.
- Полотна для столярных станков. Предназначены для использования в мебельном и столярном производстве при изготовлении конечной продукции, в том числе фигурного реза.
Регулировка ус тан о вленной пилы
Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.
Шаг 1 . Откройт е смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2 . Поворачивайте маховик натяжения и контролируйте положение шкалы.
После того как указатель сместится в зеленую зону, натяжение следует прекратить. В еличина натяжения примерно 300 Н /мм, пр и недостаточном натяжении срез к осой, а при избыточном полотно может разорваться.
Шаг 3 . Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает рес у рс его работы.


При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направля ющие в о время замены полотна они могут сбиться. Делается это в несколько шагов.
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлически м щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
Если и это не помогло , то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными
Станок надо переключить на минимальную скорость движения полотна . Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
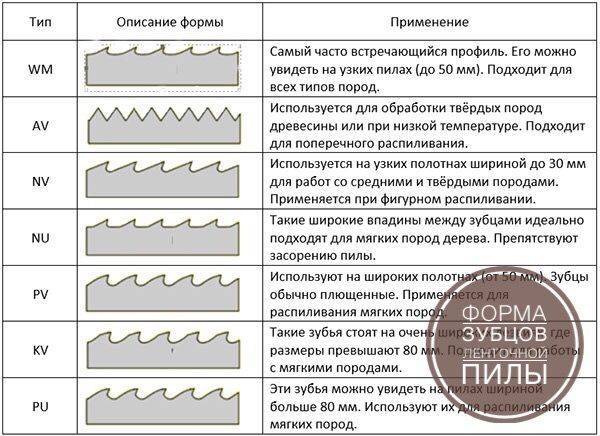
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Выбор полотна для ленточной пилы
Чтобы приобрести правильный инструмент, необходимо проверить его на соответствие ряду параметров. Такая предусмотрительность позволит добиться ровной линии среза, отсутствия трещин и сколов на заготовке. Для режущего инструмента выпускаются полотна нескольких типов, которые предназначены для работы:
- с камнем;
- металлом;
- деревом;
- синтетическими материалами.
Как выбрать ленточную пилу по металлу?
Для работы с различными металлическими заготовками требуются полотна определенных типов:
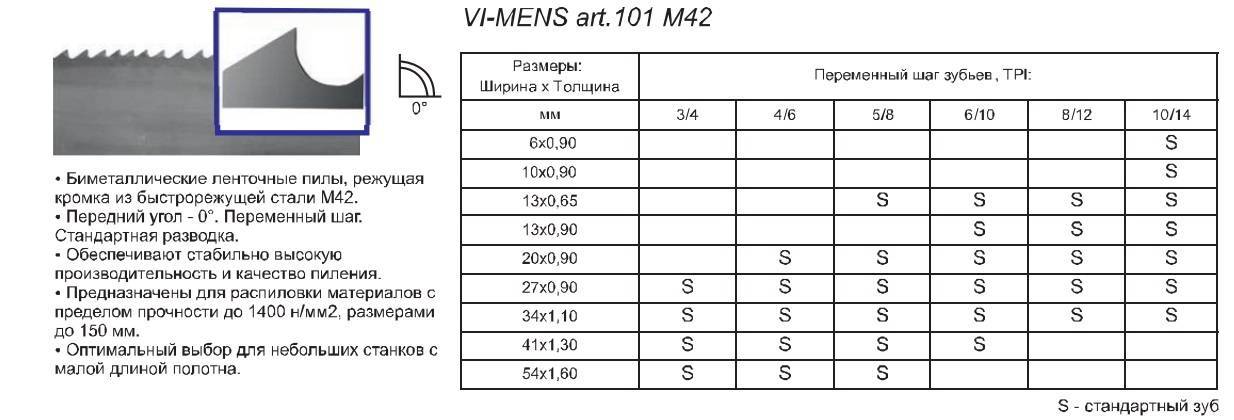
- для резки высокоуглеродистых сталей подходят инструменты из композитных сплавов марки М-51;
- низко- и среднеуглеродистых сталей — биметаллическое полотно для ленточной пилы марки М-42;
- продолжительной резки жаростойких сталей — модели SP;
- резки титановых заготовок и никелевых сплавов — инструменты типа ТСТ.
Как подобрать ширину полотна
Размеры полотен ленточных пил по дереву и металлу следует выбирать с учетом характера работ. Ширина инструмента варьируется в пределах 14–80 мм. Стандартными считаются режущие части на 31–41 мм.



Чем шире пила, тем ровнее получится пропил. Так что при отсутствии инструкции для обычной резки выбирайте максимально широкое полотно, которое подходит для ленточнопильного станка. В этом случае материал будет подаваться максимально быстро.
Для контурного распила выберите пилу настолько узкую, чтобы она могла использоваться для вырезания углов и фигур в материале.
Зубцы ленточной пилы: основные параметры
Количество зубцов
Первый момент, на который следует обратить внимание, — количество зубцов. При определении этого параметра учитывайте:
- чем больше зубцов, тем ровнее распил толстостенных заготовок;
- при небольшой плотности зубцов уменьшается нагрузка на площадь заготовки;
- при большом количестве режущих кромок напряжение при выполнении операций распределяется на всю поверхность пилы.
Размер зубцов. При определении размеров зубцов учитывайте следующие рекомендации.
- Зубцы стандартных размеров подходят для разделки тонкого материала и фигурной резки.
- Крупные зубцы приспособлены для глубоких пропилов.
- Режущие кромки малой высоты — оптимальный выбор для разделки тонкостенных листов.
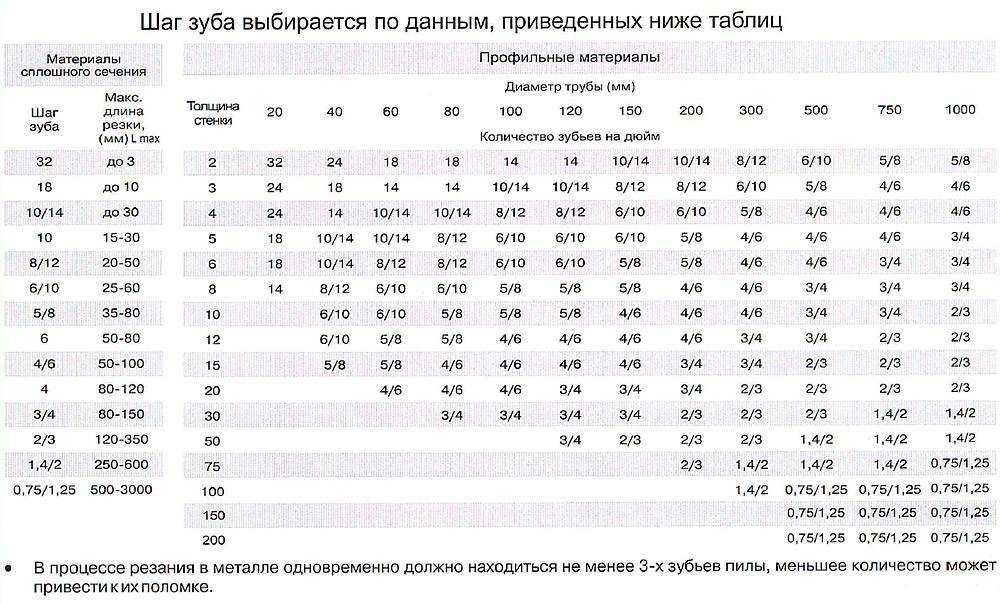
Шаг зубцов полотна ленточной пилы должен совпадать с параметрами ответной части на станке. Наиболее рационально при выборе инструмента пользоваться такими рекомендациями:
- крупный постоянный шаг подходит для разделки тонкостенных листов небольших размеров;
- частые равномерно расположенные зубцы удачны при раскрое больших полотен обрабатываемого материала;
- ленты с переменными зубцами подходят для обработки мягкого материала (пластика, цветного металла, древесины).

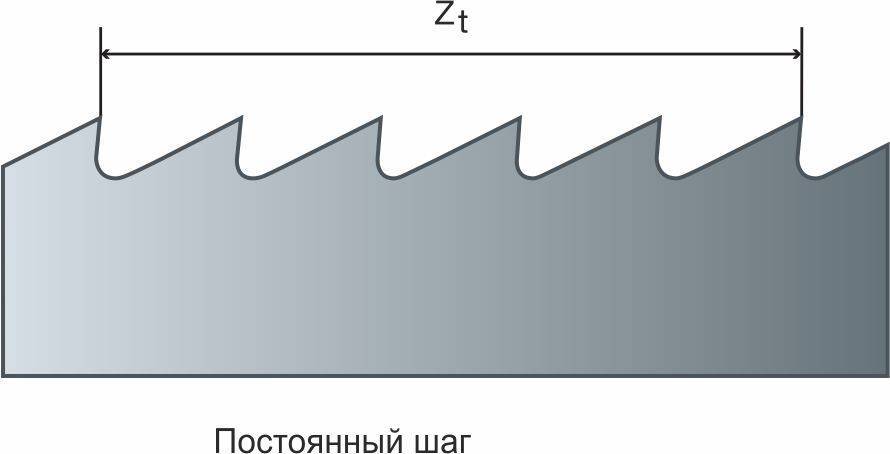
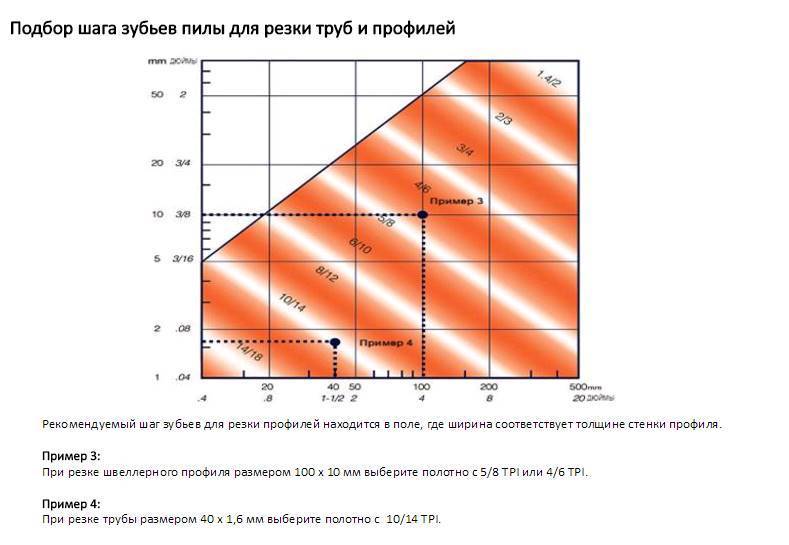
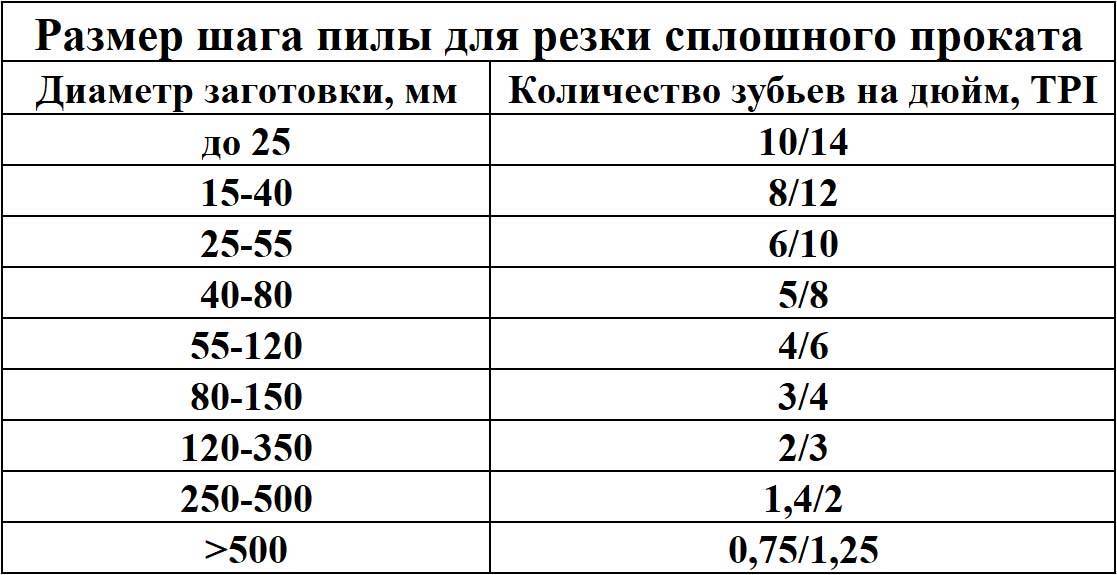
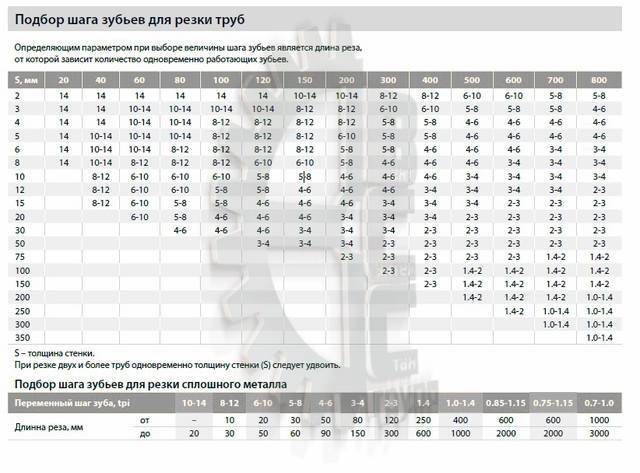
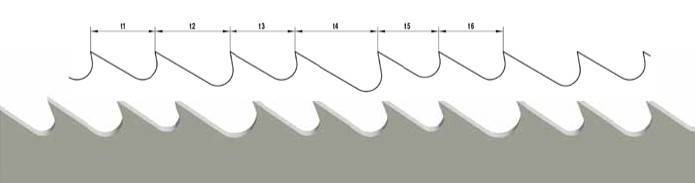
Изображение № 1: Определение шага зубцов ленточной пилы
Производители разрабатывают к номенклатуре изделий специальные руководства по подбору шага зубцов для различных типов проката (цельных заготовок, профилей, листов, труб).Разводка зубцов определяет качество разделки материала, уровень вибраций во время операции и скорость стачивания инструмента.
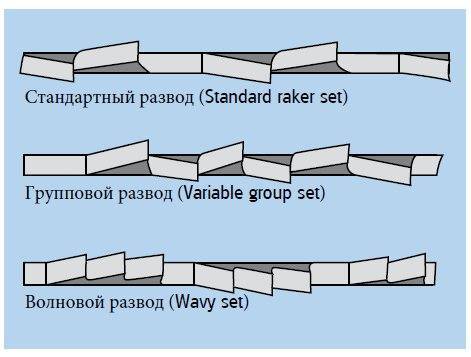
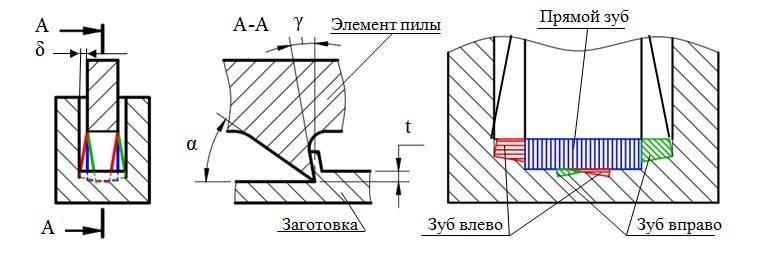
Изображение №2: схемы разводок зубцов ленточной пилы
По этому параметру все полотна делят на 3 группы.
- Волнистый профиль. Зубцы расположены в виде волны по всей длине полотна ленточной пилы, имеют разный угол наклона. Волнистый профиль используют для резки тонких материалов и заготовок небольших размеров.
- Стандартная разводка. Элементы кромки размещены попеременно в обе стороны, один зуб — в центре. Стандартная разводка подходит для пиления крупных металлических секций на горизонтальных станках, контурного пропила и обработки материалов на оборудовании с вертикальной подачей.
- Групповая разводка. Зубцы на кромке расположены попарно с левой и правой сторон. Такие инструменты обеспечивают максимальную скорость и чистоту срезов при небольшой нагрузке на режущую деталь.
Качество заточки определяют на глаз, ориентируясь на такие критерии:
- острота зубцов;
- однородность материала режущей кромки;
- ровность линии кромки.
Важно! Уточните при покупке, можно ли полотно затачивать и сколько допускается циклов обновления режущей кромки
Параметры пильных лент
При выборе ленточной пилы подбирать параметры следует таким образом, чтобы они максимально соответствовали поставленным задачам
Уделять внимание необходимо нескольким основным показателям: форме пильного зуба, ширине полотна и типу разводки
Профиль зубьев
WM – подходит для узких полотен шириной до 50 мм. Может использоваться для всех сортов древесины.







AV – вариант зубьев, форма которых позволяет производить поперечный распил бревен и заготовок, а также выполнять работы с твердыми породами.
NV – используется там, где необходимо обеспечить максимальную чистоту пропила. Подходит для фигурной резки на деталях с небольшими габаритами.
NU – класс зубьев, разделенных большой впадиной. Особенность профиля — низкая склонность к засорению при работе с мягкими породами.
PV – профиль для промышленного оборудования. Характеризуется высокой производительностью при работе с мягкой древесиной.
KV – такие зубья чаще всего можно встретить на лентах большой ширины (более 80 мм). Подходят для распила мягких пород.
PU – применяются на широких лентах с плющенными зубьями. Используются для обработки заготовок из твердой древесины.
Прочность и долговечность полотна напрямую зависит от его ширины – чем больше этот показатель, тем большим сроком службы обладает изделий. При этом следует помнить, что для фигурной резки оптимальным вариантом остаются узкие полотна.
Тип разводки
Распил заготовок можно производить только полотном, зубья которого разведены в стороны от центральной оси. Это необходимо для обеспечения свободного хода ленты при обработке. В зависимости от материала и требований к качеству распила для деревообработки могут использоваться полотна с классической, зачищающей, комбинированной или волновой разводкой.
Форма зуба СТФ Славянский двор
Если Вам пришла в голову мысль, что пила будет пилить вне зависимости от того, какую форму имеет зуб, гоните эту мысль подальше. Форма зуба разрабатывалась и выверялась годами.
Существует несколько основных форм зубьев, которые охватывают обычные условия, с которыми приходится сталкиваться при распиловке древесины, включая свежую и выдержанную древесину. Основное отличие между ними заключается в площади углублений между зубьями. Кроме того они должны иметь форму, соответствующую реальным условиям работы в каждом случае:
| ВИД | Наименование | Диапазон использования | Назначение |
| W | Используется в столярных ленточных пилах и пилах для горизонтальных ленточных пилорам а =10°. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| NW | Используется в столярных ленточных пилах. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| PV | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем разводятся | Распиловка лиственной древесины твердых пород. | |
| Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка всех видов древесины с повышенной производительностью и качеством. | ||
| CTB | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка мороженой древесины хвойных пород. |
Форма и размер зубьев пилы имеют решающее влияние на результат распиловки. Выбор формы зубьев определяется в первом приближении следующими факторами: тип древесины, диаметр шкива станка, вид работ (влияет на шаг зубьев). Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
При слишком большом шаге возрастают напряжения в зубьях, что приводит к быстрому затуплению и образованию опилок с рыхлой консистенцией. Малый шаг дает гладкую поверхность пропила, но приводит к большим усилиям при распиловке. Малый шаг означает также маленькие углубления между зубьями и ограничивает скорость подачи, что является недостатком, если необходима высокая производительность. Если угол острия зуба и угол наклона зуба велики, задняя часть зуба может быть сделана сильно выпуклой, что позволит избежать слишком большого шага.
| Породы древесины | Очень мягкие породы | Породы средней мягкости (хвойные породы) | Твердые породы | |||
| Параметры лезвия | Тополь, осина | Свежая смолистая | Свежая несмолистая | Вяленая | Мороженная | Дуб, ясень |
| Передний угол, град | 12-16 | 12-16 | 12 | 8-12 | 8-10 | 10-12 |
| Высота зуба, мм | 6,4 | 4,8 | 4,8 | 4,8 | 4,5 | 4,5 |
| Разводка на сторону, мм | 0,6-0,65 | 0,58-0,61 | 0,51-0,56 | 0,41-0,46 | 0,41-0,46 | 0,41-0,46 |
Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
Основные характеристики ленточных пил
Получение качественного реза и длительность эксплуатации изделий зависят от точности подбора таких параметров как шаг, разводка и форма зуба
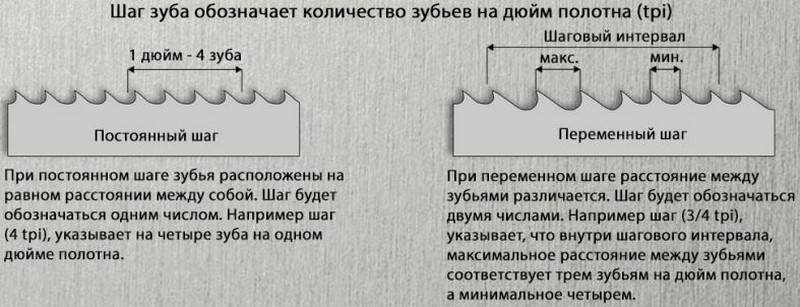
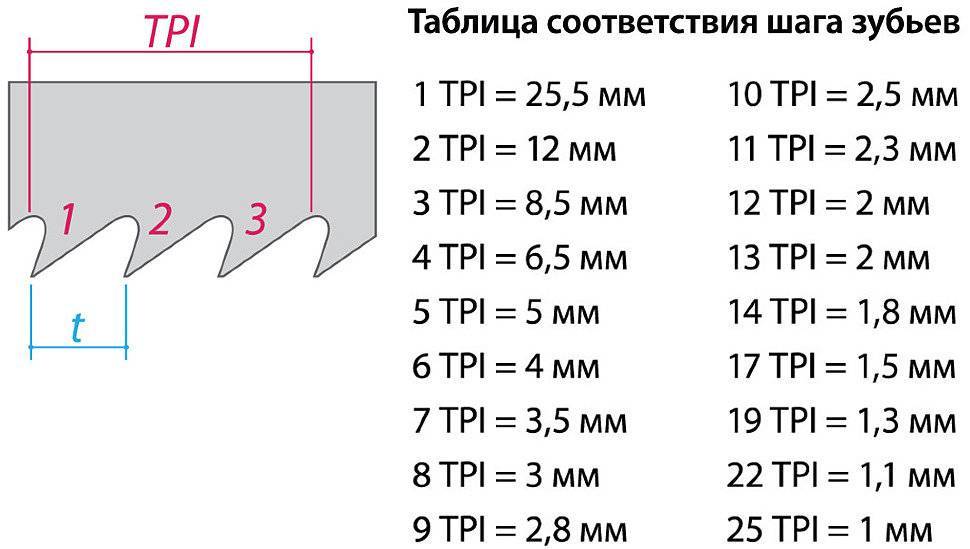
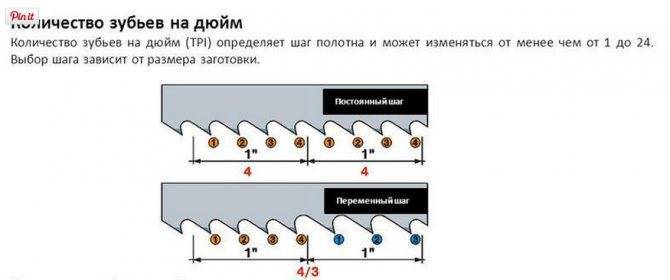
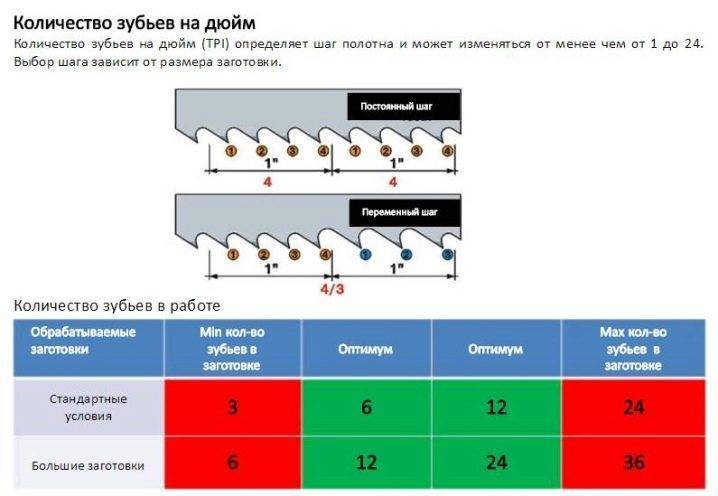
Важной характеристикой ленточной пилы является шаг зуба, определяемый количеством зубьев пилы на один дюйм (TPI). Шаг зуба может быть постоянным или переменным
Постоянный используется при работе с заготовками сплошного сечения в промышленных объёмах, переменный обеспечивает минимальную вибрацию и высокую чистоту среза.
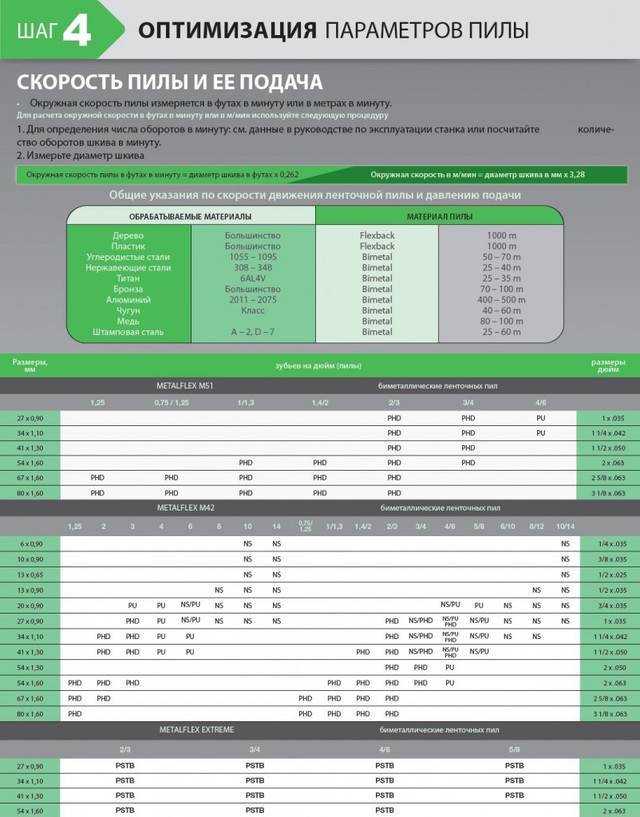
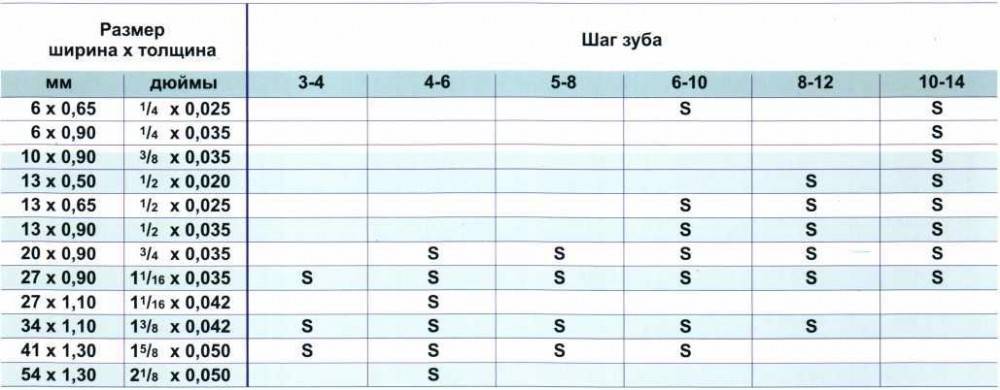
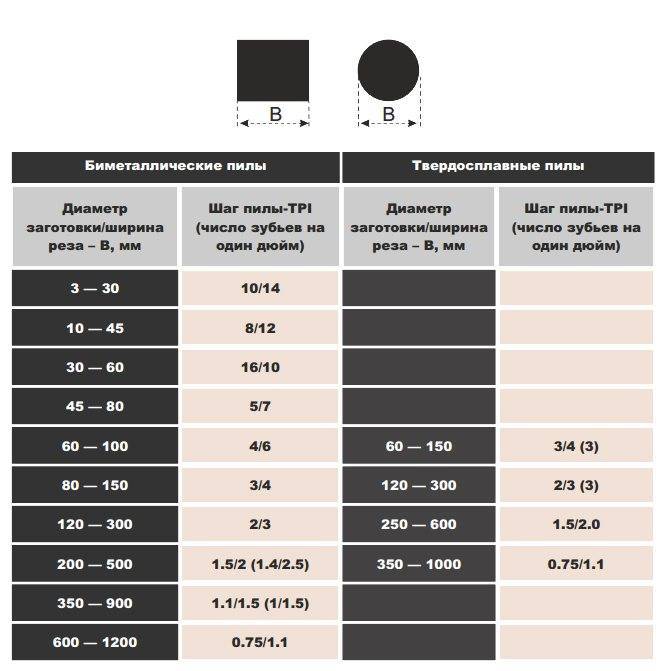
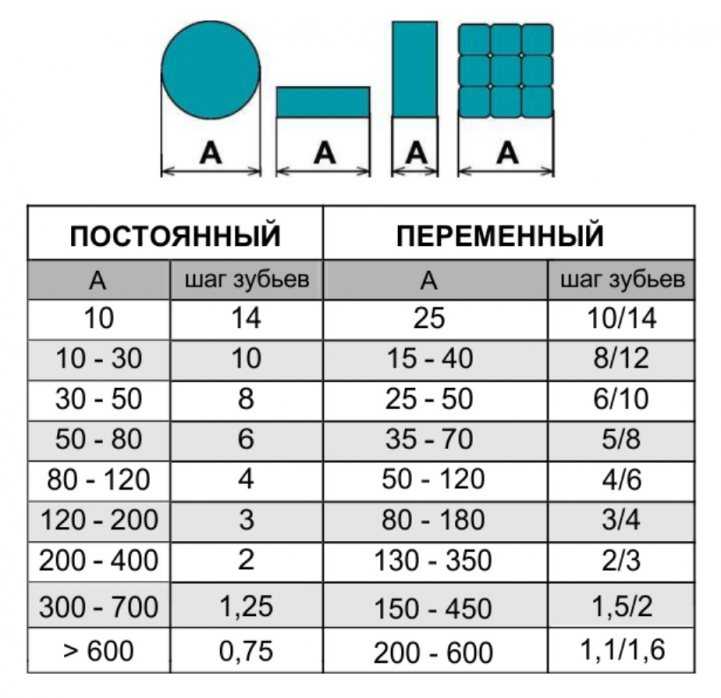
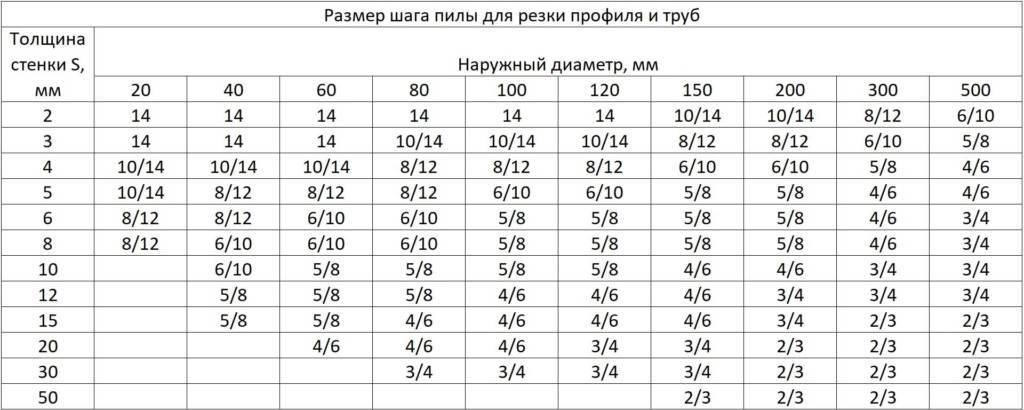
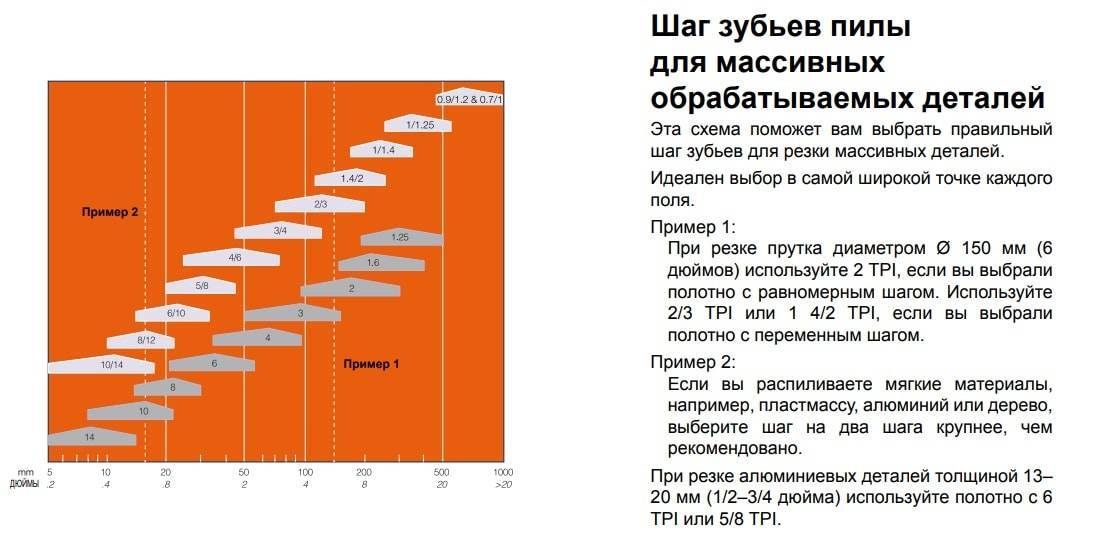
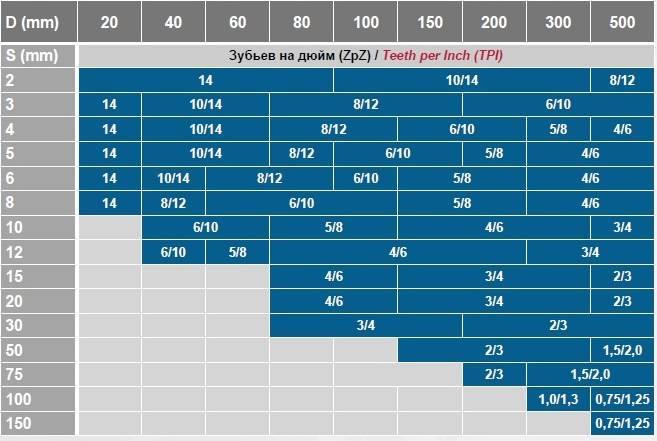
Для изделий с постоянным шагом его значение составляет от 1 до 32, с переменным шагом – 10/14 – 0,75/1,25. Ниже приведены таблицы рекомендуемых размеров шага пилы для резки проката со сплошным сечением:
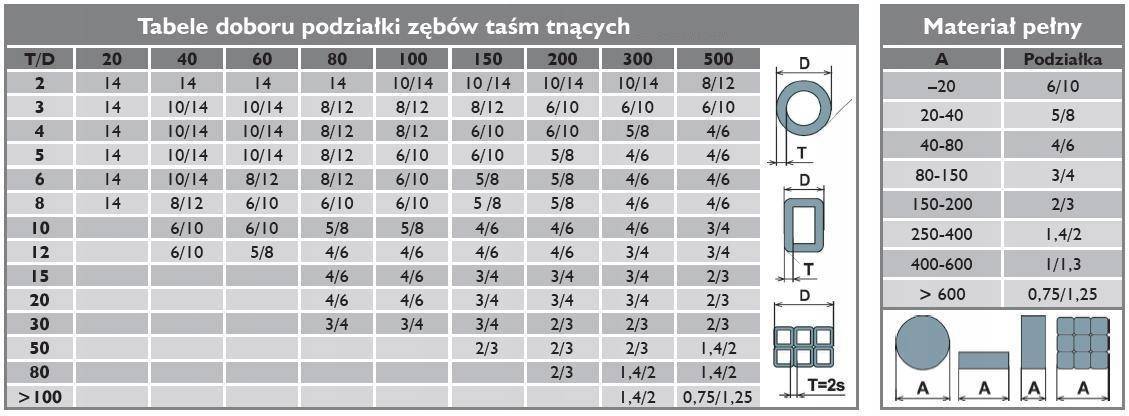
И рекомендуемые размеры шага для работы с профилем и трубами:
Однако производители пил часто предлагают собственные рекомендации для работы с цельными заготовками, профилями и трубами. Ими и следует руководствоваться при подборе пил для решения тех или иных задач.
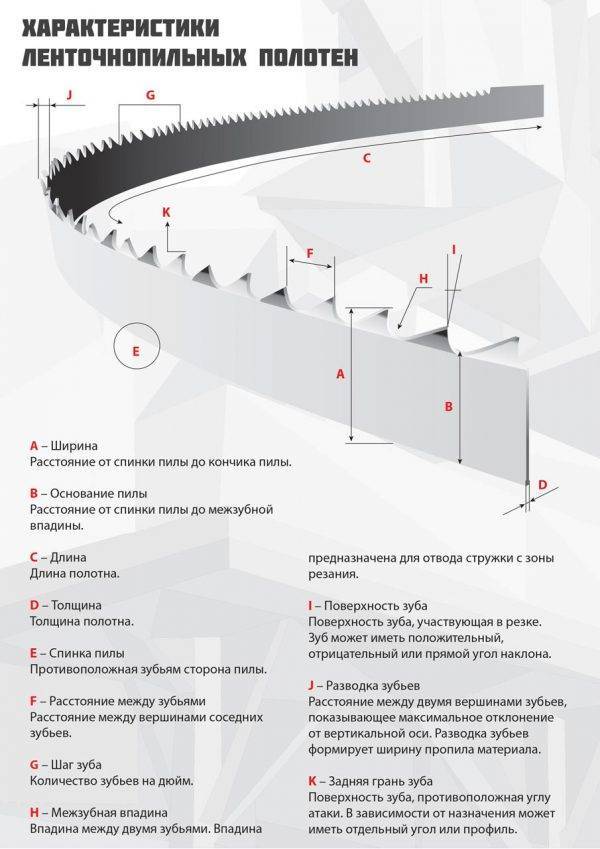



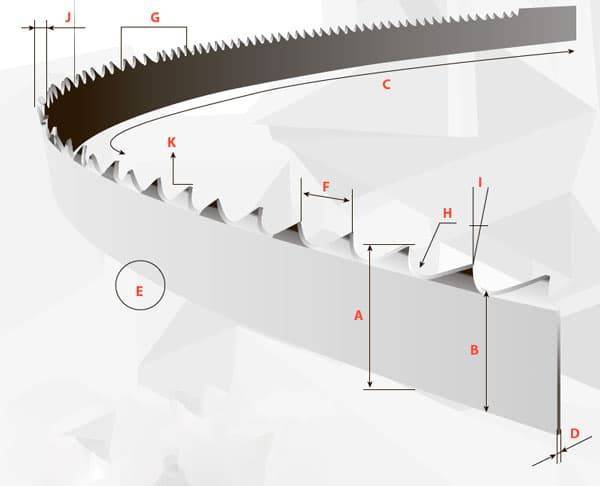

Следующий важный параметр – угол разворота или наклон зуба относительно плоскости полотна или, более упрощенное название, разводка. От этого зависит свободный ход полотна, вибрация, шум, сечение заготовок и возможность работы с тонкими материалами. Существуют следующие основные варианты наклона зубьев:
- Стандартный – зуб с левым наклоном, затем зуб с правым наклоном и прямой зуб. Наиболее часто используемая разводка для реза заготовок из всех марок стали.
- Переменная – левый, правый и зачистной зуб. Обеспечивает минимальный шум и вибрацию, применяется для работы с мягкими материалами.
- Волновая разводка – для реза тонкостенного проката.
- Комбинированная – для труб, профильного проката с переменным сечением и пакетов.
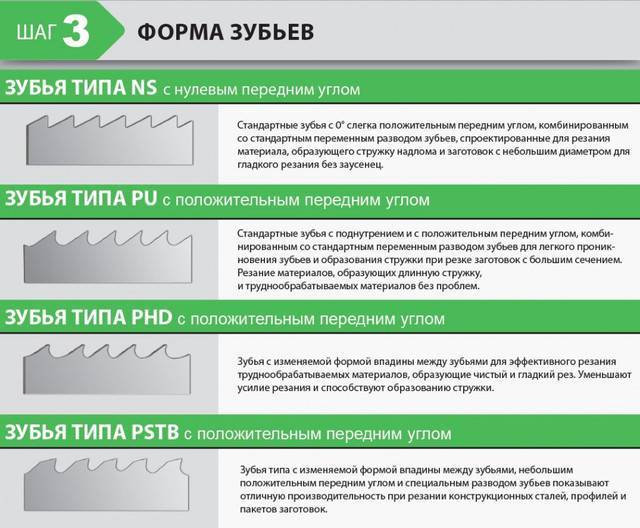
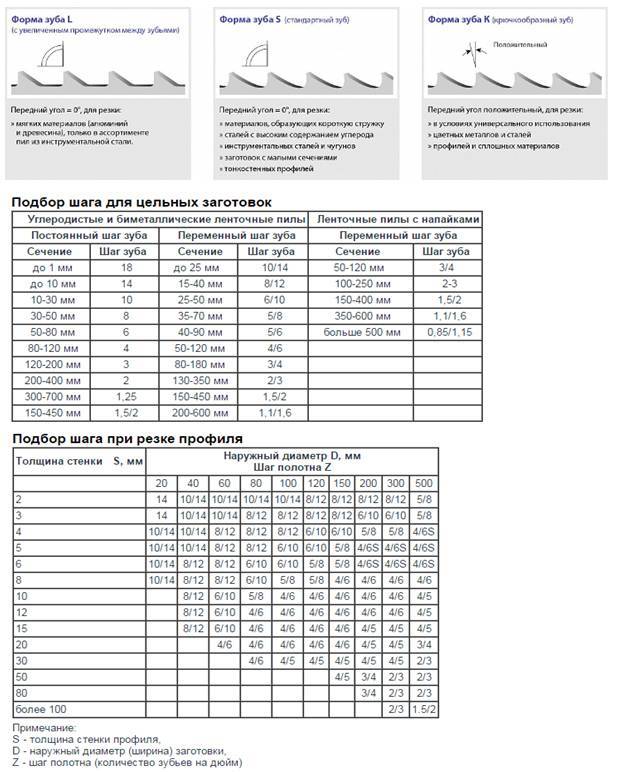
Возможности полотна для ленточнопильного станка по металлу зависят и от формы зуба. Существуют следующие основные формы:
- NORMAL (N) с передним углом 0°. Рассчитан на работу с высокоуглеродистыми сплавами, для тонкого профиля и проката с переменным сечением.
- HOOK (H) с передним углом 10° – для толстостенных труб и сплошных заготовок.
- RP с передним углом 16° – работа с твердыми и особо твердыми заготовками сплошного сечения.
- MASTER – угол 10° и 16°, наличие шлифованной фаски расположенной в продольном направлении.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS – ленточнопильный станок по металлу.





