Химический состав
Марка рессорно-пружинной стали 65Г представляет совокупность из перечисленных ингредиентов:
- углерод (C) – 0,65-0,7%;
- кремний (Si) – 0,17-0,37%;
- марганец (Mn) – 0,9-1,2%;
- никель (Ni) и хром (Cr) – с лимитом в 0,25%;
- сера (S) и фосфор (P) – не более 0,035%;
- медь (Cu) – до 0,2%;
- железо (Fe) – 97%.

Химический состав марки 65Г
Главной задачей сделанной продукции является сохранение максимальной стойкости и упругости. Добиться такого эффекта можно при присоединении 1% марганца. Оставшиеся составляющие относятся к категории примесей, и добавляются в соответствии с государственными стандартами.
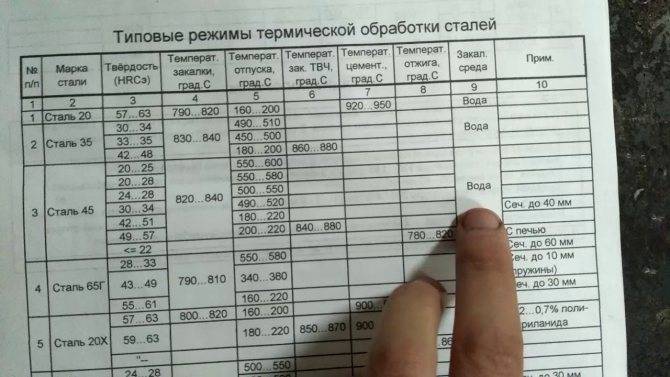
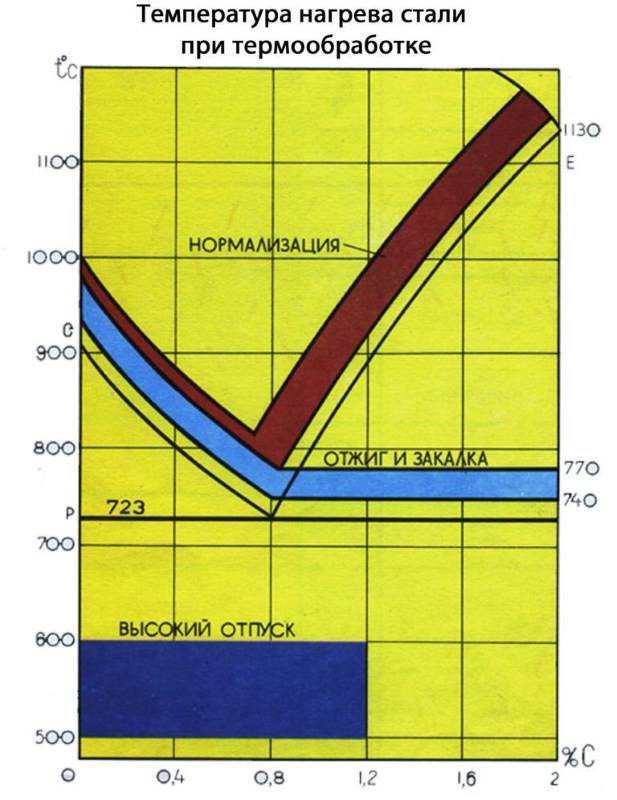
Выбор температуры
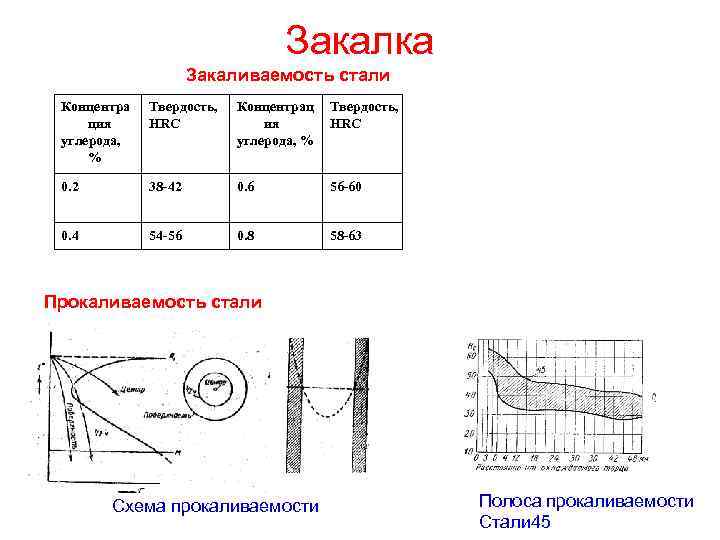
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
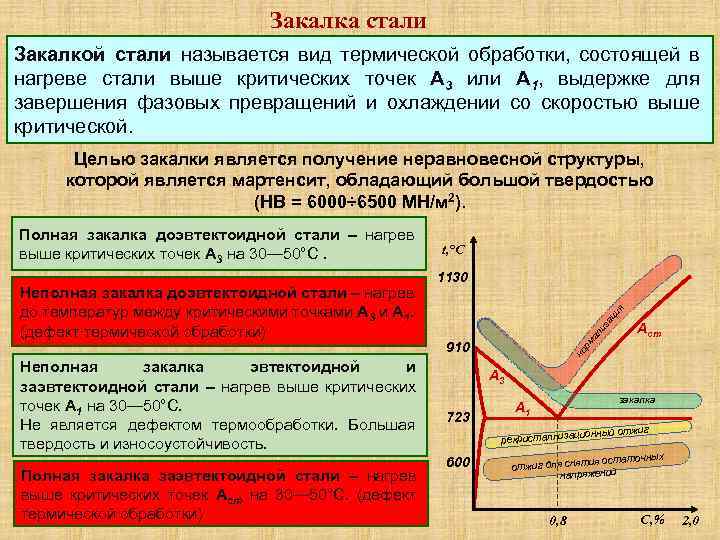
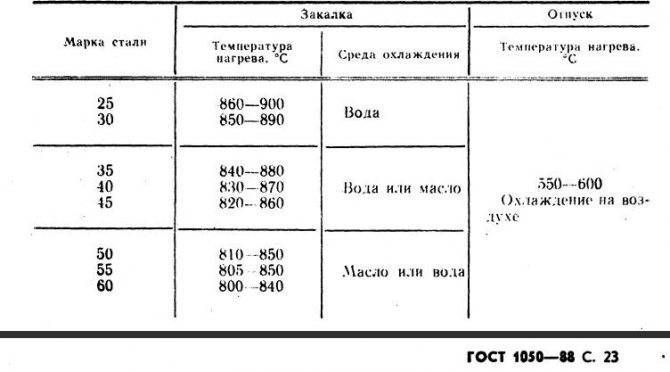
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
https://youtube.com/watch?v=vUaDCaVcjac
Методы предотвращения образования окалины и критического снижения концентрации углерода
Назначение закалки стали проводится с учетом того, какими качествами должна обладать деталь. Процесс перестроения атомной сетки связан с большими рисками появления различных дефектов, что учитывается на этапе разработки технологического процесса.
Даже наиболее распространенные методы, к примеру, закалка стали в воде, характерно появления окалины или существенного повышения хрупкости структуры при снижении концентрации углерода. В некоторых случаях закалка стали проводится уже после финишной обработки, что не позволяет устранить даже мелкие дефекты. Именно поэтому были разработаны технологии, которые снижают вероятность появления окалины или трещин. Примером можно назвать технологию, когда закалка стали проходит в среде защитного газа. Однако сложные способы закалки стали существенно повышают стоимость проведения процедуры, так как газовая среда достигается при установке печей с высокой степенью герметичности.
Более простая технология, при которой проводится закалка углеродистой стали, предусматривает применение чугунной стружки или отработанного карбюризатора. В данном случае сталь под закалку помещают в емкость, заполненную рассматриваемыми материалами, после чего только проводится нагрев. Температура закалки несущественно корректируется с учетом созданной оболочки из стружки. Технология предусматривает обмазывание емкости снаружи глиной для того, чтобы избежать попадание кислорода, из-за чего начинается процесс окислений.



Температура нагрева стали при термообработке
Как ранее было отмечено, термообработка предусматривает и охлаждение сталей, для чего может использоваться не только водяная, но, к примеру, и соляная ванная. При использовании кислот в качестве охлаждающей жидкости одним из требований является периодическое раскисление сталей. Данный процесс позволяет исключить вероятность снижения показателя концентрации углерода в поверхностном слое. Чтобы провести процесс раскисления используется борная кислота или древесный уголь. Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Рассматривая данные методы термической обработки с последующим охлаждением следует отметить, что они существенно повышают себестоимость заготовки. Однако сегодня охлаждение в воде или закалка при заполнении камеры кислородом не позволяют повысить показатели свойств стали без появления дефектов.

Закалка стали — технологический процесс
Сталь 20Х13 – хромистая нержавеющая — Литейные заводы России
Классификация хромистых нержавеющих сталейСталь 08Х13Сталь 12Х13Сталь 30Х13
Сталь 40Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.
Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
Химический состав стали 20Х13
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72
Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь.
Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13при низких и повышенных температурах

Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
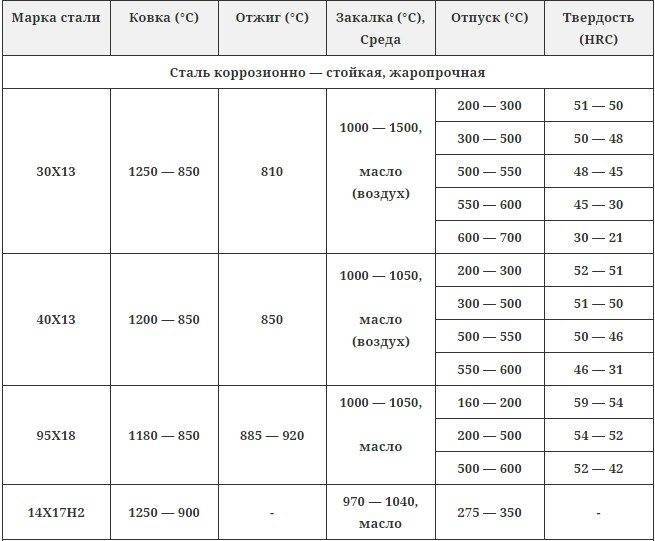
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.
40ХН2МА сталь свойства
σ4551/10000=686 МПа, σ4551/1000=137 МПа, σ5901/10000=13 МПа, σ5901/1000=29 МПа.
| Механические свойства стали 40ХН2МА | ||||||||||
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | НВ, не более | |
| ГОСТ 4543-71 | Пруток. Закалка 850 °С, масло. Отпуск 620 °С, вода | 25 | — | 930 | 1080 | 12 | 50 | 78 | — | |
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С, масло. | 25 | — | 835 | 980 | 12 | 55 | 98 | — | ||
| ГОСТ 8479-70 | Поковки. Закалка. Отпуск | 500-800 | 440 | 440 | 635 | 11 | 30 | 39 | 197-235 | |
| 300-500 500-800 | 490 | 490 | 655 | 12 11 | 35 30 | 49 39 | 212-248 | |||
| 100-300 300-500 | 540 | 540 | 685 | 13 12 | 40 35 | 49 44 | 223-362 | |||
| 100-300 300-500 500-800 | 590 | 590 | 735 | 13 12 10 | 40 35 30 | 49 44 39 | 235-277 | |||
| 100-300 300-500 | 640 | 640 | 785 | 12 11 | 38 33 | 49 44 | 248-293 | |||
| 100-300 | 685 | 685 | 835 | 12 | 38 | 49 | 262-311 | |||
| До 100 100-300 | 735 | 735 | 880 | 13 12 | 40 35 | 59 49 | 277-321 | |||
| До 100 100-300 | 785 | 785 | 930 | 12 11 | 40 35 | 59 49 | 293-331 | |||
| Механические свойства стали 40ХН2МА в зависимости от температуры отпуска | ||||||||||
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HB | ||||
| Закалка 850 °С, масло | ||||||||||
| 200 300 400 500 600 | 1600 1470 1240 1080 860 | 1750 1600 1370 1170 960 | 10 10 12 15 20 | 50 50 52 59 62 | 59 49 59 88 147 | 525 475 420 350 275 | ||||
| Механические свойства стали 40ХН2МА при повышенных температурах | ||||||||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | |||||
| Закалка 850 °С, масло. Отпуск 580 °С. | ||||||||||
| 20 250 400 500 | 950 830 770 680 | 1070 1010 950 700 | 16 13 17 18 | 58 47 63 80 | 78 109 84 54 | |||||
| Образец диаметром 5 мм, длиной 25 мм, прокатанный. Скорость деформирования 2 мм/мин. Скорость деформации 0,001 1/с | ||||||||||
| 700 800 900 100 1100 1200 | — — — — — — | 185 89 50 35 24 14 | 17 66 69 75 72 62 | 32 90 90 90 90 90 | — — — — — — | |||||
| Предел выносливости стали 40ХН2МА | ||||||||||
| σ-1, МПА | J-1, ÌÏÀ | n | Термообработка | |||||||
| 447 392 519 | 274 235 | 106 | Сечение 100 мм. Закалка 850 °C, масло. Отпуск 580 °C, σв=880 МПа. Сечение 400 мм. Закалка 850 °C, масло. Отпуск 610 °C, σв=790 МПа, σ0,2=880 МПа, σв=1080 МПа | |||||||
| Ударная вязкость стали 40ХН2МА KCU , (Дж/см2) | ||||||||||
| Т= +20 °С | Т= -40 °С | Т= -60 °С | Термообработка | |||||||
| 103 | 93 | 59 | Закалка 860 °С, масло. Отпуск 580 °С | |||||||
| Механические свойства стали 40ХН2МА в зависимости от сечения | ||||||||||
| Сечение, мм | Место вырезки образца | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (Дж / см2) | HRCЭ | |||
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С | ||||||||||
| 40 60 80 100 120 | Ц Ц 1/2R 1/2R 1/3R | 880 830 730 670 630 | 1030 980 880 850 830 | 14 16 17 19 20 | 57 60 61 61 62 | 118 127 127 127 127 | 33 32 29 26 25 | |||
| Закалка 850 °С, масло. Отпуск 540-660 °С | ||||||||||
| до 16 16-40 40-100 100-160 160-250 | Ц Ц Ц Ц Ц | 1000 900 800 700 650 | 1200-1400 1100-1300 1000-1200 900-1100 850-1000 | 9 10 11 12 12 | — — — — — | 90 50 60 60 60 | — — — — — | |||
| Прокаливаемость стали 40ХН2МА | ||||||||||
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 3 | 6 | 9 | 12 | 15 | 21 | 27 | 33 | 42 | Закалка 840 °С |
| 49-59,5 | 40,5-60 | 50-60 | 50-59,5 | 49-59 | 48-59 | 45-56 | 41,5-53 | 41-50,5 | 36,5-48,5 | Твердость для полос прокаливаемости, HRC |
| Количество мартенсита, % | Критическая твердость, HRCэ | Критический диаметр в воде | Критический диаметр в масле | |||||||
| 50 90 | 44-47 49-53 | 153 137-150 | 114 100-114 | |||||||
| Физические свойства стали 40ХН2МА | ||||||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) | ||||
| 20 | 2.15 | 39 | 7850 | 331 | ||||||
| 100 | 2.11 | 11.6 | 38 | 490 | ||||||
| 200 | 2.01 | 12.1 | 37 | 506 | ||||||
| 300 | 1.9 | 12.7 | 37 | 522 | ||||||
| 400 | 1.77 | 13.2 | 35 | 536 | ||||||
| 500 | 1.73 | 13.6 | 33 | 565 | ||||||
| 600 | 13.9 | 31 | ||||||||
| 700 | 29 | |||||||||
| 800 | 27 | |||||||||
| Краткие обозначения: | ||||||||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | å | — относительная осадка при появлении первой трещины, % | |||||||
| σ0,05 | — предел упругости, МПа | Jê | — предел прочности при кручении, максимальное касательное напряжение, МПа | |||||||
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |||||||
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |||||||
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |||||||
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |||||||
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |||||||
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |||||||
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |||||||
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и ë | — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |||||||
| HB | — твердость по Бринеллю | C | — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] | |||||||
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |||||||
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |||||||
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |||||||
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа |
xn--402-8cd3de9c.xn--p1ai
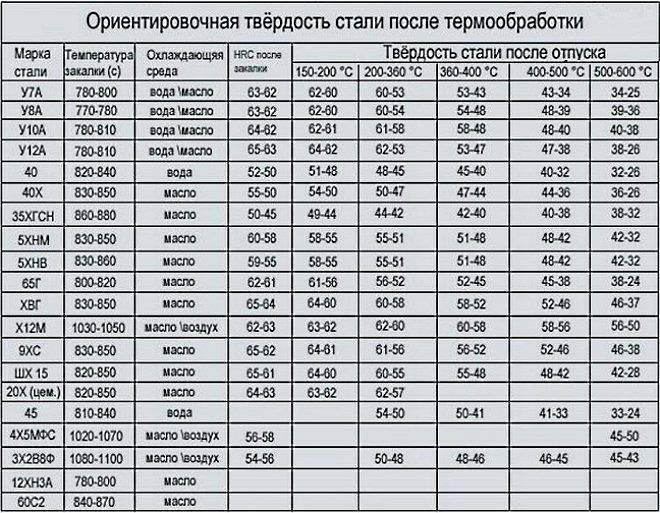
Технология закалки стали 45
Закалить сталь 45 – значит подвергнуть ее нагреву до необходимой температуры, выдержке в течение определенного времени и охлаждению. Здесь есть свои нюансы. Нагрев металла осуществляют двумя способами:
- в специальных электропечах непрерывного или периодического действия;
- токами высокой частоты (ТВЧ).
Эти способы отличаются технологией, а именно температурой закалки, временем выдержки и средой охлаждения.
При нагреве в печи температура нагрева не превышает 860 °C, обычно сталь 45 нагревают со скоростью не больше 3 °C в секунду выше 790 °C, а в устройстве ТВЧ она может доходить до 920 °C со скоростью 250 °C в секунду соответственно.
Именно эти режимы позволяют изменить атомную решетку железа. В результате нагрева (температура должна быть выше растворения феррита в аустените) и выдержки она из объемноцентрированной станет гранецентрированной. Для того чтобы в металле произошло выравнивание структуры, его выдерживают в печи или в установке какое-то время.

Это зависит от толщины заготовки. Только после этого ее подвергают охлаждению. В это время происходит обратный процесс, что в результате придает поверхности прочность и твердость.
Охлаждение производят в специальных средах до температуры 20÷25 °C. В качестве рабочей среды может служить вода, минеральные масла или смесь воды с солями или каустической содой.
Температура рабочей среды колеблется в пределах 20÷60 °C и указывается в технологическом процессе проведения закалки стали 45. Режимы устанавливают в зависимости от состава закалочной среды. Деталь при этом после нагрева может опускаться в емкость с рабочей средой или охлаждаться способом разбрызгивания.
Сталь 45 чаще всего после нагрева охлаждают в воде или масле, при этом масло охлаждает равномерно, что препятствует возникновению трещин. Затем заготовку или деталь подвергают низкотемпературному отпуску, что способствует выравниванию тепловых напряжений.
Это позволяет получить твердость рабочей поверхности 50 HRC, что для большинства деталей, работающих при нагрузках, более чем достаточно.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой
При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода. Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров
Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Способы охлаждения при закаливании
Широко используемые в промышленности способы охлаждения металла при закалке на воду и в масле. Самый древний состав для закалки мечей и других тонкостенных предметов — соляной раствор. Закалку производили кузнецы, используя нагрев под ковку и тепло, выделяемое деформацией.
Красные сабли, мечи, ножи опускали в мочу рыжих парней. В Европе их просто вонзали в тела живых рабов. Коллоидный состав, содержащий соли и кислоты, позволял с оптимальной скоростью охладить сталь и не создавать лишних напряжений и поводки.
В настоящее время используют различные солевые натриевые растворы, селитру и даже пластиковую стружку.
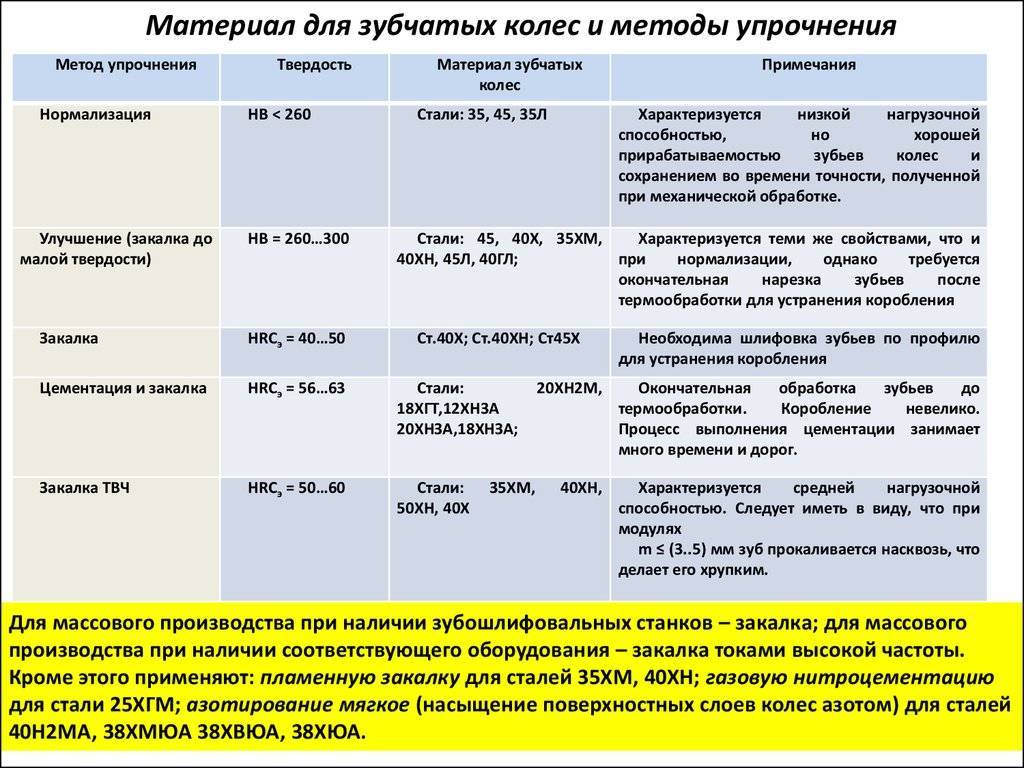
Оптимальные технологические процессы термической обработки материала
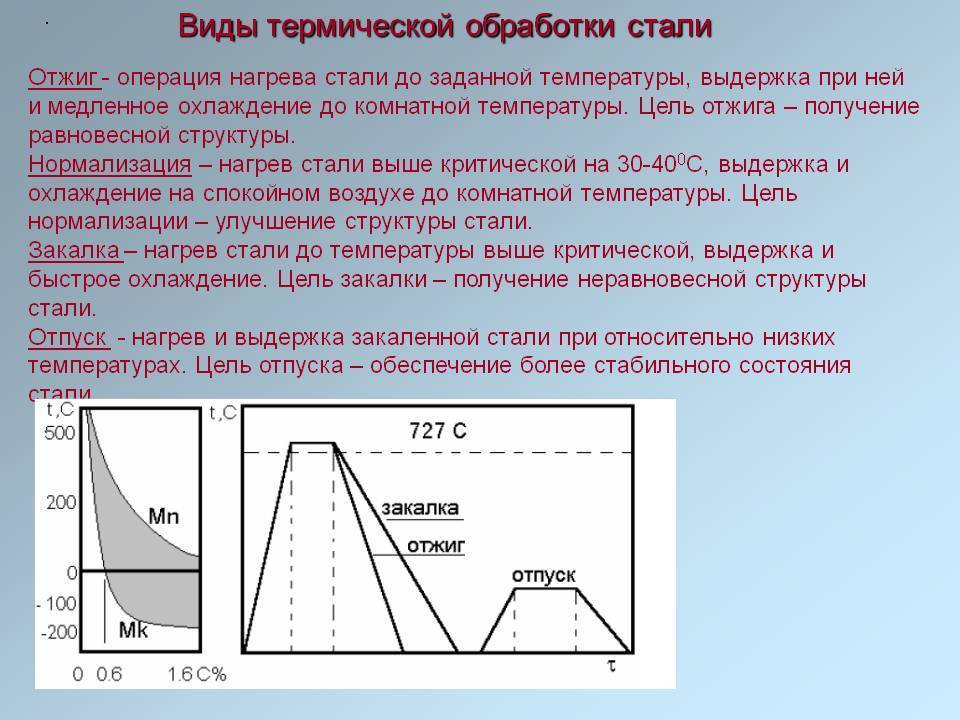
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
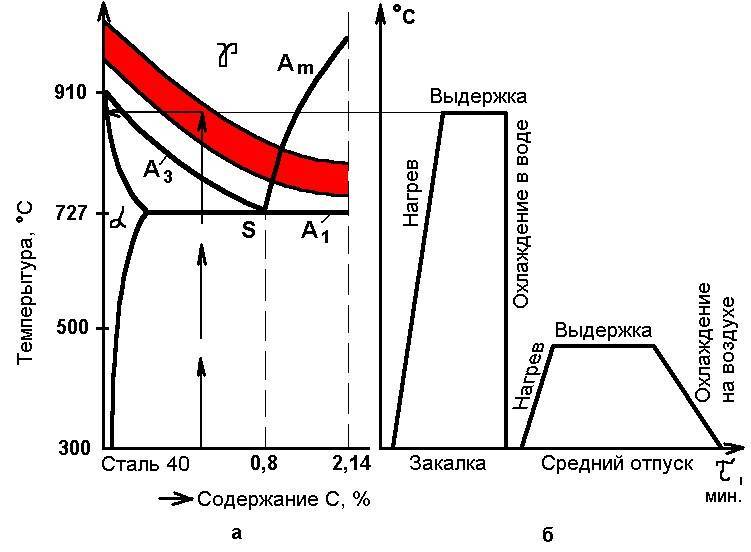
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.


Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
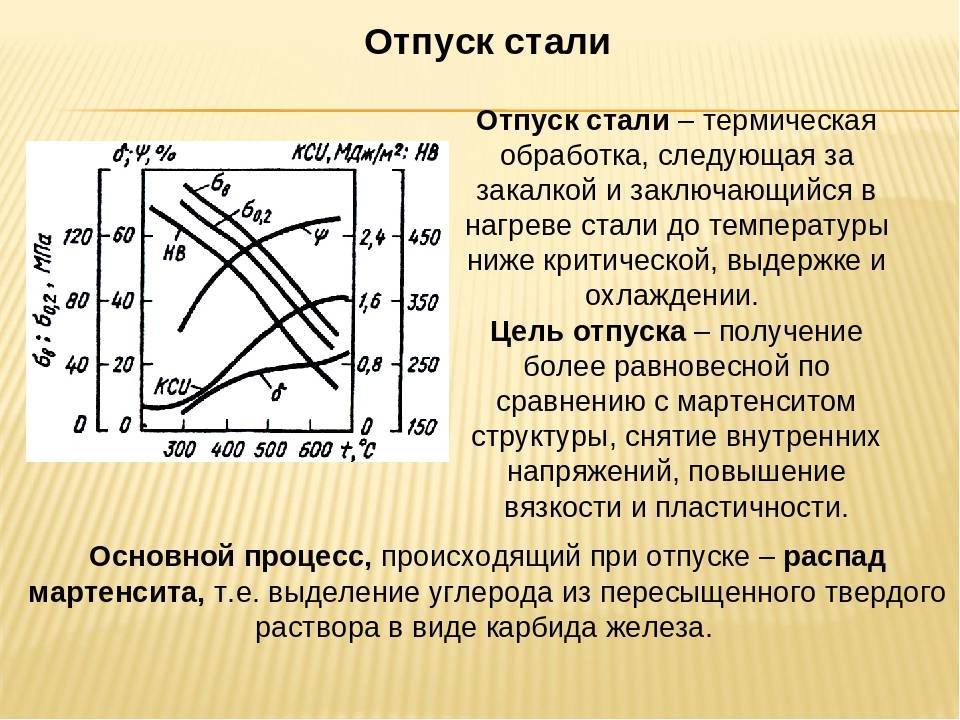
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Нож из рессоры
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.
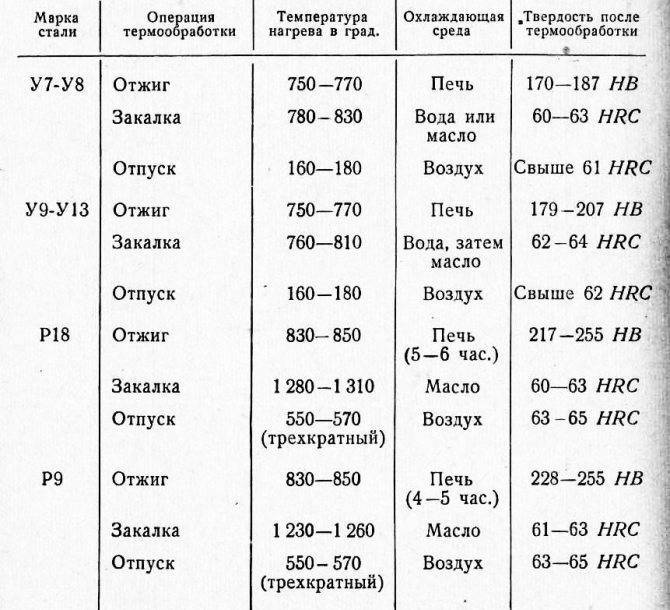
Термообработка стали 65Г
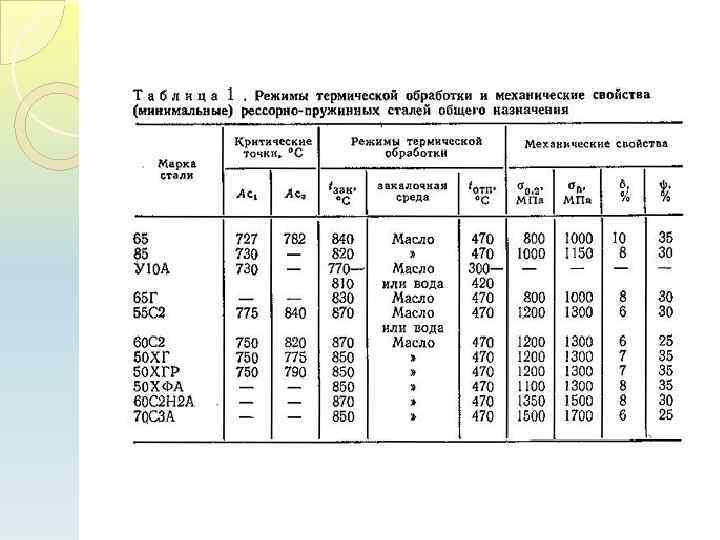
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Закалка ТВЧ
Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
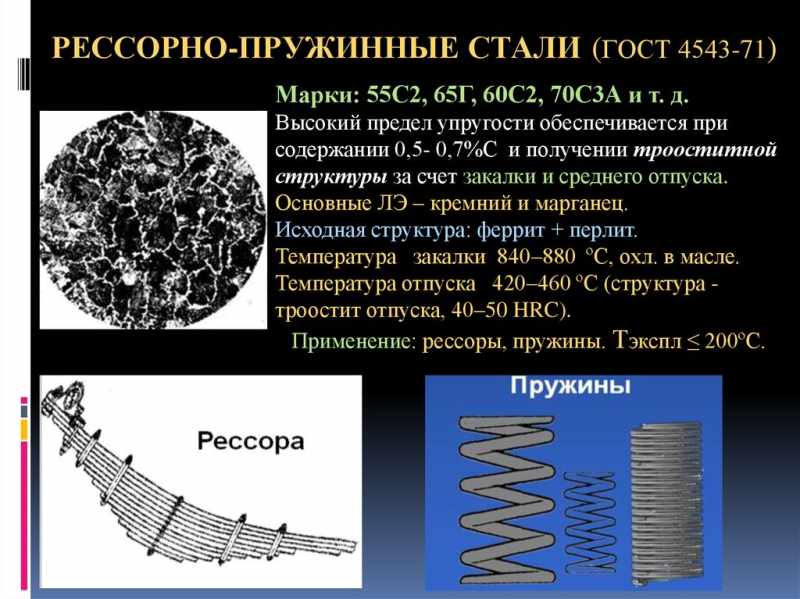
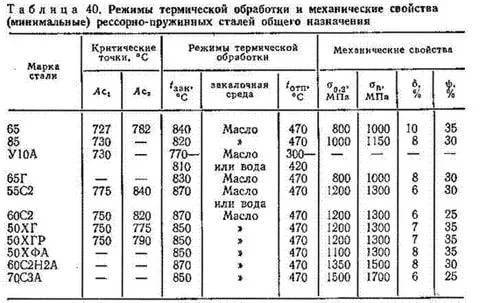
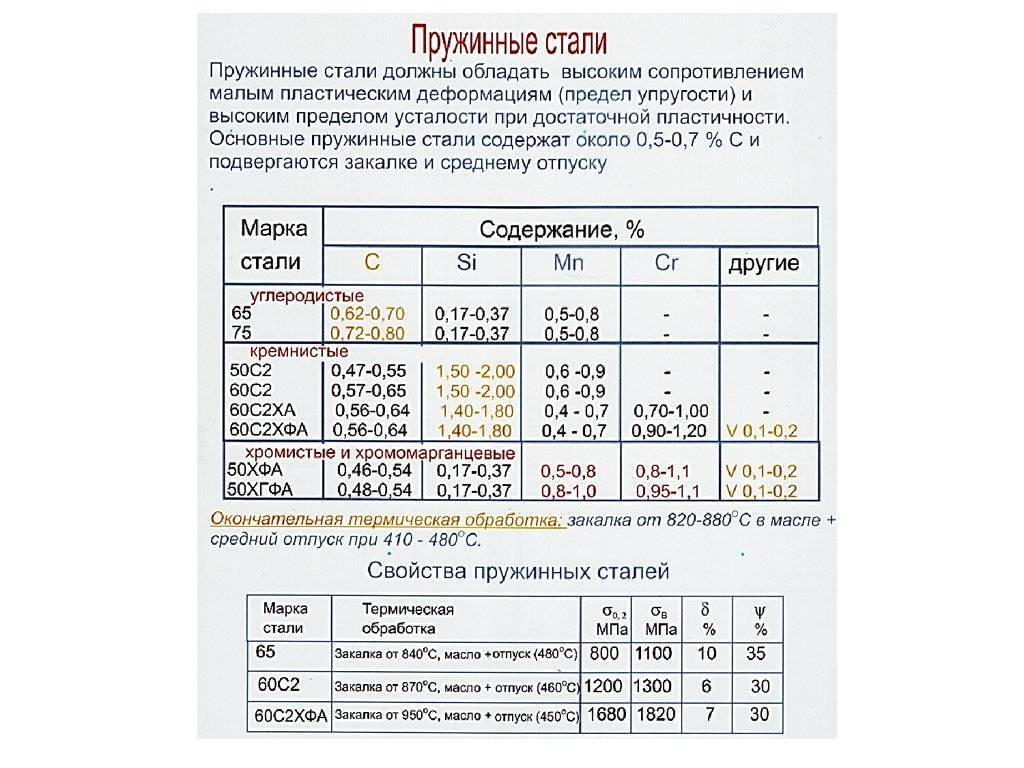
Рессорно-пружинные стали
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см2. Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.