

Сталь ХВГ — характеристика, химический состав, свойства, твердость

| Заменитель |
| стали: 9ХС, ХГ, 9ХВГ, ХВСГ, ШХ15СГ. |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-71, ГОСТ 2591-71. Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77. Полоса ГОСТ 4405-75. Поковки и кованые заготовки ГОСТ 5950-74, ГОСТ 1133-71, ГОСТ 7831-78. |
| Назначение |
| измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки и другой вид специального инструмента, холодновысадочные матрицы и пуансоны, технологическая оснастка. |
Химический состав
| Химический элемент | % |
| Вольфрам (W) | 1.20-1.60 |
| Кремний (Si) | 0.10-0.40 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo), не более | 0.30 |
| Марганец (Mn) | 0.80-1.10 |
| Никель (Ni), не более | 0.35 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 0.90-1.20 |
| Сера (S), не более | 0.030 |
Технологические свойства
| Температура ковки |
| Начала 1070, конца 860. Охлаждение замедленное. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Обрабатываемость резанием |
| В горячекатаном состоянии при НВ 235 и sB = 760 МПа Ku тв.спл. = 0,75, Ku б.ст. = 0.35. |
| Склонность к отпускной способности |
| малосклонна |
| Флокеночувствительность |
| чувствительна |
| Шлифуемость |
| при твердости HRCэ 59-61 пониженная; при HRCэ 55-57 — удовлетворительная |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
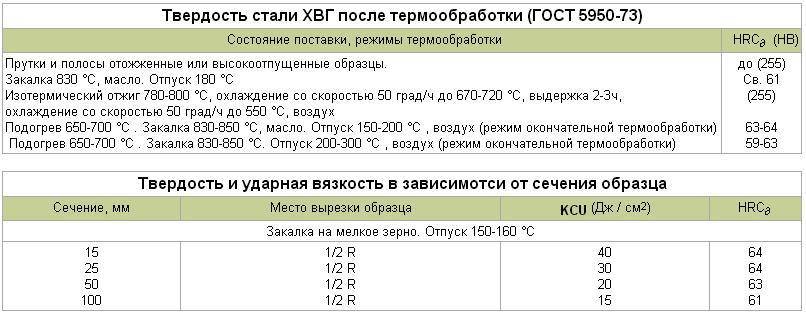
| Состояние поставки, термообработка | KCU | HRCэ |
| Сечение 15 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 40 | 64 |
| Сечение 25 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 30 | 64 |
| Сечение 50 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 20 | 63 |
| Сечение 100 мм, место вырезки образца 1/2R. Закалка на мелкое зерно. Отпуск 150-160 С. | 15 | 61 |
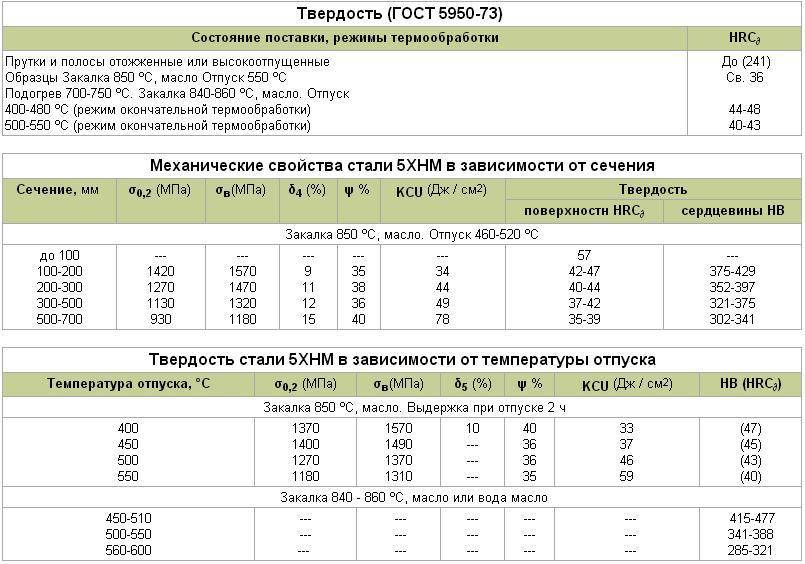
Твердость
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
| Прутки и полосы отожженные или высокоотпущенные | 255 | |
| Образцы. Закалка 830 С, масло. Отпуск 180 С | 61 | |
| Изотермический отжиг 780-800 С, охлаждение со скоростью 50 град/ч до 670-720 С, выдержка 2-3 ч, охлаждение со скоростью 50 град/ч до 550 С, воздух. | 255 | |
| Подогрев 650-700 С. Закалка 830-850 С, масло. Отпуск 150-200 С, воздух (режим окончательной термобработки) | 63-64 | |
| Подогрев 650-700 С. Закалка 830-850 С. Отпуск 200-300 С, воздух (режим окончательной термообработки) | 59-63 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 180-220 С. | 59-63 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 230-280 С. | 57-61 | |
| Заготовки сечением до 50-60 мм. (Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм — в расплаве солей с водой). Закалка 840 С, масло или расплав солей с водой при 200 С. Отпуск 280-340 С. | 55-57 | |
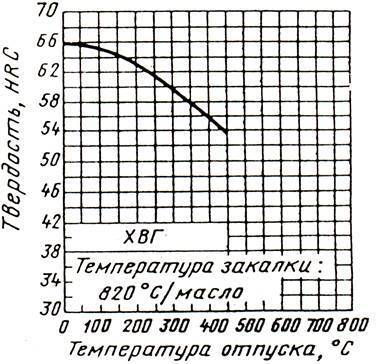
| Закалка 820 С, масло. Отпуск 100 С. | 66 | |
| Закалка 820 С, масло. Отпуск 200 С. | 64 | |
| Закалка 820 С, масло. Отпуск 300 С. | 61 | |
| Закалка 820 С, масло. Отпуск 400 С. | 57 | |
| Закалка 830-850 С, масло . Отпуск 170-200 С. | 63-64 | |
| Закалка 830-850 С, масло . Отпуск 200-300 С. | 59-63 | |
| Закалка 830-850 С, масло . Отпуск 300-400 С. | 53-59 | |
| Закалка 830-850 С, масло . Отпуск 400-500 С. | 48-53 | |
| Закалка 830-850 С, масло . Отпуск 500-600 С. | 39-48 |
Прокаливаемость
| Расстояние от торца, мм / HRC э | |||||||||
| 2.5 | 5 | 7.5 | 10 | 15 | 20 | 25 | 30 | 35 | 45 |
| 65-67 | 62,5-66,5 | 57-66 | 49,5-65,5 | 41,5-63 | 38,5-60 | 37,5-55,5 | 38-51,5 | 36-47,5 | 35-43,5 |
| Термообработка | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| Закалка | 15-70 | 61 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Плотность, pn, кг/см3 | 7850 | 7830 | 7760 | 7660 | ||||||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11.0 | 12.0 | 13.0 | 13.5 | 14.0 | 14.5 | ||||
| Уд. электросопротивление (p, НОм · м) | 11.0 | 12.0 | 13.0 | 13.5 | 14.0 | 14.5 |
Особенности эксплуатации
Особенностью сплава 9ХС является то, что его нельзя подвергать длительному высокотемпературному воздействию. Поэтому особую популярность он обрел среди производителей ножей.
Особая структура металла позволяет придавать заготовкам форму без применения специального оборудования. Далее изделие затачивают и подвергают термической обработке. Термическая обработка позволяет придать готовому изделию дополнительную прочность.
Из этой стали изготавливают ответственные детали – сверла, метчики и пр. Но в процессе их эксплуатации инструмент нельзя нагревать до критических значений. Перегрев повышает хрупкость стали.
Предъявляемые требования
Технология производства и контроль качества продукции регулируется государственным стандартом. И в большинстве случаев изделия, производимые из стали марки 9ХС, ему соответствуют. По крайней мере, если на изделии нанесена аббревиатура «ГОСТ», значит, государство гарантирует его качественное исполнение и безопасность в использовании.
ГОСТу соответствует тот металлопрокат, в состав которого входят следующие элементы:
- углерод (оптимальное содержание 0,85-0,95%);
- кремний (1,2-1,6%);
- марганец (0,3-0,6%);
- никель (не более 0,35%);
- сера, фосфор и титан (содержание каждого из данных компонентов не должно превышать 0,3%);
- хром (0,95-1,25%);
- молибден и вольфрам (содержание каждого из этих компонентов не может превышать 0,2%);
- ванадий (не более 0,15%);
- медь (не более 0,3%);
- железо (порядка 94%).
Выделяют несколько разновидностей металла марки 9ХС. Каждый из них соответствует определенному государственному стандарту.
ГОСТ 5950-2000. Предназначен для изготовления кованых прутьев и мотков, из которых производят приборы. Данные приборы могут эксплуатироваться в условиях экстремально низких или высоких температур.
ГОСТ 2590-2006. Предназначен для производства металла круглого сечения диаметром от 0,5 см до 27 см. Данная продукция предназначена для эксплуатации в промышленности.
ГОСТ 7417-75. Данный стандарт распространяется на холоднокатаный металл с радиусом сечения 0,3-10 см.
ГОСТ 8559-75. Этот стандарт применяется по отношению к калиброванным изделиям размером 3-100 мм.
ГОСТ 8560-78. Из такого металла изготавливаются шестигранные детали.
Расшифровка маркировки
Расшифровка марки стали 9ХС говорит сама за себя. Первая цифра указывает на то, что сплав содержит 0,9% углерода. Буква «Х» обозначает присутствие хрома. Буквенное обозначение «С» указывает на то, что в сплав добавлен кремний.
Хром придает сплаву твердость и прочность, а также защищает металл от коррозии. Аналогичными свойствами обладает и кремний. К тому же, за счет снижения уровня вязкости и пластичности, кремний повышает порог прочности.
Преимущества сплава
Благодаря высоким техническим характеристикам сталь 9ХС для ножей подходит наиболее всего. Из нее же изготавливают другие режущие предметы, их составные части, а также различные ответственные детали, материал которых должен обладать повышенной износостойкостью, прочностью на изгиб и к кручению. Поэтому к основным преимуществам стали марки 9ХС можно отнести следующее:
- равномерное распределение карбидов по сечению, позволяющее изготавливать режущие и резьбонарезные инструменты;
- минимальный риск возникновения внутренних дефектов, приводящих к образованию трещин;
- высокая теплостойкость и твердость в отожженном состоянии.
Готовят сплав из железной руды или вторичного сырья. На начальном этапе их помещают в большие емкости и переплавляют. Нагреваются емкости в специальных жаровнях, где все посторонние примеси всплывают вверх. Примеси убирают, и на выходе получают чистейшее железо. На завершающем этапе в расплавленную массу вводят добавки, позволяющие придать сплаву необходимые технические характеристики.
Недостатки сплава
Эта марка стали является очень капризной
При проведении термической обработки важно соблюдать температурный режим. Металл нельзя перегревать, поэтому при работе с ним используются электрические печи с автоматической регулировкой температуры нагрева
Благодаря характеристикам сталь 9ХС не применяют для производства сварочных конструкций. Данный фактор объясняется присутствием высокой концентрации кремния, снижающего показатели свариваемости. Если нужно соединить две детали, возможно применение контактно-точечной сварки.
Стали-заменители

Настолько развитая и всеобъемлющая отрасль промышленности, как металлургия, просто не может себе позволить выпускать один конкретный сорт стали как универсальный, поэтому с течением времени появлялось все больше и больше сплавов, отличия между которыми были не столь значительны. В быту подобные стали смело называются заменителями. И для стали ХВГ на отечественных просторах существуют такие марки-заменители:
9ХС;
9ХВГ;
ХВСГ;
ШХ15СГ.
В этом списке представлены сплавы, которые в своей основе очень схожи, однако имеют отличия либо в процентном соотношении примесей, либо в самом их наборе, что в целом незначительно различает стали между собой.
Сталь ХВГ — характеристики, состав, свойства
Сталь ХВГ
Сталь ХВГ
Сталь ХВГ относится к числу наиболее распространенных марок конструкционной стали. Это легированная инструментальная сталь, обладающая высокими механическими характеристиками прочности, твердости и износоустойчивости.
Эксплуатационные свойства материала обеспечивают возможность его применения для изготовления наиболее ответственных конструкционных элементов, работающих в сложных условиях.
При этом применение стали ХВГ позволяет обеспечивать высокую долговечность и надежность таких элементов.
Сталь ХВГ — характеристики, состав, свойства.
Данная марка стали поставляется потребителю, главным образом, в форме сортового проката. В том числе на металлургических предприятиях изготавливается квадрат ХВГ, полоса ХВГ, круг ХВГ и другие виды проката. В качестве основных легирующих элементов сталь ХВГ использует хром, вольфрам и марганец.



Эти вещества включаются в состав сплава с содержанием не более 1,5 процентов. Кроме этого, данная марка стали отличается повышенным содержанием углерода, уровень которого в составе сплава достигает порядка 1 процента. Благодаря такому составу металл и получает повышенные механические характеристики.
При этом состав сплава определяет его слабую склонность к обработке свариванием и малую склонность к отпускной способности.
Сталь ХВГ — применение.
Свойства стали ХВГ обуславливают особенности области применения данного материала. Инструментальная легированная сталь используется для создания ответственных деталей. В том числе, полоса ХВГ, круг ХВГ и квадрат ХВГ используются для изготовления режущих и измерительных инструментов, для которых коробление зеркала во время закалки является недопустимым.
Применение для этих видов инструмента материала, обладающего такими характеристиками, обеспечивает повышенную надежность и долговечность. За счет этого достигается отличная экономическая эффективность, несмотря на сравнительно высокую стоимость легированной инструментальной стали. Сталь ХВГ выпускается ведущими предприятиями отечественной металлургии.
В процессе производства должно быть обеспечено строгое соблюдение технологии, что обуславливает высокий уровень требований по отношению к производителю
ООО “Индустриальный металл”
| Курс валют |
5ХНМ ф280 круг ков.
34ХН1М ф75,ф80 круг ков.
Из наличия недорого:
ст. У12А ф4,45мм; ф4,6мм серебрянка
ст. 20Х12ВНМФ ЭП428 ф30 круг
ст. 25Х2М1Ф 230х230х270 поковки ст. 40Х 280х280 кв.заготовка Поковка ст.38Х2Н2МФА ф480х85 Полоса 09Г2С 60х310 Шестигранник 65 ст.12ХН2
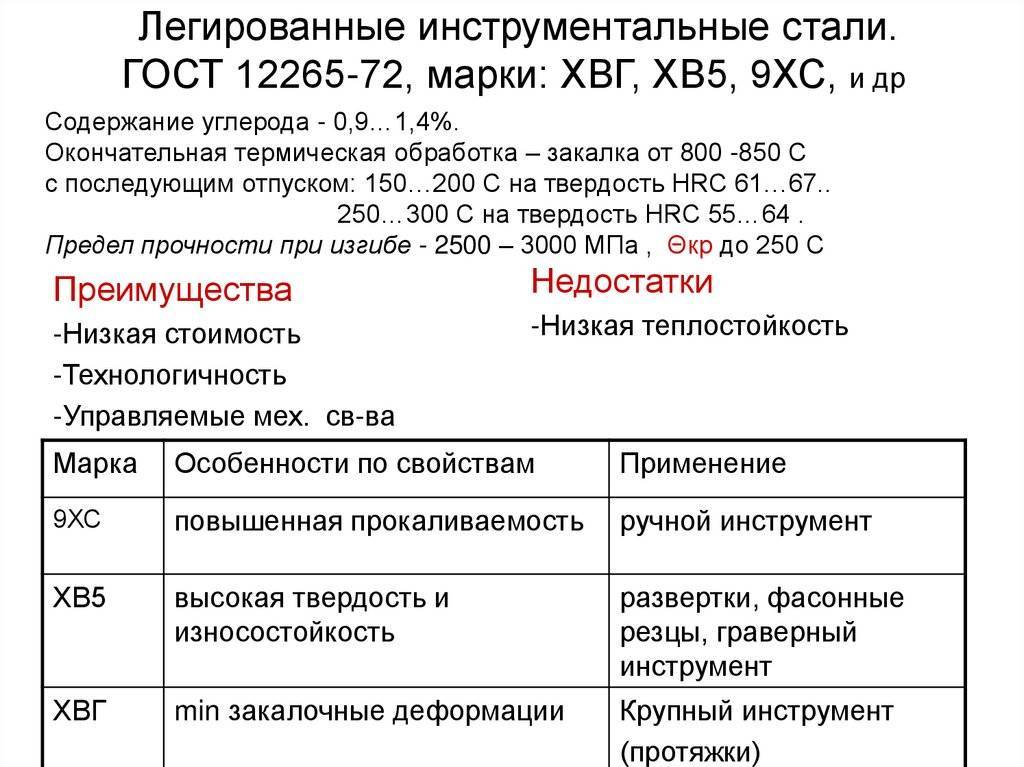
9ХС — инструментальная сталь с высоким содержанием углерода и легированных добавок в виде хрома и кремния. Уже название говорит о том, что применяется этот материал для изготовления инструмента. Достаточный процент углерода позволяет получать высокую величину закалки, что дает возможность использовать сталь для изготовления ножей с высокими характеристиками.
Зарубежные аналоги
Металлургические заводы выплавляют сталь не только в странах СНГ, но и далеко за границей, и так уж случается, что одна и та же сталь, или ее близкие по составу “родственники” то и дело встречаются в какой-нибудь из далеких стран. Подобное уже не редкость и, к примеру, те, кто вынужден работать с некоторыми зарубежными поставщиками, вынуждены знать, с каким материалом они имеют дело в действительности. Ну а для людей менее обремененных можно пользоваться следующим списком зарубежных аналогов стали ХВГ:
- США — 01 или Т31507;
- Европа — 107WCr5;
- Китай — CrWMn;
- Япония — SKS2 или SKS3.
Имея этот небольшой список под рукой, любой сможет определить, из какой стали изготовлен тот или иной инструмент, произведенный за границей.
Источник
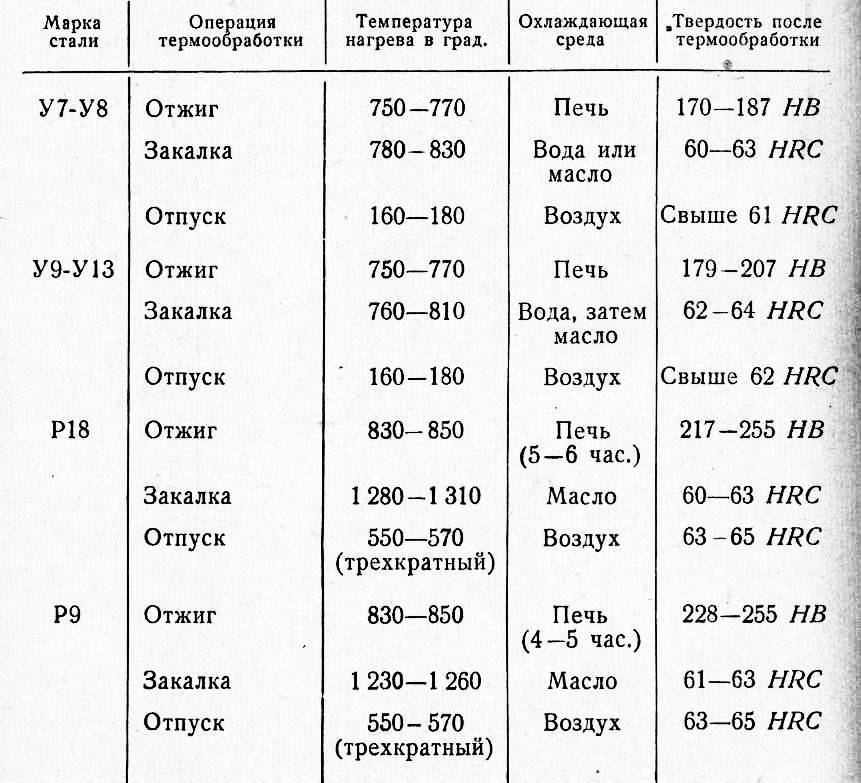
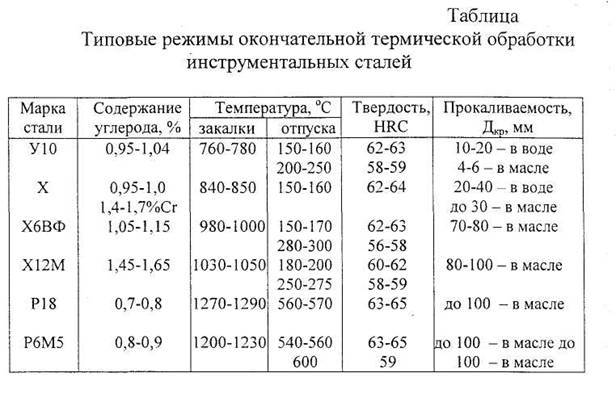
Технология
В том случае если вам в руки попадет образец стали ХВГ, и вы примете решение что-либо из него изготовить, вам очень пригодятся некоторые знания в области металлообработки
Особое внимание стоит уделить температуре. Ведь в зависимости от того, какой температурный режим для обработки вы используете, характеристики и применение стали ХВГ по окончанию процесса могут сильно измениться
Чтобы уберечь вас от подобного, ниже мы опишем основные технологические процессы, связанные с термической обработкой, и рекомендации по их исполнению.
Отжиг. Производится в самом начале, то есть до какой-либо механической обработки изделия. Отжиг призван нивелировать изначальную твердость сплава и облегчить последующую механическую обработку. Для стали ХВГ отжиг происходит при температуре 800 °С с последующим понижением температуры со скоростью 50 °С/час и вплоть до 500 °С. После изделие остужается до комнатной температуры на воздухе.

Ковка. Цель этого процесса состоит в том, чтобы придать заготовке нужную форму
В данном случае очень важно не перегреть или не недогреть сталь. Подобное грозит образованием внутренних и/или внешних дефектов, а также изменением структуры сплава на клеточном уровне в худшую сторону
Поэтому ковать заготовку рекомендуется в температурном промежутке от 1070 до 860 °С.
Закалка. Процедура, состоящая из двух процессов: нагрева до определенной температуры и последующего резкого понижения температуры. Подобная процедура многократно увеличивает твердость стали, но уменьшает ее пластичность, отчего та становится хрупкой. Закалка стали ХВГ осуществляется при нагреве до 850 °С, последующем погружении в масло и остывании в нем до отметки в 200 °С. Далее заготовка остужается на воздухе.
Отпуск. Простой, но достаточно важный процесс, призванный убрать излишнее напряжение в металле, снизить хрупкость и увеличить пластичность. Проводится при температуре в 200 °С на протяжении двух часов. Итоговая твердость стали будет в пределах 63 единиц шкалы Роквелла.
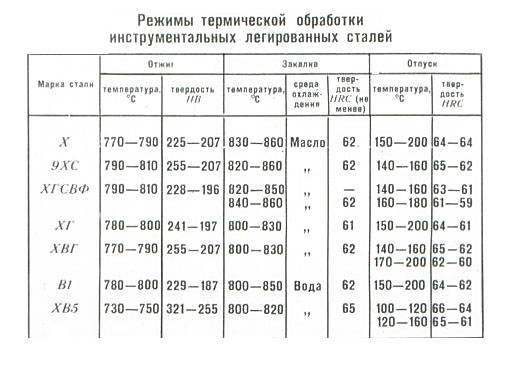
Термическая обработка
Под этим термином понимается процесс температурного воздействия, который позволяет улучшить атрибуты твёрдых сплавов. Термообработку могут проходить металлы различной категории, но для каждого вида требуется определённый подход. Всего существует несколько разновидностей данных манипуляций:
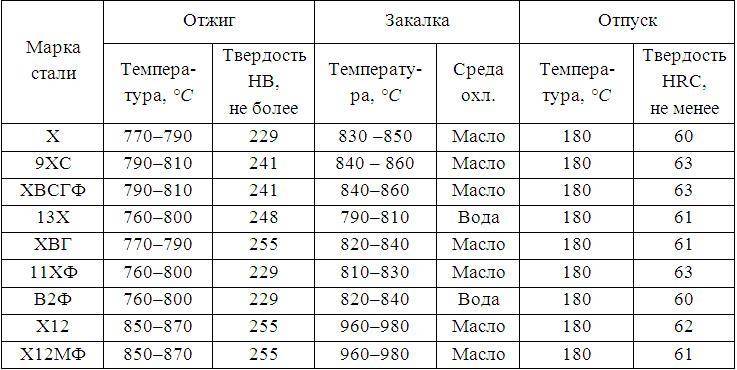
- Закаливание. Особенность этой процедуры заключается в разогреве до критических градусов с быстрым охлаждением детали. Подобные экстремальные перепады наделяют поверхность предмета повышенной прочностью. При закалке ХВГ печь разогревают до 830 °C, а после нагрева следует остывание в масле.
- Отжиг. Этот класс похож на предыдущий, только охлаждение должно быть постепенным, желательно на открытом воздухе. Основная задача метода – уменьшение плотности для простоты дальнейшей механической обработки.
- Криогенная. Тут воздействуют на объект низкими температурами, которые могут быть ниже -150 °C. Благодаря такому подходу можно добиться повышения износостойкости элементов.
https://youtube.com/watch?v=6u_1rP9-NEw
Последний способ применим для производства тормозных дисков, лезвий, дисков сцепления и прочих запчастей. Отсюда можно сделать вывод, что данный материал не замораживают. А термообработка стали ХВГ в стандартной печи представляется более популярным вариантом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Распространенная благодаря характеристикам и хорошей обрабатываемости ковкой и резанием (после отжига), невысокой стоимости, сталь ХВГ применяется во многих агрегатах, конструкциях и промышленности. По структуре относиться она к заэвтектоидным сталям перлитного класса, по назначению к инструментальным легированным.
Предварительная обработка – отжиг
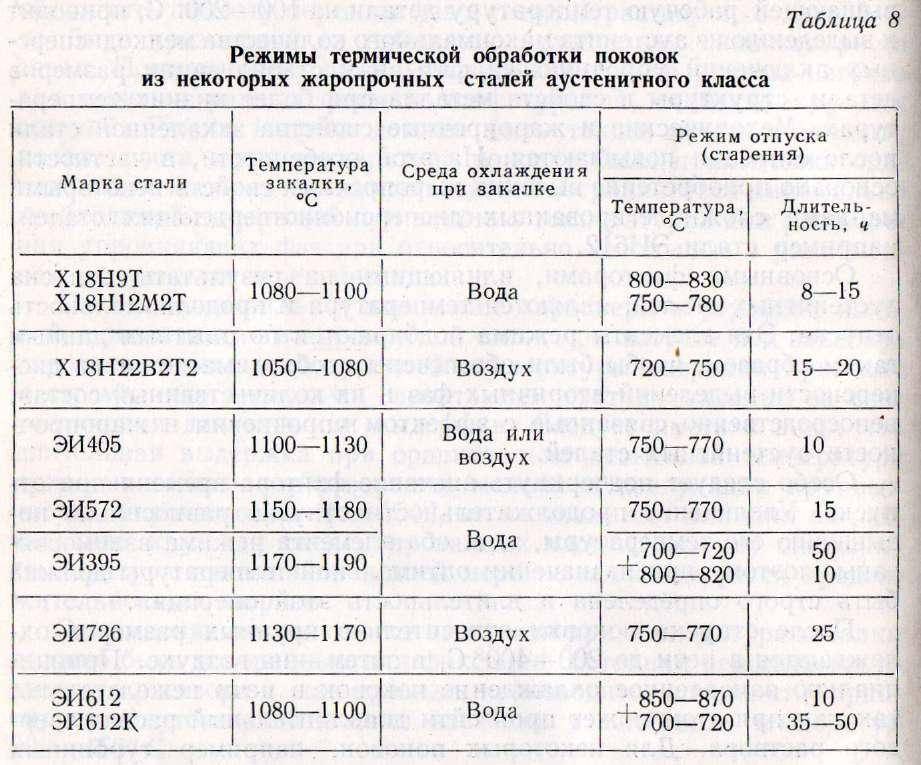
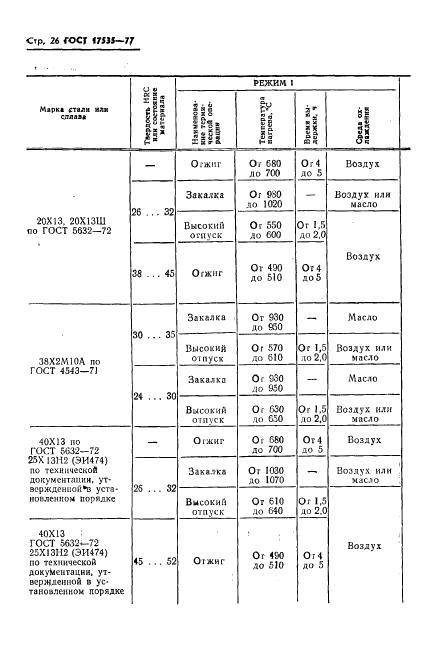
При отжиге происходят первое и второе основные превращения стали: перлита в аустенит и аустенита в перлит.Температура нагрева должна быть лишь немного выше Ас1, чтобы сохранить нерастворенной большую часть избыточных карбидов и получить структуру зернистого перлита. Температура нагрева при отжиге стали 9ХВГ в соответствии с таблицей 2 – 770-800°С.



Выдержка в течение 30-60 мин после прогрева обеспечивает растворение той части карбидов, которая может быть переведена в аустенит при данной температуре, а также обеспечивает выравнивание в нем концентрации углерода и легирующих элементов.
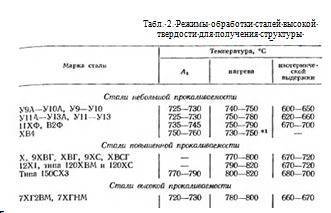
Возможны два режима охлаждения:
1. Замедленное, обеспечивающее получение твердости, как в состоянии поставки. Заготовку охлаждают со скоростью 50 – 60°С/ч до температуры изотермической выдержки (670-720°С), а затем выдерживают для завершения распада аустенита с образованием феррито-карбидной структуры. Время распада аустенита при температуре изотермической выдержки составляет от 20 до 60 мин. Дальнейшее охлаждение можно выполнять на воздухе. Однако для уменьшения напряжений рекомендуется заготовки сложной формы охлаждать с печью до 550-600°С.
2. Очень медленное охлаждение со скоростью 20-30°С/ч до тех же температур изотермической выдержки. После окончания выдержки снова следует медленное охлаждение 60-80°С/ч до 500°С, а затем на воздухе или с печью. Твердость после отжига по указанному режиму на 15-20 НВ ниже твердости в состоянии поставки. В этом случае еще больше снижаются предел текучести предел прочности.
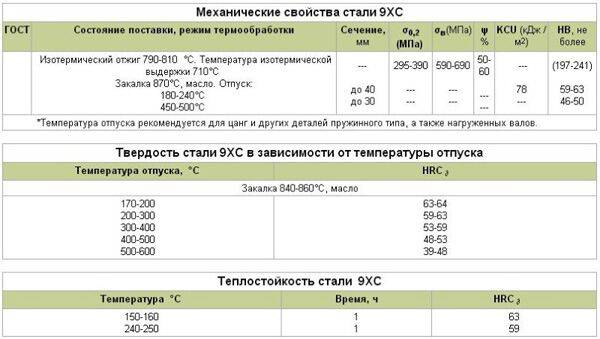
Термообработка стали 9ХС
Таблица. Температура критических точек
| Критическая точка | °С |
| Ac1 Ac3 Ar1 Mn | 770 870 730 160 |
Таблица. Твердость стали 9ХС
| Состояние поставки, режим термообработки | HRC поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.
С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.
Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
Таблица. Прокаливаемость стали 9ХС
| Расстояние от торца, мм / HRCэ | ||||||||
| 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 |
| 63 | 56 | 36,5 | 32 | 30 | 28 | 26 | 25 | 24 |
| Термообработка | Крит.диам. в масле, мм |
| Закалка | 15-50 |
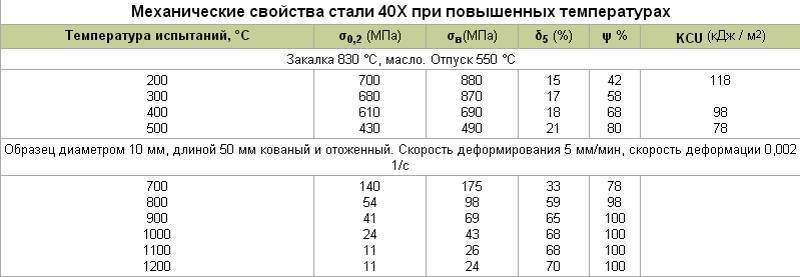
Теплостойкость, красностойкость стали 9ХС
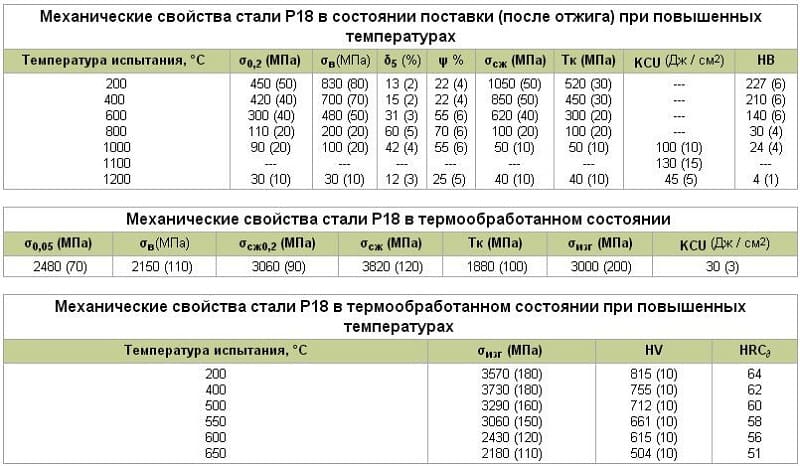
Таблица. Механические свойства при повышенных температурах
| t испытания,°C | у0,2, МПа | уB, МПа | д5, % | ш, % | KCU, Дж/м2 | HB |
| 20 | 445 | 790 | 26 | 54 | 39 | 243 |
| 200 | 320 | 710 | 22 | 48 | 88 | 218 |
| 400 | 330 | 620 | 32 | 63 | 98 | 213 |
| 600 | 170 | 200 | 52 | 77 | 123 | 172 |
| 700 | 83 | 98 | 58 | 77 | 147 | |
| Образец диаметром 10 мм, длиной 50 мм, прокатанный. Скорость деформирования 20 мм/мин.
| ||||||
| 800 | 110 | 130 | 26 | |||
| 900 | 65 | 74 | 41 | 95 | ||
| 1000 | 42 | 46 | 52 | |||
| 1100 | 20 | 31 | 54 | |||
| 1200 | 15 | 20 | 83 | 100 |
| Температура,°С | Время, ч | Твердость, HRCэ |
| 150-160 | 1 | 63 |
| 240-250 | 1 | 59 |
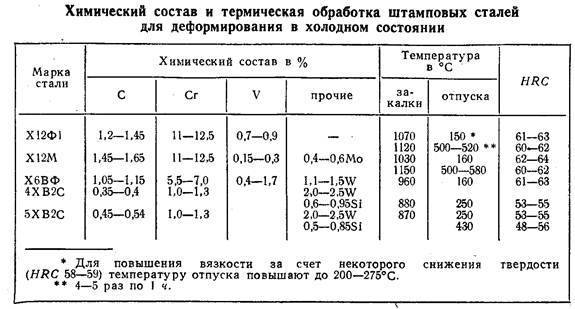
Расшифровка стали ХВГ
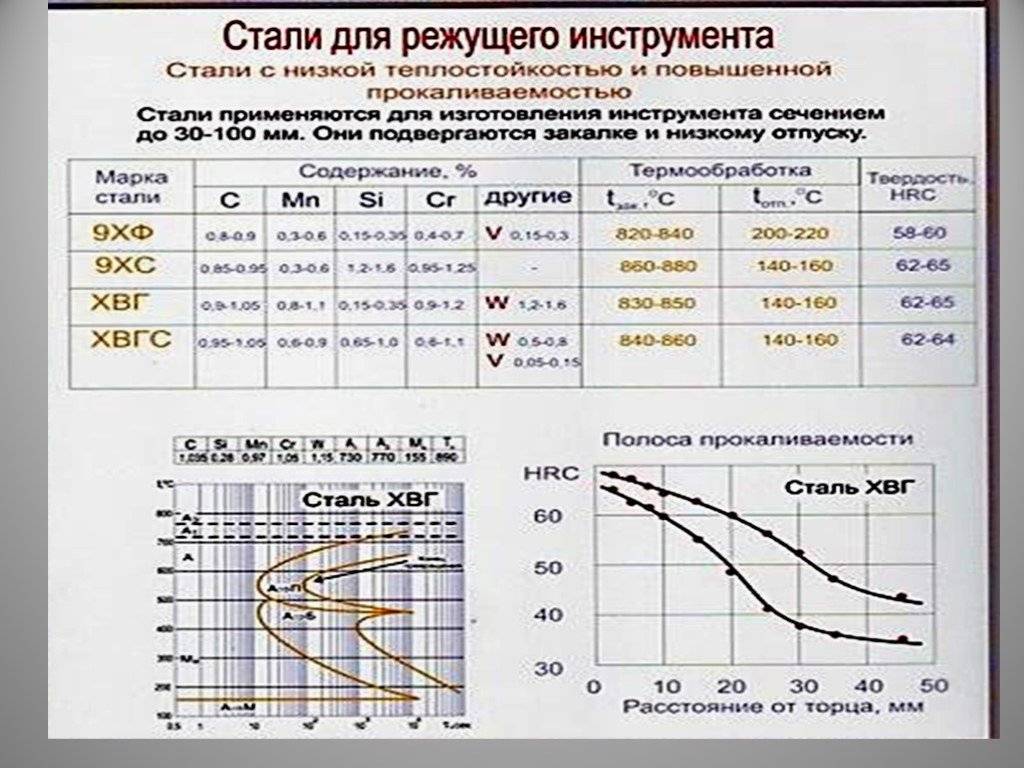
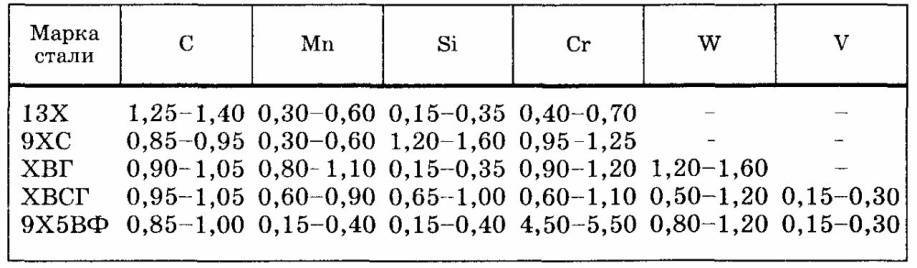
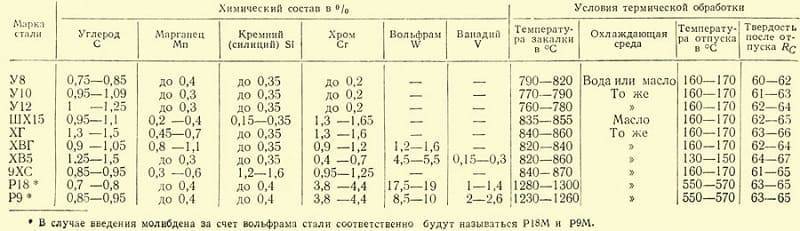
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.




Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
- ГОСТы 5950-2000, 2591-2006, 2590-2006 – общие стандарты фасонного проката
- ГОСТы 8560-78, 8559-75, 7417-75, 5950-2000 – калиброванный пруток
- ГОСТы 1133-71, 7831-78, 5950-2000 – поковки
- ГОСТ 4405-75 – полосы
- ГОСТы 14955-77, 5950-2000 – серебрянка и шлифованные прутки
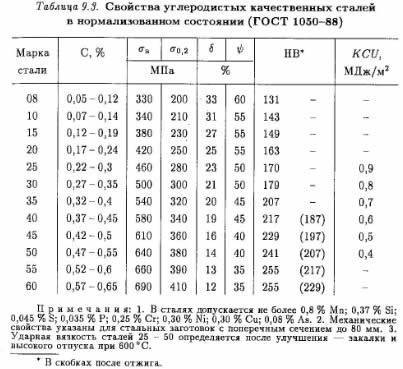
Марочник сталей характеристики, свойства сталей и сплавов
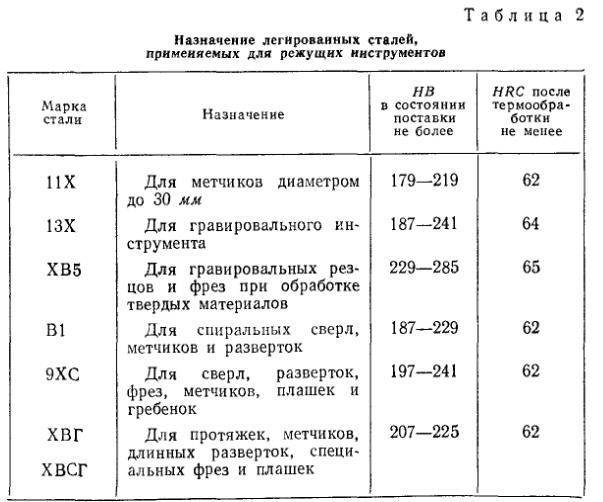
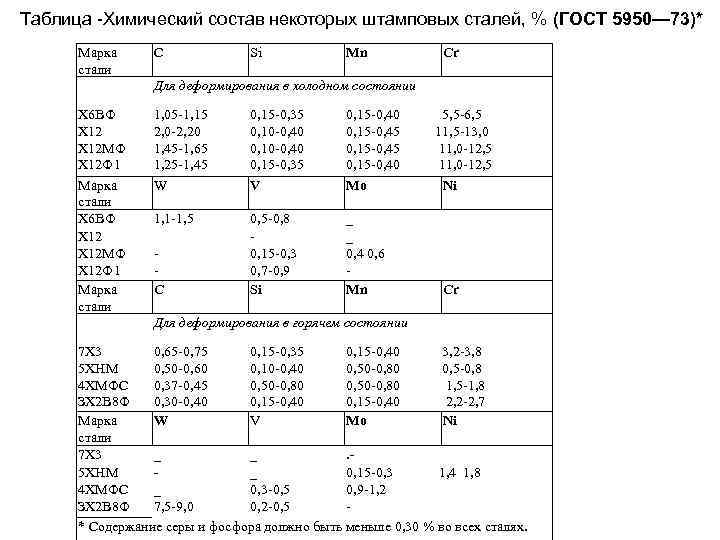
Инструментальная легированная сталь ХВГ используется для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление – длинные развертки/ метчики, протяжки, резьбовые калибры, холодновысадочные пуансоны/ матрицы, технологическая оснастка, другой специальный инструмент.
Сталь ХВГ – отечественные аналоги
| Марка металлопроката | Заменитель |
| ХВГ | ХГ |
| ХВСГ | |
| 9ХВГ | |
| 9ХС | |
| ШХ15СГ |
| Марка | Классификация | Зарубежные аналоги |
| ХВГ | Сталь инструментальная легированная | есть |
| Вид полуфабриката | t, 0С | Размер, мм | Условия охлаждения |
| Слиток | 1150–800 | до 400 | Низкотемпературный отжиг |
| Переохлаждение | |||
| Заготовка | 1180–800 | до 300 | В яме |
| Свариваемость |
| для сварных конструкций не применяется |
Чувствительна.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 235 | 780 | 0,75 | 0,35 |
Сталь ХВГ – химический состав
Массовая доля элементов не более, %:
| Вольфрам | Кремний | Марганец | Медь | Никель | Сера | Углерод | Фосфор | Хром |
| 1,2–1,6 | 0,1–0,4 | 0,8–1,1 | 0,3 | 0,4 | 0,03 | 0,9–1,05 | 0,03 | 0,9–1,2 |
Материал ХВГ – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Режим термообработки | t | KCU | y | d5 | sт | sв |
| мм | 0С | кДж/м2 | % | % | МПа | МПа | |||
| Лента отожжен. | 2283–79 | 0,1–4 | 880 |
| Сортамент | ГОСТ | HB 10-1 |
| Прокат после отжига | 5950–2000 | 241 |
| Критические точки | Ac1 | Ac3 | Ar1 | Ar3 | Mn |
| Температура | 815 | 845 | 625 | 775 | 150 |
| HRC | Шлифуемость |
| 54–56 | удовлетворительная |
| 58–60 | пониженная |
| t | HRCэ | Время |
| 0С | ч | |
| 150–160 | 62 | 1 |
| 200–220 | 58 | 1 |
| HRC | На воздухе | В воде | В селитре | В масле |
| 60 | – | – | 15–40 | 15–70 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7850 | 380 | ||||
| 100 | 7830 | 11 | ||||
| 200 | 12 | |||||
| 300 | 7760 | 13 | ||||
| 400 | 13,5 | |||||
| 500 | 14 | |||||
| 600 | 7660 | 14,5 |
| Болгария | Венгрия | Германия | Евросоюз | Испания | Италия | Китай |
| BDS | MSZ | DIN, WNr | EN | UNE | UNI | GB |
| Польша | Румыния | США | Франция | Швеция | Юж.Корея | Япония |
| PN | STAS | — | AFNOR | SS | KS | JIS |
| 106WCr6 | ||||||
| 90MCW5 |
Материал ХВГ – область применения
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Условные обозначения
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Физические свойства
| R | Ом·м | Удельное сопротивление |
| r | кг/м3 | Плотность |
| C | Дж/(кг·град) | Удельная теплоемкость |
| l | Вт/(м·град) | Коэффициент теплопроводности |
| a | 1/Град | Коэффициент линейного расширения |
| E | МПа | Модуль упругости |
| t | 0С | Температура |
Купить инструментальную легированную сталь ХВГ в Санкт-Петербурге Вы можете по телефону +. Специалисты оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
ПродукцияДоставкаКонтакты
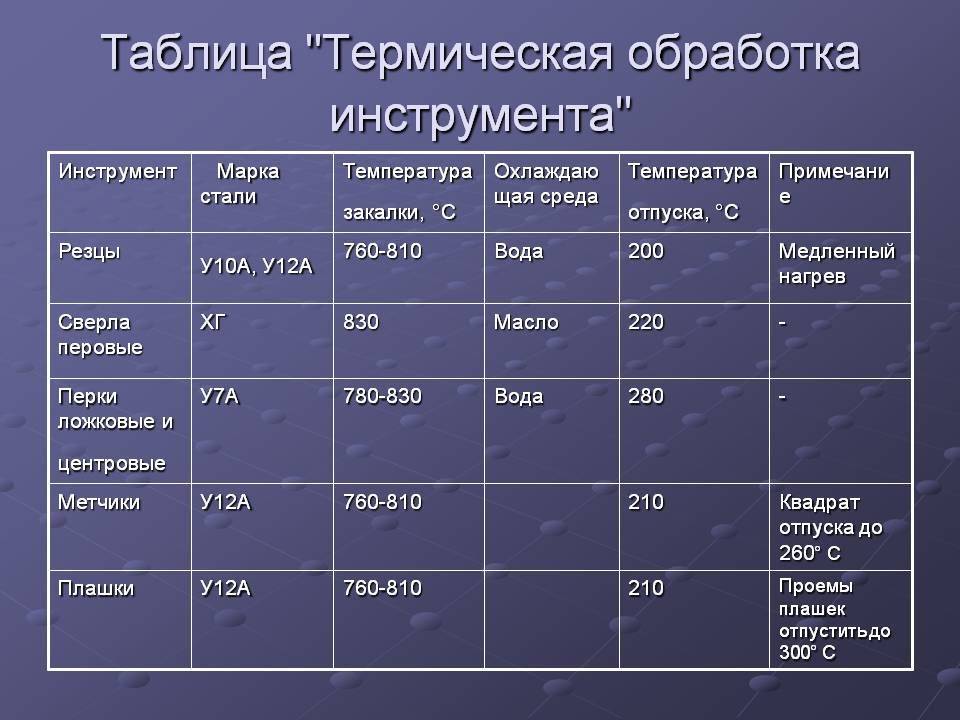
Термическая обработка марки ХВГ
Сталь ХВГ подвергается следующим видам термической обработки:
- Отжиг — применяется для смягчения стали перед механической обработкой. Применяется эта процедура при необходимости, а именно, если заготовки подвергались холодной деформации.
- Закалка — проводиться после окончательной механической обработки, т. е. после изготовления детали (инструмента и т. д.), придания ему окончательных форм, без учета на шлифовку. Заготовку нагревают до температур 830 ºC и охлаждают, погружением в масло. После этого кристаллические связи меняются и преобладает мартенситная структура, очень прочная и хрупкая. Чтобы разбить такую деталь достаточно приложить мускульную силу.
- Снимают внутренние напряжение и устраняют нежелательные последствия с помощью отпуска. Это нагрев и выдержка металла при температуре ниже … превращений, конкретно для этой стали составляет 180 C с охлаждением на воздухе. Происходит коагуляция мартенситных иголок и получение структуры сорбита или троостита, наиболее прочной и пластичной.
Сталь ХВГ обладает удачным сочетанием прочности и коррозионной стойкости. Относительно невысокая стоимость и хорошая обрабатываемость позволяет широко применять ее в производстве. К недостаткам можно отнести узкий диапазон температур закалки и отжига (сталь легко пережечь) и разупрочнение при температуре выше 200 ºC.
Инструментальная легированная сталь ХВГ используется для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление – длинные развертки/ метчики, протяжки, резьбовые калибры, холодновысадочные пуансоны/ матрицы, технологическая оснастка, другой специальный инструмент.
Отпуск
Превращения при отпуске: четвертое основное превращение.
Отпуск производится при температуре 230-275°С в соответствии с табл.5, твердость после отпуска HRC 57-61.
Полученная структура: отпущенный мартенсит, остаточный аустенит, карбиды.
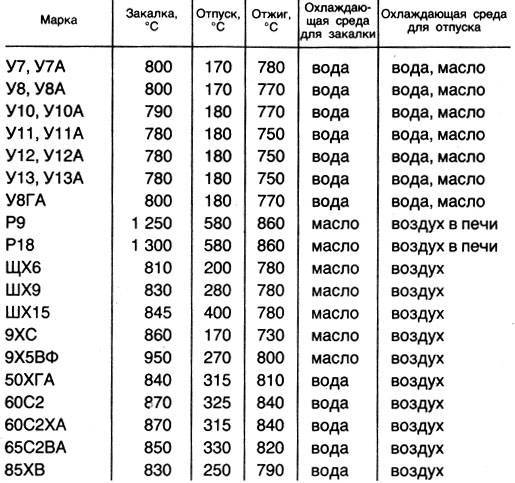
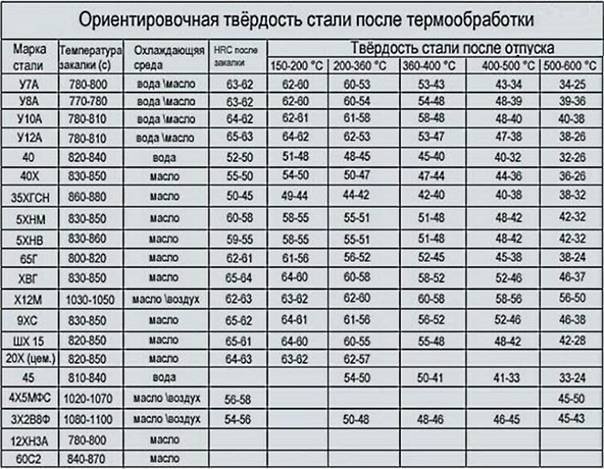
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 35
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм



Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
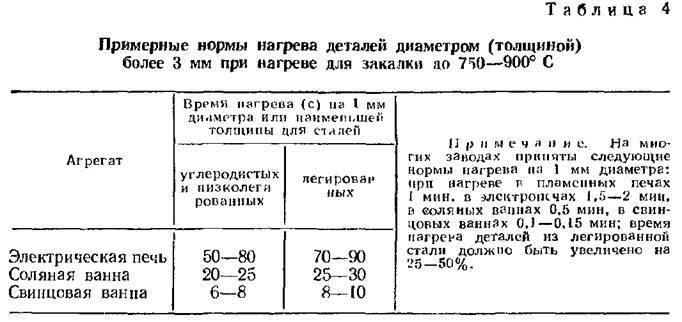
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
Сталь ХВГ ГОСТ 5950-2000
Массовая доля элемента, %
I группа – для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для холодной механической обработки (обточки, строжки фрезерования и т.д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
Температура критических точек, °С
Твердость стали после термообработки
Состояние поставки, режимы термообработки
Прутки и полосы отожженные или высокоотпущенные
Образцы. Закалка 850 °С, масло. Отпуск 180 °С
Изотермический отжиг 780 – 800 °С, охлаждение со скоростью
50 град/ч до 670 – 720 °С, выдержка 2 – 3 ч, охлаждение со
скоростью 50 град/ч до 550 °С, воздух
Подогрев 650 – 700 °С. Закалка 830 – 850 °С, масло. Отпуск
150 – 200 °С, воздух (режим окончательной термообработки)
Подогрев 650 – 700 °С. Закалка 830 – 850 °С. Отпуск
200 – 300 °С, воздух (режим окончательной термообработки)
Твердость и ударная вязкость в зависимости от сечения образца
Место вырезки образца
Закалка на мелкое зерно. Отпуск 150 – 160 °С
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Заготовки сечением до 50 – 60 мм. Закалка 840 °С,
масло или расплав солей с водой при 200 °С
Закалка 820 °С, масло
Закалка 830 – 850 °С, масло
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца,
Критический диаметр в масле,
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:
Температура ковки, °С:
Свариваемость – не применяется для сварных конструкций.
Обрабатываемость резанием – в горячекатаном состоянии при HB 235 и σВ=760 МПа, Кυ тв. спл=0,75, Кυ б. ст=0,35,



Склонность к отпускной хрупкости – малосклонна.
Применение: для измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо; резьбовых калибров, протяжек, длинных метчиков, длинных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки.
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.





