Как сделать крепче топор
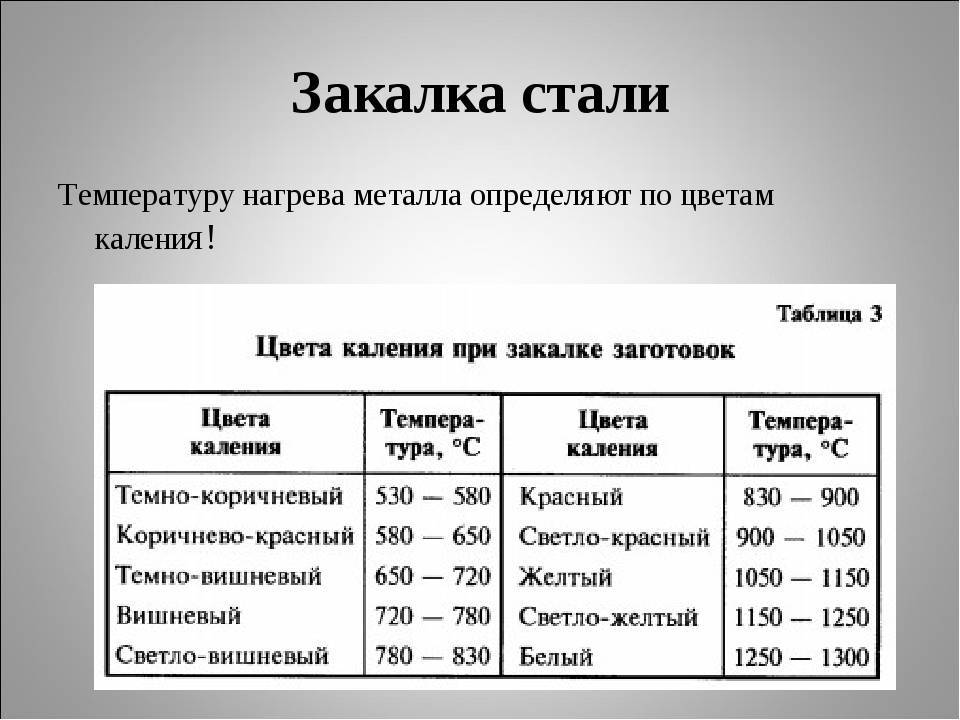
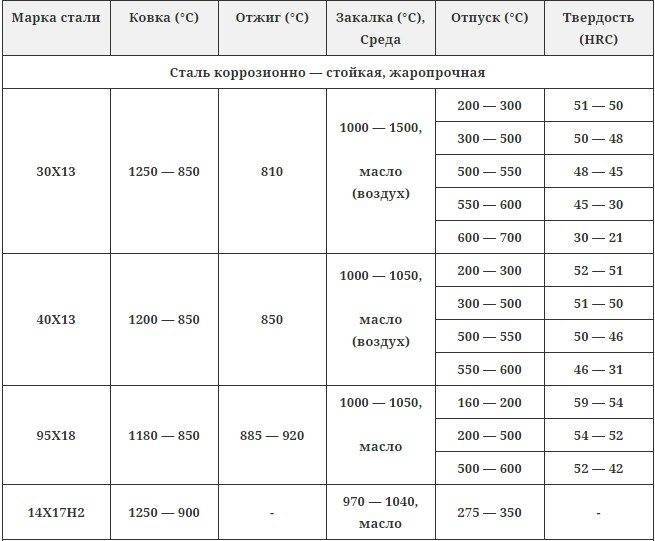
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
Химический состав
На всей территории СНГ характеристики и применение стали 40Х определяются ГОСТом 4543-2016. Он указывает на химический состав и основные эксплуатационные свойства. Расшифровка стали свидетельствует о содержании главных компонентов – углерода и хрома.
Первые два знака обозначают концентрацию основного легирующего элемента – углерода, она находится в диапазоне 0,36-0,40%. Сложно выдержать более точную концентрацию в процессе выплавки металла.
Буква «Х» указывает на присутствие хрома, который улучшает коррозионную стойкость материала. Однако его концентрация не превышает показателя 0,8-1,1% и недостаточна для придания стали достаточной сопротивляемости коррозии.
В состав сплава входят и другие легирующие добавки, не отмеченные в маркировке, но придающие определенные свойства стали 40Х:
- никель – до 0,3%;
- марганец – 0,5-0,8%;
- кремний – 0,17-0,37%;
- медь присутствует в очень небольших количествах, около 0,035%, и не оказывает существенного влияния на механические свойства сплава;
- строго регламентируются концентрации вредных примесей – серы и фосфора, их содержание не превышает 0,035%.
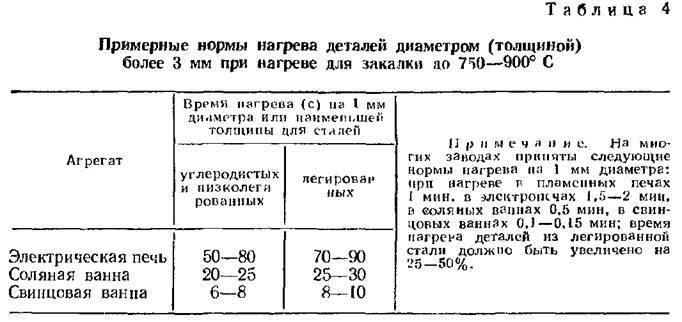
Подробно о нагреве металла
Если следовать технологии, то закалка металла требует проведения 3 этапов:
- Нагрев стали;
- Выдержка. Благодаря выполнению этой операции удается довести до конца все структурные превращения и обеспечить выполнение сквозного прогрева;
- Охлаждение.
Если приходится иметь дело с конструкциями, выполненными из углеродистых сталей, то их закалку проводят в камерных печах. Особенностью этой процедуры является отсутствие необходимости в предварительном подогреве. Это связано со способностью материала прекрасно переносить такие неприятные явления, как коробление и растрескивание. Если необходимо закаливать такие сложные конструкции, как резкие переходы и тонкие грани, то здесь без предварительного подогрева не обойтись. Подобная процедура может быть выполнена двумя способами:



- С использованием соляных печей, в которые заготовку нужно погрузить на 3-4 секунды в три приема;
- При помощи отдельных печей, в которых следует создать температурный режим 400- 500 градусов Цельсия.
Важным моментом закалки металла является то, что эта процедура должна проводиться при равномерном нагреве. Бывает так, что в течение одного приема такую задачу невозможно решить. В этом случае следует выдержать условия для проведения сквозного прогрева
Особое внимание следует уделить количеству изделий, которые планируется закаливать. С увеличением их количества необходимо увеличивать длительность их прогрева
Скажем, если закалке будет подвергаться дисковая фреза, имеющая диаметр 2,4 см, то ее необходимо нагревать в течение 13 минут. Если подобной обработке планируется подвергать десяток аналогичных изделий, то время нагрева должно быть увеличено до 18 минут.
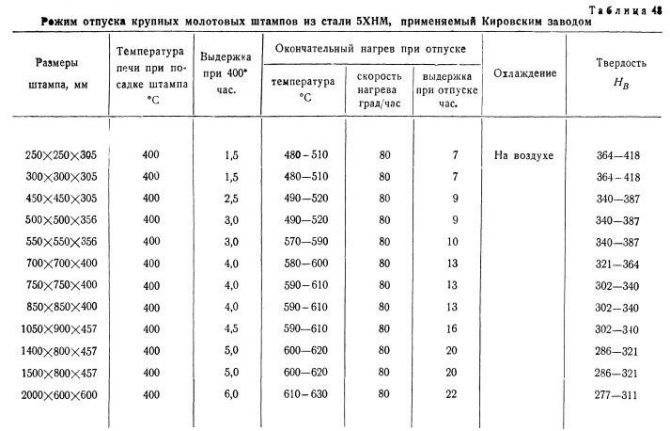
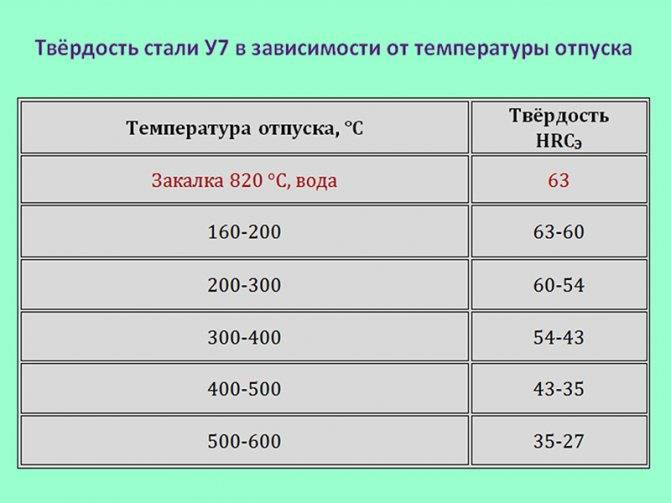
Отпуск и нормализация
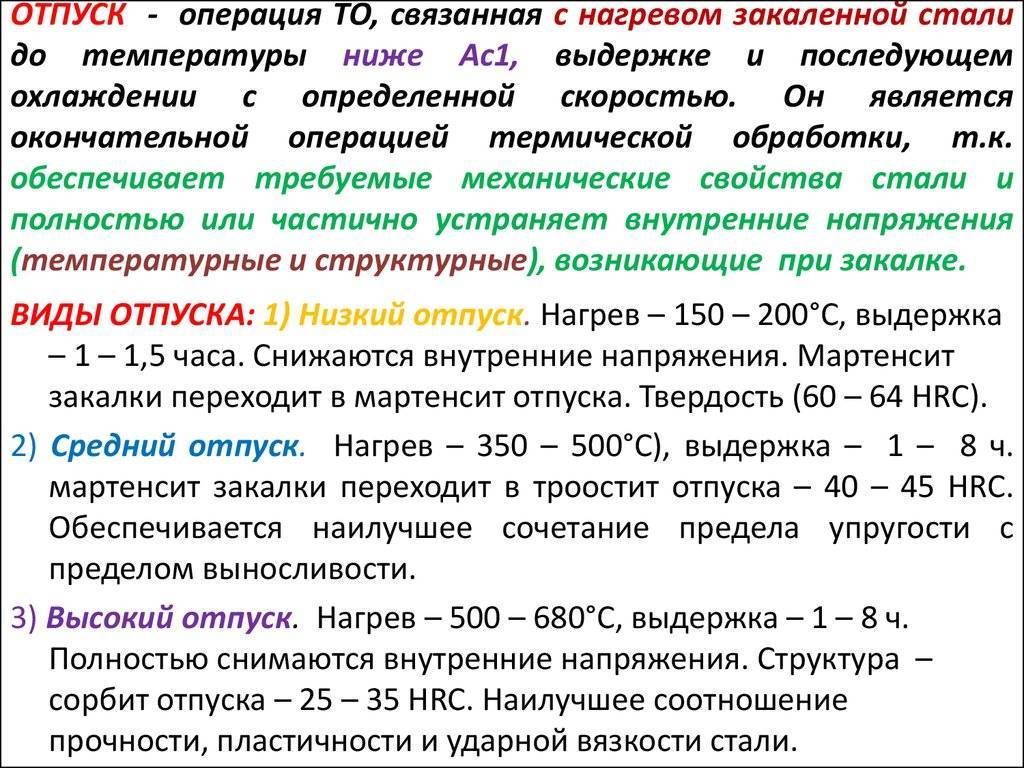
Для марки стали 40х можно применить три вида отпуска:
- Отпуск на низких температурах предполагает прогрев детали до предела 250 градусов по Цельсию с выдержкой. Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
- Отпуск на средних температурах. Прогрев здесь идет до 500 градусов по Цельсию. За счет более высокой температуры возрастает вязкость изделия с пропорциональным снижением твердости. Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
- Отпуск на высоких температурах с увеличением прогрева до 600 градусов по Цельсию. В этом случае внутри кристаллической решетки распадается мартенсит, образуя при этом сорбит. На практике это лучший вариант пропорционального соотношения пластичности и твердости. Ударная вязкость при этом также возрастает. Детали, полученные таким образом, можно применять в механизмах, подверженных воздействию ударных нагрузок.

Чтобы избежать повышенной хрупкости при отпуске, охлаждение при этом процессе следует делать быстро в специальной вакуумной камере с системой продувки аргоном. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Выбор охлаждающей среды
От выбора зависит качество детали:
- для охлаждения простых деталей и изделий, изготовленных из углеродистых сталей применяют чистую воду;
- для изделий сложных форм в качестве охладителя используют каустическую соду, смешанную с водой в соотношении 1:1. Приготовленный раствор нагревают до 50-60 градусов;
- закалка металла в масле применима к тонкостенным деталям из легированных или углеродистых сталей.
Углеродистую сталь, имеющую сложный состав, остужают в двух охладителях — сначала быстро в чистой воде, а затем медленно в ванне, наполненной маслом. Перемещать детали из воды в масло нужно очень быстро.
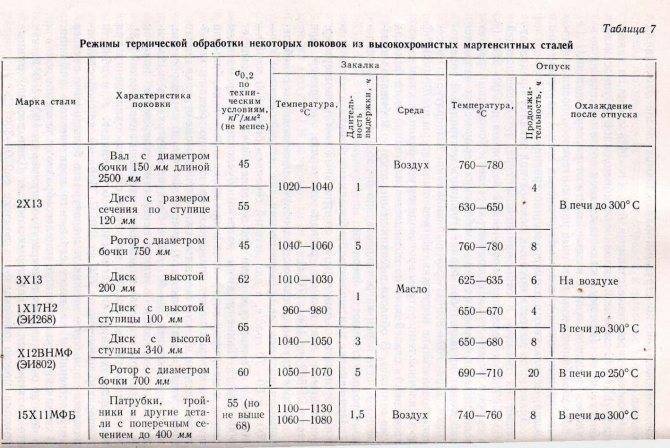
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа | HRC |
| Поковки. Закалка + Отпуск | ||||||||
| 100-300 | — | ≥395 | ≥615 | ≥15 | ≥40 | ≥530 | 187-229 | — |
| 300-500 | — | ≥395 | ≥615 | ≥13 | ≥35 | ≥481 | 187-229 | — |
| 100-300 | — | ≥490 | ≥655 | ≥13 | ≥40 | ≥530 | 212-248 | — |
| ≤100 | — | ≥540 | ≥685 | ≥15 | ≥45 | ≥579 | 223-262 | — |
| 100-300 | — | ≥540 | ≥685 | ≥13 | ≥40 | ≥481 | 223-263 | — |
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤100 | 670-700 | ≥540 | ≥685 | ≥15 | ≥45 | ≥588 | 223-262 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 160 | — | ≥710 | ≥850 | ≥16 | ≥44 | ≥470 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 200 | ≥1490 | ≥1860 | ≥14 | ≥43 | ≥490 | — | ≥51 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥840 | ≥920 | ≥26 | ≥63 | — | — | — |
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤300 | 680-700 | ≥440 | ≥635 | ≥14 | ≥40 | ≥539 | 197-235 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 200 | — | ≥510 | ≥800 | ≥18 | ≥49 | ≥470 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 300 | ≥1450 | ≥1650 | ≥15 | ≥30 | ≥300 | — | ≥49 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥800 | ≥900 | ≥22 | ≥46 | — | — | — |
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤60 | 660-680 | ≥640 | ≥785 | ≥15 | ≥42 | ≥588 | 248-293 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 240 | — | ≥570 | ≥770 | ≥19 | ≥50 | ≥540 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 400 | ≥1270 | ≥1360 | ≥14 | ≥39 | ≥390 | — | ≥46 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥740 | ≥840 | ≥18 | ≥35 | — | — | — |
| Прутки и полосы г/к и кованые. Закалка в масло с 865-895 °С + Отпуск при 620-680 °С, охлаждение в воде или масле | ||||||||
| — | ≥735 | ≥880 | ≥10 | ≥50 | ≥880 | 269-320 | — | |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 240 | — | ≥700 | ≥830 | ≥17 | ≥49 | ≥610 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 500 | ≥1100 | ≥1160 | ≥15 | ≥61 | ≥610 | — | ≥42 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥710 | ≥850 | ≥28 | ≥50 | — | — | — |
| Сортовой прокат. Закалка в масло с 860-880 °С + отпуск при 200-230 °С, охлаждение в масле | ||||||||
| ≤40 | — | ≥1270 | ≥1570 | — | ≥35 | ≥383 | — | 49-53 |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 120 | — | ≥710 | ≥860 | ≥12 | ≥37 | ≥640 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 600 | ≥880 | ≥960 | ≥19 | ≥98 | ≥980 | — | ≥34 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥400 | ≥490 | ≥30 | ≥65 | — | — | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 160 | — | ≥610 | ≥830 | ≥15 | ≥46 | ≥450 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | — | ≥370 | ≥51 | ≥80 | — | — | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 200 | — | ≥490 | ≥710 | ≥17 | ≥49 | ≥570 | — | — |
| 240 | — | ≥490 | ≥710 | ≥18 | ≥51 | ≥710 | — | — |
| 50 | — | ≥900 | ≥940 | ≥15 | ≥45 | ≥690 | — | — |
| 80 | — | ≥810 | ≥890 | ≥11 | ≥33 | ≥390 | — | — |
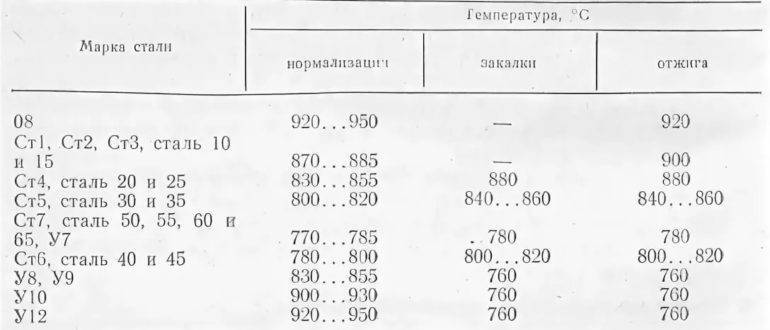
Характерные особенности и свойства
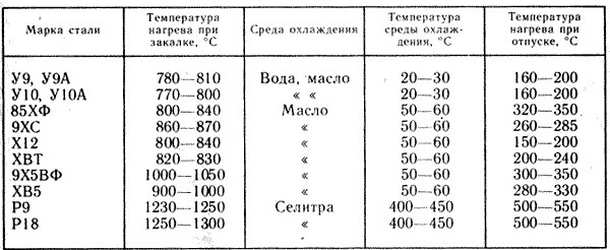
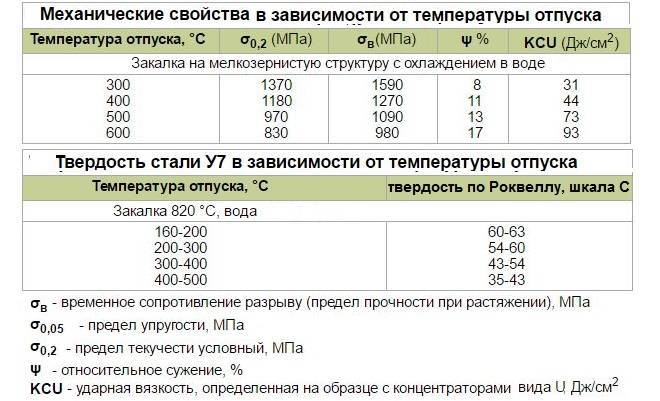
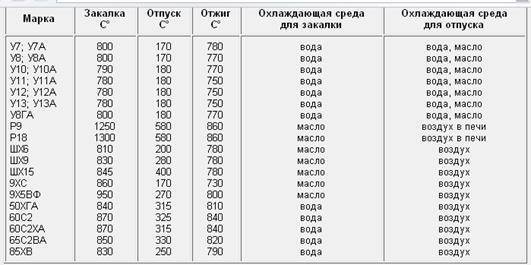
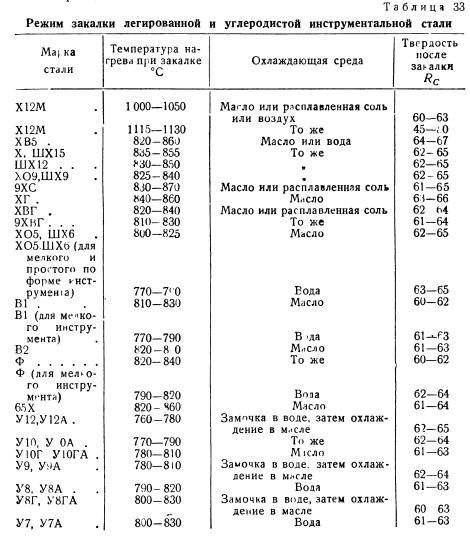
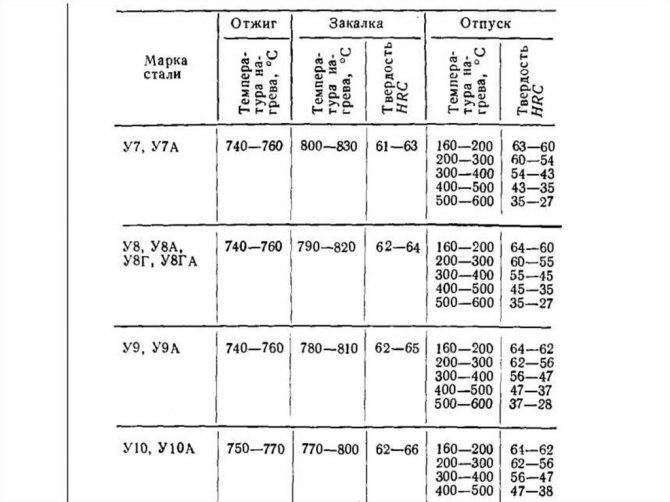
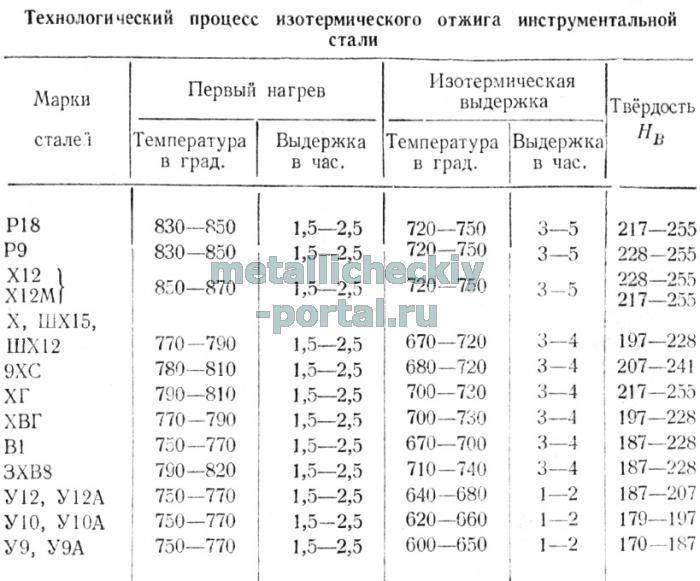
Имея в своём химическом составе 0,75…0,85% углерода, а также незначительное количество иных элементов – кремния, марганца, хрома, никеля и меди – сталь У8 является эктектоидной. При пониженном содержании марганца и кремния критическая скорость охлаждения всегда увеличивается. Поэтому практически сталь У8 используют лишь для изготовления металлообрабатывающего инструмента с небольшими габаритными размерами. Закалка стали такого типа допускает применение весьма жёстких охлаждающих сред (воды или водных растворов солей). Таким образом, данная сталь не относится к прокаливаемым: сердцевина остаётся вязкой, а твёрдость, полученная в результате предварительного отжига заготовок, практически такой же и остаётся.
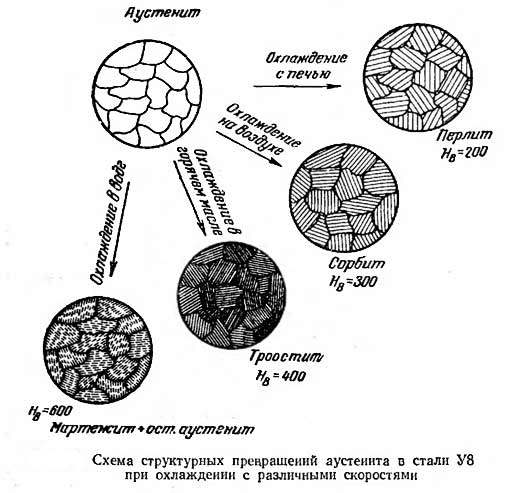
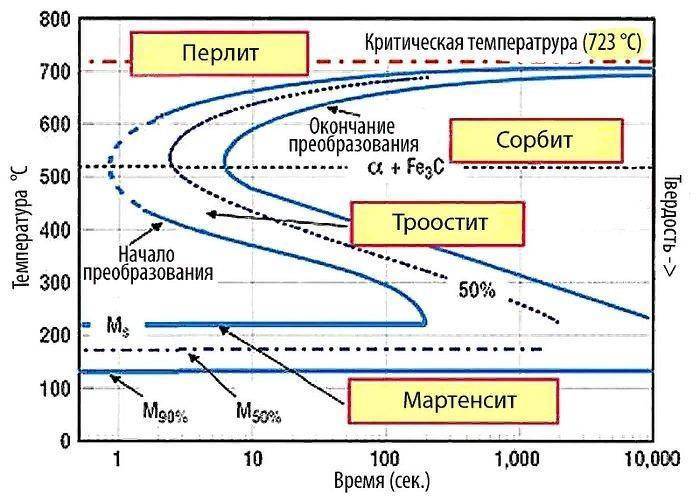
Схема структурных превращений У8
Закалка в воду имеет и другие отрицательные последствия – при росте скорости охлаждения структура стали остаётся крупнозернистой. При дальнейшей обработке (например, ковке) эта особенность может вызвать растрескивание поковки, особенно при значительных степенях деформации. Часто при закалке в воду изделие теряет свои размеры и коробится, что вынуждает дополнительно производить калибровку инструмента.
Температура критических точек стали У8 составляет:
- Начало аустенитного превращения, от исходного перлита при нагреве – 720 °С.
- Окончание аустенитного превращения — 740 °С.
- Температуры начала и окончания превращения аустенита в перлит при охлаждении совпадают, и находятся в пределах 700 °С.
- Мартенситное превращение, начинаясь при 810 °С, заканчивается при 245 °С.
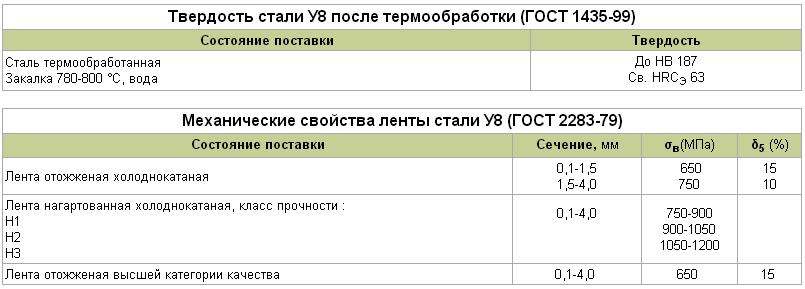
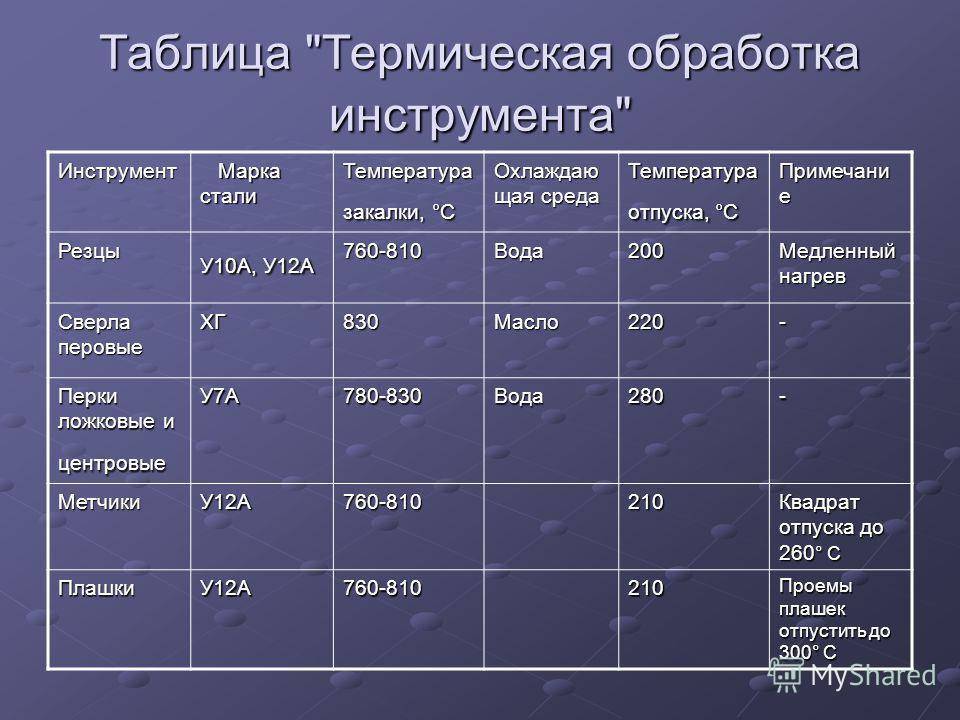
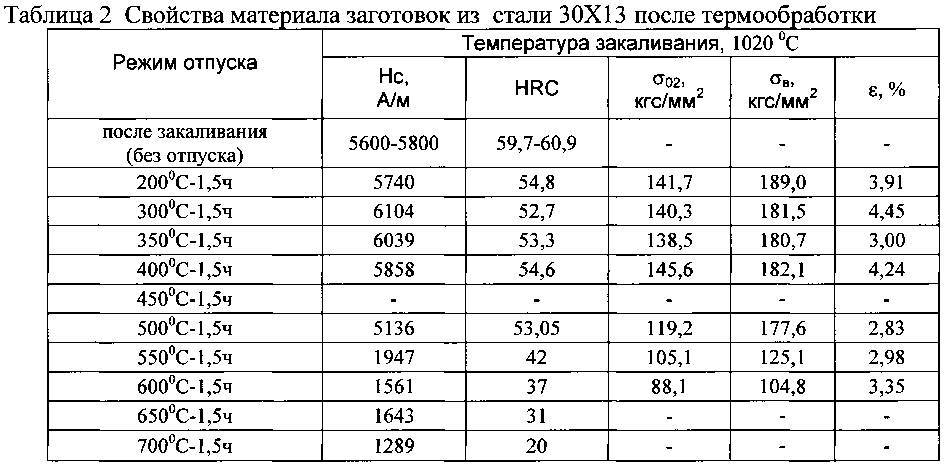
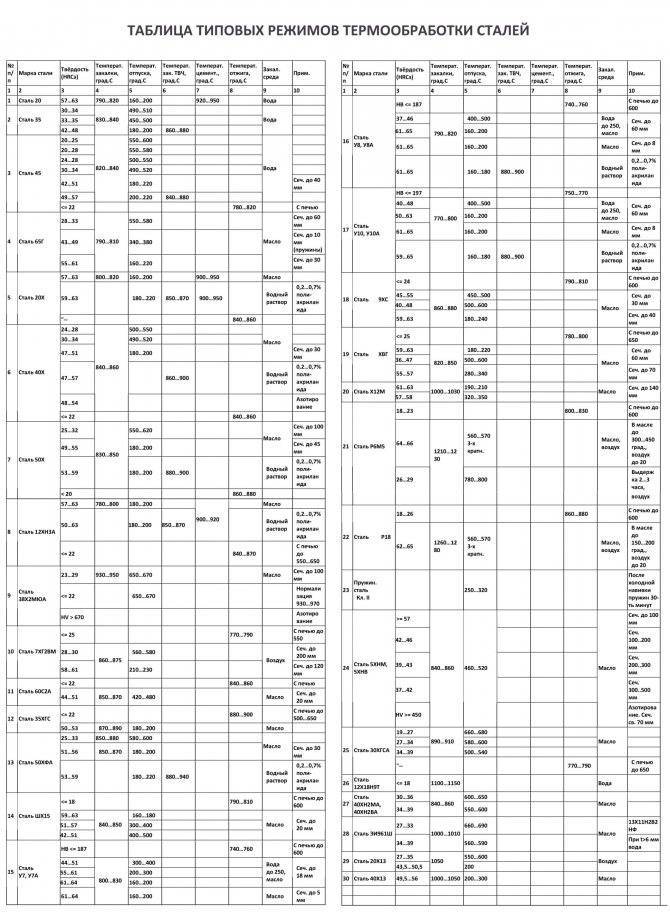
Твердость стали после термообработки
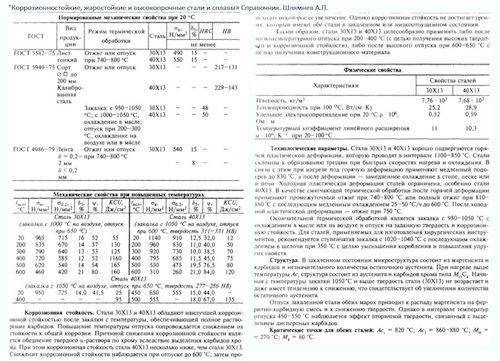
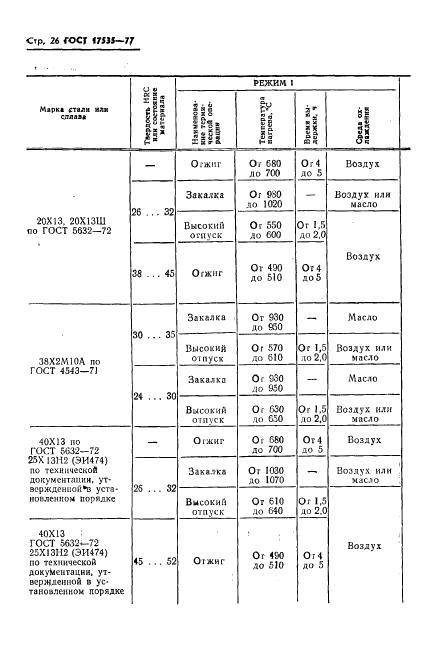
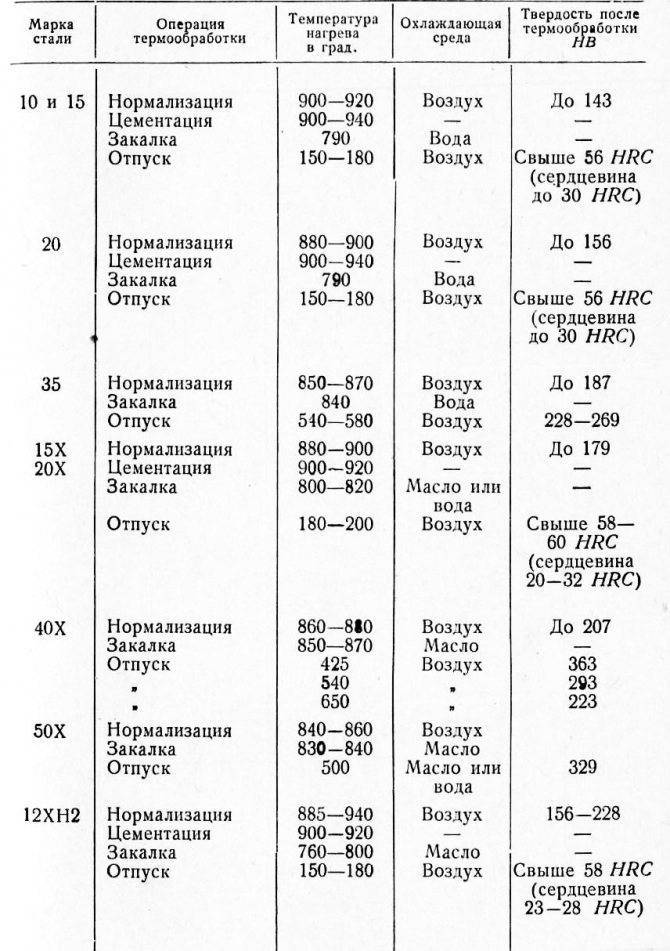
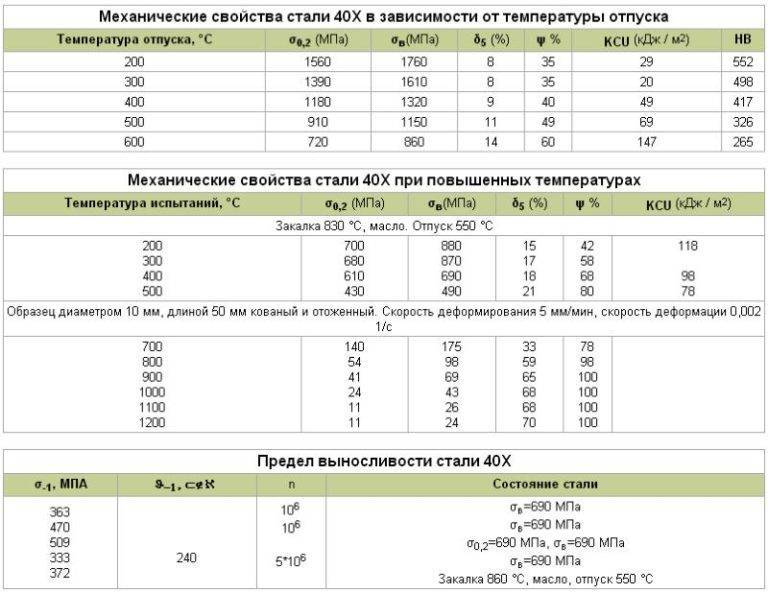
Сталь 40Х
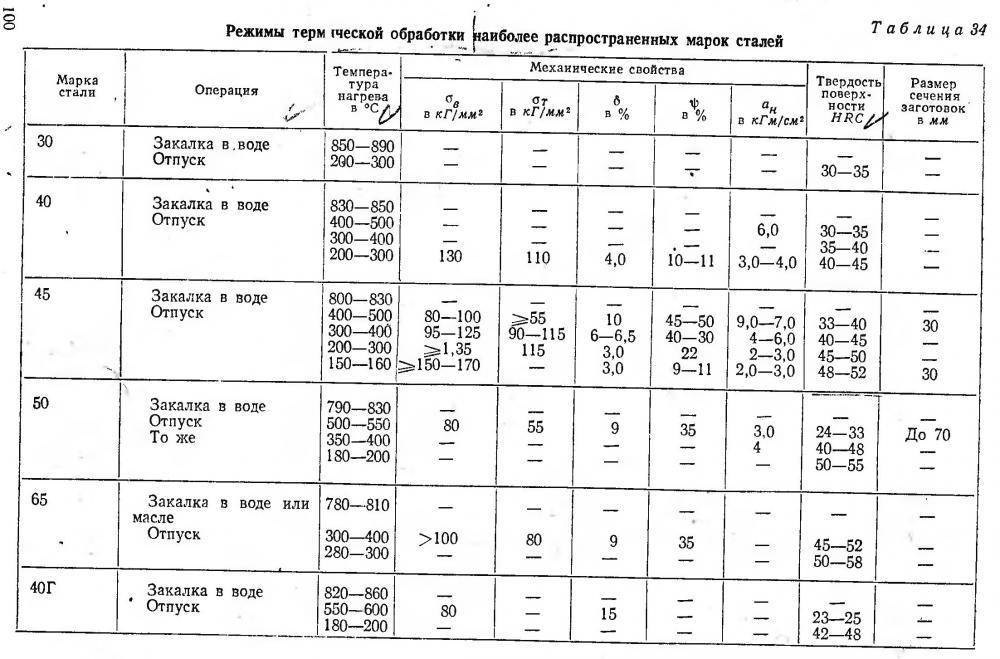
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
- Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
- Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.

Закалка стали в домашних условиях

все сделать самостоятельно
Рассмотрим более подробно ситуацию на топоре. Если рассматривается инструмент советского производства, то можно не сомневаться в его высоком качестве изготовления. В то же время подобного нельзя сказать об изделиях, которые продаются сегодня. Если присутствуют признаки заминания или выкрашивания, то из этого можно сделать вывод о нарушении требований технологии закалки. Однако в силах каждого мастера исправить эту ситуацию.
Первое, что нужно сделать — разжечь костер с углями. Желательно довести его до такого состояния, чтобы угли имели как можно более белый цвет. Так можно будет понять, что они нагрелись до максимально высокой температуры. Помимо этого, нам понадобятся две емкости. В первую мы нальем масло, в качестве которого можно использовать обычное машинное. Другой же резервуар следует наполнить чистой холодной водой.
Дождавшись момента, когда кромка инструмента приобретет малиновый цвет, топор извлекают из костра. Чтобы избежать ожога вследствие взаимодействия с высокой температурой, рекомендуется использовать кузнечные клещи или любую иную альтернативу им. После этого нужно быстро поместить топор в емкость с маслом и держать его там в течение 3 секунд. По истечении этого времени топор извлекают, дают остыть ему в течение тех же 3 секунд, после чего операцию повторяют. Проводить процедуру погружения топора в масло нужно до тех пор, пока инструмент не лишится своего яркого света.
Далее нам предстоит погружать топор в емкость с водой, при этом важно периодически мешать жидкость. Этой операцией завершается закалка стали в домашних условиях
Методы закалки стали
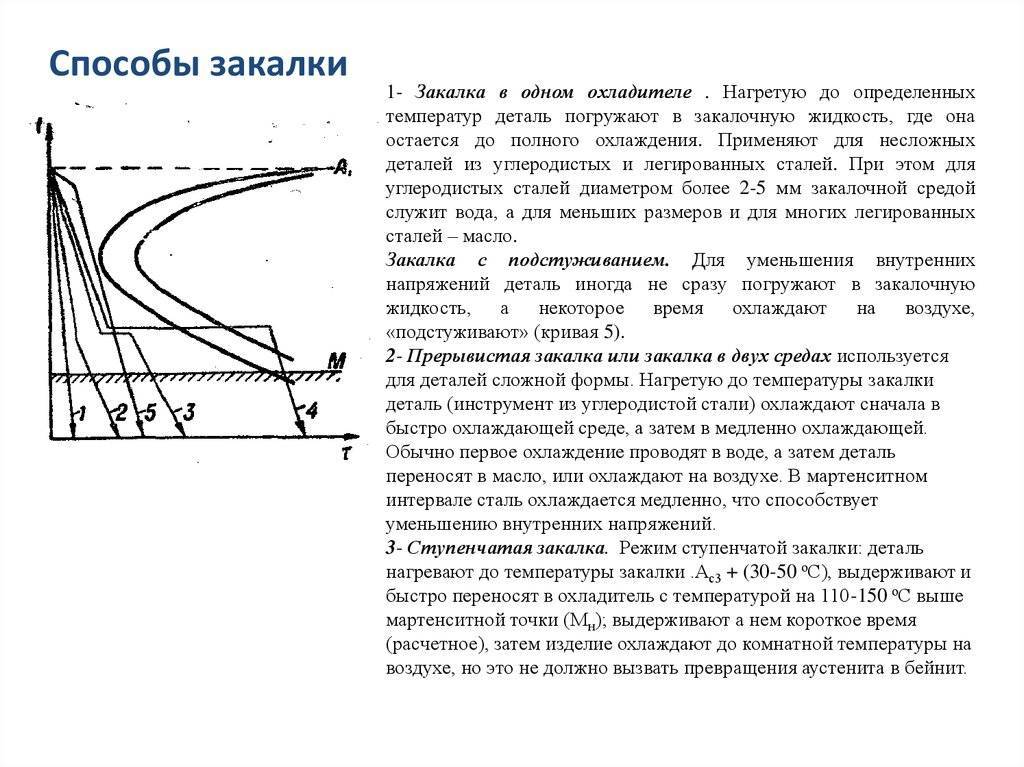
Наибольшее распространение последнее время получили следующие методы:
Закалка в одном охладителе
Этот метод основывается на погружении заготовки в закалочную жидкость, где ее держат до того момента, пока она полностью не остынет. Особенностью этого метода является то, что им может воспользоваться и рядовой потребитель.
Закалка в двух средах
Этот метод применим в отношении изделий, выполненных из углеродистых сталей. Основные операции сводятся к погружению заготовки в воду, после чего ее окунают в масло.
Струйчатая
Здесь заготовка подвергается воздействию струей воды. К этому методу закалки прибегают в ситуации, когда приходится закаливать лишь часть детали. Этот вариант закалки отличается отсутствием паровой рубашки, что положительным образом сказывается на эффективности подобной закалки.
Ступенчатая
Для обработки металла используется закалочная среда, в которой поддерживается температура выше мартенситной. Далее заготовку выдерживают при созданном температурном режиме
Очень важно обеспечить одинаковую температуру на каждом сечении заготовки, которая не должна отличаться от температуры, поддерживаемой в закалочной ванне