

Классификация и конструктивные решения зиговочных станков
Такое оборудование (часто называемое также зигмашинами) различают по следующим признакам:
- По типу привода. Выпускаются зигмашины с электроприводом, и с ручным приводом.
- По количеству пар роликов для зигмашин – с двумя (ИВ2714, ИВ2716) и четырьмя.
- По способу управления – педалью или с применением кнопочной станции.
- По мощности и толщине обрабатываемого металла. На ручных станках (например, на станке зиговочном ручном модели Stalex RM08) нельзя выполнять зигование заготовок толще 1…1,2 мм, в то время, как на приводном оборудовании выполняется обработка стали и большей толщины – до 4 мм.
- По наличию или отсутствию узла реверсирования привода на зигмашине (в первом случае можно выполнять калибрующую зиговку рельефа, которая часто требуется при обработке продукции, сделанной из высокоуглеродистых сталей). Подобные возможности оговариваются в паспорте.
Наиболее популярными моделями зигмашин с электроприводом являются двухроликовые машины серии ИВА 27_ _ с горизонтальным расположением шпинделей. Зиговочные станки электромеханические производятся в соответствии с техническими условиями ТУ 2-041-94, и включают в себя следующие узлы:
- приводной электродвигатель;
- двухступенчатый редуктор типа рм;
- опорного вала;
- промежуточной зубчатой передачи;
- пневмоцилиндра (или гидроцилиндра), управляющего перемещением верхнего рабочего ролика;
- рычажного привода нажимного вала;
- пары роликов;
- механизма упора (для зиговки штучных заготовок);
- узла подачи.
- системы управления (педаль, кнопка).

Устройство зиг-машины
Зиговочная машина электромеханическая действует так. При включении двигателя крутящий момент через понижающий редуктор и промежуточную передачу передаётся на нижний опорный ролик, на который до упора подаётся заготовка, предварительно прошедшая через узел правки. При включении рычажной системы с пневмоприжимом оснастки последняя подаётся до контакта с поверхностью заготовки, после чего упор откидывается, и датчик движения включает силовую подачу полосы в отрегулированный зазор. Производится формообразование рельефа, соответствующего профилю инструмента. При необходимости работ по калибровке полученного профиля вращение двигателя реверсируют, либо выполняют повторную зиговку, несколько уменьшая значение рабочего зазора. Для извлечения готового изделия из рабочего пространства зигмашины достаточно вернуть инструмент в своё верхнее положение посредством включения цилиндра на обратный ход.
Зиговочная машина ИВ2716 может работать в составе поточной линии профилирования, работают в автоматическом режиме, причём в качестве исходной заготовки используется лента или длинная полоса металла. Для облегчения съёма готовой детали станок дополнительно оснащается либо рулонным наматывателем, либо качающимися рычагами сброса, управление которыми производится от кулачков, устанавливаемых на свободном конце опорного вала.
| Модель | Максималь-ная толщина обрабатывае-мого металла, мм | Вылет станины, мм | Максима-льная скорость зиговки, м/с | Минималь-ная скорость зиговки, м/с | Суммарная мощность привода, кВт | Дополнитель-ные возможности |
| ИВ 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Рольганг, устройство для круговой резки |
| ИВ 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
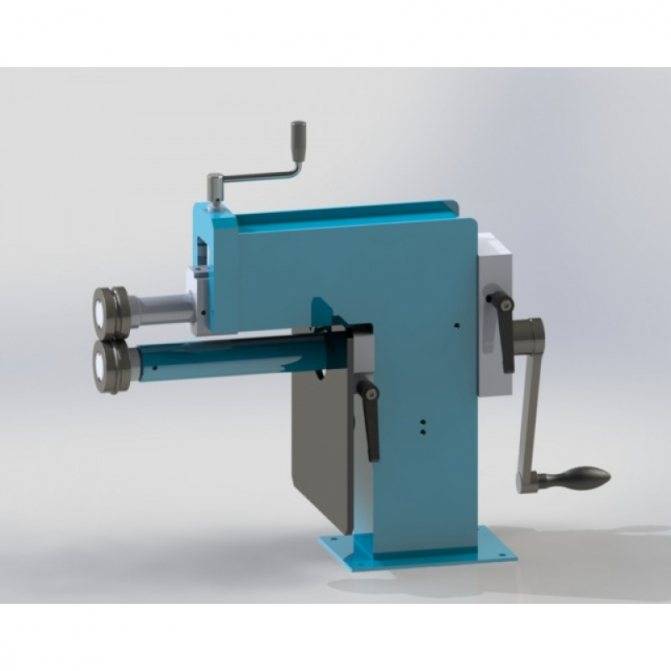
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.








Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.

Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.

Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.

Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.

Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.

Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
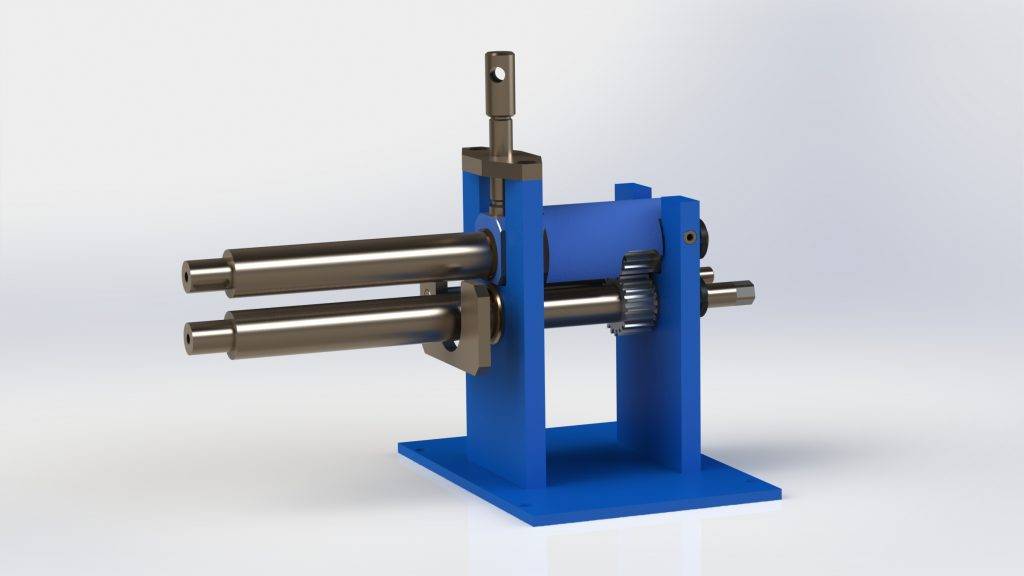
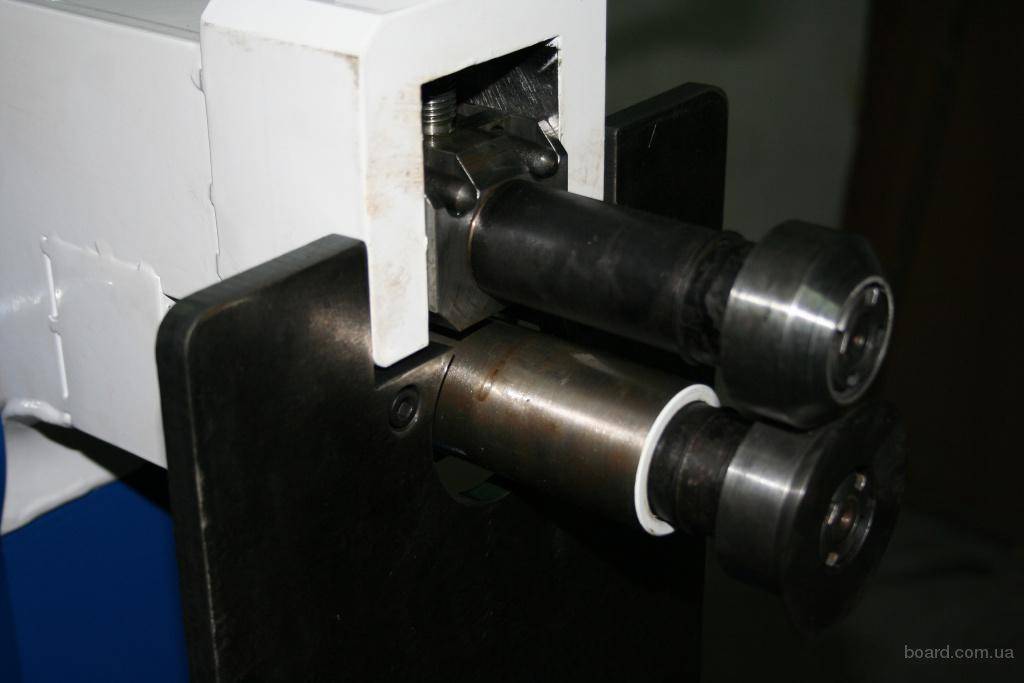
Конструктивные особенности зиг-машин
Один зиговочный аппарат конструктивно не слишком отличается от другого. Их основные элементы – валы – расположены горизонтально, вертикально либо под наклоном. На валы насаживают формирующие ролики, а между ними закрепляют обрабатываемую деталь. Благодаря противоположному движению главных элементов, на металле появляются равномерные углубления. С их помощью и производится необходимое соединение.
Выбирая зиговочный станок, нужно обращать внимание на следующие технические характеристики:
- тип привода;
- поперечник и вылет роликов;
- число прилагаемых пар этих деталей;
- допустимую толщину металла;
- размер станка.
Самые маленькие ролики в поперечнике – 50 мм, их количество варьируется от четырех до шести пар.
Важный показатель – вылет роликов. Лучше приобретать станок с максимальным вылетом – до 350 мм. Это расширит возможности зиговочного оборудования.










Допустимая толщина листа металла – от 0,5 мм до 4 мм. Зиговочная машина много места не займет (за исключением станков с ЧПУ). Весить такой аппарат может от 17 до 300 кг.
До начала работы обрабатываемую деталь фиксируют между валами и проворачивают ручку. На ручных аппаратах из-за их невысокой мощности может понадобиться пропустить заготовку через ролики несколько раз.
- http://met-all.org/oborudovanie/prochee/zigovochnaya-mashina-ruchnaya-zigovka-svoimi-rukami-chertezhi.html
- https://stankiexpert.ru/stanki/gibochnye-stanki/zig-mashina-svoimi-rukami.html
- https://metalloy.ru/stanki/zigovochnaya-mashina
- http://stanokgid.ru/metall/ruchnoj-zigovochnyj-stanok-svoimi-rukami.html
- https://prostrouky.ru/instrumenty-i-oborudovanie/listogib-svoimi-rukami-instrukciya-i-chertezhi-dlya-samostoyatelnoj-sborki.html
- https://promzn.ru/stanki-i-oborudovanie/izgotovlenie-zigovochnogo-stanka.html
Это интересно: Пеллетный станок: виды и особенности станков для производства пеллет
Виды зиг машин
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.







Устройство и принцип работы
Зиг машина состоит из нескольких элементов:
- нижнего, верхнего вала;
- рукоять для вращения валов (у ручных машин);
- винта для регулировки;
- роликов, с помощью которых происходит обработка деталей;
- шестерней, передающих вращательное усилие между подвижными валами;
- корпуса из ударопрочных материалов;
- литой станины для устойчивого удержания станка.
Независимо от того, оборудуется установка электрическим приводом или нет, значительных изменений в конструкции, рабочем процессе нет. Зиговка проводится в несколько этапов:
- Детали закрепляется между подвижными роликами.
- Валы совмещаются, чтобы надежно удерживать обрабатываемую заготовку.
- Оператор начинает вращать рукоять или запускает электрический привод.
За валом начинает вращаться заготовка. Углубления формируются под давлением выступов на роликах.

Устройство станка (Фото: Instagram / stankoprom)
Изготовление в домашних условиях
Если вы не желаете покупать заводскую зиговочную установку, то можно сделать ее своими руками. Такой вариант подойдет тем, кто работает с металлом в домашних мастерских и в ограниченных объемах. Для промышленных предприятий самостоятельно изготовленное оборудование лучше не использовать.
Одним из преимуществ самодельного станка является его простота и дешевизна в изготовлении. Все основные детали можно легко найти в своем хозяйстве или приобрести на рынке. Конечно, количество и характер деталей зависит от типа устройства, которое вы собрались сделать. Существует несколько вариантов производства зиг-машины в домашних условиях. Мы предлагаем один из них.
Для создания устройства вам следует подготовить следующие детали:
- Кронштейн.
- Рабочие валы (2 штуки).
- Хвостовик цилиндра.
- Корпус устройства.
- Защитный кожух.
- Устройство с пружиной.
- Стопорный штырь.
- Детали зубчатой передачи.
- Винт с откидной рукояткой.
- Ролики.
Закрепить устройство можно посредством специального винта, но сделать это следует таким образом, чтобы хвостовик механизма заходил в кронштейн. Корпус аппарата необходимо зафиксировать в одном положении с помощью стопорного штыря. С помощью рукоятки можно регулировать перемещение валов аппарата.
Ролики самодельной зиг-машины приводятся в действие при помощи другой рукоятки и посредством зубчато-ременной передачи. При создании собственного станка обязательно проследите за тем, чтобы элементы передачи были закрыты специальным кожухом.
Такой элемент строения обязательно сделает работу оператора более безопасной. Для детального ознакомления посмотрите соответствующие видео, в которых на просторах интернета нет недостатка.
Видео: ЗИГ машина самодельная ручная.
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Это интересно: Элементы художественной холодной ковки — фото, видео, эскизы
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
- резка;
- рифление;
- отбортировка.
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.










Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.
Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
ЗИГ машина своими руками
Обзор самодельной ЗИГ машины
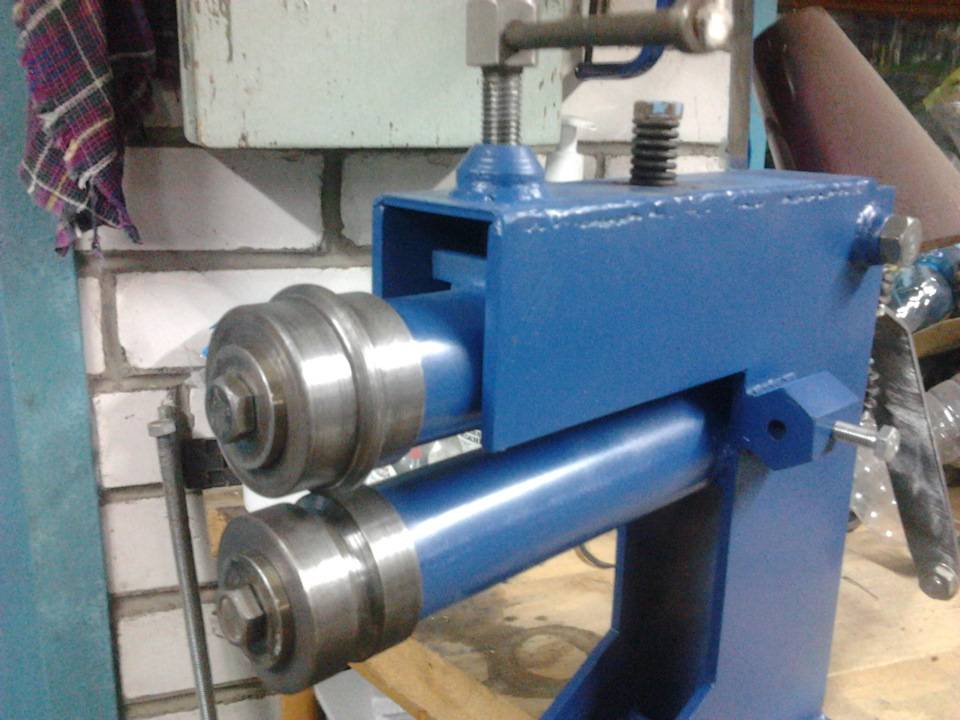
Эту ЗИГ машину автор разработки сделал автор ютюб канала “Николай Чернак”. В ее основу заложены 2 вала диаметром 35 мм. Установлены в корпусах подшипников. Нижний вал неподвижный, корпуса наглухо приварены к стойкам, а верхний вал подвижный – поднимается вверх достаточно высоко. Но так поднимать не надо – удобно до той поры, пока не выйдут зубья зацепления.

При планировке учитывалось: ось вращения находится ближе к зубьям – но не слишком. Потому что если расположить ближе – цепляется корпус. Поэтому рассчитано так: поближе к зубьям, одновременно на краю корпуса, поэтому при раскрытии ничего никому не мешает.
Сзади применено зубчатое колесо – зубчатая пара – она взята готовая из механизма бортировки колес. Раньше, при Советском Союзе продавались наборы для легковых машин – бортировка, разбортировка колес. Взял из него зубчатое зацепление. Хорошее получилось передаточное отношение – легко вращать.
В механизме раскрытия рабочих колес применена рулевая тяга автомобиля. Удобно – готовый шарнир, только приварил, все. Приварим винт на шарнире, чтобы избежать излома здесь.
Ручка тоже выполнена своими руками из старых деталей машины, на конце взяты шарики от рулевых наконечников. Имеется ограничитель подачи детали, т.е. пуская барашки, можно его использовать. Применены детали из амортизаторов. Ступица минского мотоцикла. Чтобы не точить, часто используются детали мотоциклов.

Рабочие ролики сделаны, чтобы они снимались отдельно от ступиц. Если открутить три винта, то снимается верхняя часть рабочего колеса. А ступица остается всегда прикрученной. Но имеет движение по шпонке. Имеется штопор. В результате в процессе изготовления новых роликов нет необходимости в очень толстых заготовках. Имея неширокие заготовки на этой ЗИГ машине можно вытачивать ролики разной конфигурации.
Продолжение о ЗИГ машине с 6 минуты.
Зиг машина с электро приводом
Профиль глубиной 7мм., сталь 0.7 – 1,2мм. Зиговальный станок заказан, проверяется в работе. Показано, какие детали способен обработать и какие доработки требуются для улучшения функций.
Зиговальный станок из шестерен и штоков
Основа, то есть рама должна быть максимально жёсткой. Здесь представлен первоначальный вариант без усиления (ребра жесткости).Обсуждение







- Здравствуйте. Ваши опасения подтвердились или нет? Про усиление увидел в вашем следующем ролике, а вот как обстоят дела с креплением роликов? Не подвергаются ли они изгибу?
- Paul Sazhin Привет. С креплением роликов отлично. А вот раму, буду еще усиливать так как надо прокатывать лист 1,2мм, слегка гуляет).
- Хорошо получилось, а амортизаторы от какой машины? Ну или какая длина и диаметр штоков? Раму конечно же усилить, а ролики лучше на шпонки сажать (ну или хотя бы на штифты), иначе есть вероятность прокручивания.
- Спасибо! От БМВ тройки. Да раму усилил, диаметр штока 22 мм. Зев получился 280 мм. Мне маловато и узковато. Возможно достаточно делать привод на один верхний вал.
izobreteniya.net
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.





