Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
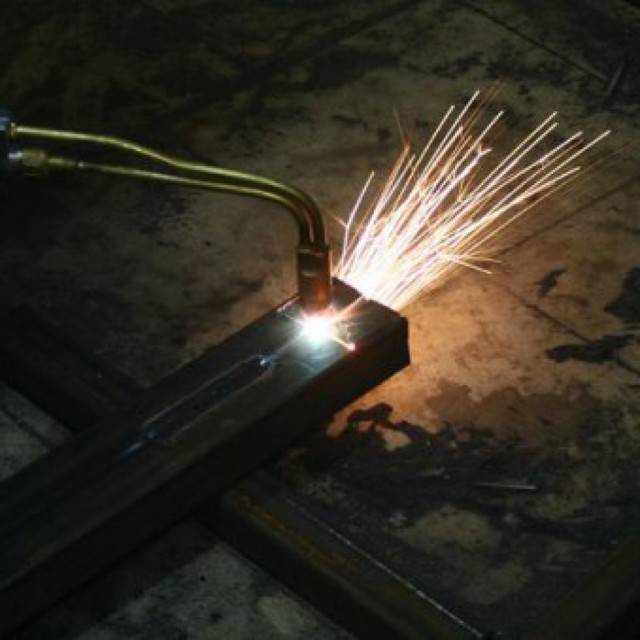
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У
Особенности резки чугуна
- 1 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Как болгаркой пилить чугунный колосник
- 2 Резка чугуна – как справиться с неприступным материалом? Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности Какими дисками резать чугунные трубы 2.1 Резка чугуна болгаркой
- 2.2 Резка чугунных труб труборезами
3 Резка чугуна болгаркой. Резка чугуна – как справиться с неприступным материалом? Чем лучше пилить чугунную трубу
- 3.1 Способы резки материала
4 Резка чугуна: болгаркой, труборезами, газом: оборудование и особенности. Резка чугуна болгаркой Какими дисками резать чугунные трубы
5 Резак для резки чугуна
При ремонте много людей стараются одним разом заменить все устаревшие коммуникации. Оказывается, что сложнее всего работать с канализационными чугунными трубами, которые нужно демонтировать. Раньше их соединяли с помощью цемента, серы или алюминия.
Получается, что система выполнялась на века. Но вот и подошло окончание века. А вместе с тем начинаются и сложные работы.
На первый взгляд, может показаться, что убрать чугунные трубы – очень легко. Но тут нужно работать с умом. Ведь приложив слишком много сил, можно повредить стояк, который объединяет сразу несколько квартир. В таком случае гнев соседей неминуем. Начнутся затраты, время и много работ.
Перед тем, как начинать демонтаж старой чугунной трубы, нужно ознакомиться с некоторыми правилами:
- выключить подачу воды в доме;
- снять шланг со сливного бачка на унитазе;
- убрать аккуратно унитаз;
- вынести из помещения все устройства и предметы, которые могут помешать выполнению работ;
- чугун – материал хрупкий. Трубы, которые находятся далеко от стояка, можно разбивать молотком;
- удаление труб, которые непосредственно подходят к стояку;
- на раструб устанавливаются манжеты. Сначала раструб очищается от смазочных средств.
Демонтаж труб из чугуна
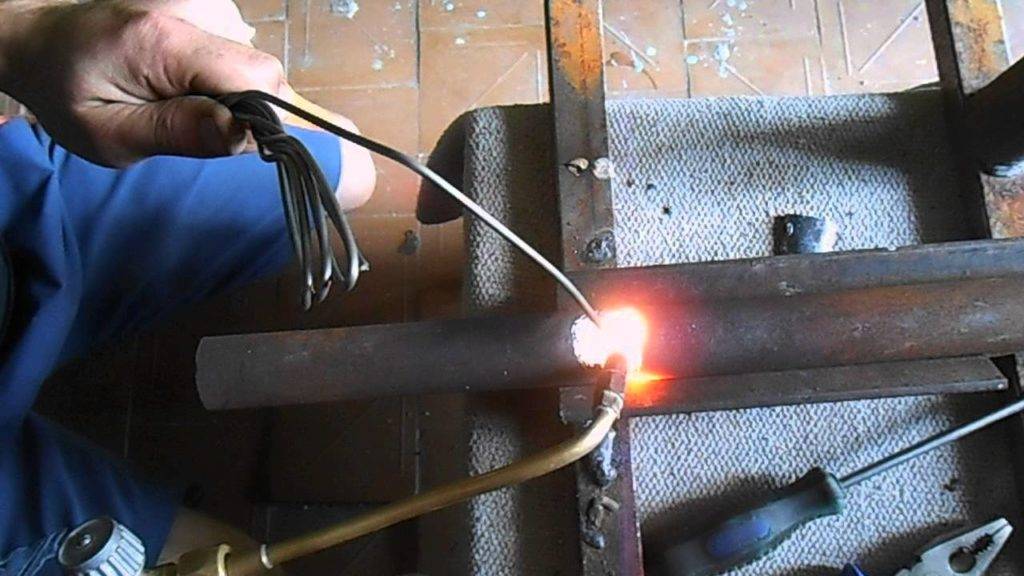
Так чем же резать чугунные трубы, попробуем разобраться. Если трубы из чугуна раньше соединялись серой, то задача предстоит не из легких. Но и тут есть совет по поводу того, как разобрать чугунные трубы.
Как и любое другое вещество, сера должна разрушаться под воздействием чего-либо. И эти «что-либо» является открытый огонь. Если серу нагревать паяльной лампой, она становится вязкой. Так разбирать трубы очень легко.
Пользоваться открытым огнем нужно осторожно, чтобы не натворить пожара. К тому же при нагревании труб из соединений будет выделяться сернистый газ
Потому нужно применить меры по защите собственного здоровья. Нагревать соединение можно несколько часов. Чтобы не задохнуться за это время, нужно одевать противогаз. Неплохо, если рядом будет стоять ведро воды на случай, если что-то загорится.
Инструкция демонтажа
Лучше всего начинать работу по демонтажу труб, которые расположены удаленно от стояка. Здесь молоток и зубило помогут выполнить работу очень быстро, так как чугун – материал, который является хрупким и не выдерживает ударов.
Важно использовать молоток резиновый или с полимерной насадкой. Стальной молоток будет дробить чугун на мелкие куски, которые могут попасть в стояк
Далее там начнет образовываться затор, который устранить будет очень сложно.
Работа с молотком и зубилом продолжается до тех пор, пока дело не дойдет то тройника, который приводит к стояку. Потом можно попытаться расшатать вручную крестовину. Но можно и вовсе оставить участок крестовины. Однако специалисты рекомендуют по максимуму убирать чугун из дома.
Работа по нагреванию труб выполняется оперативно вдвоем. Один человек может греть лампой трубы, а другой ножом удалять размягченную серу. Когда большое количество серы будет удалено с труб, крестовина спокойно отделится от стояка. Если не удается до конца вырвать тройник, его можно отрезать болгаркой. Главное – не повредить стояк.









Проблемы
Максимально сложно удалить сразу много чугунных труб. Нужно помнить о том, что после удаления старых труб понадобиться соединить чугун и пластик. Труба из чугуна отрезается болгаркой
*ВЧШГ — высокопрочный чугун с шаровидным графитом
Но как же отрезать трубу, если нет болгарки? Берется простая ножовка по металлу и труба отрезается. Отметим, что такие работы займут много времени и к этому нужно быть готовым.
Если не удалось отрезать трубу, то не стоит расстраиваться. Сегодня в строительных магазинах можно найти переходник с пластика на чугун.
Перед соединением пластикового переходника и чугунной трубы, нужно очистить поверхность для соединения. Сера удаляется нагреванием. Работа может занять более часа только на отжиг серы.
Потому стоит запастись терпением. Когда поверхности готовы, можно начинать выполнять соединение.
Использование резака
Перед тем как начать пользоваться аппаратом по металлу, устройство необходимо подготовить.
Во-первых, смотрим, правильно ли подсоединены газовые шланги (шланг для подачи кислорода подсоединяется к штуцеру с правой резьбой, а шланг для подачи горючего газа к штуцеру с левой резьбой).
Во-вторых, подтягиваем все соединения и проверяем, насколько они герметичны, чтобы избежать утечки смеси во время выполнения работы.
Желательно провести смазку резиновых сальниковых уплотнителей вентилей с помощью специальной смазки или глицерина. Только после этого можно поджигать резак и начинать резать металл.
Последовательность чрезвычайно простая:
- открываем сначала вентиль с кислородом, потом вентиль с газом;
- поджигаем выходящую из устройства выпуска горючую смесь;
- регулируем струю пламени до необходимого размера и интенсивности с помощью вентилей;
- нагреваем металл, пока место нагрева не станет соломенного цвета;
- открываем вентиль с режущим кислородом и выполняем резку материала;
- завершив резку, перекрываем сначала газовый вентиль, затем кислородный;
- если наконечник сильно нагрелся, его можно опустить в холодную воду.
При работе следует быть чрезвычайно внимательными и не допускать ошибок.
Если вы выполняете резку своими руками, обязательно наденьте специальные перчатки и защитную маску.
Одежда при этом должная быть из натуральных материалов, желательно не надевать синтетику и легковоспламеняющиеся материалы при работе с огнем.
Следует производить резку металла только на специально подготовленной обезжиренной поверхности.
Если кислород вступит в контакт даже с небольшим количеством масла, то процент возникновения взрыва крайне высок.
Поэтому ни в коем случае нельзя касаться баллона масляными руками! Курить во время работы в помещении также строжайше запрещено!
Не стоит паниковать, если во время работы у вас слетел или порвался шланг, подающий газ (так как газ идет под давление, такое иногда случается).
Видео:
Те, кто сталкивается с этим впервые, в большинстве случаев пугаются громкого звука, возникающего в этот момент.
В этом случае следует максимально быстро перекрыть сначала пропан, а потом кислород.
После использования газовый резак следует хранить в специально отведенном месте, исключающем попадание масла и жира.
Редукторы при этом хранятся отдельно, а резак и сварочную горелку можно класть вместе.
Углошлифовальная машинка
С болгаркой работается быстро и удобно, но не без минусов. Например, она режет лишь по прямой. Попытка сделать фигурный рез приведет к «закусыванию» диска, его поломке, возможной травме пользователя. Поэтому машинку используют для резки по прямой. Другой минус — пожароопасность метода (абразивный диск + металл = искрение). Перед работой вам придется одеть очки, защиту на лицо и руки.











Кругом резать эффективнее, чем лобзиком, поэтому чаще пользователи выбирают шумную болгарку. Покупая отрезной круг, предпочтите изделия на бакелитовой связке, ведь они на порядок прочнее керамических аналогов.
Техника безопасности
Основные требования при работе с газопламенными резаками:
- Для перевозки баллонов и генератора нужно использовать специальный транспорт с надежной фиксацией резервуаров.
- В зоне проведения работ не должны находиться горючие и взрывоопасные материалы.
- Карбид кальция необходимо хранить в сухом помещении, вскрытие упаковки осуществлять специальным инструментом.
- Нельзя включать генератор без водяного затвора.
- Резервуары под давлением должны проходить периодическую поверку с выдачей свидетельства. Запрещается использовать баллоны с механическими повреждениями.
- Перед работами необходимо подготовить резервуар с холодной водой и установить углекислотный огнетушитель.
- При проведении сварочных работ ниже уровня грунта следует предусмотреть оборудование для принудительной вентиляции.

При проведении сварочных работ нельзя включать генератор без водяного затвора.
Как сделать мини автоген своими руками
Вместо громоздких стандартных моделей производители стали выпускать компактный мини автоген для использования в труднодоступных местах или в быту. Этот небольшой ручной инструмент помещается в компактный чемоданчик. Для хранения газа такие устройства комплектуются небольшими баллончиками с кислородом, бутаном, пропаном.
Внешне такой автоген выглядит как простое приспособление. По сути, это зажигалка, имеющая дюзу резака газом, которая находится сверху изделия. При этом характеристики у него достаточный напор пламени, что позволяет работать даже при сильном ветре. Но чаще такими аппаратами пользуются ювелиры, мастера по ремонту бытовой техники, потому что они удобны для работы с мелкими предметами.
Компактный мини резак можно смастерить, используя кислород и водород, полученные в результате электролиза водно-щелочного раствора. Конструкция такого самодельного автогена состоит из комплекта:
- двух специальных плат, соединенных 4 шпильками,
- батареи электродов из стальных панелей, разделенных резиновыми кольцами,
- силиконовых трубок для движения газов,
- иглы от шприца, выполняющей функции горелки.
Чтобы избежать неприятностей, нужно заимствовать только схемы с водяным затвором у патрубков на выходе, потому что пайка автогеном гидролизным водородом также взрывоопасна как аппаратом, работающем ацетиленом.
Резка металла газом
Резка металла газом в Санкт-Петербурге
Резка металла газом уже на протяжении многих лет считается одним из самых популярных методов обработки металлов. Газ, применяемый при резке металла, состоит из кислорода и пропана.
Такой метод обработки ещё называют кислородно-пропановым резаком. В отличии от резки сваркой, такой метод работы не требует от человека особых навыков и если купить оборудование, то можно самостоятельно заниматься обработкой металла.
Плюсы и минусы резки металла газом
По сравнению с другими способами обработки металла, можно выделить ряд следующих плюсов:
- Возможность использовать газовую резку в тех случаях, когда нужно обработать очень толстый металл или провести обработку по специальному шаблону с узором или кривыми линиями, где применение фрез невозможно.
- Газовый резак имеет незначительный вес и размер, что позволяет брать его с собой и применять по мере необходимости. Стоит отметить, что даже по сравнению с бензиновыми резаками резка по металлу газом более удобна в использовании.
- Скорость обработки металла при помощи газа в два раза быстрее всего альтернативных способ резки.
- Экономия. Стоимость пропана значительно ниже, чем бензина. Использования пропана в внушительных объемах значительно экономит денежные ресурсы в сравнении с аналогами.
К минусам можно отнести низкое качество кромки среза и определённый набор металлов для обработки.
Используемый инструмент
При обработке металла газом положено иметь следующий набор инструментов:
- баллон пропана;
- баллон кислорода;
- кислородные шланги;
- резак;
- мундштук.
Важно отметить, что на баллонах с кислородом и пропаном в обязательно порядке должны быть установлены редукторы, при помощи которых нужно будет управлять подачей газа. Устройства газовых инструментов от разных фирм имеют аналогичную конструкцию
В устройстве, помимо редукторов будет установлено три крана: два для пропана и кислорода, а один для регулирующего резака.
При обработке газом в оборудовании смешивается кислород с пропаном, образуя пропаново-кислородную смесь, которая в дальнейшем трансформируется в язык пламени способный разрезать металл.
Большинство деталей газового резака являются сменными и их, в случае поломки, можно заказать и заменить, поэтому такой инструмент можно считать вечным.
Как выбрать газовый резак
Прежде чем приступать к покупке резака, стоит понимать, для обработки металла какой ширины он вам нужен. Если вы собираетесь резать металл толщиной до 100 мм, то это будет резак типа R1, если до 200мм, то это R2, а если до 300 мм – R3.
Необходимо также осмотреть мундштук резака, который, по всех нормам и стандартам, должен быть изготовлен из хромистой бронзы или металла с аналогичными физико-химическими свойствами, например — медь.
Трубки резаков могут быть изготовлены из следующих материалов:
- нержавеющая сталь;
- латунь;
- медь.
Важно отметить, что при покупке резака очень важно, чтобы на трубке резака не было краски, которая может скрывать дефекты пайки или металла. Краска если и есть, то она должна носить исключительно декоративный характер
Специальное предложение на оцинкованные полосы, оцинкованные прутки (круги) и оцинкованный уголок
Подробная информация о предложении >>
Специальное предложение на полосу латунную Л63 2х20х2700 полутвёрдую
Подробная информация о предложении >>
Подробная информация о предложении >>
специальное предложение на трубы насосно-компрессорные и обсадные (или трубы для бурения с резьбой)
Подробная информация о предложении >>
специальное предложение на электросварные и бесшовные трубы б/у
Подробная информация о предложении >>
специальное предложение на нержавеющий лист 50х1500х6000
Особенности автогена
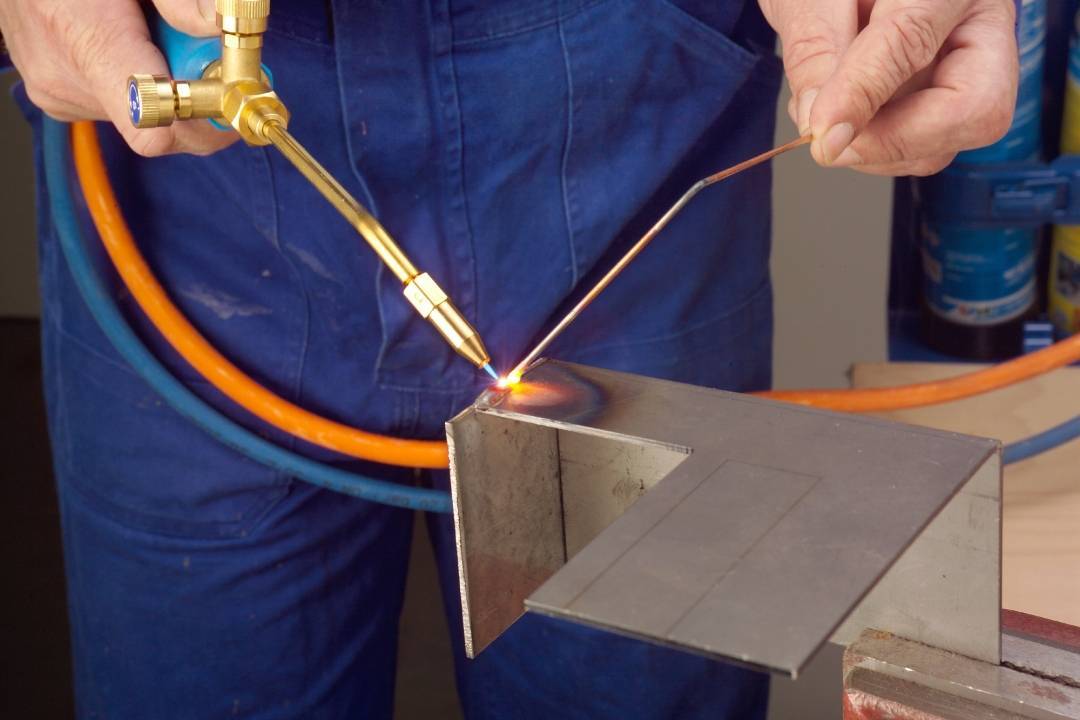
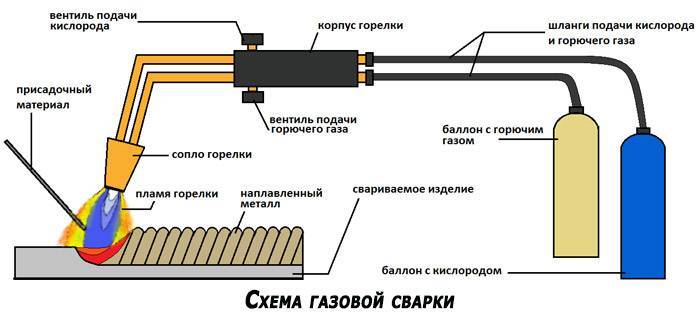
Автоген представляет собой устройство для проведения газовой сварки или резки металлических изделий. Сварка автогеном основана на расплавлении металлов пламенем, вызванным смесью кислорода и горючего газа: водорода, ацетилена, бутана, пропана, паров бензина и т. д. Процесс соединения проводится следующим образом:







![Газовый резак по металлу [как резать и как выбрать]](https://101benzopila.ru/wp-content/uploads/0/d/4/0d49486a029ed82d473514a2bf20a67f.jpeg)



Способы сварки автогеном.
- вводится присадочный материал;
- при помощи пламени горящих газов в зоне сварочной ванны расплавляются кромки заготовок и присадочный материал;
- при затвердении расплава образуется сварной шов.
Состав и размеры присадочного стержня выбираются исходя из материала деталей и их толщины.
Разогрев материалов до плавления происходит сравнительно медленно, что обеспечивает равномерный прогрев зоны. Сварка автогеном за счет этой особенности термического режима обладает главными преимуществами: возможностью соединения стальных пластин малой толщины, сварки цветных металлов, легированных сталей, не допускающих резкий отжиг при обработке, соединения и ремонта чугунных деталей.
Как сделать автоген в домашних условиях
В первую очередь следует рассказать о строение данного аппарата. Две специальные платы соединяются при помощи 4 шпилек. Между этими платами устанавливают батарею, состоящую из пластин-электродов, которые изготовляются из стали и разделяются специальными кольцами из резины.
Внутрь батареи закачивают раствор гидроксида натрия. Электролиз воды, который провоцируется постоянным напряжением, способствует выделению водорода и кислорода, что и позволяет осуществлять работы по резке металла.
Когда газ, который проходит через специальную смесь воды и ацетона, получает необходимые для возгорания кондиции, его подают на форсунку (например, медицинская игла). Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
- Форсунка.
- Трубка барботажного типа.
- Основа.
- Трубка из полихлорвинила.
- Патрубок.
- Шайба.
- Основа водяного затвора.
- Клеммы.
- Короткий патрубок (3 шт.).
- Резиновое кольцо.
- Две платы (правая и левая).
- Болтовая пробка.
- Гайки и шпильки (М8, по 4 штуки).
Заизолировать пластины можно при помощи резины, которая должна быть кислото- и маслобензостойкой. В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
Напряжение зарядного устройства, которое подключается через 8 пластин, должно составлять 17 V. Такие показатели и конструкция устройства обеспечат плавное прогревание металла и качественную его обработку.
Видео: газовая сварка своими руками.
С целью предохранения от распространения пламени, на газовых горелках устанавливают обыкновенный водяной затвор (чаще всего из пустых баллончиков для зажигалок). Специально для предотвращения смешивания составов водяного затвора и электролитов в составе горелки предусмотрена промежуточная емкость. Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций
Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию. Как выбрать газовый резак
Как выбрать газовый резак
Watch this video on YouTube
2 Как устроен и как функционирует резак?
Суть операции обработки металлических листов и изделий при помощи автогена состоит в том, что металл сгорает в кислороде (в химически чистой струе этого элемента), а затем кислородный поток путем выдува осуществляет удаление образующихся окисленных продуктов. Для работы резака требуется кислород (именно его струя разрезает детали) и газ-подогреватель (обычно – ацетилен или пропан).
Устройство современной газовой горелки достаточно простое. На фото вы можете увидеть, что состоит она из двух основных частей – наконечника и ствола.
Ствол крепится накидной гайкой к корпусу резака и включает в себя следующие элементы:
- эжектор;
- входы с ниппелями, которые необходимы для подключения к агрегату кислородного и газового рукавов;
- дюзы;
- смесительную камеру;
- вентили (размещаются на корпусе), с помощью которых выполняется контроль подачи газов и кислорода в зону выполнения работ.
Устройство разных резаков может иметь свои особенности, но в целом все они имеют указанную конструкцию. Функционируют газовые горелки для резки металлических заготовок также по одной схеме. Кислород подается на агрегат через шланг с ниппелями либо через редуктор и расходится по двум разным каналам. Одна часть кислорода направляется в трубку, где происходит формирование режущего потока (для этого в конструкции резака предусмотрен основной канал внутреннего мундштука).










Вторая часть поступает в эжектор, откуда струя выходит с высокой скоростью, что позволяет образовать требуемый уровень разрежения. Горючая композиция получается в смесительном отделе горелки (на видео хорошо видна эта часть агрегата) за счет соединения газа и кислорода. Эта самая смесь затем формирует подогревающее пламя, просачиваясь между внутренним и наружным мундштуком.
Нюансы работы и эксплуатации газогенераторов
Важно помнить, что вырабатываемый установкой газ не имеет запаха и ядовит. Если при сваривании своими руками металлических деталей газогенератора будут допущены ошибки, то беды не избежать
Все монтажные работы и проверку работоспособности следует производить в хорошо проветриваемой мастерской либо на улице.
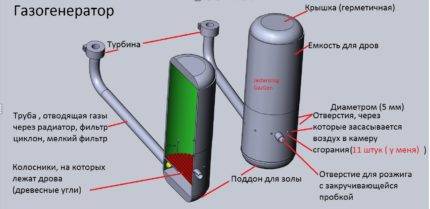
Для естественного притока воздуха в камеру сгорания можно насверлить по окружности корпуса отверстий в 5 мм (+)
Растопка твердотопливного газогенератора не отличается от розжига дровяной печки. Внутрь накладываются дрова или иной вариант топлива, а затем они поджигаются лучиной. После возгорания заслонка прикрывается, чтобы ограничить в камеру горения поступление кислорода.
Чтобы генерирующая газ самоделка работала исправно, следует грамотно отрегулировать отвод получаемой газовой смеси и подачу кислорода. Прежде чем начинать мастерить газогенератор следует произвести инженерные расчеты, в которых будут учтены площадь сгорания и тип топлива, а также необходимая выходная мощность и режим работы.
Как устроен автоген?
Технический прогресс несколько изменил конструкцию автогена, в которую первоначально входила газовая горелка, кислородный баллон, ацетиленовый генератор и соединительные шланги, контроль и понижение давления кислорода выполнялось редуктором с манометром. Со временем для большего удобства ацетиленовый генератор с автоматическим поддержанием давления газа был заменён на баллон с ацетиленом, а вот название «автоген», вероятно произошедшее от сочетания слов «автоматический генератор», прижилось и повсеместно используется мастерами.Принцип действия автогена основан на свойстве металла сгорать в химически чистом кислороде, а потому есть два ключевых момента, которые необходимы при работе резака: непосредственно режущая струя чистого кислорода и подогревающий газ (как правило, ацетилен или пропан). Конструкция современного автогена достаточно проста и представляет собой взаимодействие двух базовых функциональных частей:
- наконечник для подачи струи режущего пламени, имеющий внутренний и внешний мундштуки, объединённые соплом дюзы;
- ствол с соединяющей газ и кислород камерой и размещёнными на корпусе вентилями для подключения шлангов к кислородному и газовому агрегатам и регулировкой объёма подачи газа, скорости и напора кислородной струи.

Пониженное давление (требуемый уровень разряженности кислорода) формируется за счёт инжекторного ствола, куда частично подаётся кислород и откуда струя в канал мундштука выходит с высокой скоростью. Другим направлением движения кислорода станет основной канал внутреннего мундштука, которым формируется режущая струя. Смесительный отдел автогена необходим для соединения в нём газовой составляющей (ацетилен или пропан) и кислородной – в дальнейшем эта смесь станет подогревающим пламенем, подаваемым между внутренним и внешним мундштуком наконечника. Крепление наконечника к стволу осуществляется обыкновенной накидной гайкой.
Конструктивно модели различных резаков разных производителей могут иметь некоторые нюансы, но в целом конфигурации и принцип действия достаточно традиционны – изменения в конструкции большей частью несут удобства в использовании и большую безопасность работ. Современная газовая резка или сварка уже немыслимы без этих инструментов.
Автоген для резки/сварки металла: классификация
Весь имеющийся в специализированных магазинах ассортимент автогенов по различным критериям подразделяется:
по предназначению: на специальные (для особого рода специфических работ) и универсальные, подходящие для большинства газорежущих и сварочных работ. Снабжённые инжектором универсальные горелки просты и удобны в эксплуатации, отличаются незначительным весом, при этом способны разрезать заготовку толщиной 3…300 мм по всем направлениям.
Тип горючей смеси формирует свою классификацию:
- в весьма бюджетных кислородных автогенах формирование горящей струи происходит кислородом;
- керосиновые работают на керосиновых парах и обыкновенно применяются для резки заготовок из углеродистой стали толщиной до 200 мм. Достаточно сложная конструкция такого автогена делает его практически неприменимым для мелких бытовых работ – керосиновые автоген, как правило, используется в угольной и горнодобывающей промышленности (в силу высокой взрывоопасности пропановые/ацетиленовые автогены в этих отраслях обычно не применяются);

- считающиеся наиболее надёжными и безопасными, эффективные и производительные пропановые автогены используются для резки чёрных и цветных металлов – чаще всего для чугунных батарей, труб и т.д.;
- ацетиленовые автогены станут самым удачным выбором при обработке заготовок или элементов значительной толщины – свойства ацетиленовой горючей смеси позволяют создать пламя максимальной температуры: даже компактный по своей конструкции инструмент будет удобен и эффективен при работе с массивными деталями и заготовками;
- по конструкции и способу смешивания кислородной и горючей составляющей автогены делятся на инжекторные и безинжекторные;
- по способу резки металла: на автогены разделительной, копьевой, поверхностной или кислородно-флюсовой обработки (для высокохромистых, высоколегированных сталей).