

Область применения
 Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Их твердость достигает HRC 70. Отличаются повышенной стойкостью к пластическим деформациям и износостойкостью при нагревании. В отличие от инструментальных сталей инструментами из Р18 скорость обработки повышается до 4 раз.
Улучшение эксплуатационных свойств достигается термической обработкой. Нагрев под закалку производится до температуры 1300 °C. Введенный в состав кобальт повышает температуру превращения внутренней структуры карбидов. Основным карбидом считается Fe3W3С. При нагревании и выдержке значительная часть карбида переходит в твердый раствор мартенсита ли аустенита.
Для получения мелкозернистой внутренней структуры используется низкий отпуск. Температура проведения 550 °C — 560 °C. В данной фазе происходит распад остаточного аустенита и выделение дисперсных карбидов.
Для предотвращения образования трещин нагрев под закалку производят ступенчато. Сначала подогревают до 500 °C, затем до 850 °C. Выдержка при температуре 1300 °C проводится в зависимости от толщины обрабатываемой детали. Время не более 15 секунд на 1 мм размера при диаметре не более 30 мм. Например, диаметр фрезы 10 мм. Время выдержки не должно превышать 150 секунд (2,5 минуты).
Время подогрева вдвое больше времени выдержки заготовки. Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.
https://youtube.com/watch?v=AcSiORVnlHo
Режущий инструмент из быстрорежущей стали подвергается дополнительной обработке для повышения коррозионностойкости и изностойкости режущей кромки. В зависимости от типа обрабатываемого материала используется:
- азотирование, снижающее хрупкость поверхностного слоя;
- цианирование, увеличивающее вязкость;
- сульфидирование;
- пропаривание.
Данные операции производятся после термической обработки, заточки и шлифовки. Это помогает придать готовому инструменту большую прочность
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 – 0,90 %;
- марганец (Mn) 0,20 – 0,50 %;
- хром (Cr) 3,8 – 4,4 %;
- кремний (Si) 0,20 – 0,50 %;
- молибден (Мо) 4,8 – 5,3 %;
- ванадий (V) 1,7 – 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 – 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Р10Ф5К5 — классификация и применение марки
Классификация материала: Сталь инструментальная быстрорежущая
Применение: для изготовления получистовых и черновых инструментов при различных труднообрабатываемых материалов
Р10Ф5К5 — pасшифровка обозначений, сокращений, параметров материала
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, |
Внимание! Вся приведённая информация о Р10Ф5К5 носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов
Другие марки в категории
- 9Х4М3Ф2АГСТ для изготовления инструмента
- 11Р3АМ3Ф2 для инструмента простой формы при обработке углеродистых и малолегированных сталей с прочностью до 784 МПа.
- Р12 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей
- 11М5Ф для изготовления инструмента
- Р12Ф3 для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами.
- Р14Ф4 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р18К5Ф2 для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
- Р18Ф2 для изготовления чистовых и получистовых режущих инструментов при обработке среднелегированных конструкционных сталей
- Р18 резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
- Р18Ф2К5 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р2АМ9К5 для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей.
- Р2М5 для изготовления инструмента
- Р6АМ5 для изготовления всех видов режущего инструмента, используемого при обработке углеродистых легированных конструкционных сталей- резьбонарезного инструмента- инструмента, работающего с ударными нагрузками.
- Р6АМ5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей
- Р6М3 для изготовления чистовых и получистовых инструментов небольших размеров при обработке конструкционных сталей
- Р6М5 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей- предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками
- Р6М5К5 для чернового и получистового инструмента при обработке улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
- Р6М5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей.
- Р9К10 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р9 для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
- Р9К5 для обработки нержавеющих сталей и жаропрочных сплавов, а также сталей повышенной тветрдости.
- Р9Ф5 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р9М4К8 для изготовления инструмента, используемого при обработке высокопрочных нержавеющих и жаропрочных сталей, сплавов и улучшенных легированных сталей в условиях повышенного разогрева режущей кромки (зуборезного инструмента, фрез, фасонных резцов, зенкеров, метчиков).для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки: зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики.
Это интересно: Анкерный болт — как правильно крепить: видео и советы по установке
Расшифровка – что обозначают символы маркировки?
Каков же смысл аббревиатуры Р6М5 – расшифровки стали по буквам? Такие обозначения оказались наследием советских времен.
Буква «Р» – это обозначение быстрорежущих сталей. Слово взято из транскрипции английского «rapid»», переводящегося, как «быстрый».










Цифра за буквой «Р» обозначает процентное содержание в сплаве вольфрама. Для описываемой марки оно колеблется в районе 6% с небольшими отклонениями.
Далее идет буква «М», обозначающая присутствие в сплаве молибдена. Параметр, стоящий рядом – доля присутствия вещества в составе.
Кроме Mo, быстрорежущие стали могут содержать в своей маркировке такие обозначения: «К» – кобальт, «Ф» – ванадий, «Т» – титан, «Ц» – цирконий.
Анализируя далее аббревиатуру Р6М5, расшифровка стали может включать дополнительные буквы. Если металл получили путем электрошлакового переплава, появляется номенклатура «Ш» (Р6М5-Ш). С внедрением новых технологий Р6М5 расшифровка стала встречаться и в такой интерпретации, Р6АМ5. Это означает легирование азотом, которое происходит на этапе охлаждения сплава после разогрева его до температуры закаливания (подробнее ниже). Такую сталь используют при изготовлении фрезерных кругов.

Сверло японской фирмы Nachi из стали HSS
Импортные аналоги быстрорезов маркируют, как HSS, что означает High Speed Steel, в буквальном переводе, это высокоскоростная сталь, а аналоги Р6М5 это стали:
1.3343 (Германия DIN);
S600/S601 (стандарт Д-016);
М2 (США ПО стандарты AISI/ASTM).
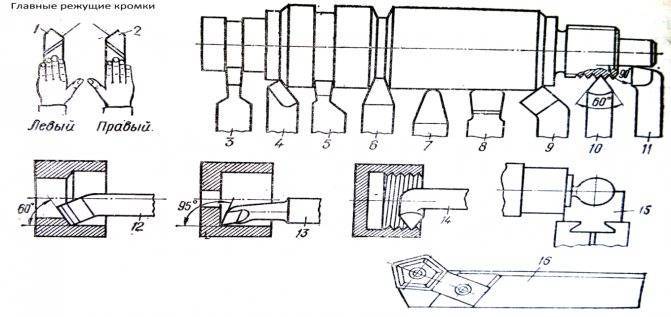
Инструментальные материалы для лезвийного инструмента
На лезвийный инструмент (токарные резцы, развертки, сверла, фрезы и т.п.) в зоне резания воздействуют высокотемпературное поле (300…800°С), высокое давление (более 500 МПа) и высокое истирающее воздействие стружки. Кроме того, на него оказывает влияние агрессивная физико-химическая среда (особенно при использовании СОТЖ). Чтобы противодействовать этим воздействиям инструмент должен изготавливаться из специальных материалов, обладающих особыми физико-механическими и технологическими свойствами: высокой твердостью, прочностью, пластичностью, температуростойкостью, высоким сопротивлением схватываемости с обрабатываемой поверхностью. Кроме того, инструментальный материал должен иметь высокую износостойкость, низкую склонность к трещинообразованию, хорошую свариваемость или способность к соединению пайкой, низкую стоимость и высокую технологичность.
Режущие инструменты изготавливают целиком или частично из инструментальных сталей, твердых сплавов (вольфрамовых, вольфрамотитановых, вольфрамотитанотанталовых и безвольфрамовых), минералокерамихи, оксидной керамики, сверхтвердых материалов, алмазов и композитов.
Инструментальные стали подразделяются на углеродистые общего назначения (У9, У10, УЮА, У! 1А, У12А) для изготовления ручного режущего инструмента; низколегированные, легированные хромом, ванадием, кремнием и марганцем (также для ручного инструмента); быстрорежущие для изготовления инструментов, работающих со скоростями резания 20… 50 м/мин. Последние широко применяются в промышленности и делятся на стали обычной производительности, работающие со скоростями резания до 20 м/мин (марок Р9, Р12, Р]8, Р6М5, Р9КЮ и др.), стали повышенной производительности для скоростей резания до 50 м/мин (марок Р6М5К5, 10Р6М5ФЗ, Р10К5Ф5 и др.) и порошковые стали, работающие со скоростями резания до 70 м/мин (марок Р6М5К5М, Р6М5К50М, ЮР6М5К5ФЗОМ).
Особенность обозначения сталей: цифра перед буквой Р показывает содержание углерода в десятых долях процента, цифра после буквы Р показывает процентное содержание вольфрама; для порошковых сталей окончание М обозначает мелкую структуру, ОМ — особо мелкую структуру.
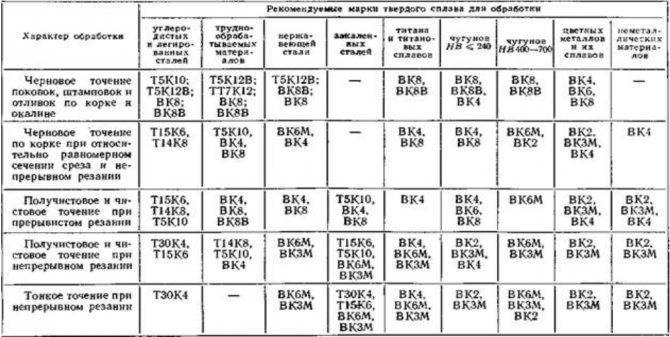
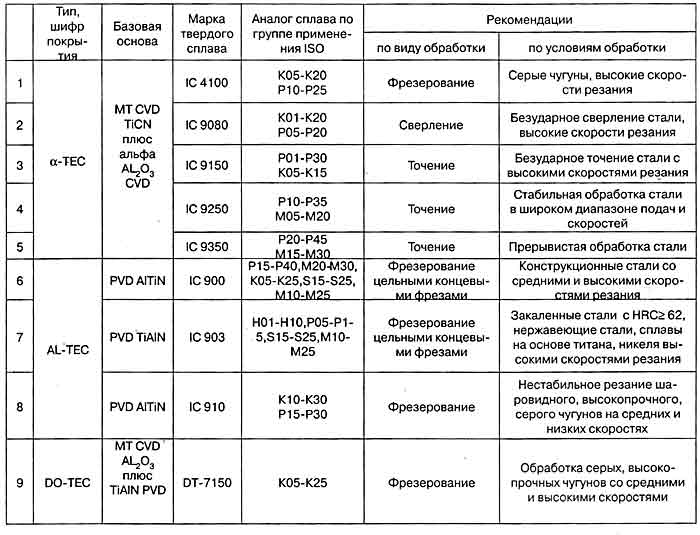
Рекомендации по применению в машиностроении быстрорежущих сталей приведены в табл. 10.1 .
Металлокерамические твердые сплавы состоят из тонко измельченных карбидов тугоплавких металлов (вольфрам, титан, тантал), соединенных цементирующим металлом — кобальтом. Сплавы имеют высокую температуростойкость (благодаря наличию карбидов тугоплавких металлов), твердость и износостойкость, допускают скорость резания 100… 150 м/мин.







В группу вольфрамовых твердых сплавов входят В КЗ, ВКЗМ, ВК4, ВК60М, ВК6М, ВК8, ВК10ОМ и др. Их рекомендуется использовать при обработке чугуна, цветных сплавов и труднообрабатываемых материалов с небольшими скоростями резания.
Титановольфрамовые сплавы группы ТК (Т5КЮ, Т5К12, Т14К6, Т30К4) применяют для обработки всех видов сталей.
Вольфрамотитанотанталовые сплавы группы ТТК применяют на черновых операциях со снятием толстых стружек.
В группу безвольфрамовых твердых сплавов входят КНТ-16 и ТН-20. Их используют для получистового и чистового точения и фрезерования чугуна, углеродистых сталей и цветных сплавов.
Минералокерамика — инструментальный материал на основе оксида алюминия AI2O3, обладающий большими, чем у твердых
сплавов, твердостью и температуростойкостьто, но меньшей ударной вязкостью. Поэтому инструмент из минералокерамики используют только для чистовой обточки и расточки деталей из высокопрочных чугунов, закаленных сталей и для резания неметаллических материалов со скоростями до 200 м/мин. Различают оксидную (белую), оксидно-карбидную, оксидно-нитридную керамику и керметы.
Сверхтвердые материалы включают в себя синтетические алмазы и материалы на основе кубического нитрида бора (композиты).
Алмаз как инструментальный материал бывает двух разновидностей: баллас (АБС), который применяют для обработки деталей из стеклопластика со скоростями резания 450 м/мин, и карбонадо (АСПК) — для обработки алюминиевых и медных сплавов
Композиты — синтетический материал, по твердости не уступающий алмазу, превосходящий его по температуростойкости и инертный к железу. Выпускается следующих марок: композит 01 {эльбор-Р), композит 02 (бечбор), композит 05 и 5-И (шмит), композит 09 (ПТНБ-ИК), композит Ю (гексагонит-р).
Основные виды
Такой вид материалов подразделяется на такие три основные категории:
- инструментальные углеродистые стали;
- легированные инструментальные стали;
- быстрорежущие.
Все они производятся согласно установленному ГОСТу.
Углеродистые виды материала во время нагревания теряют свою прочность, соответственно, их используют для производства инструментов, которые работают на малых скоростях или при простых условиях резания, когда температура нагревания составляет не больше 200 градусов.
Преимущественно их применяют для производства:
- напильников;
- сверл;
- разверток;
- метчиков и не только.
Поскольку углеродистая инструментальная сталь обладает низкими показателями свариваемости, ее не используют при изготовлении сварных конструкций.
В зависимости от процентного соотношения содержания в материале углерода, марганца, кремния, серы и других элементов он подразделяется на такие марки, как:
- У7;
- У8;
- У8Г;
- У10 и прочие.
Легированные материалы и их маркировка
Легированные материалы в составе дополнительно содержат следующие элементы:
- никель;
- медь;
- марганец и т. д.
Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.





При маркировке легированной стали на первом месте стоит количество углерода, которое равно десятым долям процента. Например, марка 6ХС содержит углерод в количестве 0,6%, а также по одному проценту кремния и хрома.
Инструментальные легированные стали преимущественно используются для производства штамповых или режущих инструментов, к ним относят:
- плашки;
- метчики;
- развертки;
- сверла;
- фрезы и не только.
Как и углеродистые стали, легированные материалы тоже непригодны для производства сварных конструкций.
Быстрорежущие стали
Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Доля хрома в быстрорежущей стали при маркировке не указывается, также отсутствует указание массовой доли молибдена, если она не превышает отметку в один процент.
Такие виды материалов оптимально подходят для производства режущих инструментов, которые от трения нагреваются до температуры от 600 до 6500 градусов. При этом они не будут деформироваться, и терять свою твердость. Данный вид изделий хорошо поддается свариванию посредством стыковой электросварки со сталью таких марок, как 45 и 40Х.
Особенности термической обработки
Термическая обработка при температуре порядка 1200 — 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 — 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.
Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 — 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 — 500 ºC, второй при 800 — 850 ºC. По достижении окончательной температуры, а это 1200 — 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 — 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 — 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 — 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два — три сеанса длительностью один час каждый
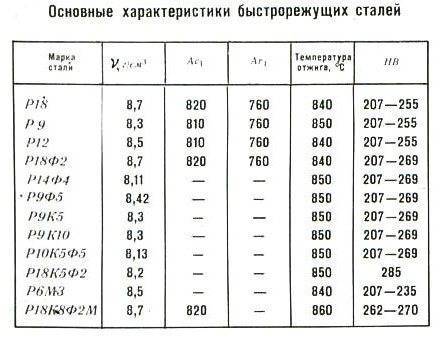
характеристики
Твердость и горячая твердость
Твердость при комнатной температуре подобна нормальной закаленную сталь со значениями от 800 до 900 HV ( по Виккерсу твердость ), или около 65 HRC (Rockwell). Она снижается незначительно, примерно до 400 ° C, а затем быстрее; с 600 ° C твердость быстро падает до значений, которые больше не подходят для инструментов. Обычная инструментальная сталь теряет твердость при температуре около 200 ° C. Конкурирующие твердые металлы достигают твердости от 1300 до 1700 HV, режут керамику даже от 1400 до 2400. Оба они выдерживают температуру до 1000 ° C и выше.








Прочность, прочность на изгиб и термостойкость
Прочность на сжатие при комнатной температуре составляет примерно от 2000 до 3000 Н / мм 2 , при 600 ° C она все еще составляет 1700 Н / мм 2 . Инструментальные стали несколько ниже, твердые металлы выше со значениями от 4000 до 5900 Н / мм 2 при комнатной температуре.
Прочность на изгиб при комнатной температуре для быстрорежущей стали составляет от 2500 до 3800 Н / мм 2 , что является самым высоким показателем среди всех режущих материалов. Прочность на изгиб в первую очередь определяет чувствительность к разрушению при резких нагрузках. Твердые металлы достигают значений от 800 до 2200 Н / мм 2 , резка керамики — от 300 до 700 Н / мм 2 .
Износостойкость и износ
См. Также : Износ (резка) и преобразование энергии и нагрев во время резки
В технологии механической обработки встречаются различные механизмы износа. В зависимости от температуры на режущей кромке они по-разному выражены.
Пластическая деформация
При высоких температурах (более 600 ° C) и высоких сжимающих или сдвигающих силах возникают пластические (постоянные, неупругие) деформации. Необходимые для этого силы и температуры возникают только при обработке высокопрочных материалов, таких как высоколегированная сталь, титан или никель , и особенно их сплавов. Высокие температуры возникают, особенно при высоких скоростях резания. Этот тип износа редко встречается в промышленной практике, потому что инструменты изнашиваются чрезвычайно быстро; Однако этот тип износа является ограничивающим фактором для скорости резания.Деформация может возникать как в виде кратера (на передней поверхности ), так и в виде деформации режущей кромки. Причиной также является эффект упрочнения при высоких скоростях формования из-за высоких скоростей резания, что приводит к более высоким усилиям и, следовательно, также к температурам.
распространение
Диффузия — это механизм износа, который возникает только при высоких температурах и также редко встречается в промышленной практике. Легирующие элементы инструмента перемещаются в стружку, в то время как нежелательные элементы перемещаются из стружки в инструмент. Оба эффекта уменьшают силу инструмента. Диффузионный износ происходит в быстрорежущей стали при высоких температурах, но износ из-за пластической деформации намного больше.
Склеивание (адгезия)
При низких скоростях резания стружка может прилипать к инструменту ( налипать ). Когда следующий материал заготовки попадает на соединение, части поверхности инструмента также могут быть оторваны микросварными швами. Кроме того, при низких скоростях резания могут образовываться наросты на кромках , что также имеет негативные последствия. Склеивание часто происходит с быстрорежущей сталью.
Истирание
Истирание ( абразивный износ ) — основная причина износа высокоскоростных инструментов. Если материал заготовки содержит частицы, которые тверже, чем мартенсит инструмента, то эти частицы действуют как абразивные зерна и отделяют материал от инструмента. Многие материалы заготовки содержат такие частицы, например, в стали, оксиды , нитриды и карбиды . При отливках часто налипают песчинки. Некоторые карбиды также вырываются из инструмента при налипании и переносятся по поверхности инструмента вместе со стружкой.
В незакаленном состоянии быстрорежущая сталь хорошо поддается механической обработке (см. Обрабатываемость стали ), при высоких температурах ее также можно ковать, но она значительно тяжелее, чем большинство других типов стали. В закаленном состоянии быстрорежущая сталь практически поддается обработке только шлифованием ; однако его очень легко шлифовать, в то время как конкурирующие режущие материалы очень трудно шлифовать. Для HSS достаточно обычных шлифовальных кругов, а для твердых металлов и резки керамики — алмазных шлифовальных кругов.
Трудности закалки быстрорежущей стали
Термическая обработка быстрорезов имеет ряд сложностей, связанных со спецификой применения и предъявляемыми требованиями. Например, термообработка Р6М5 затруднена свойством этого сплава к обезуглероживанию (его закалка требует на четверть времени больше, чем схожих сплавов Р18 и Р12). Температура закалки данного металла – 1230 градусов. Сначала производится отпуск при 200 и 300 градусах с часовой выдержкой. Дальше обработка осуществляется в 3 этапа:
- 3 минуты – 690 градусов;
- 3 минуты – 680 градусов;
- 1,5 минуты – 1230 градусов.
Затем сталь охлаждается в селитре, в масле и на воздухе. Последующая обработка предполагает троекратный отпуск с выдержкой по 90 минут при однородной температуре 560 градусов. На этапах отпуска сплав обогащается легирующими добавками.
Углеродистые стали
Углеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %. По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента. Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высока я режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.). Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования. Углеродистые доэвтектоидные стали после горячей пластической обработки {ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита. Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок. Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента. Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидных сталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.
Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается. Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации. Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит. Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики. Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64. Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии. Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.
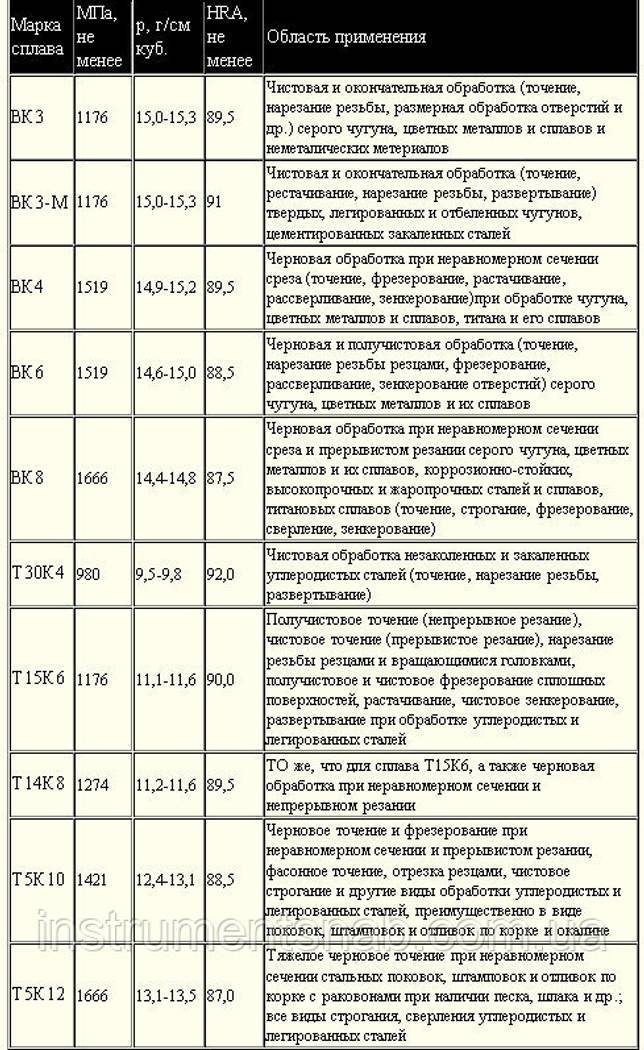
Инструментальные твёрдые сплавы.
Твердые сплавы стандартных марок выполнены на основе карбидов вольфрама, титана и тантатла. В качестве связки используется кобальт. В зависимости от состава карбидной фазы и связки обозначение твердых сплавов включает буквы, характеризующие карбидообразующие элементы (В-вольфрам, Т-титан, вторая буква Т-тантал) и связку (К-кобальт). Массовые доли элементов выражаются в процентвном отношении, сумма которых составляет 100%. Например, марка ВК8 (однокарбидный сплав) содержит 8% кобальта и 92% карбидов вольфрама; марка Т5К10 (двухкарбидный сплав) содержит 5% карбидов титана, 10% кобальта и 85% карбидов вольфрама; марка ТТ8К6 (трехкарбидный сплав)содержит 6% кобальта, 8% карбидов титана и тантала, 86% карбидов вольфрама.
Основные физико-механические свойства твердых сплавов
Это интересно: Сталь углеродистая обыкновенного качества: марки, маркировка, ГОСТ















