

Вращающийся центр для токарного станка
Дек 24, 2014 г.
В настоящее время, ни какое производство не может обойтись без токарных станков. И это вполне понятно, так как именно этот станок выполнить способен огромное количество работ связанных с обработкой разнообразных заготовок и деталей. И вообще станок токарный является инструментом, применяющимся в самых разнообразных сферах деятельности.
Для того чтобы такой станок служил по возможности дольше, нужно проверять своевременно состояние его и проводить замену определенных деталей, которые выходить могут из строя и тем самым испортят работу всего станка в целом, а также некоторых отдельных его деталей
Наиболее важной частью токарного станка является вращающийся центр. Вращающийся центр для токарного станка требуется для повышения производительности, так как именно она осуществлять помогает замену насадки, за счет чего процесс обработки делается значительно:
- быстрее;
- точнее;
- эффективнее.
Достоинства центра вращающегося для токарного станка
Известно, что имеется два типа центров для токарного станка:
- Вращающийся.
- Упорный.
Первый тип вращающегося центра обеспечивает наиболее точный монтаж, но при этом недостатком его является наличие у него ограниченного количества режимов. При этом второй тип, то есть центр вращающийся, помогает очень быстро производить замену насадок в зависимости от того, какой диаметр имеет обрабатываемая деталь. Это позволяет работу сделать более эффективной и быстрой. Количество имеющихся режимов так же превышает значительно вариант с центром упорным. Помимо всего прочего, центр вращающийся вполне может выдерживать нагрузки резания более значительные, нежели упорный вращающийся центр. В том случае, когда длина детали очень большая, то использовать лучше всего люнеты.
Центр вращающийся, обычно, используется в тех случаях, когда во время работы появляется довольно высокое давление и повышается трение. В этом случае применение центра упорного просто не представляется возможным. Монтируется центр вращающийся для токарного станка на бабке задней. Во время работы вращается он одновременно с деталью.
Виды центров вращающихся
В настоящее время имеется огромное количество самых разнообразных марок центров вращающихся. Как правило, производят их сами изготовители станков токарных. Все из вариантов обладают собственными недостатками и преимуществами. Например, центр вращающийся вполне работать может в очень жестких условиях и применяется для обрабатывания длинных деталей. А другой центр вращающийся может иметь комплект из 7 насадок и тем самым обеспечивает максимально правильное вращение. Цена этих деталей, всегда, не очень большая.
artc-alisa.ru
ГОСТ 13214-79 Центры упорные. Конструкция (с Изменениями N 1, 2), ГОСТ от 28 июня 1979 года №13214-79
ГОСТ 13214-79
Группа Г27
ОКП 39 2844
Дата введения 1980-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартамРАЗРАБОТЧИКИ Л.К.Гирин, В.В.Меньшиков, К.Н.Буре
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.79 N 2330
3. Срок проверки — 1996 г., периодичность проверки — 5 лет
4. Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 298-73 «Центры токарных станков. Размеры, обеспечивающие взаимозаменяемость» с дополнительными типоразмерами, отражающими потребности народного хозяйства
5. ВЗАМЕН ГОСТ 13214-67
7. ПЕРЕИЗДАНИЕ (апрель 1996 г.) с Изменениями N 1, 2, утвержденными в марте 1985 г., в ноябре 1991 г. (ИУС 6-85, 3-92)
1. Настоящий стандарт распространяется на упорные центры, применяемые при обработке деталей на металлорежущих станках, контрольных, разметочных и других работах.Стандарт полностью соответствует международному стандарту ИСО 298-73.Требования настоящего стандарта являются обязательными.(Измененная редакция, Изм. N 2).
2. Центры должны изготавливаться двух исполнений:
1 — с закаленным рабочим конусом;
2 — с рабочим конусом из твердого сплава.
3. Конструкция и размеры упорных центров должны соответствовать указанным на чертеже и в таблице.
4. Рабочие конусы центров 60° исполнения 1 с конусом Морзе 6 допускается изготавливать наплавленными прутковым сормайтом по ГОСТ 21449.
5. Технические требования и маркировка — по ГОСТ 13215.
3-5. (Измененная редакция, Изм. N 2).
Конструкция и размеры упорных центров
______________* Размер для справок.** Шероховатость рабочего конуса и конуса хвостовика для центров повышенной точности (ПТ) должна быть 0,32 мкм.
Размеры, мм
Обозначение центров | Исполнение | Конус | h9 | Номер пластины типа 34 по ГОСТ 25413 | ||||
7032-0011* | 1 | Морзе | 70 | 50,0 | 9,045 | 9,2 | — | |
7032-0012 | 2 | 34090 | ||||||
7032-0013* | 1 | 1 | 80 | 53,5 | 12,065 | 12,2 | — | |
7032-0014 | 2 | 34090 | ||||||
7032-0015* | 1 | 90 | — | |||||
7032-0016 | 2 | 34090 | ||||||
7032-0017* | 1 | 2 | 100 | 64,0 | 17,780 | 18,0 | — | |
7032-0018 | 2 | 34110 | ||||||
7032-0019* | 1 | 110 | — | |||||
7032-0020 | 2 | 34110 | ||||||
7032-0021* | 1 | 125 | — | |||||
7032-0022 | 2 | 34110 | ||||||
7032-0023* | 1 | 3 | 81,0 | 23,825 | 24,1 | — | ||
7032-0024 | 2 | 34130 | ||||||
7032-0025* | 1 | 140 | — | |||||
7032-0026 | 2 | 34130 | ||||||
7032-0027* | 1 | 160 | — | |||||
7032-0028 | 2 | 34130 | ||||||
7032-0029* | 1 | 4 | 102,6 | 31,267 | 31,6 | — | ||
7032-0030 | 2 | 34150 | ||||||
7032-0032 | 1 | 180 | — | |||||
7032-0033 | 2 | 34150 | ||||||
7032-0035* | 1 | 5 | 200 | 129,5 | 44,399 | 44,7 | — | |
7032-0036 | 2 | 34170 | ||||||
7032-0037 | 34190 | |||||||
7032-0039* | 1 | 220 | — | |||||
7032-0040 | 2 | 34170 | ||||||
7032-0041 | 34190 | |||||||
7032-0043* | 1 | 6 | 280 | 182,0 | 63,348 | 63,8 | — | |
7032-0044 | 2 | 34190 | ||||||
7032-0045 | 34210 | |||||||
7032-0047 | 1 | 320 | — | |||||
7032-0048 | 2 | 34190 | ||||||
7032-0049 | 34210 | |||||||
7032-0054* | 1 | Метри-ческий | 80 | 196,0 | 80,0 | 80,4 | — | |
7032-0055* | 100 | 380 | 232,0 | 100,0 | 100,5 |
_______________* Данные центры полностью соответствуют ИСО 298-73, приведенному в справочном приложении.Пример условного обозначения упорного центра исполнения 1 нормальной точности с конусом Морзе 4:
Центр 7032-0029 Морзе 4 ГОСТ 13214-79
То же, повышенной точности:
Центр 7032-0029 Морзе 4 ПТ ГОСТ 13214-79
Пример условного обозначения упорного центра исполнения 2 повышенной точности с конусом Морзе 4 и пластиной из твердого сплава ВК8:
Центр 7032-0030 Морзе 4 ПТ ВК8 ГОСТ 13214-79
ПРИЛОЖЕНИЕ (справочное). РАЗМЕРЫ ЦЕНТРОВ, СООТВЕТСТВУЮЩИЕ ИСО 298-73
ПРИЛОЖЕНИЕСправочное
Элементы конструкции центров, взаимосвязанные с обрабатываемой деталью | Элементы конструкции центров, взаимосвязанные со станком |
Центры токарных станков с конусом Морзе N 0-6 или метрическим конусом 5%
Размеры, мм
Обозначение | Конусный хвостовик | Центр | |||
Тип | Номер | Конусность | |||
Метрический 5% | 4 | 1:20=0,05 | 4 | 23 | 4,1 |
6 | 1:20=0,05 | 6 | 32 | 6,2 | |
Морзе | 0,6246:12=0,05205 | 9,045 | 50 | 9,2 | |
1 | 0,59858:12=0,04988 | 12,065 | 53,5 | 12,2 | |
2 | 0,59941:12=0,04995 | 17,780 | 64 | 18,0 | |
3 | 0,60235:12=0,05020 | 23,825 | 81 | 24,1 | |
4 | 0,62326:12=0,05194 | 31,267 | 102,5 | 31,6 | |
5 | 0,63151:12=0,05263 | 44,399 | 129,5 | 44,7 | |
6 | 0,62565:12=0,05214 | 63,348 | 182 | 63,8 | |
Метрический 5% | 80 | 1:20=0,05 | 80 | 196 | 80,4 |
100 | 1:20=0,05 | 100 | 232 | 100,5 |
(Введено дополнительно, Изм. N 2).Электронный текст документаподготовлен ЗАО «Кодекс» и сверен по:официальное изданиеЦентры и полуцентры упорные: Сб. ГОСТов. —М.: Издательство стандартов, 1996










Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.

Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).

По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Способы закрепления заготовок на станке
2.5.7 Способы закрепления заготовок на станке
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при l/d 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок 2 (рис. 7), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис. 7, а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
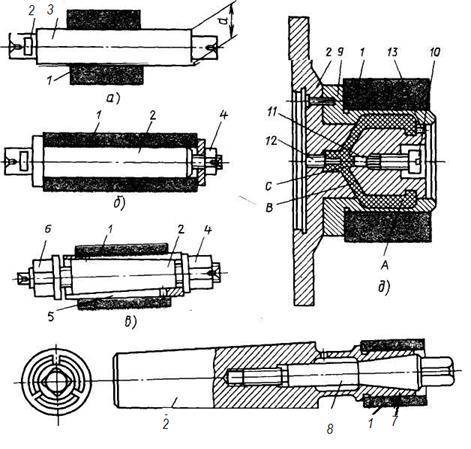
Рисунок 7 Токарные оправки (а, б, в, г, д)
Заготовку 1 можно закрепить на цилиндрической оправке 2 с помощью гайки 4 и быстросменной шайбы (рис. 7, б). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Когда отверстия заготовки имеют значительно большие отклонения диаметру, применяют разжимные (цанговые) оправки (рис. 7, в). Цанга 5 представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1,— цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 c гайкой 4, а освобождают противолежащей гайкой 6, предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельнуюоправку 2 (рис. 7, г) конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7. Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой (рис. 7, д). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Различают три основных способа изготовления спиральной канавки сверла: вышлифованный профиль, фрезерованный профиль и винтовой прокат. В производстве самый дешевый способ — винтовой прокат, соответственно в ущерб качеству. Это не смущает отечественные фирмы и они массово закупают в Китае именно эти сверла. При этом их изготавливают из самой дешевой стали 4241 (меньше 3% вольфрама W) и маркируют Р6М5. В принципе они вполне пригодны для работы по дереву.
Заточка свёрл.
Если вы работаете с деревом, сверло можно не перетачивать годами. Другая история со свёрлами по металлу. Их изготавливают из быстрорежущей стали и твёрдость рабочей поверхности достигает HRC 62-64. Наиболее распространёнными марками стали являются Р9, Р6М5, Р18 и Р6М5К5. Особое место занимают твёрдосплавные свёрла из сплавов ВК8 и ВК6М, которые изготавливают, как монолитными, так и с напайными пластинами. Значительное количество типов сверл обуславливает и разный подход к их заточке и переточке.

Не последнюю роль играет и тип обрабатываемого материала от которого зависит угол в плане сверла. Для сверления конструкционных, легированных и подобных сталей он составляет как правило 2φ118°, а для более мягких сталей 2φ135°.
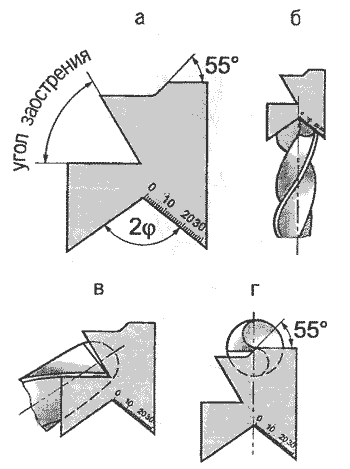
При заточке и переточке должен быть получен не только угол в плане φ, но и необходимые для резания задние углы α 8-18° и спад затылка. Это позволит исключить трение задней поверхности о дно отверстия. Качество заточки оценивают осевым биением кромок δ, зависящим от погрешности окружного шага канавок Δ и нецентричности сердцевины ω. Непрямолинейность режущих кромок не должна превышать 2 δ.

Биение легко проверить стрелочным индикатором часового типа, который крепится на стойке.
При обработке хрупких материалов происходит износ по задней поверхности и уголкам, а при обработке вязких материалов по ленточке. Помимо износа, на ленточках могут образовываться полипы. Главная задача, это сводное размещение образуещейся в процессе сверления стружки в канавке сверла. Применяют различные способы заточки, среди которых наиболее распространены винтовая, сложновинтовая и двухплоскостная для свёрл с напайными твёрдосплавными пластинами.. Для продления срока службы сверла часто используют подточку перемычки, так как она по сути не режет , а скоблит. Сокращение длины перемычки позволяет сократить нагрев и преждевременное выкрашивание режущих кромок.
Заточка производится абразивными кругами, как прямого профиля из электрокорунда нормального 25А, так и чашечными ЧК. Доводка осуществляется кругами из карбида кремния зеленого 64С. Заточка твердосплавных свёрл осуществляется алмазными кругами тарельчатой и чашечной формы 12А2. Для правки кругов используются алмазные карандаши. При заточных работах, для избегания травм желательно использовать перчатки и защитные очки.
При заточке нельзя допускать перегрева сверла, так как могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы избежать этого, необходимо периодически охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду, но гораздо эффективней смазочно-охлаждающую жидкость (СОЖ), о чём не следует забывать и в процессе сверления. Подбор сверла под нарезание резьбы
Центр вращающийся ГОСТ 8742-75 грибковый Б-1-2-Н с насад. 25-60
Добавить к сравнению
| Выберите центр | Б-1-3-Н с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-Н с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. З0-70 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-4-У с насад. 40-90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-Н с насад. 32- 80 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 130- 180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 180- 240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-5-У с насад. 340-390 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 40- 90 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 90-130 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 130-180 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 180-240 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 240-290 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 290-340 |
|---|
Добавить к сравнению
| Выберите центр | Б-1-6-У с насад. 340-390 |
|---|
Вращающиеся центра SARAL TOOLS
| Центр вращающийся Saral Tools MK 2 | Артикул SLRC-4101 | Скорость вращения | В наличии | 2 223 q 65 BYN 10 457 KZT 2 120 KGS 13 085 AMD $24 20 € | ||
| Центр вращающийся Saral Tools MK 3 | Артикул SLRC-4100 | Скорость вращения | В наличии | 2 520 q 73 BYN 11 854 KZT 2 403 KGS 14 833 AMD $28 23 € | ||
| Центр вращающийся Saral Tools MK 2 | Артикул SLRC-9015 | Скорость вращения | В наличии | 2 890 q 84 BYN 13 594 KZT 2 756 KGS 17 011 AMD $32 26 € | ||
| Центр вращающийся Saral Tools MK 1 | Артикул SLRC-4114 | Скорость вращения | Под заказ | 6 596 q 192 BYN 31 027 KZT 6 290 KGS 38 826 AMD $74 61 € | ||
| Центр вращающийся (7 насадок) МК 2 | Артикул SLRC-0161 | Скорость вращения | В наличии | 7 189 q 210 BYN 33 817 KZT 6 855 KGS 42 317 AMD $80 66 € | ||
| Центр вращающийся Saral Tools MK 3 | Артикул SLRC-0162 | Скорость вращения | Под заказ | 7 560 q 221 BYN 35 562 KZT 7 209 KGS 44 500 AMD $84 70 € |
Виды токарных центров
По действующим стандартам ГОСТ выделяют следующие виды центров для токарных работ:
- Упорный – хвостовик и наконечник имеют одинаковые габариты. Переднюю часть производят из закаленной стали или очень прочного сплава. Актуален для работы с заготовками, имеющими центровые отверстия.
- Грибковый – отличается от предыдущего варианта наконечником большего диаметра с усеченным рабочим конусом. Данный вид может иметь два типа наконечников: с центрированным валиком либо с насадкой для него. Грибковый центр подходит для обработки элементов с внутренним отверстием, например, полых валов или труб.
Согласно ГОСТ 8742-75, по конструкции оснастка бывает:
- с постоянным центрированным валиком;
- со сменной насадкой.
Угол конуса может составлять 60° или 90°. Его выбирают в зависимости от режима заточки: для обычных работ подходит деталь с углом 60°, для тяжелых — 90°.









Для обработки пустотелых заготовок используют рифленые центры, а для подрезки торца – оснащение с выточкой. Элементы сложной геометрической формы часто не могут быть прочно закреплены в патронах. В этом случае применяются планшайбы. На ней обрабатываемые заготовки фиксируют и центрируют с помощью сменных прихватов и крепежных болтов.
Эксплуатационные особенности
При работе на токарном оборудовании важно учитывать некоторые правила применения центров:
- выбирая класс точности элементов, следует предусмотреть запас на погрешности биения из-за ряда причин: слабая жесткость, износ подшипников;
- проверить правильность установки можно подручными способами: следует положить под центр белый лист бумаги и оценить совпадение осей;
- при соударении конус шлифуется по месту с проверкой по шаблону;
- биение при вращении приводит к ударам детали относительно оси – это исключают применением неподвижного аналога.
Перечисленные правила помогут начинающим токарям произвести точную обработку деталей.
Цена токарных центров
Цены на вращающиеся начинаются от 1400 рублей, на неподвижные – от 500 рублей. Стоимость зависит от производителя и от того, для какого типа работ предназначено оснащение. Для тех, кто собирается купить токарные комплектующие, в таблице приведены ориентировочные цены.
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 550 | |
| Вращающийся | МК-2 | 1800 | ||
| МК-5 | 3000 | |||
| для средних работ | МК-3 | 2000 | ||
| для легких работ | МК-2 | 2800 | ||
| для тяжелых работ | МК5 | 3000 | ||
| Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 | |
| Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Характеристика методов точения
Обтачивание цилиндрических поверхностей (рис. 10, а–в) производится прямыми или отогнутыми резцами с продольным движением подачи.

Рис. 10. Основные схемы обработки заготовок на универсальном токарновинторезном станке: а–в – обтачивание наружных цилиндрических поверхностей; г – подрезание торцов; д, е – протачивание прямых и фасонных канавок соответственно; ж – отрезание; з, и – растачивание гладких и ступенчатых отверстий соответственно; к – сверление; л – нарезание резьбы; м – точение конусов с поперечной подачей; н, о – точение коротких и длинных конических поверхностей соответственно; α – угол поворота оси заготовки; Dr – движение резания; Ds – движение подачи
При этом используют различные проходные резцы для того, чтобы получить разные по форме переходные поверхности. Обычно перед обтачиванием наружных поверхностей подрезают торцы заготовки (рис. 10, г). Обработка производится подрезными резцами с поперечным движением подачи к центру или от центра заготовки.
При подрезании к центру торец получается слегка вогнутым, при подрезании от центра торец получается слегка выпуклым, а шероховатость поверхности меньше.
Протачивание канавок (рис. 10, д, е) проводится с поперечным движением подачи специальными резцами, у которых форма и размеры главной режущей кромки соответствуют протачиваемой канавке.
Отрезание обработанной детали (рис.7.10, ж) проводится отрезными резцами с прямой или наклонной главной режущей кромкой. В последнем случае торец отрезанной детали получается более чистым.
Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе в направлении оси заготовки, с продольной подачей. Растачивание гладких сквозных отверстий проводят проходными резцами (рис. 10, з), а ступенчатых и глухих – упорными расточными (рис. 10, и).
Сверление, зенкерование и развертывание центральных отверстий (рис. 10, к) выполняют соответствующим режущим инструментом. Нарезание резьбы (рис. 10, л) проводится специальными резьбовыми резцами. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемой резьбы.
Обработка конических поверхностей может проводиться несколькими способами. Широкими токарными резцами с продольным или поперечным движением подачи (рис. 10, м) снимают фаски или получают поверхности с длиной не более 30 мм.
Перемещением инструмента под углом к оси вращения заготовки (рис. 10, н) ведут обработку с ручной подачей резца. Длина обрабатываемой таким способом образующей конуса не превышает 100–150 мм. Поворотом оси вращения заготовки на угол не более 8° (рис. 10, о) обрабатывают длинные конические поверхности.
Задний центр — Большая Энциклопедия Нефти и Газа, статья, страница 1
Задний центр
Задние центры часто делаются вращающимися на шариковых или роликовых подшипниках в виде встроенных или вставных ( сменных) узлов. Осевая нагрузка на центр определяется, исходя из условий обработки, веса изделия и усилия подачи. При обработке длинных изделий требуется сохранение осевого усилия независимо от разработки центровых отверстий и теплового удлинения изделия при обработке.
Задний центр пиноли, перемещаемой от пневматического привода 12, задвинет заготовку в поводковый патрон 10, внутри которого расположен передний центр, после чего автооператор поднимается кверху. При вращении шпинделя с патроном 10 закрепленная в центрах заготовка подвергается обработке.
Задний центр 4 отводится в сторону, готовая деталь снимается с оправки съемником и передается на разгрузочный лоток.
Задний центр должен выступать из пиноли на величину, соответствующую полуторной высоте круга. Поводковый патрон для вращения детали отлаживается при неподвижном переднем центре. При шлифовании цилиндрических деталей поворотный стол устанавливают в нулевое положение.
Задний центр 5 закрепляет деталь, подводится шлифовальная бабка и цикл повторяется.
Задний центр при работе на повышенных оборотах детали должен быть наплавлен твердым сплавом или должен быть вращающимся.
Задний центр — грибковый вращающийся, передний — рифленый. Применение рифленого центра ( трехгранного или многозубого) позволяет полностью обработать гладкий вал или цилиндр по наружной поверхности и подрезать оба торца у заготовки, так как обработку ведут без поводка.
Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
Задний центр должен прилегать к центровому очъерстию по всей его конической поверхности.
Задние центры, установленные в пиноли задней бабки, неподвижны в процессе обработки и работают как подшипники скольжения с большими давлениями, подвергаясь сильному нагреву и износу. Одновременно изнашиваются и соответствующие центровые отверстия в детали, что вызывает определенные погрешности обработки. К упорным центрам предъявляются высокие требования по твердости и износостойкости и поэтому они изготавливаются из стали марок У10 или 40Х с последующей термообработкой.
Страницы: 1 2 3 4 5
www.ngpedia.ru
Особенности обработки
Жесткость установки в центрах будет обеспечена, если сохраняется соотношение длины и диаметра до 12-15. Более длинные детали поддерживают люнетами.

Центровые отверстия на обрабатываемой заготовке делают на подготовительной операции центровым сверлом.
Токарная обработка предусматривает автоматический цикл. Станок легко перенастраивается на изготовление детали с иными габаритными параметрами, за счет внесения изменений в программу управления. Нормы времени на операцию удается сократить в 1,5-2 раза относительно работы на универсальном станке.
В основе работы применение контурной системы обработки с линейно-круговой интерполяцией. Система выполняет обработку сложного контура с разбивкой на черновой и чистовой проходы. Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Траектория инструмента при изготовлении деталей за ряд черновых проходов, параллельна оси вращения детали, перпендикулярна или проходит под углом. За первый проход снимается с заготовки слой окалины и корректируются имеющиеся дефекты формы. У остальных черновых проходов постоянная глубину резания.
При изготовлении валов на станках многоступенчатого профиля припуск делят на участки, перпендикулярные к оси детали. Последовательность токарной операции на элементарных участках задают так, чтобы обрабатывающий элемент прошел наименьший путь.
Разновидности токарных обрабатывающих центров
По способу управления такое оборудование подразделяется на следующие виды:
— полуавтоматические;
— автоматические;
— с ЧПУ.

Токарные обрабатывающие центры с полуавтоматическим управлением
При полуавтоматическом управлении технологические работы по обработке одной заготовки в пределах одного рабочего цикла выполняются автоматически. Однако при этом имеется необходимость вмешательства оператора для смены инструмента, загрузки и выгрузки заготовки. Поэтому они не подходят для работы в условиях серийного производства.
Токарные обрабатывающие центры с автоматическим управлением
В этом случае, работы по обработке заготовки выполняются в автоматическом режиме не только в пределах одного цикла, но всего рабочего процесса. Обычно входят в состав конвейерных линий по выпуску продукции.
Токарные обрабатывающие центры с ЧПУ
Такие центры были рассмотрены выше. Поэтому здесь стоит отметить, что этот вид машин больше всего подходит на звание универсальных агрегатов. Их возможности по сути ограничены управляющей программой, числом позиций револьверной головки, и степенями свободы перемещения направляющих. По сути, некоторые модели способны заменить целый технологический цикл производства изделия.
Преимуществом такого оборудования является то, что оно способно выполнить наибольшее количество технологических работ за один проход. Это позволяет сократить время изготовления конечного изделия, и снизить его себестоимость. Закрытое исполнение центра обеспечивает безопасность при проведении обработки. Применение таких центров дает возможность сократить производственные площади.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения. Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
- Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.
Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.. При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе
После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.










Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
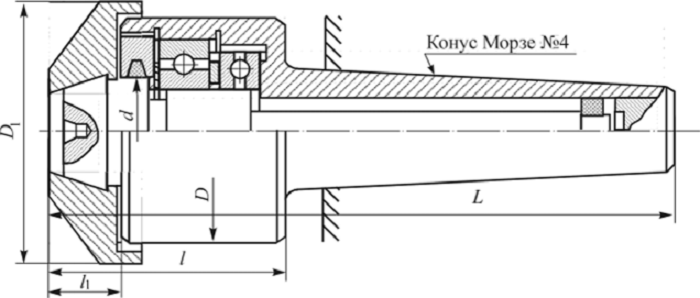
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.















