

Расходные материалы для абразивной резки
Гидроабразивная резка металла, услуги которой предлагаются различными производствами (крупными и мелкими), требует частой замены быстроизнашивающихся частей оборудования и расходных материалов. К ним относятся:
- Абразивное вещество, используемое для резки. Его минимальный расход в самых экономичных станках составляет от 300 до 350 г/мин. С увеличением толщины материала количество абразива также увеличивается. В таком качестве выступает разбитый на мелкие фракции песок из натурального граната. Он является чрезвычайно прочным и может применяться для работы с тягучими и тугоплавкими материалами.
- Вода – она должна быть обязательно специально подготовленной и прошедшей фильтрацию. Качество реза во многом зависит от состава и качества жидкости с абразивом. Поэтому водоподготовку необходимо проводить обязательно.
Помимо вышеперечисленного, для качественной гидроабразивной резки необходимы большое количество воздуха и электроэнергии, а также своевременная и постоянная замена износившихся деталей.
Например, один раз за 50 часов следует ставить другое сопло. Направляющая трубка при этом меняется один раз за 100 часов работы. Насосная станция имеет прокладки и уплотнения, которые также часто изнашиваются. От них зависит очень важный параметр – уплотнение. Уплотнители помогают поддерживать давление. Понять необходимость их замены можно по падению рабочего давления при сохранении одинаковых производственных параметров.
История
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР в 1940-ых годах, но затем почему-то заглохли. Затем в 1979 году в США специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР.
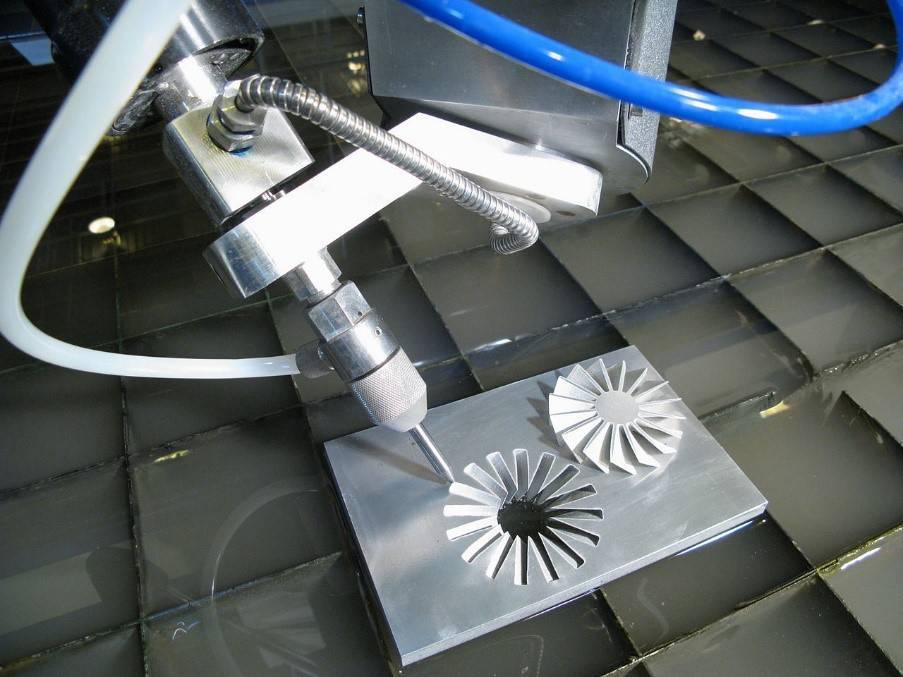
Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции — не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
Гидроабразивная резка
- Газовая резка
- Рубка на гильотины
- Плазменная резка
- Лазерная резка
- Гидроабразивная резка
- Гибка
- Оцинковка
- Размотка арматуры
- Резка на ленто-пильном станке
- Резка листового проката на станке с ЧПУ
Реализуя металлопрокат, наша компания производит и его дальнейшую резку, в том числе широко используется гидроабразивная резка, которая позволяет создавать сложные контуры и формы. Гидроабразивная резка металлов дает возможность обрабатывать различные материалы, даже значительной толщины. готова предоставить услуги в сегменте резки металлов. Для этой цели мы располагаем всем необходимым новейшим оборудованием и высокопрофессиональным штатом специалистов, готовых качественно и, в то же время, быстро выполнить для вас заказ гидроабразивной резки любой сложности.
Гидроабразивная резка металла, стоимость от (рублей за погонный метр резки):
| Гидроабразивная резка Толщина металла мм. | Черные металлы | Резка металла нержавеющего | Резка Меди | Резка Алюминия | Резка Латуни | Титан |
| 2 мм. | 96 руб. | 96 руб. | 56 руб. | 50 руб. | 56 руб. | 240 руб. |
| 5 мм. | 260 руб. | 265 руб. | 150 руб. | 70 руб. | 150 руб. | 350 руб. |
| 8 мм. | 330 руб. | 365 руб. | 230 руб. | 125 руб. | 225 руб. | 555 руб. |
| 10 мм. | 550 руб. | 585 руб. | 295 руб. | 195 руб. | 290 руб. | 750 руб. |
| 12 мм. | 580 руб. | 615руб. | 320 руб. | 225 руб. | 315 руб. | 750 руб. |
| 15 мм. | 680 руб. | 815 руб. | 360 руб. | 295 руб. | 355 руб. | 850 руб. |
| 18 мм. | 860 руб. | 995 руб. | 540 руб. | 395 руб. | 335 руб. | 1150 руб. |
| 22 мм. | 1100 руб. | 1455 руб. | 595 руб. | 455 руб. | 595 руб. | 1590 руб. |
| 25 мм. | 1440 руб. | 1685 руб. | 750 руб. | 635 руб. | 755 руб. | 1750 руб. |
| 30 мм. | 1930 руб. | 2350 руб. | 880 руб. | 815 руб. | 885 руб. | 2550 руб. |
| 35 мм. | 2340 руб. | 2785 руб. | 1410 руб. | 1115 руб. | 1350 руб. | 2790 руб. |
| 40 мм. | 2850 руб. | 3250 руб. | 1290 руб. | 1325 руб. | 1450 руб. | 3150 руб. |
| 50 мм. | 3450 руб. | 4950 руб. | 1550 руб. | 1575 руб. | 1665 руб. | 5650 руб. |
| 60 мм. | 4550 руб. | 6015 руб. | 2050 руб. | 1955 руб. | 2050 руб. | 7250 руб. |
| 70 мм. | 5850 руб. | 7745 руб. | 3150 руб. | 2845 руб. | 3155 руб. | 8350 руб. |
| 80 мм. | 6750 руб. | 8995 руб. | 3950 руб. | 3545 руб. | 3950 руб. | 9350 руб. |
| 90 мм. | 8150 руб. | 11550 руб. | 4990 руб. | 4875 руб. | 4990 руб. | 12250 руб. |
| 100 мм. | 11550 руб. | 12055 руб. | 7250 руб. | 6855 руб. | 7250 руб. | 14190 руб. |
| Гидроабразивная резка, цены в СПб не окончательны |

Технологические тонкости гидроабразивной резки
Она основана на принципе эрозионного воздействия струи воды и абразива, которые и являются переносчиками энергии. Вода в процессе гидроабразивной резки выполняет транспортную функцию. Основная нагрузка приходится на абразив, выбор которого зависит от вида, твердости и толщины обрабатываемого материала, да и цена работы складывается из этих факторов.
Наша компания располагает новейшими мощными гидроабразивными станками, оснащенными системой ЧПУ. Опытные специалисты имеют определенные наработки в этом направлении резки, подтвержденные их высокой квалификацией. Все это позволяет с успехом выполнять заказы гидроабразивной резки металла в СПб нестандартного характера.
Качество гидроабразивной резки компенсирует все затраты (стоимость оборудования, расход воды и электроэнергии и прочее). В результате резки металлов гарантируется экологическая чистота, появляется возможность резки, обладающих термочувствительностью.
Результат гидроабразивной резки – высокое качество обработки разреза без термической и механической деформаций.
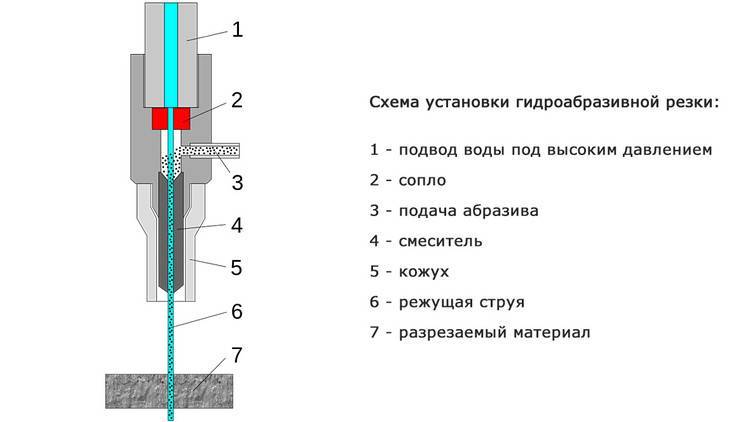
Принцип действия
Несмотря на то что в большинстве случаев провидится гидроабразивная обработка материала лишь для его раскроя, принцип работы станка позволяет воплотить практически любую, даже самую безумную, идею. Работа на таком станке позволяет не беспокоиться о пожаробезопасности, так как вода – это прямая противоположность огню и даже при самом большом объеме работ, возгорания не будет.









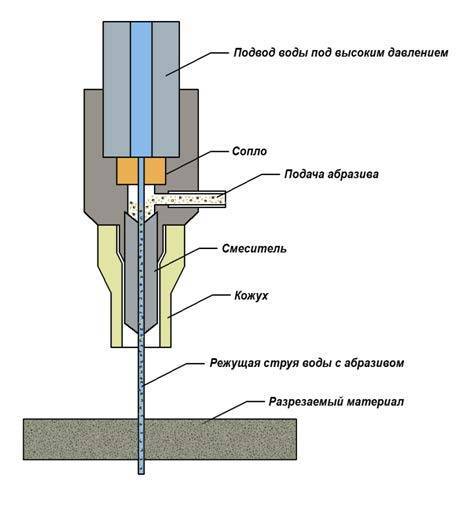
Если говорить о самом процессе, то все происходит следующим образом:
- Вода, которая хранится в специально отведенном для этого месте, подается к специальному смесителю.
- В смесителе на этот момент уже находится абразивная смесь, о которой мы поговорим позднее.
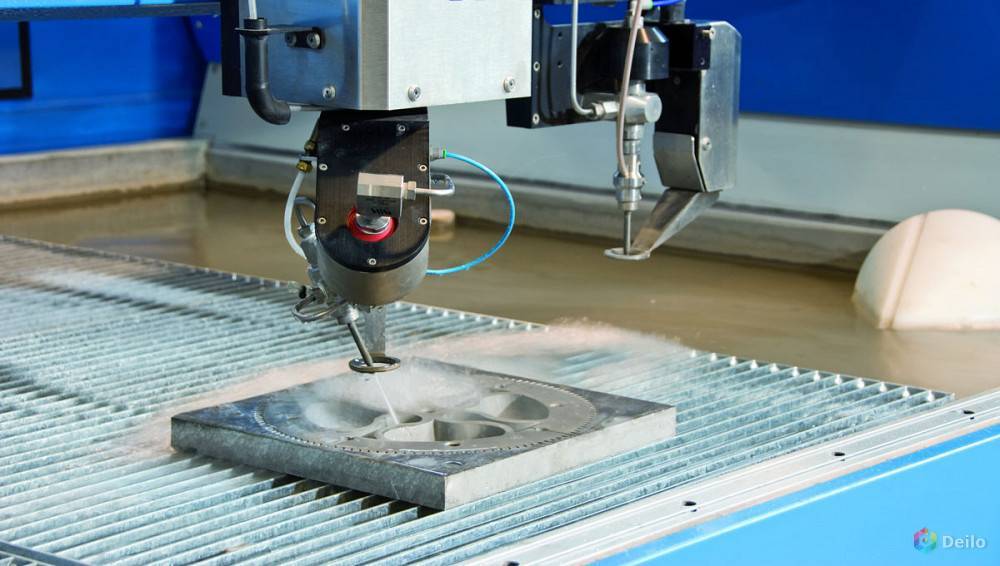
- После смешения, вода и песок подаются на специальное сопло.
- Благодаря тому, что сопло очень узкое, а напор воды сильный, возникает давление, под которым любой материал разрезается.
По сути, это и есть резка металла водой. Самое неудобное в этих станках то, что нужно следить за количеством абразивной смеси.
Если говорить еще об одной особенности гидроабразивных станков, так это его управление.
https://youtube.com/watch?v=9fQSGchmo5M
Гидроабразивная резка
Возможности современных водно-абразивных станков
Современные станки, работающие на основе гидроабразивной технологии, позволяют:
Создавать самые различные конструкции с любой геометрической формой. Это обусловлено поддержкой числового программирования станков, поэтому дальнейшая обработка происходит в автоматизированном режиме и не нуждается в помощи обученного специалиста. Управление станком осуществляет соответствующее программное обеспечение. Из-за такой особенности гидроабразивный метод часто используется для вырезания труб с необходимой окружностью.
- Создавать нестандартный рез, при этом без существенной потери качества из-за смены наклона. Процедура, выполняющаяся под любым наклоном, обеспечивает высочайшую точность резки и позволяет создавать готовые изделия без финишной постобработки.
- Сегодня резку водой используют для изготовления настоящих произведений искусства. С помощью передовых технологий можно создавать роскошные украшения и дизайнерские предметы. В большинстве случаев для таких целей применяется ЧПУ.
- Установки для гидроабразивной обработки, которые нашли применение в металлопрокате, эффективны для создания разрезов максимальной толщины. Для примера, обработка изделий из среднеуглеродистого металла происходит при толщине вплоть до 20 сантиметров. При использовании титановых заготовок допустимая толщина составляет 16−18 мм, а самые высокопрочные металлы могут достигать 11 миллиметров в толщине. Однако для обработки меди нельзя использовать материалы с толщиной, превышающей отметку в 6 миллиметров.
Принцип работы
 Использование станков водно-абразивной порезки не ограничивается лишь возможностями раскроя металлопроката, но все-таки основная часть оборудования продолжает использоваться только в этой сфере. В основе работы гидрорезки находится технология подачи воды под давлением с некоторым содержанием абразивного вещества на поверхность материала. Что во время порезки происходит:
Использование станков водно-абразивной порезки не ограничивается лишь возможностями раскроя металлопроката, но все-таки основная часть оборудования продолжает использоваться только в этой сфере. В основе работы гидрорезки находится технология подачи воды под давлением с некоторым содержанием абразивного вещества на поверхность материала. Что во время порезки происходит:
- Жидкость из специального резервуара подается в смеситель под давлением.
- В смеситель одновременно направляется абразивный состав, состоящий, как правило, из мелких частиц песка.
- Вода, после смешивания с абразивом, подается на сопло для порезки металла гидроабразивной струей.
- Тонкая струя направляется на поверхность материала и режет его.
Этот принцип работы дает возможность значительно повысить скорость и качество обработки металла.
Универсальность
Водоструйная резка металлического инструмента
Поскольку природу режущего потока можно легко изменить, водную струю можно использовать почти в любой отрасли; струя воды может разрезать множество различных материалов. Некоторые из них обладают уникальными характеристиками, требующими особого внимания при резке.
Материалы, обычно обрабатываемые струей воды, включают текстиль, резину, пену, пластик, кожу, композиты, камень, плитку, стекло, металлы, продукты питания, бумагу и многое другое. «Большую часть керамики можно разрезать струей воды с абразивом, если материал мягче, чем используемый абразив (от 7,5 до 8,5 по шкале Мооса)». Примеры материалов, которые нельзя разрезать струей воды, — закаленное стекло и алмазы. Водоструйные форсунки способны резать до 6 дюймов (150 мм) металлов и 18 дюймов (460 мм) большинства материалов, хотя в специализированных угледобывающих приложениях водяные струи способны резать до 100 футов (30 м) с использованием Сопло 1 дюйм (25 мм).
Специально разработанные водоструйные резаки обычно используются для удаления излишков битума с дорожных покрытий, которые стали предметом промывки вяжущим. Промывка — это естественное явление, возникающее в жаркую погоду, когда заполнитель выравнивается со слоем битумного вяжущего, создавая опасно гладкую поверхность дороги во время влажной погоды.
Вспомогательные элементы
Насос высокого давления с фильтром для воды. Как уже говорилось, давление на входе составляет тысячи атмосфер. Такие параметры требуют непрерывной подачи жидкости в соответствующих объемах.







Для минимизации затрат, вода и абразивный гранатовый песок используются повторно. Проходя через систему фильтров, жидкость очищается от грязи и масляных образований. Часто станки оснащаются отдельным резервуаром для воды.
Гранатовый песок для гидрообразивной резки — видео
Абразив просушивается и отделяется от кусочков материала, особенно если это пластик или металл. Для отделения металла используются магнитные сепараторы. Так же, как и вода, песок хранится в отдельных емкостях.
Управление
Управление может осуществляться через интерфейс самого станка, либо путем загрузки в систему подготовленных файлов-заданий в виде чертежей и технологических параметров, подготовленных в формате любого графического редактора, совместимого с ПО станка (CAD. COREL-DRAW или подобных).
Оператор, используя сервис интерфейса, может задавать координаты начала и окончания движения, корректировать скорость резки и направление.
Задание передается в систему автоматизированного управления для выполнения операций.
После этого надо установить режущую головку в начальную точку и запустить станок в работу. ПО станка преобразует данные файла-задания в команды управления насосом, дозатором абразива и двигателями привода головки.
Обратная связь САУ считывает показания датчиков, корректирует подачу воды и скорость движения головки, следит за выполнением задачи, обеспечивает плановое или аварийное отключение станка.
Кроме того, у оператора есть возможность в любой момент остановить работу устройства, отключить насос и сбросить давление в системе.
Преимущества, недостатки и сравнительная характеристика
С помощью гидроабразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- более высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Гидроабразивная струя способна разрезать материалы толщиной до 300 мм и больше. Резка может выполняться по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. С ее помощью можно делать скосы. Она эффективна по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.
К недостаткам водно-абразивной резки относятся:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление, а также издержками по утилизации отходов;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Цена гидроабразивной резки
Есть как минимум пять компонентов, которые определяют высокую цену оборудования:
- насос и система трубопроводов высокого давления;
- высокоточные приводы управления движения головкой;
- интеллектуальная система управления;
- сопло из драгоценных камней (пусть и искусственного происхождения);
- смесительная трубка из композита с высокой твердостью.
А если учесть, что последних два компонента относятся к расходным деталям и добавить высокую цену абразива, то стоимость гидроабразивного раскроя получится самой дорогой среди всех видов. Но достоинства этого способа и качество обработки детали стоят этого.









Принципы проведения работ
Новая технология представляет собой следующую процедуру:
- Заготовка погружается в большую емкость с водой.
- Мастер закрепляет деталь так, чтобы рабочая головка свободно перемещалась по координатам относительно обрабатываемой поверхности.
- Резка водой начинается с погружения рабочей части в ванну.
- Оборудование включается. На поверхность заготовки подается мощный поток воды.
- Постепенно рабочая головка приближается к детали, давление повышается.
Оборудование можно изготовить своими руками. Для этого нужно заранее разобраться с конструкцией готового станка, нарисовать чертеж, подготовить материалы, инструменты
Важно правильно рассчитать давление. Далее собирается конструкция, емкость нужно проверить на герметичность
На ее дне закрепляется система фильтров, которая позволит отсеивать жидкость от частиц металла.
Гидроабразивная резка металла — технологический процесс, при котором на поверхность деталей воздействует вода. Тонкая струйка разрезает заготовку на части. Так можно разделять листы большой толщины без нагревания, что не нарушает структуру материала. Управление ЧПУ позволяет минимизировать усилия со стороны оператора, увеличить точность резов.
Какое давление воды нужно для резки металла
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.
- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.

- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм
Читать также: Приспособление для распиловки бревен на доски бензопилой
Ежегодно металлургическими предприятиями мира выплавляются сотни тысяч тонн стали. Повышенные требования к качеству среза привели к появлению новых технологий обработки. Особенно если учитывать, что многие сплавы являются достаточно твердыми. Наиболее передовые технологии – это лазерная и резка водой металла (гидроабразивная). Суть последней мы и рассмотрим детально в данной статье.

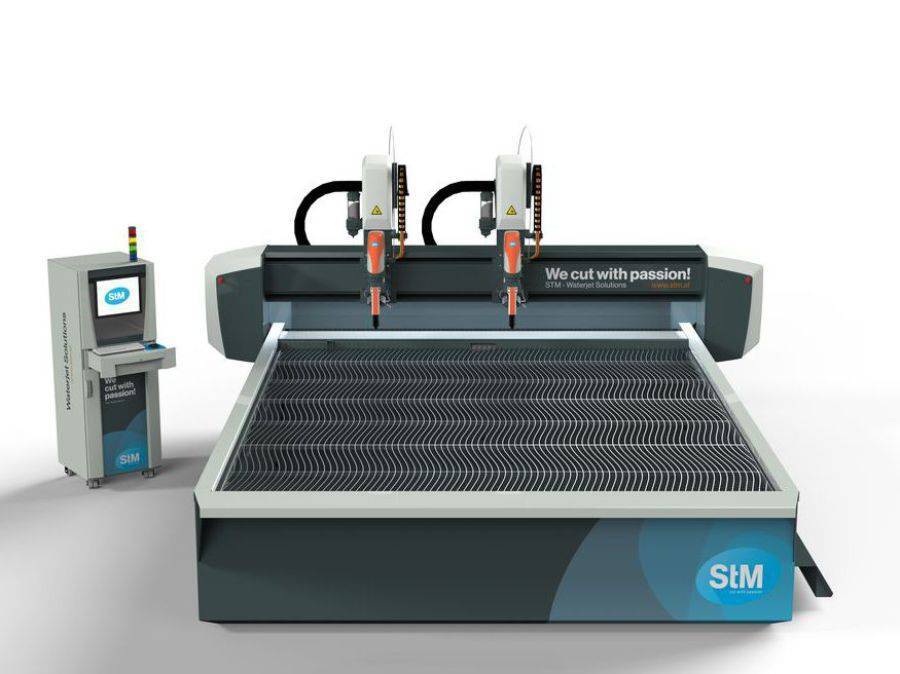






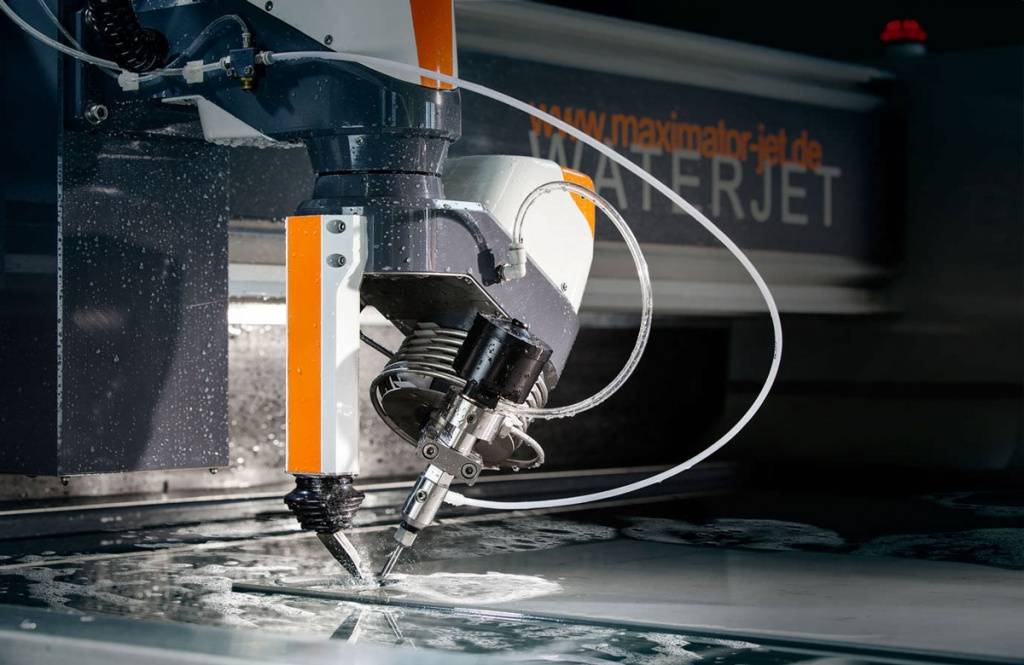
Оборудование для гидроабразивной резки
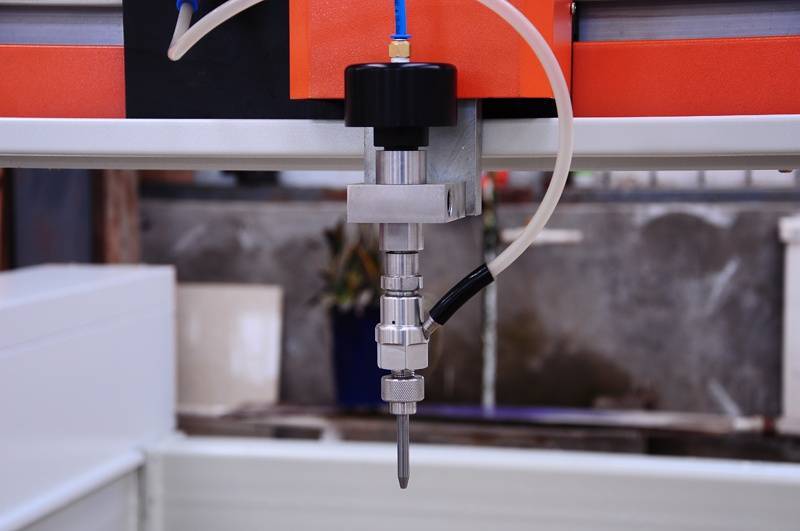
По сути, в аппаратах для гидроабразивной резки использована способность воды разрушать различные материалы, замеченная еще в древности. Для того чтобы такое разрушение было более точным, быстрым и эффективным, необходимо увеличить давление, с помощью которого вода с абразивом воздействует на материал, а также придать полученной струе требуемую направленность. В современных станках для гидроабразивной резки такие задачи решаются при помощи следующих элементов и способов.

Гидрообразивная резка позволяет разрезать материалы значительной толшины Насос высокого давления Насос в таких аппаратах аккумулирует жидкость с абразивом и подает эту смесь на поверхность обрабатываемой детали. Производительность таких станков и толщина детали, которую они могут разрезать, зависят от мощности используемого насоса.
Регулятор мощности
Гидроабразивные станки с таким регулятором могут резать с использованием рабочих смесей различного состава, подаваемых под регулируемым давлением, что дает возможность обрабатывать с их помощью материалы разной толщины и структуры. Так, для резки более твердых материалов используют трехкомпонентные гидроабразивные смеси, а для более вязких – состоящие из двух компонентов.
Смена сопла аппарата
Такая методика предполагает подбор для материалов разной толщины, состава и плотности сопла определенной конструкции.
Использование смесителей
Именно данный элемент, которым оснащен каждый современный гидроабразивный станок, отвечает за качество и равномерный состав рабочей смести и, соответственно, за точность и скорость резки, а также за возможность устройства обрабатывать детали большой толщины.
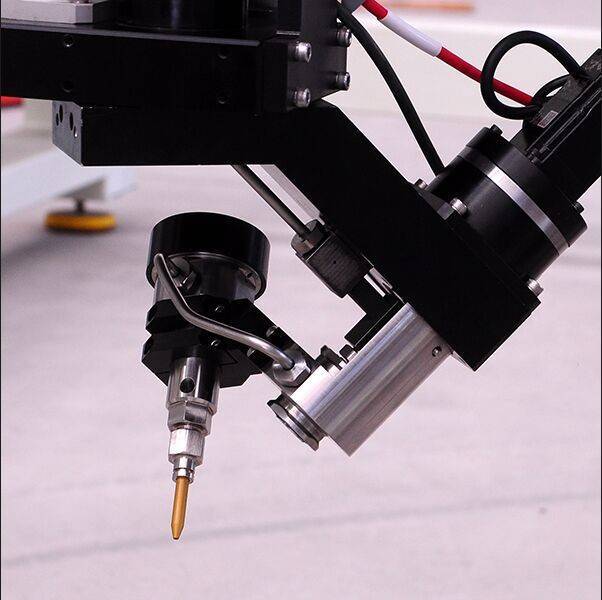
Автоматизация процесса резки
При резке металла из-за инерционности струи рабочей жидкости обязательно формируется конусность кромки, которая прямо пропорциональна скорости процесса обработки. Чтобы минимизировать этот нежелательный эффект, на современных гидроабразивных аппаратах используются автоматические системы, которые в зависимости от плотности обрабатываемого материала корректируют угол наклона сопла.
Подготовка воды перед ее использованием для резки
Качество используемой воды может оказывать серьезное влияние на результаты и скорость выполнения резки. Именно поэтому на всех современных станках используются системы для предварительной очистки воды от посторонних примесей.








Кроме основных систем и комплектующих, аппараты для гидроабразивной резки могут оснащаться дополнительным оборудованием, которое значительно расширяет их функционал (речь идет, в частности, о выполнение фигурных резов).
Современное оборудование, выполняющее резку материалов гидроабразивным способом, позволяет:
- выполнять точную и качественную резку под различными углами;
- резать даже самые сложные детали без участия человека – при помощи программного управления;
- работать с металлическими деталями даже значительной толщины (сталь – до 20 мм, титан – до 17 мм, высокопрочные сплавы – до 12 мм, медь и ее сплавы – до 5 мм);
- получать фигурные резы, что очень актуально при производстве изделий декоративного назначения;
- выполнять резку труб (это возможно на отдельных моделях гидроабразивных аппаратов).
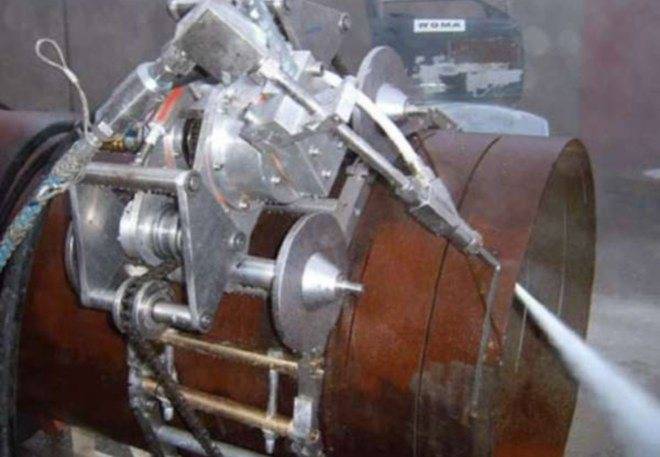
Станок для гидрообразивной резки труб





