

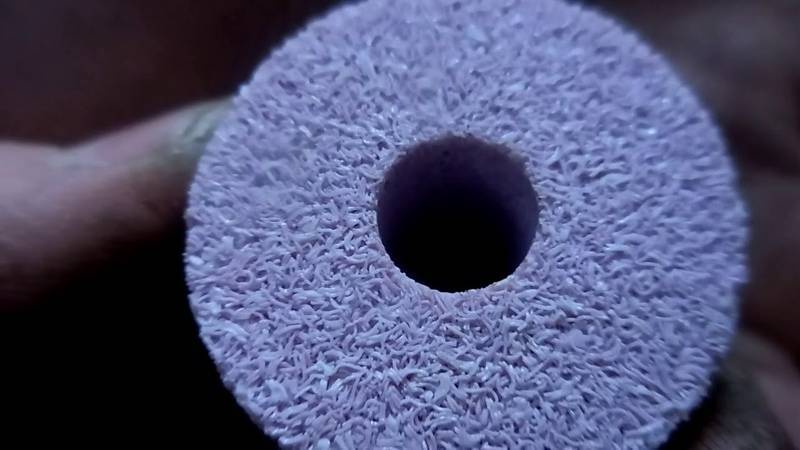
Круг шлифовальный лепестковый
Такого рода абразивные круги имеют несколько необычную структуру. Они состоят из веерных лепестков, которые изготовлены из абразива. Такой инструмент получил очень широкое распространение из-за своих отменных эксплуатационных характеристик. Высокая эластичность, приспособленность к обрабатываемому материалу и многие другие достоинства делают лепестковые круги практически незаменимыми. Раньше такие круги использовались только на станках и прямых шлифовальных машинах, но совсем недавно появились круги под УШМ. Правда, выбор пока небольшой и ограничивается инструментом 115 и 125 мм. Но этого уже достаточно для выполнения большого количества работ. Лепестковый круг выглядит выгодно на фоне двух вышеописанных вариантов, так как в процессе шлифовки не получаются вторичные заусеницы. Можно говорить о том, что очень распространены такого рода шлифовальные круги. Маркировка их цветовая, как и в предыдущих случаях. Часто такой инструмент используют для обработки труб и фасонных изделий из металла и дерева.

Вполне естественно, что в процессе выполнения шлифовальных работ круг деформируется. Происходит это по целому ряду причин, о чем говорить не будем. В это же время имеет смысл отметить, что нередко используется правка. Это процесс восстановления геометрической формы круга и его эксплуатационных характеристик. В настоящее время применяют правку обтачиванием, обкатыванием, а также шлифованием.
Первый метод подразумевает использование специального правящего инструмента. Его кромка выступает в качестве резца. Это одно из лучших решений по причине простоты и эффективности. Но наряду с этим, сильному износу подвергается правящий инструмент, поэтому лучше, чтобы он был алмазным, в частности, это могут быть алмазные карандаши, зерна и т. п. Правка шлифовальных кругов обкатыванием подразумевает использование правящих дисков, которые вращаются, соприкасаясь с кругом. Этот метод хорош тем, что правящий круг практически не подвергается износу.

Применяемые абразивные композиции
Исходными требованиями согласно ГОСТ являются стойкость против фрикционного износа (причём при совместном действии высоких давлений и скоростей скольжения), малая теплопроводность и повышенная поверхностная твёрдость.
В зависимости от интенсивности применения ГОСТ 28818 допускает использование следующих материалов:
- Электрокорунда на бокситовой составляющей, основу которой составляет высокопроцентный оксид алюминия Al2O3 с добавлением окиси кальция. Данное химическое соединение отличается повышенной твёрдостью, которая сохраняется также при высоких температурах, возникающих в зоне шлифования или правки. Маркировка кругов из электрокорунда – от 12А…15А для нормального, до 22А…25А – для белого. С возрастанием индекса прочность круга возрастает вследствие увеличения твёрдости основного вещества.
- Электрокорунда на карбидной основе. Чаще там содержатся карбиды хрома, титана, циркония и кремния. Маркировка начинается от 38А (для циркония) и заканчивается 95А (для хрома и титана). Карбиды данных металлов имеют повышенную стойкость против касательных напряжений среза, а потому пригодны для съёма поверхностных слоёв деталей, подвергшихся термической обработке, либо их правки. Наличие карбида кремния (маркировка 52С…65С) увеличивает стойкость против температурных перепадов.
- Сферокорунда – материала, который получается при раздувке расплавленного оксида алюминия, следствием чего является конечная сферическая форма зёрен (в электрокорунде зёрна – преимущественно плоские). Маркировка данного состава ЭС, и он отличается чрезвычайно высокой твёрдостью. Это обстоятельство позволяет применять сферокорунд для шлифовальной обработки материалов повышенной твёрдости, включая даже твёрдые сплавы.
- Монокорунда (маркировка – 43А…45А), где шлифовальное зерно, в отличие от других видов, имеет монокристаллическую структуру. Это повышает долговечность абразивной композиции, но одновременно увеличивает её стоимость, поскольку технология выращивания монокристаллов — весьма сложная. Более доступной разновидностью является агрегатированный монокорунд, в котором определённым образом сочетаются поли – и монокристаллические участки.
Степень зернистости устанавливается согласно ГОСТ 3647, и также отмечается в маркировке.
Скрепление абразивного компонента с основой выполняется при помощи колец, фланцев, стеклосетчатых дисков и др.
Другие элементы конструкции
Основание станка
Основание: вырезано из панели мебельного ламинированного ДСП. Торцы панели можно было отделать специальным кантом, но я просто вскрыл их клеем ПВА, в несколько слоёв.
Сверху, основание покрыто листами из нержавейки — это красиво и очень практично: покрытие не выбивается падающими деталями, не изъедается потоками стружки, и на нём даже можно чуток подстучать обрабатываемую деталь, как на верстаке.
Секрет: для фиксации винтов/болтов снизу, под основанием — я использовал крепёжный метиз: «гайку упорную»…
Для снижения вибрации станка, и стола на котором он стоит, при работе — снизу на основание наклеен Вспененный Каучук (толщиной 9мм, самоклейка):
Этот амортизатор — не только снижает шум, но и предотвращает съезжание станка по поверхности (последнее очень критично: я не раз ловил станок, готовый уже вот-вот упасть со стола)!
Недостатками «Вспененного Каучука» являются: ощутимая цена, и мягкость материала (он легко дырявится и рвётся, при неаккуратном обращении). Зато мягкость «Вспененного Каучука» является и главным его достоинством — этот материал является лучшим амортизатором, чем изолон.
Шнур питания
Шнур питания закреплён, для предотвращения его повреждения, при попадании под режущий круг (это работает и на технику безопасности, и для удобства):
Применение полировочного круга
Применяя полировальный круг на дрель, можно обновить внешний вид автомобиля. Данная процедура наиболее эффективна, если нужно выровнять небольшие сколы или устранить потускнение поверхности.
Работу выполняют в 2 этапа:
- удаление краски с поверхности кузова;
- нанесение полировочного состава.
Выполняют также защитную обработку, чтобы уменьшить отрицательное влияние разных видов осадков и ультрафиолета. В основном ее делают при подготовке авто к продаже. Защитный слой (в его состав входят воск либо силикон) распределяют по поверхности кузова, чтобы сформировать незаметную глазу пленку, отталкивающую влагу, и сделать кузов блестящим. Мягкой насадкой можно отполировать поддержанную машину, если на ней нет повреждений краски. А еще ее можно применять при бережной обработке защитным средством.
Рекомендации по выбору характеристики шлифовального высокопористого круга
Круги изготавливаются из белого электрокорунда марки 25А, хромотитанистого электрокорунда марки 91А, карбида кремния зеленого марки 64С. Для обработки легированных закаленных и жаропрочных никелевых сплавов применяют электрокорунд марок 25А,91А, для обработки чугуна и титановых сплавов – карбид кремния 64С.
Соответствие зернистостей шлифовальных материалов по стандартам ГОСТ, FEPA и ISO
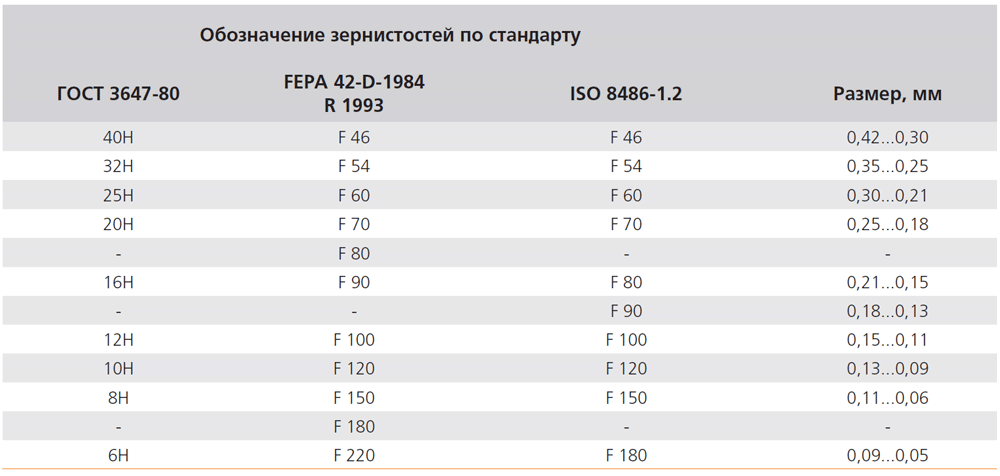
Зернистость круга выбирается в зависимости от вида обработки и шероховатости обрабатываемой детали:
Зависимость шероховатости поверхности от зернистости абразивного инструмента
| Зернистость | Шероховатость Ra, мкм |
|---|---|
| 40-25 | 1,25 – 0,5 |
| 20-12 | 0,4 – 0,2 |
| 10-6 | 0,16 – 0,12 |
При выборе твердости круга необходимо руководствоваться следующими положениями:
- твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляют медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга, и он становится не пригодным для работы. Тогда необходима правка круга, хотя абразивные зерна в этом случае могут быть еще достаточно острыми;
- с увеличением площади контакта между кругом и изделием давление на единицу площади круга уменьшается, и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент;
- чем больше рабочая скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы – большой скорости изделия и поперечной подаче – применяются более твердые круги;
- для предварительных операций применяются более твердые инструменты, чем для окончательных;
- при шлифовании без охлаждения следует использовать более мягкие круги, чем при работе с охлаждением;
- при шлифовании неровных, прерывистых поверхностей применяются более твердые инструменты, чем при шлифовании ровных, без разрывов поверхностей.
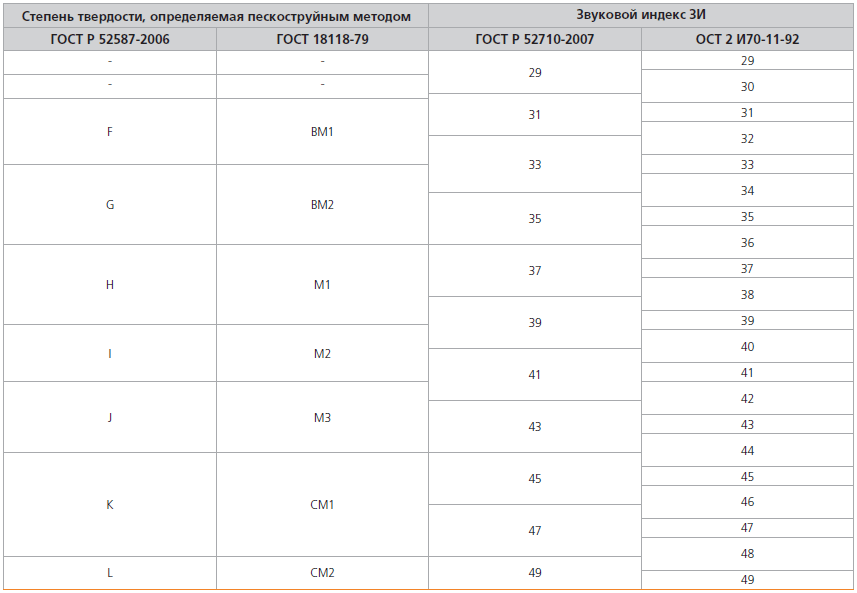
Примерное соответствие степеней твердости, полученное разными методами контроля, приведено в табл.
Проверенные производители шлифовальных кругов
Использование шлифовальных кругов предполагает, что в процессе на них приходится весьма серьезная нагрузка. Поэтому качеству изделий уделяется особое значение при выборе, ведь некачественные круги достаточно быстро трескаются и разрушаются.










Производители шлифовальных кругов представлены на рынке в большом количестве, но не все изделия отличаются высоким качеством.И все же найти достаточно надежный и прочный шлифкруг можно среди продукции как отечественных, так и зарубежных заводов.
Зарубежное производство: поставщики
Производство шлифовальных кругов за рубежом осуществляется во многих странах, однако Италия занимает среди них особое место. Изготовлением абразивных кругов занимаются такие компании как:
- Bavelloni, предлагающая алмазные и бакелитовые круги различных диаметров для резки стекла и других задач;
- Boterro, предлагающая круги как для грубого шлифования стекла (на металлической основе), так и для чистовой шлифовки на бакелитовой основе, а также алмазные и бакелитовые изделия для станков и прочую продукцию;
- ADI — признанный лидер в изготовлении кругов чашечной формы, предназначенных для обработки кромки стекла.
Эксплуатация шлифовальных кругов производства итальянских компаний, как правило, не вызывает нареканий, поскольку они отличаются крайне высоким качеством и относительно долгим сроком службы. Недостаток в их использовании только один — высокая цена.
Для тех, кто хочет сэкономить на покупке шлифовального круга, но не на его качестве, отличным решением станет приобретение кругов китайского производства, в частности, компаний:
- Zauber;
- Huater.
Эти круги практически также долго, как и итальянские, сохраняют свойства наждачной поверхности, но стоят при этом существенно дешевле.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Основные виды абразивных кругов
Типы абразивных кругов и основные способы обработки поверхности.
Рассмотрим наиболее востребованные:
- круглое шлифование — обрабатываются поверхности, сечением у которых в перпендикулярной плоскости к оси вращения является круг;
- плоское шлифование — обработка любых плоских поверхностей;
- бесцентровое шлифование — как правило применяется на предприятиях занимающихся обработкой наружных и внутренних поверхностей таких, например, как: распредвал валы, обоймы подшипников;
- абразивными кругами производят отрезание и разрезание заготовок;
- абразивное притирание поверхностей (например седло и игла дизельной форсунки);
- хонингование — обработка круглых поверхностей (отверстий) с помощью специальных хонинговальных головок. Применяется при обработке цилиндров двигателей или
- поверхностей гидравлических насосов;
- полировочные круги — применяются для придания поверхности малой шероховатости и зеркального блеска;
Отрезные
Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства.
Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой.
Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
- применяются для резки трубы, профиля и листового металла;
- для бетона и железобетона, при прорезании пазов в бетонных конструкциях;
- работы с камнем, для придания необходимой формы заготовкам из камня и керамики;
Разнообразие размеров впечатляет
Шлифовальные круги
Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.









Шлифовальные круги в разрезе бывают следующей геометрической формы:
- Прямой профиль. Применяются для заточки ножей, топоров, наружного и внутреннего шлифования, обдирочных и зачистных работ. Можно производить шлифование плоскостью.
- Конусообразный профиль. Применяются для заточки зубьев не дисковых пил.
- Двусторонний конусообразный профиль. Применяются для доводки профилей шеверов и долбяков, зубчатых колес, шлифования резьбы.
- Прямой профиль с выточкой, одно или двусторонней. Применяются для круглого, плоского и внутреннего шлифования, обработки шейки и торца.
- Односторонняя или двусторонняя конусообразная выточка. Применяются для подрезки торца с одновременной круглой шлифовкой, а также круглой шлифовки шейки и торца.
Чашечные
Подразделяются на:
- Цилиндрические. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
- Конические. Применяются для шлифования плоских направляющих и заточки зубьев режущего инструмента.
- Тарельчатые. Применяются для обработки и заточки многолезвийных режущих инструментов и финишной доводки зубьев шестерен.
Конические шлифовальные камни
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения.
Обратите внимание
Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Это интересно: Болторез — виды, характеристики, возможности, выбор
Зернистость абразивных материалов
В шлифовальном круге, бруске или порошке используются абразивные зерна определенного размера, чтобы снимаемые ими стружки были бы одинаковыми. Для снятия большой стружки применяют шлифовальные круги с крупными зернами, для удаления небольшой стружки — с зернами помельче.
При подготовке абразивного материала для инструмента большие куски абразивного материала размельчаются в дробилках до получения зерен требуемых размеров. После дробления зерна очищаются от посторонних примесей, проходят химическую и термическую обработку.
Зернистость абразивных материалов (размер зерен) определяется размерами сторон ячеек двух последовательных сит, через которые производится просев или анализ отобранного абразивного зерна (порошка).
По крупности зерна различают следующие номера: 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 12; 10; 8; 6; 5; 4; 3; М40; М28; М20; М14; М10; М7; М5.
Зернистость абразивных материалов по ГОСТ 3647—59 задается длиной стороны сетки в сотых долях миллиметра (по старому ГОСТ размеры определялись количеством проволочек сита на длине в один дюйм).
Перевод обозначений зернистости из метрической в дюймовую систему и наоборот приводится в табл. 6.
Большие размеры зерен, указанные в таблице, соответствуют тому размеру отверстий сита, сквозь которые они проходят, а меньшие размеры — тому, при котором зерна задерживаются.
Абразивные материалы по величине зерен разделяются на 3 группы со следующими номерами зернистости:
- 1) шлифзерно — 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
- 2) шлифпорошки — 12; 10; 8; 6; 5; 4; 3;
- 3) микропорошки — М40; М28; М20; М14; М10; М7; М5.
Микропорошки обозначаются буквой М и числом, показывающим наибольший размер зерна в микронах.
Размер зерен микропорошков определяется измерением через микроскоп наибольшей ширины площади зерна, которую видно в поле зрения микроскопа. Размеры зерен в шлифпорошках № 4 и 3 измеряются комбинированным методом,
Т. е. зерна крупнее 40 мк определяются размерами сторон сита, а более мелкие — линейным измерением зерен под микроскопом.
Выбор круга по зернистости производится в зависимости от вида шлифования, величины съема шлифуемого материала, требуемой чистоты поверхности и точности обработки. Круги с крупным зерном увеличивают съем металла при шлифовании, повышают производительность труда, но при этом на поверхности детали оставляют значительные риски; потому их применяют на обдирочных работах.
Мелкозернистые круги применяют при чистовых и отделочных работах. В табл. 7 даны рекомендации по выбору зернистости абразивного материала.
Виды и технологическое применение шлифовальных кругов
Абразивное шлифование вращением ведут при помощи:
- кругов;
- головок;
- фрез (шарошек);
- сегментов.
Качество после шлифования зависит от класса шлифовального круга. Их известно три: А, Б и АА. Наименьшей точностью обладают шлифовальные круги класса Б, а наивысшей – круги АА (ими обычно оснащаются прецизионные шлифовальные станки). Точность действия шлифовального круга определяется его геометрией, составом абразивного материала на круге, а также зернистостью.
В практике шлифования или правки на станках и ручных машинках часто применяют разовое крепление состава к основе. Фактически это – шлифовальная бумага с велькро-подложкой. Такие «круги» на липучке используются преимущественно в быту, для ручных машин, притом с незначительным съёмом металла, в частности, при правке.

Шлифовальные тканевые круги для профильного шлифования
Наоборот, при съёме значительного количества металла домашние мастера часто пользуются шарошками – насадками на обычную электродрель, внешне напоминающими фрезу. Шарошка, вращаясь с большой скоростью, выполняет обдирочное шлифование поверхностей после сверлильных или фрезерных работ. Шарошки компактны и имеют небольшой диаметр рабочей поверхности. Шарошки, однако, не могут обеспечивать большой крутящий момент.









Стандартные обозначения
Маркировка определяется ГОСТ 2424, и включает в себя следующие разновидности:
- для операций чернового (обдирочного) шлифования металла, внутреннего или наружного, правки преимущественно периферией – круги с прямым профилем (пп);
- для обработки резьб, и других периодических профилей на металле – конические двухсторонние (2п), либо тарельчатые (т);
- для заточки и правки отрезных пил трения – конические односторонние (3п);
- для бесцентрового шлифования металла – круги с одно- или двухсторонними выточками (пв);
- для торцевого шлифования плоской поверхностью – кольцевые (к).
Расшифровка абразивного шлифовального круга
Отдельную категорию представляет заточка, правка, а также шлифовка поверхностей трения металлообрабатывающих станков. Такие круги называются чашечными, и маркируются ЧЦ или ЧК.
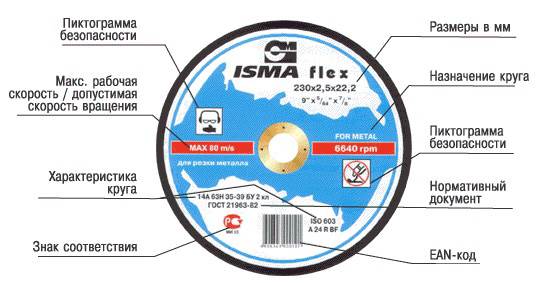
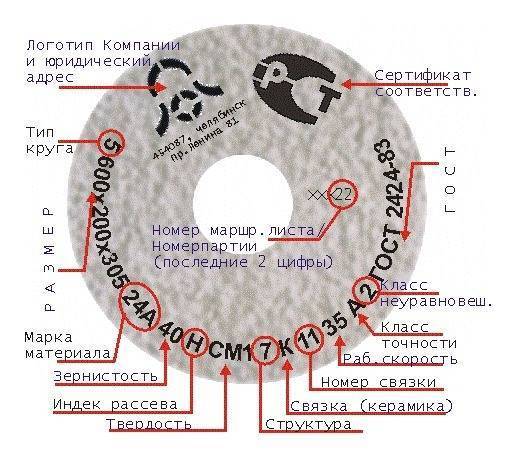
Расшифровка этикетки шлифовального круга
Вышеперечисленная номенклатура относится к сплошным кругам, производящим операцию всем своим рабочим периметром (правка, обдирочное шлифование). При использовании наборных шлифовальных кругов используют специальные сегменты, которые устанавливаются в соответствующие посадочные места корпуса круга на станке или машинке. Выпускаются они согласно техническим требованиям ГОСТ 2464. Наборными сегментами возможна обработка труднодоступных поверхностей (например, рельсовых впадин, узких пазов в металле или камне). Шлифовальные сегменты более экономичны при правке, и позволяют облегчать текущее обслуживание станка.
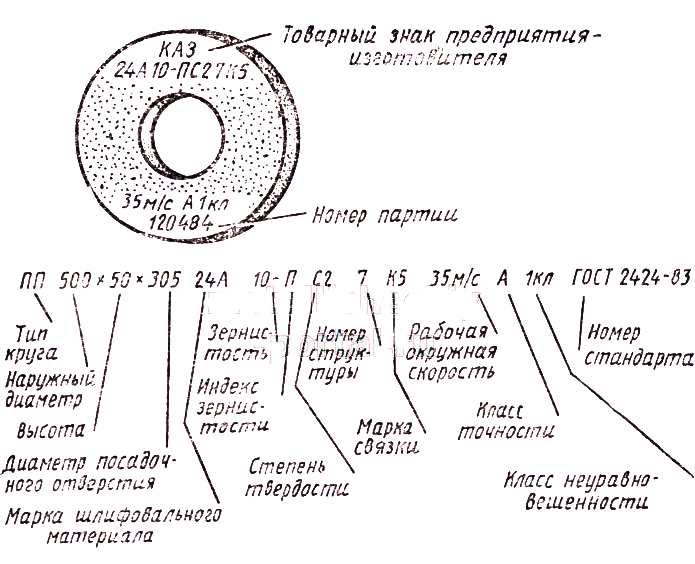
Схема маркировки шлифовального круга
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
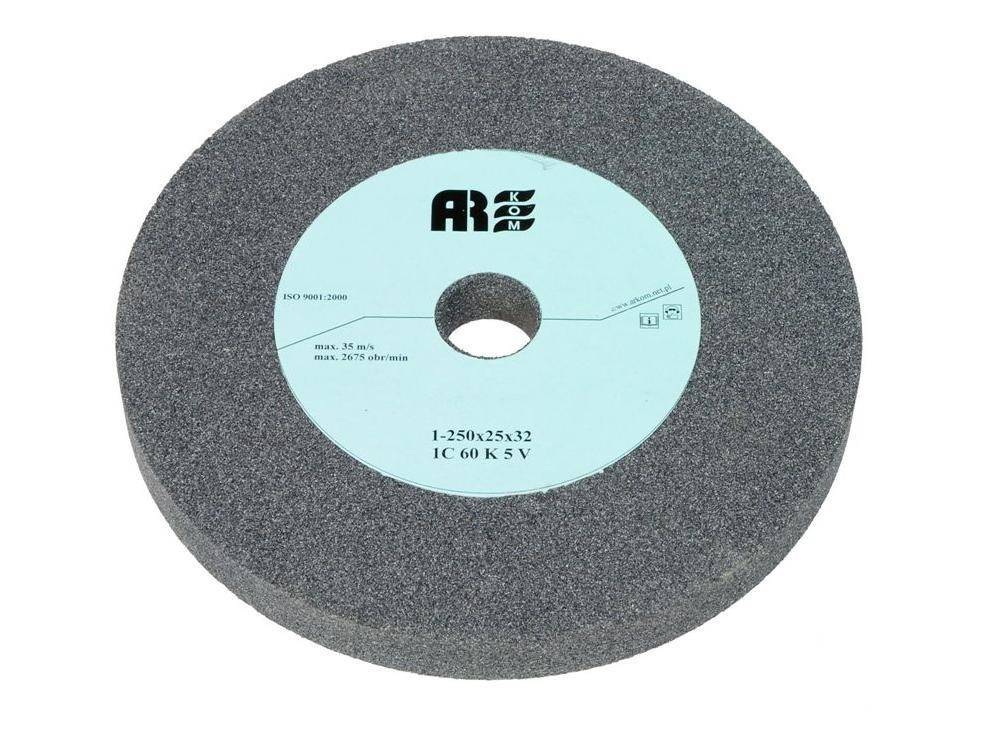
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.









7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Нюансы применения
Насадку на дрель для полировки авто можно купить в любом магазине, где продаются товары для автомобилей. Однако выбирать данные приспособление следует внимательно.
Элементы кузова новых автомобилей делают по современным технологиям. На металл наносят антикоррозийный состав и краску, которые отличаются износоустойчивостью. Они будут служить примерно 15 лет. Однако такое покрытие лучше сохраняется, если за ним осуществлять правильный уход. Полирующее приспособление обеспечивает восстановление первоначального блеска и убирает с поверхности дефекты. Вкупе со специальным средством такое изделие будет стоить дешевле, чем услуги, оказываемые в мастерской.
Какие бывают круги для наждака — очередной ликбез
У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:

Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома
Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора).

Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.









Маркировка круга 64С, размеры такие же, как у электрокорунда.
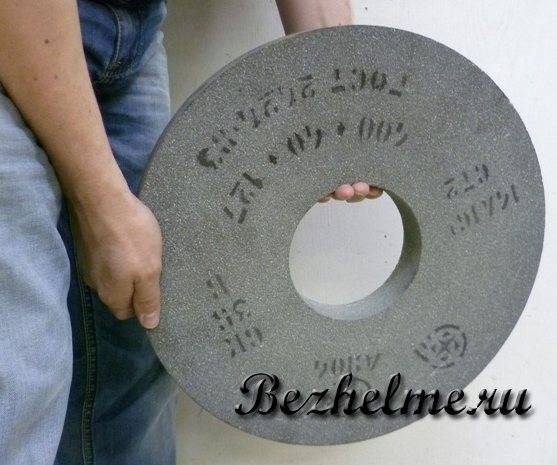
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:
Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России. Еще на заметку: Зацените этот обалденный набор точных отверток





