

Типы микрометров
На данный момент существует множество типов микрометров. Исходя из их характеристик и механизма, выделяют следующие типы:
Гладкий микрометр используется для измерения внешних размеров.
- Гладкий микрометр. Наиболее распространенный тип, широко применяется в машиностроении, при производстве полиэтилена и на фармацевтических предприятиях. Используется для измерения внешних размеров. Состоит из микропары головок для зажима измеряемой детали, скобы, стебля. Может иметь круговую шкалу или цифровым экраном. Погрешности прибора регламентируются по ГОСТ 32166-06 (для разных типов деталей, разная погрешность).
- Проволочный микрометр. В отличие от других типов, такие микрометры имеют компактные размеры и предназначены для измерений диаметров проволоки (при производстве кабелей) и шариков (например, подшипника).
- Резьбомерный микрометр. Предназначен для контроля параметров нарезки резьбы. Отличается от остальных типов наличием на измеряющей микропаре острия, для более точного определения размеров резьбы.
- Листовой микрометр. Используется для измерения толщины ленточных материалов и листов. Микропарой являются плоские неподвижные диски, не имеющие люфта. Поверхности дисков отливаются из твердых сплавов. Погрешности и технология изготовления регламентируются по ГОСТ 6507-90.
- Призматический микрометр. Такими приборами измеряются лезвия инструментов и другие особо тонкие детали. Накладки на «губы» такого прибора делаются из твердых особо твердых сплавов. Нормативный документ на прибор — ТУ 2-034-770-83.
- Трубный микрометр. Используется для измерений толщины стенок трубы. Эти размеры необходимо контролировать в авиационно-космической отрасли, нефтегазовой отрасли и в точном машиностроении.
- Зубомерный микрометр. Используется для измерений длин общей нормали у колес зубчатых. Технология изготовления такого прибора регламентируется по ГОСТ 6507-90.
- Канавочный микрометр. Предназначен для измерения ширины канавки (например, в схемотехнике) и расстояний между ними.
- Рычажный микрометр. Наиболее точный прибор, имеет несколько шкал, показания которых суммируются для получения окончательного результата. Конструктивная особенность — три точки опоры для детали, которые имеют заостренные концы. Может применятся для измерения труб, зубчатых колес ит.д.
- Часового типа. Предназначены для проведения измерений в труднодоступных местах. Микрометры часового типа имеют круглый циферблат со шкалой и стрелкой, а также длинную «ногу» — щуп. Их обычно статически закрепляют на поверхности, а под них подносят деталь.
https://youtube.com/watch?v=bJ5_H1Ah2wA
Здесь перечислены практически все виды микрометров. Иногда еще выделяют универсальные микрометры, но они пригодны для использования только в качестве учебных приборов или для бытовых нужд из-за высокой погрешности. После ознакомления с типами приборов, стоит перейти к описанию процесса измерений.
Как читать микрометр, градуированный в 0, 01 мм
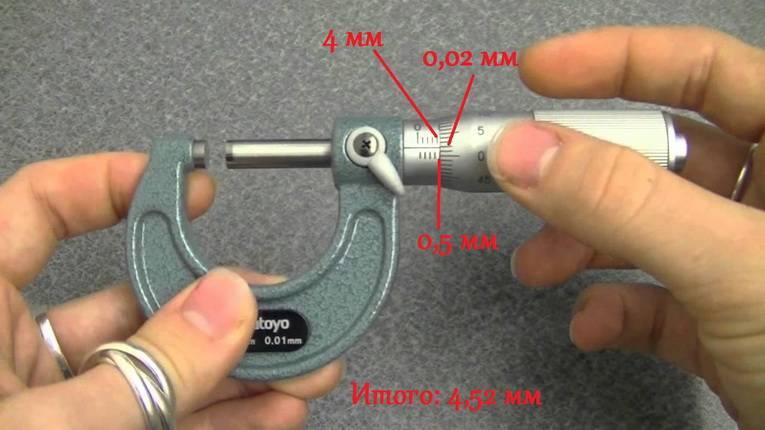
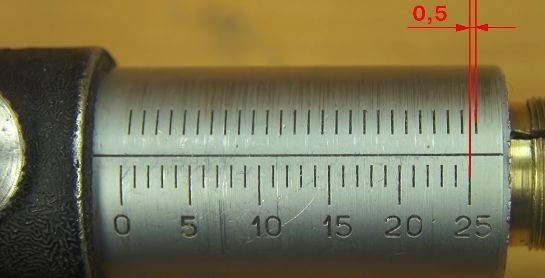
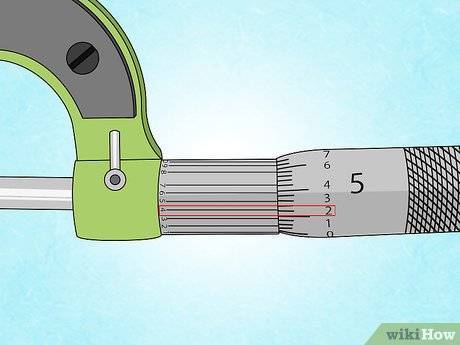
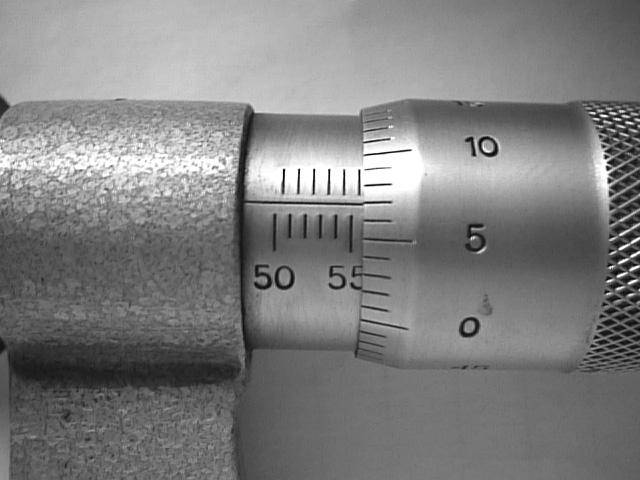
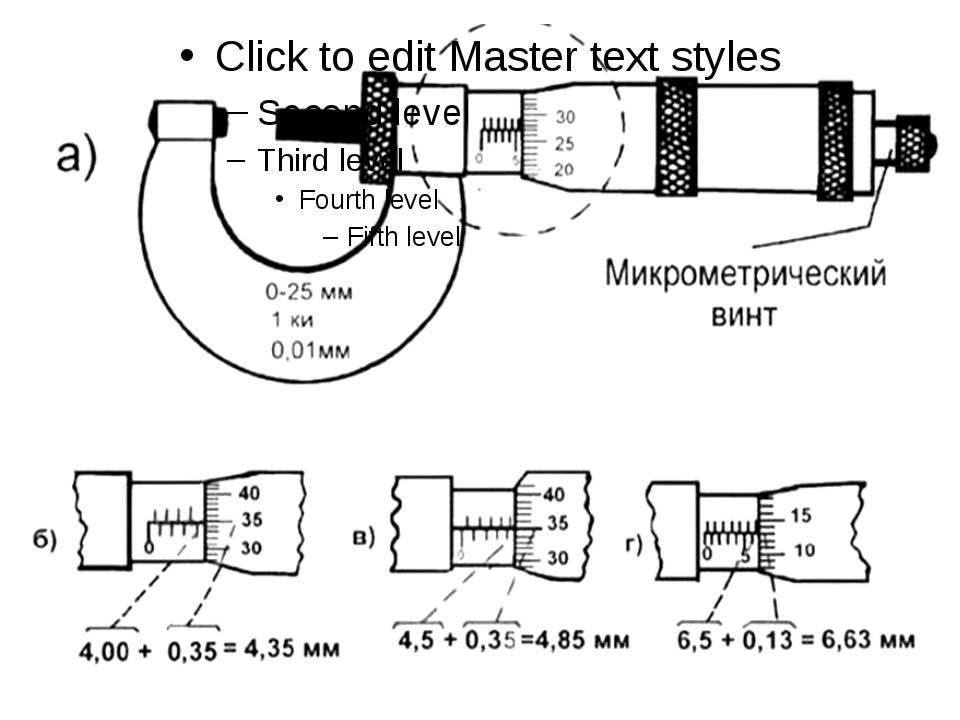
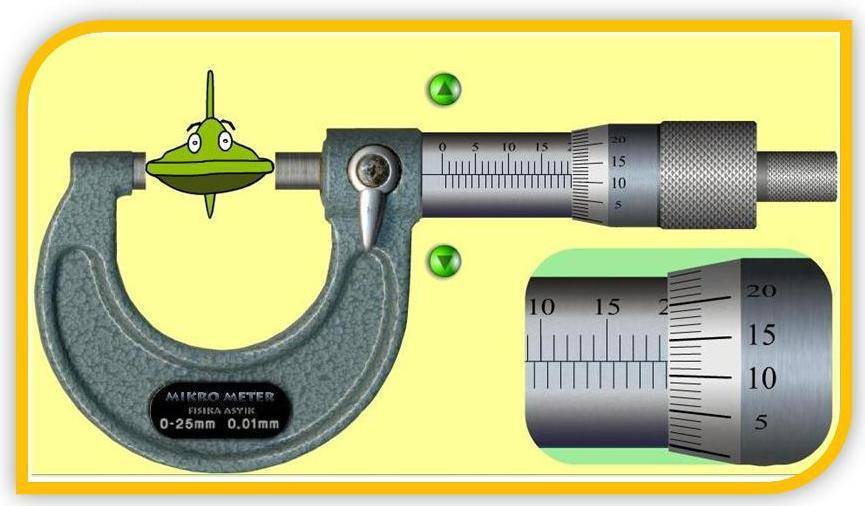
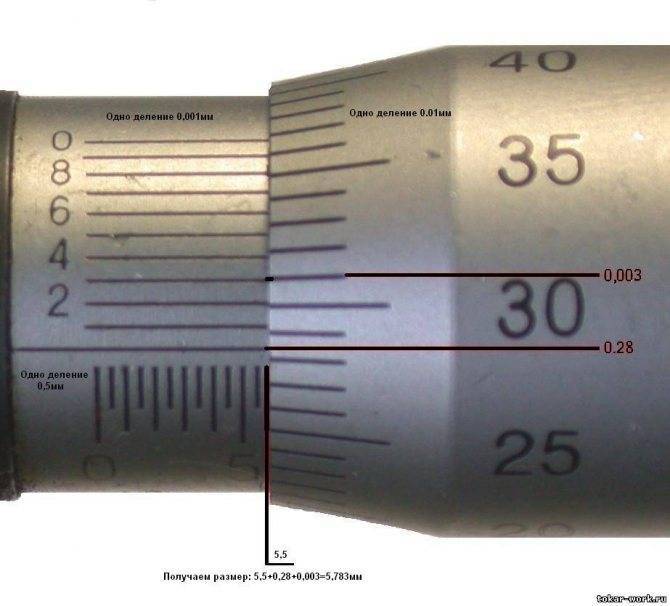
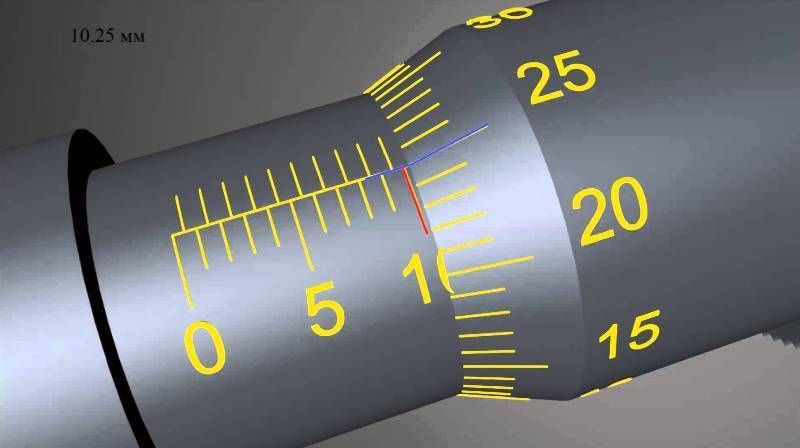
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
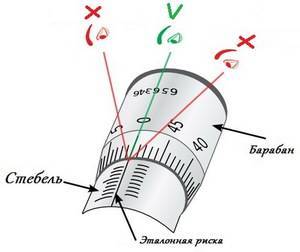 Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Поверка
Поверка осуществляется согласно методическим указаниям МИ 782−85.
Знание методики поверки важно не только для специалиста, проводящего ее, но и для работника, который пользуются средством измерения и стремится быть квалифицированным. Может показаться, что при бытовой эксплуатации микрометра знания о поверочных операциях не нужны, но это не так
Отклонение от нормы отдельных контролируемых параметров заметно невооруженным глазом
Может показаться, что при бытовой эксплуатации микрометра знания о поверочных операциях не нужны, но это не так. Отклонение от нормы отдельных контролируемых параметров заметно невооруженным глазом.
Среди этих параметров:
- отклонение от плоскостности измерительных поверхностей;
- отклонение от параллельности измерительных поверхностей;
- перекос плоской измерительной поверхности винта.
Появление таких отклонений должно насторожить и побудить к принятию решения о необходимости ремонта измерительного прибора.
Теперь, обладая обширной информацией по проведению измерений с помощью микрометра, по его устройству и способам контроля качества его показаний, можно быть уверенным, что любые вопросы о микрометре, как пользоваться им — в том числе, никогда не застанут врасплох.
Как пользоваться микрометром
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.

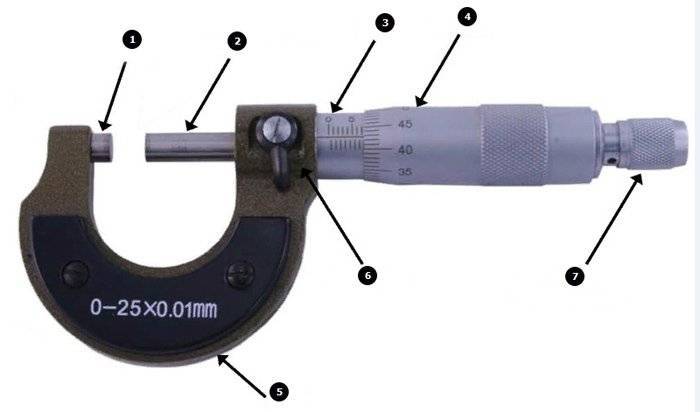
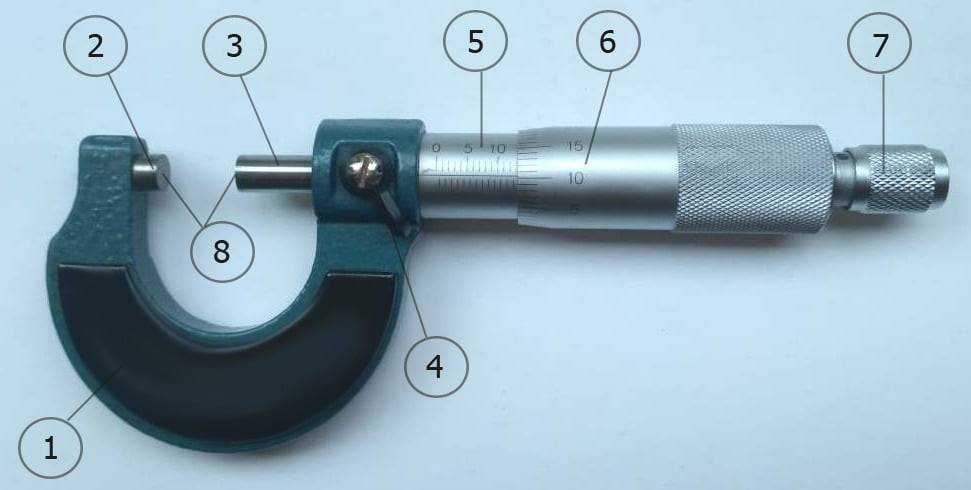
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.

Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.

Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.









Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.

Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.

Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.

Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.

Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.

Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.

Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.

Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый.
На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.






Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
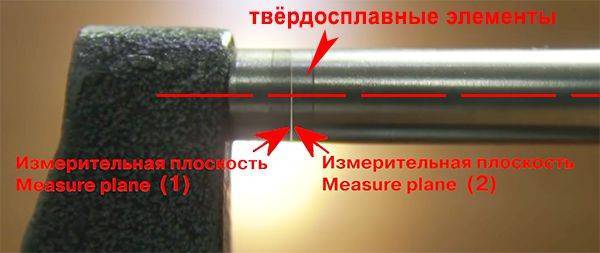
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Как настроить микрометр
Перед измерением деталей микрометром необходимо провести настройку инструмента, при использовании требуется высочайшая точность. Даже незначительные отклонения могут помешать процессу:
Инструкция по применению и использованию микрометра рекомендует для начала удалить мельчайшие загрязнения с поверхности губок. Для этого необходимо взять тонкий бумажный лист. Его располагают между лапками и сводят их до упора
Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась. Дальше инструмент по правилам пользования микрометром нужно выставить на ноль
Губки снова сводят и проверяют, совпадают ли насечки на барабане с отметкой нижней шкалы. Если точности не наблюдается, с помощью специального ключа стебель регулируют до тех пор, пока риска не будет установлена на ноль. При использовании цифровых приборов перед измерениями нужно убедиться, что батарейка не разряжена, и при необходимости вставить новый элемент питания.
Если настроечного инструмента к устройству не приложено, следует открутить крепление трещотки и вручную отцентрировать накатку до полного совпадения с отметкой ноль. После этого фиксирующий механизм закручивают обратно.
Настройку на ноль выполняют перед каждым измерением
Важно! Камень и наждак для очистки губок при настройке микрометра использовать категорически запрещено, они только нарушат точность инструмента.
Индикаторы часового типа
Индикаторы часового типа (ГОСТ577-68) (рис. 8.13), являющиеся типовыми представителями приборов с зубчатой передачей, содержат стержень 4 с нарезанной зубчатой рейкой 6, зубчатые колеса 2, 3, 5 и 7, спиральную пружину 1, стрелку 8.
Возвратно-поступательное перемещение измерительного стержня 4 преобразуется в круговое движение стрелки 8.

Рис. 8.13. Индикатор часового типа (а) и его схема (б): 1 – спиральная пружина; 2, 3, 5 и 7 – зубчатое колесо; 4 – стержень; 6 – зубчатая рейка; 8 и 9 – стрелка
Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм. Целые миллиметры отсчитываются по шкале при помощи стрелки 9. Шкала прибора имеет 100 делений, цена деления индикатора равна 0,01 мм.
Классы точности индикаторов часового типа
Индикаторы часового типа выпускают двух классов точности (0 и 1) в двух модификациях: индикаторы типа ИЧ с перемещением измерительного стержня параллельно шкале и индикаторы типа ИТ с перемещением измерительного стержня перпендикулярно шкале. Выпускаются также индикаторы часового типа с цифровым (электронным) отсчетом.Основные метрологические характеристики индикаторов часового типа представлены в приложении 4.
ГОСТ 16497-80 предусматривает изготовление индикаторов линейных размеров со статистической обработкой результатов измерений, построенных на основе конструкции индикаторов часового типа по ГОСТ 577-68. Они предназначаются для механизации вычислений при измерительных и контрольных операциях.
Типы статистических индикаторов
СИС — статистический индикатор средних арифметических, предназначенный для определения среднего арифметического в выборке. Индикатор имеет две стрелки: действительных размеров и средних арифметических;
СИМ — статистический индикатор медиан, предназначенный для определения положения медианы в выборке. Индикатор имеет три стрелки: стрелку текущих размеров и две дополнительные стрелки, по которым определяется положение медианы;
СИР — статистический индикатор размахов, предназначенный для определения разности между наибольшим и наименьшим значениями. Индикатор имеет три стрелки: стрелку текущих размеров и две дополнительные, каждая из которых, будучи отклоненной, фиксирует одно из предельных отклонений — наименьшее и наибольшее. Величина размаха определяется по расстоянию между дополнительными стрелками, выраженному в делениях шкалы;
СИБ — статистический индикатор брака, предназначенный для определения количества деталей вне поля допустимых наибольших и наименьших отклонений. Индикатор имеет три стрелки: две стрелки размера показывают значения положительных и отрицательных отклонений, третья стрелка показывает число размеров (деталей), находящихся вне поля допуска;
СИГ — статистический индикатор группировок, предназначенный для определения суженного допуска, а также их суммы и разности. Индикатор имеет три стрелки: текущих размеров и количеств положительных и отрицательных отклонений;
СИД — статистический индикатор дисперсий, предназначенный для определения значений дисперсий и среднего квадратического отклонения в выборке. Индикатор имеет стрелки средних арифметических, средних квадратических отклонений и дисперсий.








Рычажно-зубчатые измерительные приборы
К приборам с рычажно-зубчатой передачей относятся рычажно-зубчатые измерительные головки, рычажные скобы, рычажные микрометры и т.д. Эти приборы предназначены для относительных измерений наружных поверхностей.

Рычажно-зубчатые измерительные головки
Рычажно-зубчатые измерительные головки (рис. 8.14) отличаются от индикаторов часового типа наличием наряду с зубчатой передачей рычажной системы, позволяющей увеличить передаточное число механизма и тем самым повысить точность измерений. При перемещении измерительного стержня 4 в двух точных направляющих втулках 3 поворачивается рычаг б, который воздействует на рычаг 8, имеющий на большем плече зубчатый сектор, входящий в зацепление с зубчатым колесом (трибом) 7. На оси триба установлена стрелка с втулкой, связанная со спиральной пружиной 1, выбирающей зазор. Измерительное усилие создается пружиной 2. Для арретирования измерительного стержня служит арретир 5.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.

Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные

Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
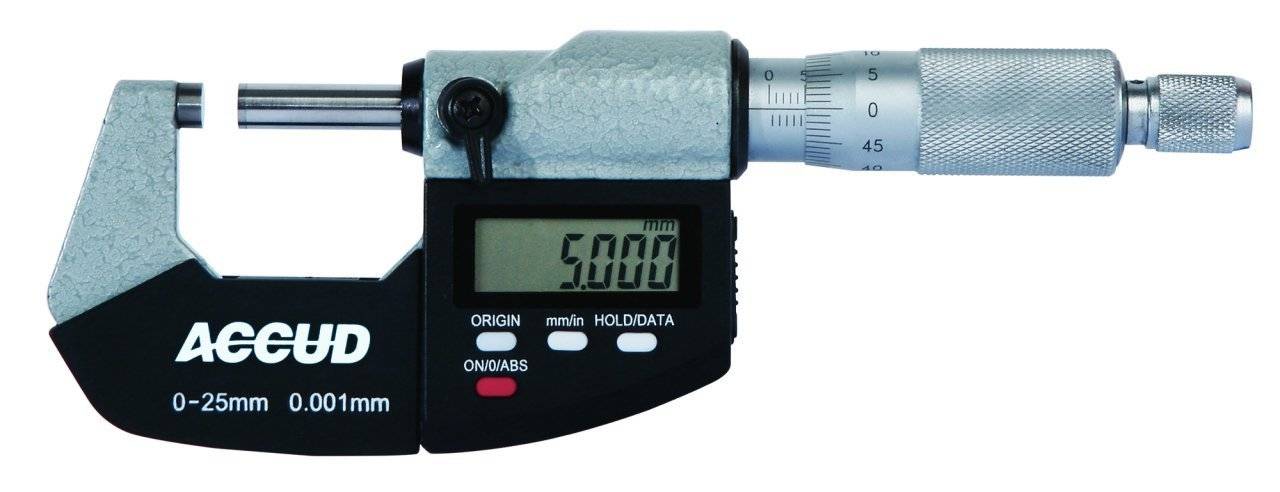
Механические цифровые

Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры

Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр

Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер

Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.
Трубный микрометр

Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой

Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.









Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.

Микрометр универсальный

Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр

Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.

Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный

Иногда можно встретить еще одно название глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр

Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.

Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката

С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.
Микрометр – нутромер
Помогает измерять внутренние диаметры изделий. Используется для контроля качества изготовления деталей.

Добавим, что каждая группа имеет свои плюсы и минусы. К примеру, даже лазерный микрометр, приобретенный у неизвестного производителя, может выдавать ложные показания. При покупке обязательно необходимо проверить точность прибора.
Работа с микрометрическими нутромерами
В общем случае она делится на два типа: первый – это подготовка (настройка, с целью подтверждения точности регистрации значений, и обнуление), второй – непосредственное снятие показаний. Рассмотрим обе стадии и действия на каждой из них.
Поверка

Общий механизм ее проведения мы приведем ниже, в разделе, посвященном эксплуатации. Здесь же скажем, что осуществляется она лишь в отношении модели, установленной «на ноль». Для этого, при температуре окружения в 20 0С, выполняют следующие действия:
- размещают сферическую головку инструмента между губками меры;
- прижимают необходимые поверхности, вращая барабан;
- фиксируют сборку при помощи специального винта;
- убеждаются, что продольная линия на стебле расположена точно по .
После чего переходят к снятию показаний.
Предлагаем посмотреть, как осуществляется настройка нутромера микрометрического, видеоролик ответит на те вопросы, возникшие в процессе прочтения, и рассказывать о которых в текстовом формате было бы слишком долго.
Все действия следует выполнять в соответствии с ГОСТом 17215-71; согласно данной методике, интервал между поверками – 1 год. Условия для их проведения должны быть неизменно следующими:
- уровень влажности – не более 80%;
- температура в помещении – от +15 до +25 градусов по Цельсию.
Внимание, на ноль прибор необходимо устанавливать перед каждым новым снятием показаний. Чтобы не спровоцировать при этом искажение значений, стоит держать инструмент во время настройки за втулку, которая не нагреется от тепла руки, в отличие от стального стержня
Как правильно измерять нутромером микрометрического типа
Следует выполнить следующие действия:
- выставить на приборе примерный диаметр необходимого отверстия;
- расположить сферическую головку внутри данной полости, таким образом, чтобы она была расположена под углом в 90 градусов по отношению к продольной оси;
- прижать инструмент сразу к обеим стенкам с помощью барабана и вращающейся трещотки;
- закрутить стопорный винт для закрепления результата и извлечь стержень с наконечником;
- взять полученную величину и приплюсовать к ней длину головки вместе с удлинителем (если он использовался).
Согласитесь, нет ничего сложного и результат получается достаточно точным (даже с учетом погрешности, которая незначительна). Посмотрите, как работает нутромер микрометрический, как пользоваться им: видео поможет закрепить впечатление и наглядно покажет некоторые специфические моменты. Например, лучше слов объяснит, как покачивать прибор в цилиндрических отверстиях. Согласитесь, о специфике перемещения в продольном и одновременно поперечном направлении достаточно сложно рассказывать, а между тем эту операцию необходимо проводить для определения минимума и максимума величин.





Так что ролик в данном случае будет вдвойне полезен – отметет сомнения и заодно покажет, как на практике складывать три значения для получения итогового.
Обратите внимание, условия эксплуатации те же, то есть +15…25 0С при влажности не более 80%
Комплектация микрометра
Универсальный измерительный инструмент лучше всего подходит для использования в быту. В комплект устройства может входить до пяти разных сменных пяток, благодаря чему можно производить измерения предметов различных форм и размеров. Данный тип микрометра состоит из нескольких основных элементов.
- Специальный стебель, на поверхности которого расположены шкалы, являющиеся основой нумерации. Эта деталь имеет два вида шкалы: основная, которая уже пронумерована и указывает на количество целых миллиметров, и дополнительная шкала — показывает не целые, а количество половин миллиметров.
- Качественный инструмент оснащён прочной скобой из жёсткого материала. Проблема некачественных микрометров в том, что при незначительном повреждении и деформации скобы, ухудшается точностью измерения прибора.
- Устройство включает в себя эталон — специальный элемент, предназначенный для осуществления систематических проверок точности настроек прибора. Стоит сразу отметить, что далеко не каждый микрометр включает в комплект данную деталь.
- Прибор имеет пятку. Данный конструктивный элемент бывает двух типов: встроенный в корпус микрометра и съёмный. Однако последний вариант встречается только у тех приборов, которые имеют широкий измерительный диапазон.
- Для точного измерения десятых и сотых долей миллиметров в прибор встроен специальный барабан. Кроме того, торцовая часть этого элемента также используется в качестве указателя для шкалы, расположенной на стебле устройства.
- Устройство также состоит из стопорного механизма, который выполнен в форме винтового зажима. Данный элемент необходим для того, чтобы фиксировать прибор в период настройки его параметров либо в процессе снятия показаний.
Электронные версии микрометров имеют табло, которое может настраиваться одновременно на несколько разных систем отсчёта, к примеру, сразу на дюймы и миллиметры. А также табло показывает индикатор заряда батареи. Если прибором, в процессе проведения замеров, не пользоваться более пяти минут, срабатывает автоматическое выключение системы, позволяющее экономить заряд.
Способы проведения измерений
Измерение микрометром можно осуществлять двумя основными способами.
- Относительный метод. Предполагает измерение различных предметов и границ, располагающихся близко к измеряемой детали, размеры которой потом предстоит вычислить посредством математических расчётов.
- Абсолютный метод. В этом случае измерение осуществляет путём прикладывания разъёма микрометра непосредственно к предмету, который предстоит измерить. Чтобы зафиксировать измеряемую деталь, выставляются специальные зажимы, которые есть у прибора. После чего размеры этого предмета считываются со шкал, которые расположены на стебле устройства.
Важно помнить, что перед тем как начать пользоваться микрометром, необходимо дать время прибору немного побыть в одном температурном режиме. Как правило, достаточно около трёх часов
Настройка прибора
Перед началом проведения измерений необходимо подготовить микрометр и настроить его, чтобы избежать возникновения погрешностей в процессе вычисления размеров. Процедура настройки включает в себя несколько обязательных этапов:
- Вначале необходимо проверить прочность крепления пятки прибора.
- Также проверяется жёсткость крепления стебля микрометра в скобе.
- Всё конструктивные элементы устройства следует тщательно протереть мягкой тряпочкой.
- Далее нужно проверить нулевые данные. Как правило, у большинства моделей инструмента для этой цели соединяются винт устройства и верхняя часть пятки так, чтобы было несколько щелчков трещотки — в пределах трёх — пяти щелчков. Если всё делать правильно, показания микрометра должны оказаться на уровне 0.00.
После настройки можно приступать к проведению измерений.





