

Антикризисный бизнес на ломе алюминия
Современные требования к оборудованию, участвующему в технологических процессах на любом производстве, требуют создания новых станков, сложных установок, уникальных приборов. Многие их элементы должны быть изготовлены из разнообразных сплавов цветных металлов, пригодных для реализации конструкторских решений. Одним из них является алюминий, сплавы которого, получаемые за счёт легирования другими металлами, применяются в различных отраслях промышленности, требуя постоянного увеличения его объёмов. Этот вопрос стал одним из самых важных в непростой экономической ситуации настоящего времени. Часть проблем в бизнесе по производству алюминия можно успешно решить за счет создания современных производств по сбору приёму лома алюминия и его дальнейшей переработки.
Развитие антикризисного бизнеса в производстве алюминия
Использование природных запасов алюминия связано не только с разработкой новых месторождений, но и с организацией сложных производств выделения его из сопутствующих минералов. В чистом виде природных залежей алюминия нет. Имея отличные свойства стойкости к коррозии, его невысокая прочность требует технологического решения вопроса создания сплавов на его основе. И тогда на помощь приходит вторичное сырьё, получаемое при переплавке лома алюминия. Благодаря антикризисным программам в металлургической промышленности удалось повысить процент использования вторичного сырья с 73 до 93%. Приём лома алюминия (https://metall-kolomna.ru/priem-loma-alyuminiya/) осуществляется организациями, имеющими на это право.
Элементы, изготовленные после его переработки, применяются в производстве электропроводов, комплектующих холодильных установок, кондиционеров, вентиляторов, отдельных элементов в авиационной промышленности. Реализация бизнес-проектов строительных компаний невозможна без использования профилей, многочисленных элементов, не допускающих возникновения ржавчины и другие. Качество вторичного алюминия постоянно растёт. Новые технологии обеспечивают сохранить в нём свойства, присущие первичному алюминию. Это позволяет всё большему числу предприятий в своих бизнес планах и экономических расчетах, закладывать именно его взамен дорогостоящего первичного.
Использование первичного алюминия сохраняется только в отдельных отраслях, таких, как, например, пищевая промышленность. Лом в виде переработки упаковок, многочисленных видов банок, которой, совсем не пропадает, а используется на последующих этапах производств. Но прежде чем попасть на металлургическую переработку, лом алюминия проходит процесс сортировки, разделки, сушки и других технологических операций. Благодаря новейшему оборудованию и технологиям практически 80% алюминиевой продукции изготавливается из лома и возвращается снова на переработку, что, несомненно, имеет экономическую выгоду для антикризисного бизнеса в любом производстве.
Создание организаций по упорядоченному сбору отходов из лома алюминия, технологичных линий по его переработке, новых производств, выпускающих современную бытовую и промышленную технику, входит в систему единого антикризисного бизнеса на ломе алюминия. И самая большая экономическая выгода от этого заключается в организации многочисленных рабочих мест. Это позволяет людям иметь постоянный и надёжный заработок, а в целом по стране значительно сэкономить электроэнергию и сократить выброс вредных веществ в окружающую атмосферу, заботясь об экологии планеты.
Posted on
Aug 24, 2013By AdminWith 6Comments
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.

Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.








![Литье алюминия дома под давлением [оборудование, формы]](https://101benzopila.ru/wp-content/uploads/3/5/3/3537d6c22caaa0f5d5f7c04dceadc375.jpeg)

Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.

Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
Видео:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Как сделать улитку для холодной ковки своими руками?
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Видео:










Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Какой источник тепла использовать?
Для того, чтобы в домашних условиях выплавлять алюминий можно применять:
- Самодельную муфельную печь. Довольно действенный способ, позволяющий легко расплавлять алюминий.
- Обычную самодельную печь. Температуры природного газа будет достаточно для плавки.
- Газовую горелку/плиту или паяльную лампу. Вполне приемлемый способ при небольших объемах оплавки.
- Газовый резак или ацетиленовый генератор, при их наличии, также способны обеспечить необходимую температуру.
Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.

Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Литье в песок + глина в домашних условиях

В прошлый раз (вы можете найти эту статью в моем профиле) я лил алюминий по выжигаемой модели, т.е. вырезал модель из пенополистирола и просто засыпал песком. И некоторые из вас подметили, что к процессу я отнесся довольно небрежно. Все верно, целью было просто опробовать технологию и я совсем не заморочился с качеством отливки. Признаю это. В этот раз я постараюсь сделать все более аккуратно. Весь процесс с пояснениями есть на видео, но я так же распишу все сейчас и в текстовом формате. Поэтому, приятного просмотра и прочтения!
Многие кустарные источники пишут, что нужно смешать то-то и то-то «по вкусу», т.е. предлагают выяснять все опытным путем. Это неплохой для понимания, но долгий для получения результата процесс. Поэтому я нашел неплохой учебник-методичку по художественному литью в песок ( «Художественное литье: учебное пособие для учащихся средних профессионально-технических училищ» , Борис Никитич Зотов, 1982 г.). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.

Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.









Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Литье алюминия в домашних условиях
При алюминиевом литье под давлением в условиях небольшой мастерской применяют аналогичные технологические особенности с некоторыми изменениями. В быту расплав выливают в подготовленные формы.
Подготовка к процессу
Для сохранения стабильности при литье металла рекомендуется соблюдать некоторые правил:
- Самостоятельно изготовить агрегат для расплава заготовки.
- Собрать форму, в которую в дальнейшем будет заливаться сплав.
Непосредственно процесс отлива алюминия состоит из нескольких этапов:
- очистка сырья от загрязнений, нарезка на определенные заготовки для ускорения плавления;
- нагрев металла до критического значения, удаление с поверхности шлаков;
- разлив материала в форму.
Особенности производства форм
Изготовление толстостенных отливок — это первоначальный этап перед непосредственным литьем. В быту сплавы производят закрытым и открытым способом.
Материалы для литых форм
Для изготовления специальных форм применяют следующие материалы:
- Землю с содержанием кремния укладывают в подготовленную емкость слоями, при этом уплотняя ее. В промежуток устанавливается макет, соответствующий детали, которую будут отливать.
- Песок в соединении с жидким стеклом.
- Цемент в растворе с жидкостью, применяемой в тормозных системах.
- Гипсовые смеси.
Закрытая форма
Данный вид формования используется для производства заготовок сложных форм с высоким качеством. При этом форма состоит из двух составных частей, на которых выполняют будущий силуэт детали.

Закрытая форма
Открытый способ литья
При таком методе жидкий алюминий заливают в форму из подручных материалов, например, консервную банку. При остывании металла его достают, постукивая по стенкам.
Порядок работ
При плавке алюминия необходимо:
- подготовить печь, изготовить ее из кирпичей;
- растопить печь при помощи угля и установить в ее полость емкость, в которой будет плавиться металл;
- убрать с жидкого материала поверхностный шлак;
- разлить в полости пресс форм;
- после остывания очистить деталь от остатков песка или гипса.
Основные ошибки при литье алюминия
При литье могут совершаться некоторые ошибки, которые рекомендуется избегать:
- формы из гипса необходимо просушивать до 2 дней;
- при полном плавлении металла следует быстро заполнить им подготовленные формы;
- запрещается остужать материал при помощи воды.
Соблюдение требований безопасности и технологического процесса позволит получить на выходе сплав высокого качества без вредных примесей.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.
 Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:










- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.

Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
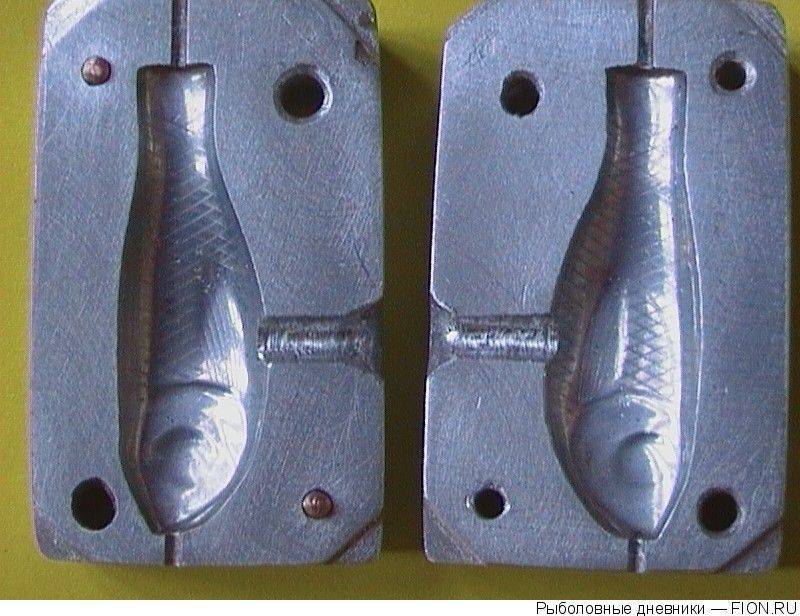
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.

3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.

Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.






![Литье алюминия дома под давлением [оборудование, формы]](https://101benzopila.ru/wp-content/uploads/9/d/b/9dbc911075da684098303e8b963eb90d.jpeg)


6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11С — один час и два часа при температуре 300С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.

Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.





