

Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Изготовление моделей в пресс-формах
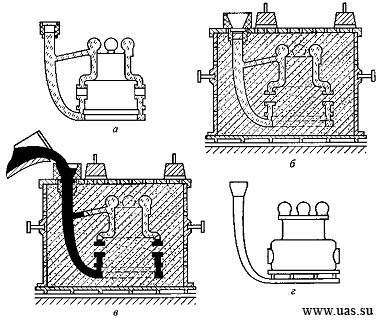
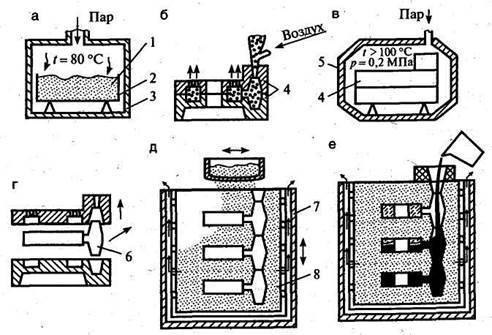
Процесс заключается в повторном нагреве подвспененных и активированных гранул полистирола, помещенных в пресс-форму, в результате которого они окончательно вспениваются и спекаются между собой, образуя пенополистирольную модель отливки.
Подготовленные гранулы засыпают или задувают сжатым воздухом в смазанную специальной смазкой рабочую полость пресс-формы так, чтобы они полностью заполнили ее объем. Смазками служат: раствор синтетического термостойкого каучука, силиконовая жидкость, глицерин.
Нагрев гранул в крупносерийном и массовом производстве целесообразно проводить способом так называемого «теплового удара»: перегретый пар с температурой 125 – 135оС под давлением 0,2 – 0,35 МПа подают непосредственно в пресс-форму, заполненную гранулами полистирола. Проходя между гранулами, турбулентный поток пара интенсивно вытесняет воздух, находящийся в порах засыпки, и равномерно по всему объему нагревает полимерный материал, который окончательно вспенивается. Образующийся конденсат под действием расширяющихся гранул отжимается к стенкам пресс-формы и удаляется через специальные дренажные отверстия.
При небольших объемах производства чаще используют более простые, но менее производительные способы:
- ванный, когда пресс-форма с подвспененными гранулами помещается в ванну с водой, нагретой до кипения. По окончанию процесса пресс-форму охлаждают в проточной воде;
- автоклавный, когда перфорированная пресс-форма, заполненная гранулами, помещается в автоклав, куда подается «острый» пар под давлении 0,13 – 0,145 МПа при температуре 105 – 115оС. Перфорация пресс-формы в виде отверстий в стенках диаметром 0,35 – 1,5 мм, а лучше щелей шириной 0,25 – 0,5 мм служит для подачи пара внутрь пресс-формы, а также для удаления воздуха и конденсата во время расширения и спекания гранул.
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +1200 С…+1500 С или в горячей воде 900 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 9000 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.






Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.

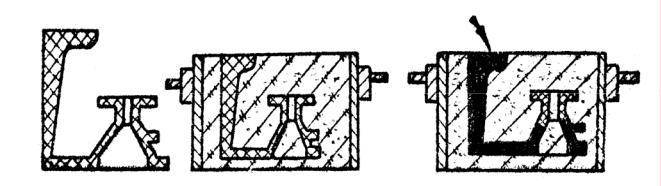
Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- горячая;
- холодная;
- способ разливки:
- горизонтальный;
- вертикальный;
- механизм подачи сплава:
- поршневой;
- компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
Основные этапы литья по выплавляемым моделям
- Создается образец модели.
- Образец присоединяется к центральному литнику.
- Образец и центральный литник несколько раз опускают в огнеупорный материал, создавая форму вокруг образца.
- Образец удаляется из огнеупорной формы. Форма готова для заливки металлом.
- Металл заливается в форму.
- После охлаждения материал формы удаляется посредством механической обработки, химической очистки или растворения в воде.
- Части отрезают от центрального литника и слегка зачищают.
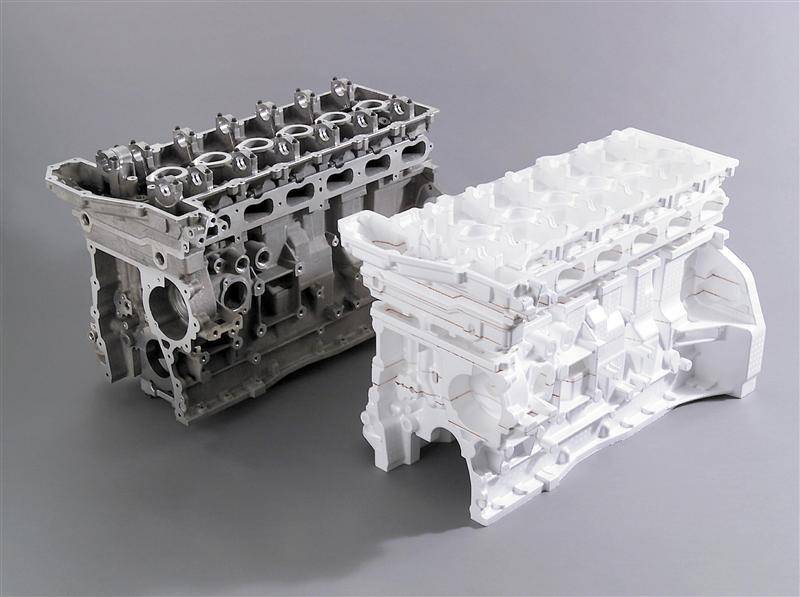
Создание новой продукции, и в особенности литейных деталей, – самая трудоемкая и дорогостоящая часть технологического процесса. В стандартном производстве для новой итерации изделия часто требуется и новая литейная оснастка, поскольку модернизировать существующую либо слишком затратно, либо невозможно.
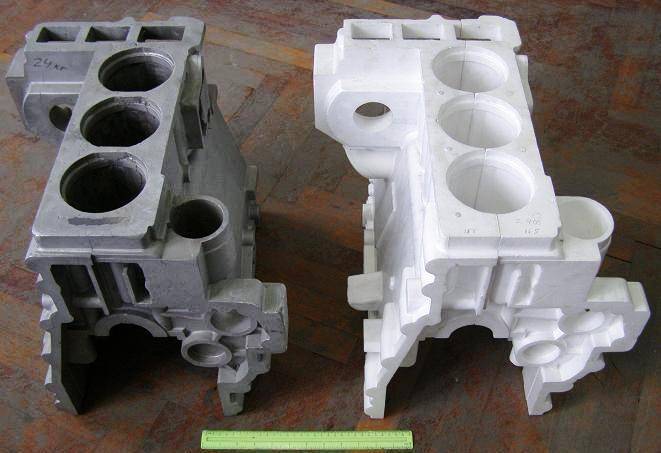
Аддитивные технологии недаром называют революционными: они позволили сократить сроки изготовления изделий для опытного производства в разы и даже десятки раз. К примеру, прототип блока цилиндров автомобильного двигателя можно напечатать на 3D-принтере всего за две недели, тогда как его производство традиционными методами занимает полгода. 3D-печать не только экономит время, но и позволяет вырастить модели и формы любой сложности. У литья в этом смысле возможности ограничены.
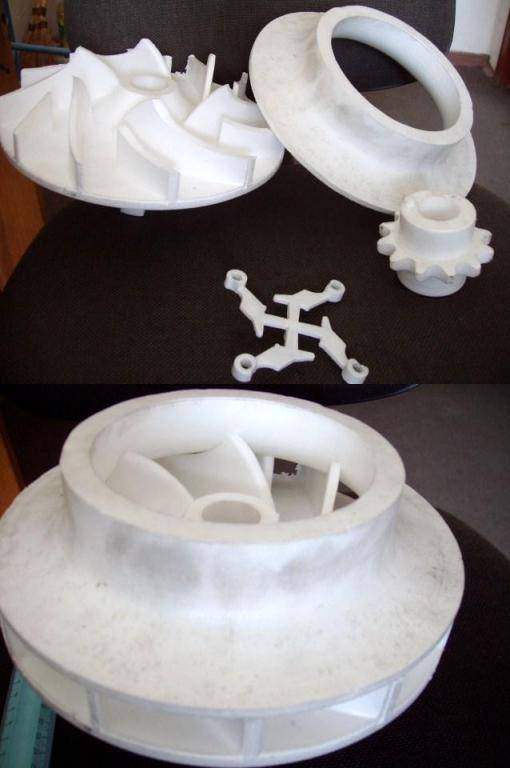
Когда речь идет о точности детали, применение 3D-печати также не имеет себе равных. Наибольшее распространение эта технология получила в ювелирном деле, стоматологии, приборостроении – в тех отраслях, где в приоритете небольшие размеры и сложная геометрия изделия. При изготовлении таких объектов, как мелкие детали машин, ювелирные изделия, стоматологические протезы или имплантаты, востребована особо высокая точность и качество отливок.
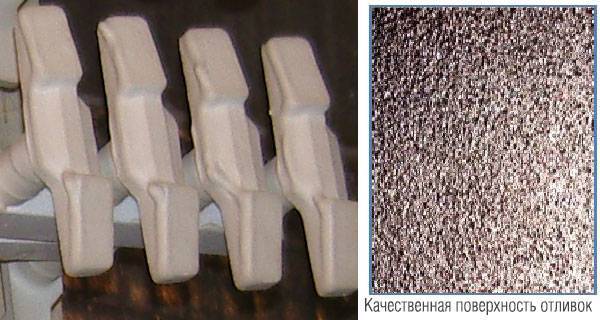
 Фото 1. Модели, созданные на восковом 3D-принтере
Фото 1. Модели, созданные на восковом 3D-принтере
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.





Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.

Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
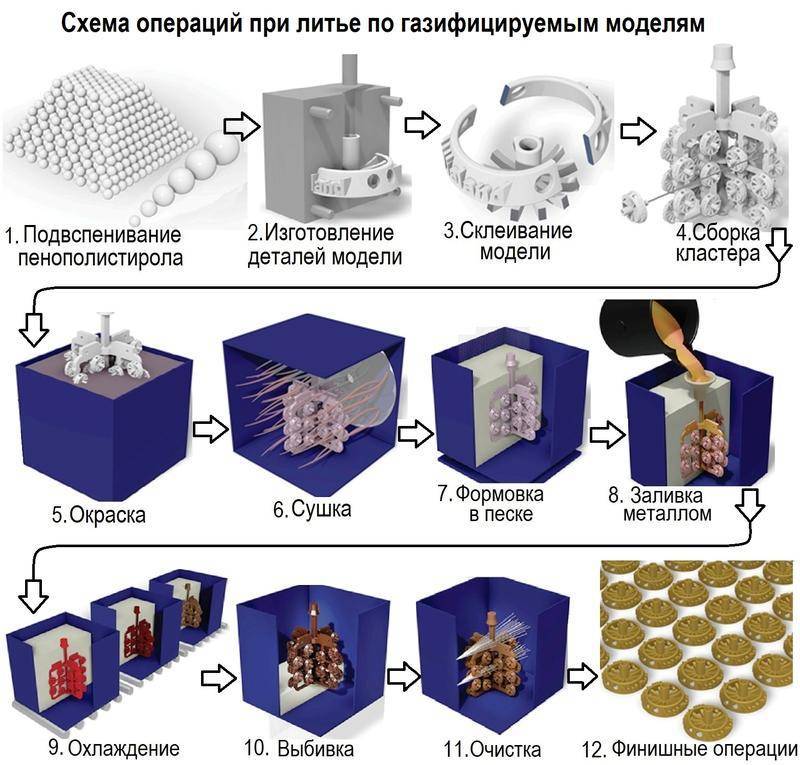
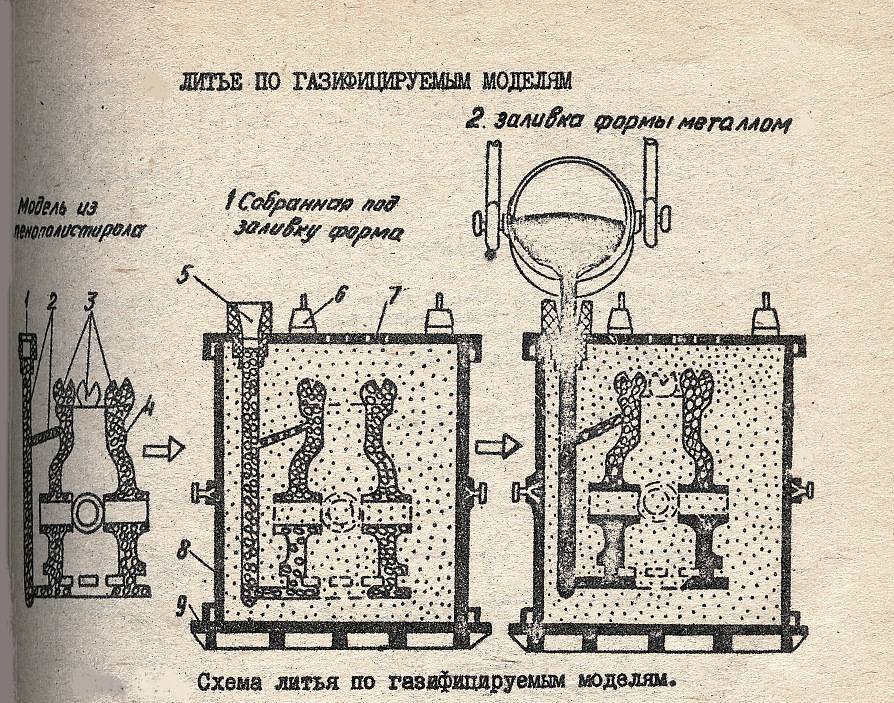
Изготовление газифицируемых моделей
Процесс получения моделей в массовом и крупносерийном производстве состоит из двух стадий: предварительное вспенивание исходных гранул вспенивающегося полистирола в свободном состоянии и окончательное вспенивание гранул в замкнутой полости пресс-формы – получение модели.
Предварительная тепловая обработка
вспенивающегося полистирола необходима для получения впоследствии газифицируемой модели с заданной объемной массой (плотностью), которая определяет прочность модели и качество поверхности. Вспенивающая способность гранул заданной дисперсности определяется температурой и временем тепловой обработки (рисунок 7.2).
Рисунок 7.2
– Увеличение объема гранул пенополистирола (V) в зависимости от температуры (цифры у кривых) и продолжительности подвспенивания (t): сплошные линии – начальный размер гранул 2,5 мм; пунктирные – 1,5 мм
С увеличением продолжительности тепловой обработки объем гранул увеличивается и, соответственно, уменьшается насыпная масса подвспененных гранул. Повышение температуры обработки приводит к сокращению времени, при котором гранулы достигают максимального объема. Но при температурах выше 95оС процесс становится нестабильным и передержка гранул приводит к потере их активности и усадке. Это связано с увеличением скорости деформации полистирольной оболочки гранул при повышении температуры, в результате чего стенки отдельных ячеек гранул разрушаются и происходит потеря порообразователя.
На предприятиях с небольшим объемом производства предварительное вспенивание целесообразно проводить в горячей воде. Для этого исходные гранулы полистирола помешают в воду при температуре 95 – 100оС и выдерживают в течение 1 – 10 мин при постоянном помешивании, чтобы обеспечить равномерность тепловой обработки и исключить слипание гранул. После выдержки, необходимой для подвспенивания гранул до заданной насыпной массы, их извлекают и засыпают на стеллажи с сетчатым дном для просушивания и выдержки на воздухе.
Для нагрева гранул при предварительном вспенивании применяют также обработку паром и токами высокой частоты. В условиях крупносерийного и массового производства чаще всего используют перегретый пар.
После предварительного вспенивания гранулы выдерживают на воздухе от 6 ч до 2 суток. В этот период оболочка гранул, охлаждаясь, вновь переходит в стеклообразное твердое состояние, а пары изопентана конденсируются, что приводит к возникновению вакуума в гранулах. В процессе выдержки происходит диффузия воздуха внутрь гранул и давление выравнивается. Для сокращения времени выдерживания подвспененных гранул можно использовать выдержку их при повышенном до 0,2 – 0,3 МПа давлении.
Малогабаритность технологического оборудования
Производственные линии, применяемые при ЛГМ, достаточно компактны и отличаются сравнительно небольшими размерами. Это значительное преимущество данной технологии по сравнению с другими способами литья.
Высококачественная продукция
Применявшийся ранее кокильный метод литья предусматривает непосредственное соприкосновение горячего металла с поверхностями формы. Это приводит не только к быстрому появлению дефектов на поверхностях этих форм, но и заметно уменьшает срок службы оборудования в целом. Технология ЛГМ даёт возможность применять заливочные формы значительно большее количество раз.
В то же время качество изготовленных изделий на порядок выше по сравнению с другими методами литья. Если в точности придерживаться сравнительно простых требований технологии, то вероятность получения продукции с дефектами практически исключена, а необходимые геометрические параметры новой продукции остаются неизменными на протяжении всего времени пользования.










Основные этапы литья по выплавляемым моделям
Принципиально процесс не отличается от классического литья в песчаные смеси, подразумевая заливку в готовую форму расплавленного цветного сплава или стали. Непосредственно литье включает следующие этапы:
- создание модели;
- получение формы;
- получение готовой литейной формы;
- непосредственно литье.
На первом этапе происходит подготовка пресс-формы, ее заполнение модельным составом и ожидание затвердевания с последующим извлечением. Получение формы включает обсыпку и сушку твердой модели. В дальнейшем происходит удаление модельной массы горячим воздухом, водой или иным методом с дожигом оставшейся массы во время прокаливания. На финальном этапе происходит непосредственно литье с последующим отпуском, удалением форм и литниковой системой, первичной обработкой заготовок дробеструйным методом или сжатым воздухом.
Для получения качественного литья по модельным составам не допускается. На практике это означает, что разбивать форму можно через 5-6 часов. В условиях производства используют вибрационный стол, а затем удаляется литниковая система и при наличии облой. Последнее может использоваться повторно для изготовления деталей без каких-либо ограничений.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Огнеупоры
Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.








Преимущества чугунного литья
Чугунное литье отличается от отливок из других материалов рядом преимуществ, таких, как:
- дешевизной
- высокой прочностью и износостойкостью
- высоким качеством поверхности, сводящим к минимуму последующую механическую обработку

Характеристики и применение чугуна
Важно отметить, что при использовании современных методов литья дешевле получается не только сама отливка, но и конечная продукция. Многие производства, в конце 20 века заменившие чугунные детали своих изделий на стальные, вернулись или планируют вернуться к проверенному временем материалу на новом этапе его развития
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
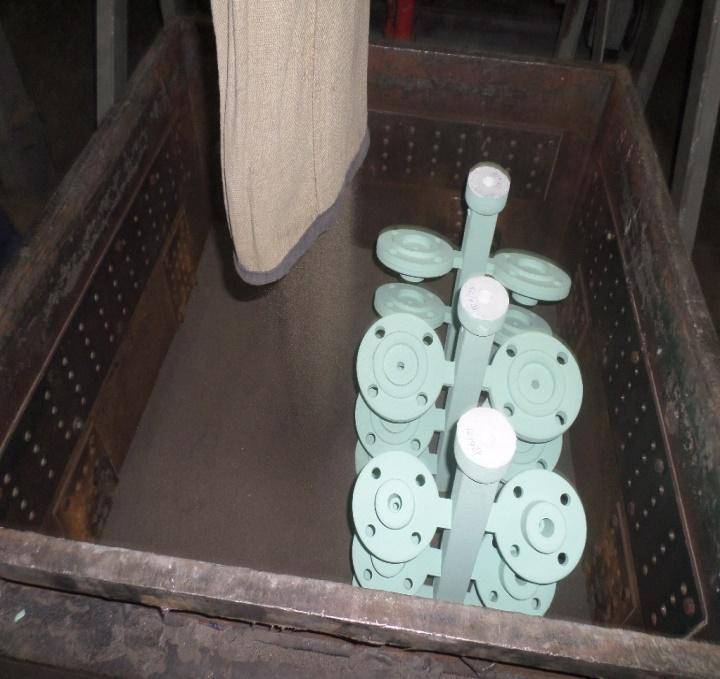
Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Модельные материалы и способы изготовления
В качестве материалов для газифицируемых моделей шире всего применяется плотный пенопласт (вспененный полистирол) мелких фракций.

Плотный пенопласт для ЛГМ
В зависимости от размеров детали применяются гранулы от 0,2 до 1,0 мм. Материал обладает такими ключевыми свойствами, как:
- Низкая цена.
- Высокая прочность.
- Легкообрабатываемость.
Вторым важным материалом для газифицируемых моделей являются антипригарные покрытия, которыми смазывают поверхность модели перед формовкой. Современные покрытия делают на основе водных связующих, они обладают высокой экологичностью.
Антипригарные покрытия для ЛГМ
Газифицируемые модели для отливок по ЛГМ производятся двумя способами. Небольшие матрицы для массовых отливок делают методом экструзионного вдувания жидкого пенопласта в алюминиевые изложницы. Их изготовляют в свою очередь методом литья или механической обработки. Газифицируемые макеты для изготовления сложных отливок вырезают из твердого куска пенопласта раскаленной нихромовой проволокой, закрепленной в шаблоне или в станке с ЧПУ.










Газифицируемые модели для литья
С помощью склеивания можно создавать газифицируемые модели для литья деталей больших размеров и практически любой конфигурации. Не является больше сложностью любое количество и глубина выступов и впадин, внутренних полостей и переменных уклонов поверхностей. Не требуется высокое искусство проектировщика и модельщика и многие часы ручного труда. Теперь это — простая последовательность операций.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.





