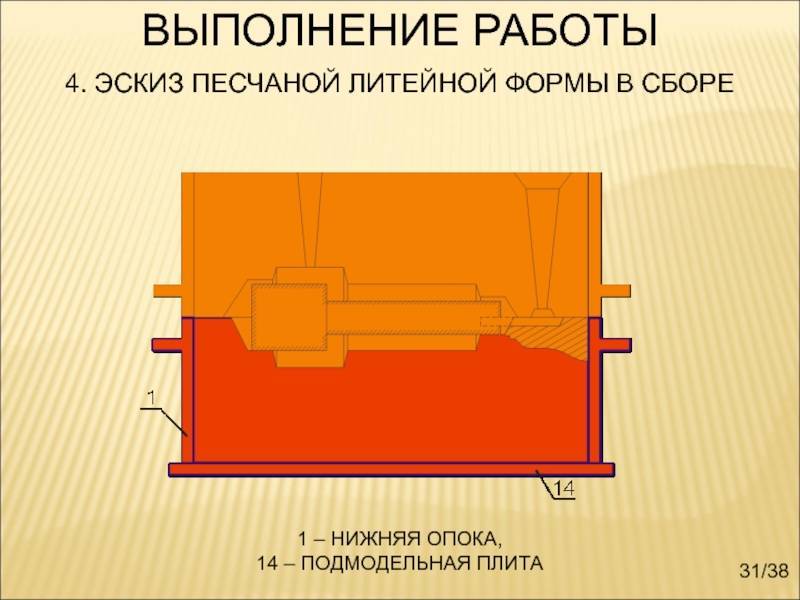
Изготовление литейной песчаной формы
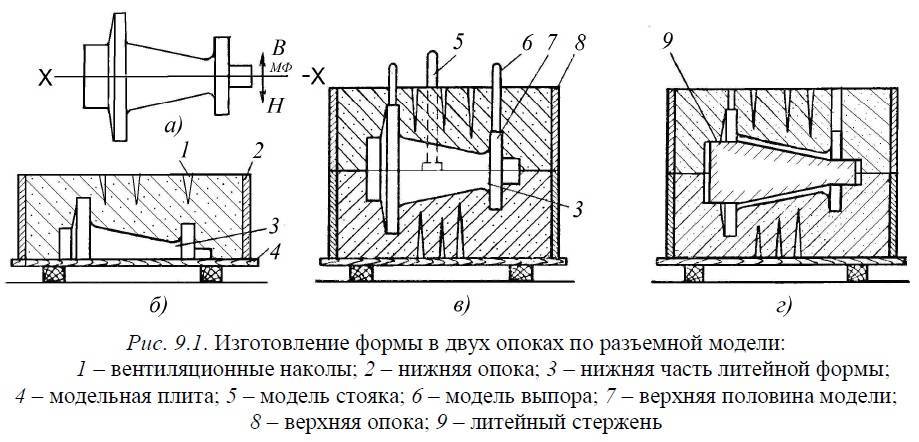
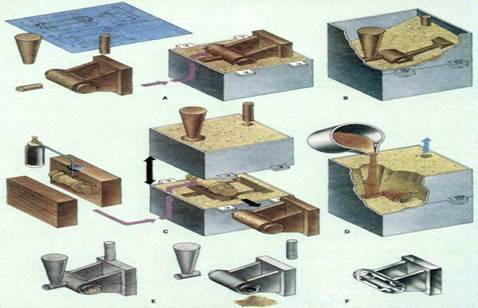
Первым шагом в технологии литья в песчаные формы является создание формы для литья. Песчаные литейные формы являются разовыми – одноразовыми, поэтому их изготавливают заново для каждой отливки. Песчаная форма формуется путем уплотнения песка в каждой из двух половинок формы. Песок набивается вокруг модели, которая является отпечатком наружной формы отливки. Когда модель извлекают, в форме остается полость, которая и будет формировать отливку.
Для формирования любых внутренних полостей отливки, которые не могут формироваться моделью, применяют отдельные компоненты формы, так называемые, стержни. Эти стержни изготавливают также из песка еще до начала формовки литейной формы.
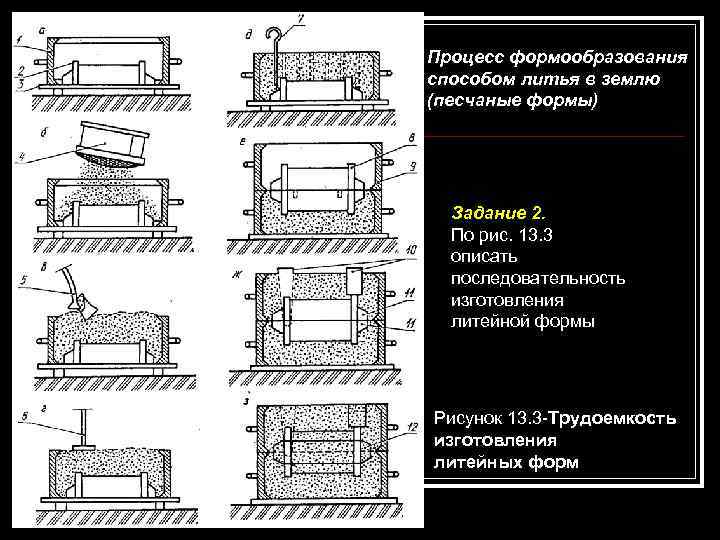
Процесс изготовления песчаной литейной формы включает:
- установку модели;
- уплотнение песка;
- удаление модели.
Длительность изготовления песчаной формы зависит от:
- размера отливаемой детали;
- количества стержней;
- типа песчаной формы.
Если тип песчаной формы требует нагрева или запекания, то длительность ее изготовления значительно возрастает. Кроме того, на поверхности литейной формы часто накладывают смазку для того, чтобы было легче извлекать готовую отливку. Применение смазки облегчает также течение металла, а также повышает качество поверхности отливки. Смазку выбирают с учетом типа применяемого песка и температуры расплава.
2.1. Сущность литейного производства
Производство литых изделий известно с глубокой древности. В Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В XIII–XV веках Византия, Венеция, Генуя, Флоренция славились литыми изделиями.
В русском государстве в XIV…XV веках отливались бронзовые и чугунные пушки, ядра и колокола. В 1586 г. А. Чохов отлил «Царь-пушку» (рис. 1.9). «Царьпушка» — чугунная отливка массой около 39 т (диаметр ствола — 890 мм, длина — 4 м, калибр — 887 мм). Для выстрела каменным ядром для пушки необходим был заряд пороха массой 84 кг. Расчетная скорость вылета ядра из ствола составляла 230 м/с, а скорость ядра на расстоянии 1 000 м от пушки — 180 м/с. Позднее в России были созданы и другие замечательные образцы литейного искусства. Так, в 1735 г. был отлит «Царь-колокол» (рис. 1.10) массой свыше 200 т отцом и сыном Моториными, в 1782 г. — памятник Петру I « Медный всадник» (массой 22 т) Э. Фальконе, в 1816 г . — памятник Минину и Пожарскому В. П. Екимовым, в 1850 г. — скульптурные группы Аничкова моста (рис. 1.11) в Петербурге П. К. Клодтом и др. В 1894 г. на заводе в Перми была изготовлена чугунная отливка шабота для кузнечного молота массой 620 т.
Рис. 1.9. Царь-пушка Рис. 1.10. Царь-колокол Рис. 1.11. Скульптуры Аничкова моста
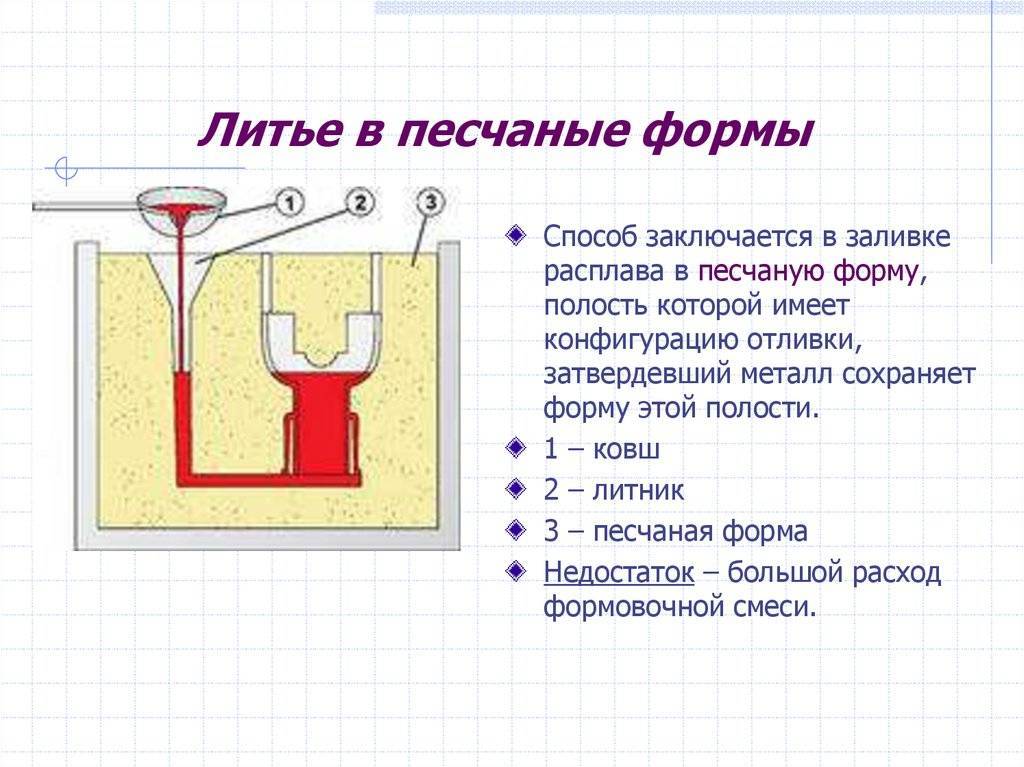
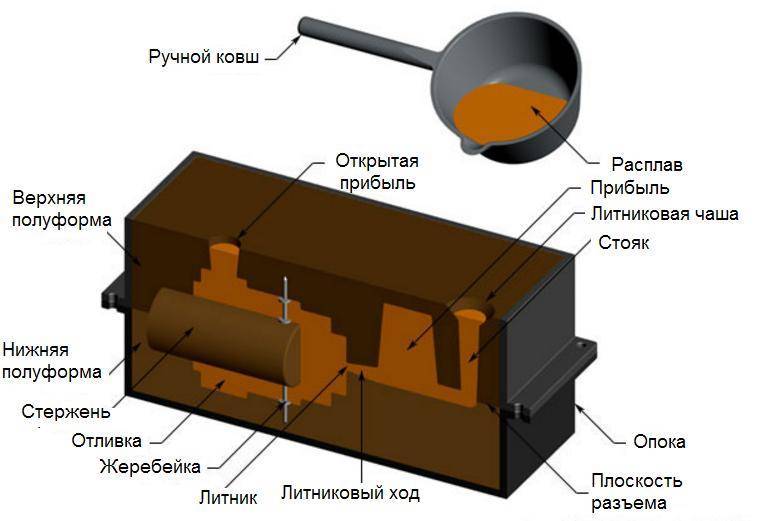
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию литейного производства (заготовку или деталь) называют отливкой.
Общий мировой выпуск отливок в 2011 г . составил 75 млн т. При этом 70 % отливок приходится на машиностроение, где масса литых деталей от их общей массы составляет 50 %. Из литых заготовок в станкостроении изготавливают 80 % всех деталей, в сельскохозяйственном машиностроении и в тракторостроении — до 60 %.
Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).
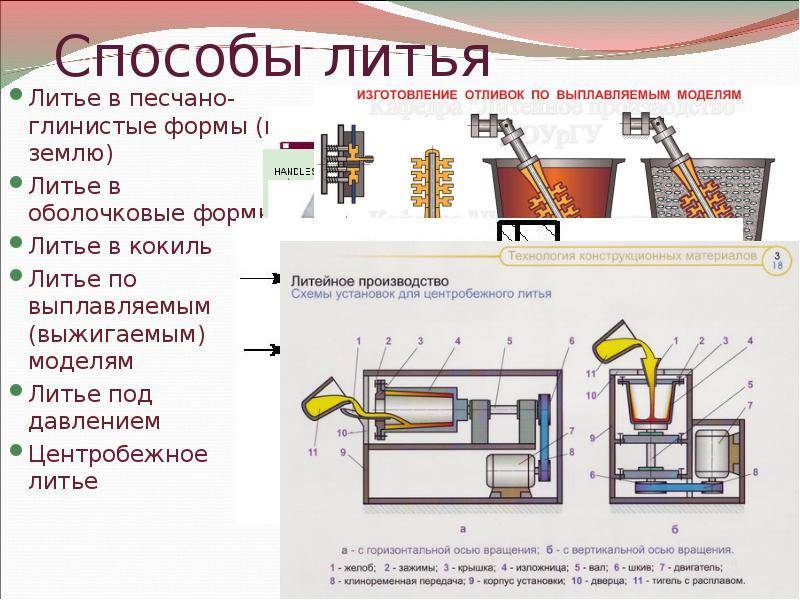
Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
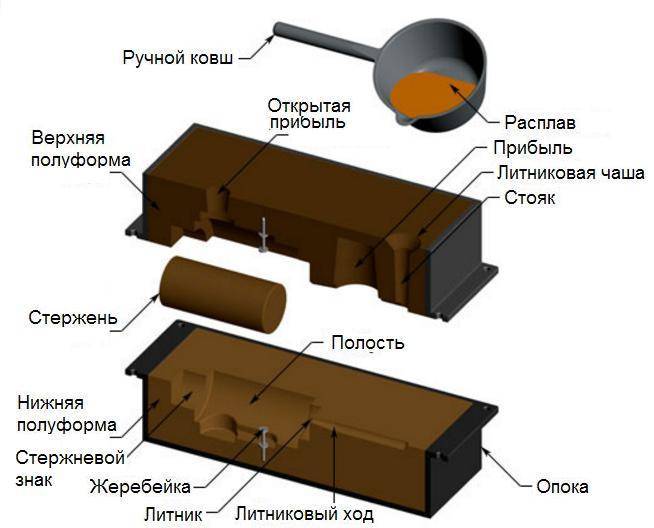
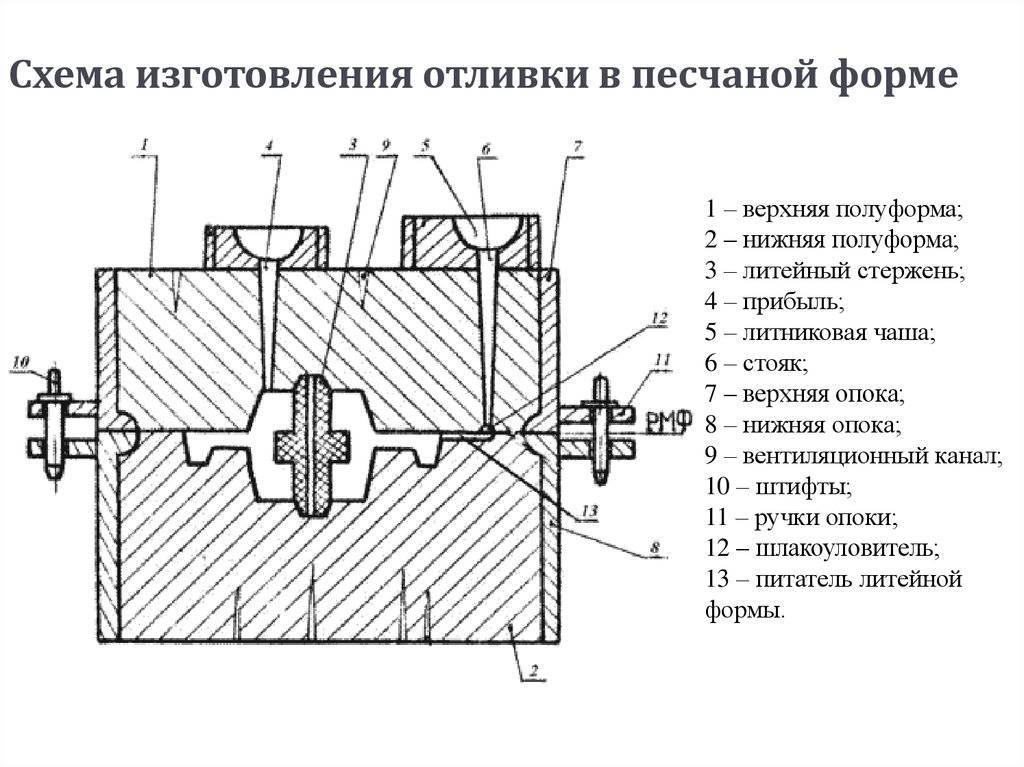
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.






Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.
МИКРОЛИТЬЕ НА ДОМУ
Литых деталей из цветных металлов и их сплавов в технике применяется немало, в том числе достаточно сложных и миниатюрных, серийный выпуск которых могут себе позволить лишь предприятия с прецизионной технологией. Однако единичное (или даже мелкосерийное) микролитье вполне под силу организовать и на дому. С современной технологией, оказывается, может соперничать старинный способ литья под давлением с помощью незамысловатой ручной центрифуги.
Практически все, что нужно для такого микролитья, может быть изготовлено своими руками. Затраты — минимальные.
Действительно, требующаяся при литье опока в данном случае — это Отрезок обычной стальной трубы диаметром 50—60 мм и с толщиной стенок 2—3 мм. Для литья изделий разной величины хорошо иметь несколько опок различного диаметра при условии, что каждая свободно умещается в бадейке центрифуги. При наличии такого набора можно отливать по очереди целую серию деталей.
Под стать опоке по простоте и центрифуга. Деревянная ручка ее имеет длину порядка 200 мм и диаметр 20—30 мм. В осевое отверстие ручки вставлен болт М8. К нему с помощью законтренной гайки прикреплена металлическая серьга так, чтобы и ручка, и серьга легко вращались, не мешая друг другу.
К серьге на коромысле из 6-мм стальной проволоки подвешена бадейка для опоки. Борт бадейки изготовлен из 60-мм отрезка стальной трубы 80×3 мм, а приварное днище — из стального листа толщиной 3 мм. Дужка высотой 200 мм — из той же 6-мм стальной проволоки.
Чтобы уверенно пользоваться такой центрифугой, надо сначала немного потренироваться, вспомнив, как в школьные годы в физкабинете доводилось крутить на бечевке ведерко с водой при изучении центробежной силы.
Правда, теперь вместо бечевки и ведерка с водой в руках самодельная центрифуга с бадейкой, на днище которой— пластмассовый (чтобы не разбился) стаканчик. Но вода в нем обычная, какая была в школьных экспериментах по физике. И действие центробежной силы аналогичное. Крепко удерживая рукоятку, надо вращать всю цепь (серьга — коромысло — бадейка и сосуд с водой) вокруг болта-оси, стараясь не пролить ни капли.
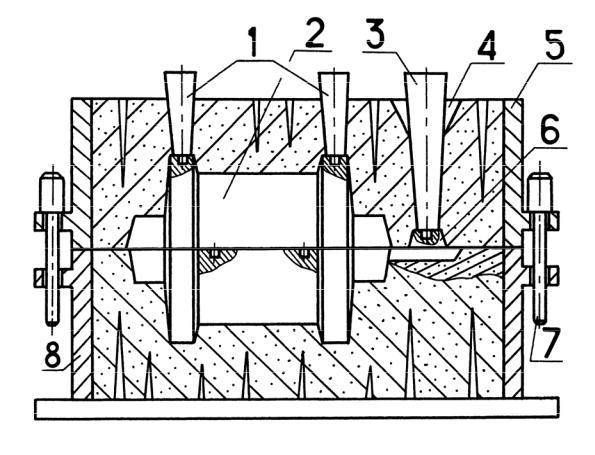
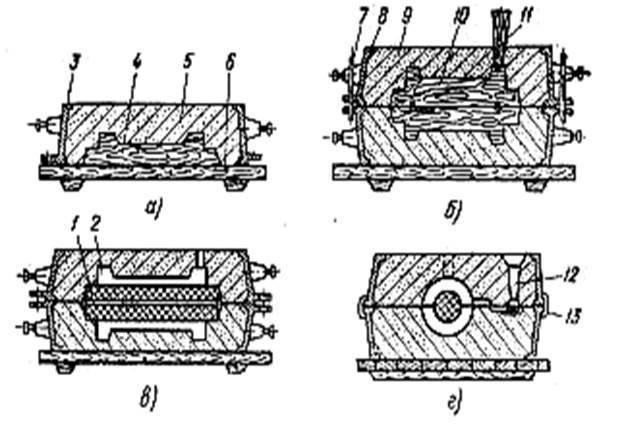
Технология получения качественного микролитья пол давлением из цветных металлов и сплавов с помощью ручной центрифуги:
1 — болт-ось; 2 — деревянная ручка; 3 — металлическая, легко вращающаяся серьга; 4 — законтренная гайка; 5 — стальное проволочное коромысло; 6— дужка; 7 — борт бадейки; 8 — днище бадейки; 9 — опока; 10 — формовочная масса; 11 — восковая модель; 12 — восковой шарик с технологическими проволочными штифтами; 13—литьевая форма с литниковыми каналами, образовавшаяся после выплавления воска и удаления штифтов; 14—расплавляемый металл (сплав); 15 — пламя бензиновой горелки; заполнение формы расплавом при вращении центрифуги и последующие операции по извлечению и доводке готового изделия не показаны
Приноровившись, впоследствии можно иметь дело уже не с водой, а с расплавленным цветным металлом (или сплавом), который станет вдавливаться центробежной силой через литниковые каналы в литьевую полость в опоке, установленной в бадейке вместо пластмассового стаканчика.
Самое, пожалуй, сложное и трудоемкое в микролитейном деле — это изготовление объемной, в натуральную величину восковой модели. Лепится такая из воска вручную, с использованием нагретого глазного скальпеля или горячей штопальной иглы С предельной тщательностью прорабатываются даже мелкие детали, ведь расплавленный металл (а равно и любой сплав) ошибок и неряшливости не прощает. Более того, отливка, выполняемая на центрифуге под давлением, проявляет все огрехи модели!
В своей практике я использую восковые модели, высота у которых не более 40, а диаметр — 50 мм. При этом стараюсь соблюдать соразмерность, чтобы масса металла в отливке не превышала 40 г Ограничения обусловлены в основном небольшой мощностью горелки, используемой мною для плавки.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
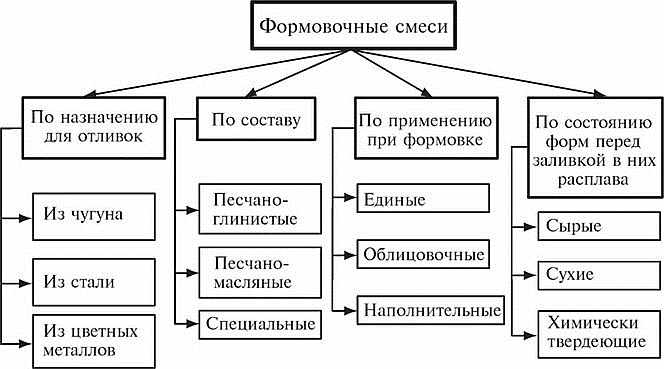
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.
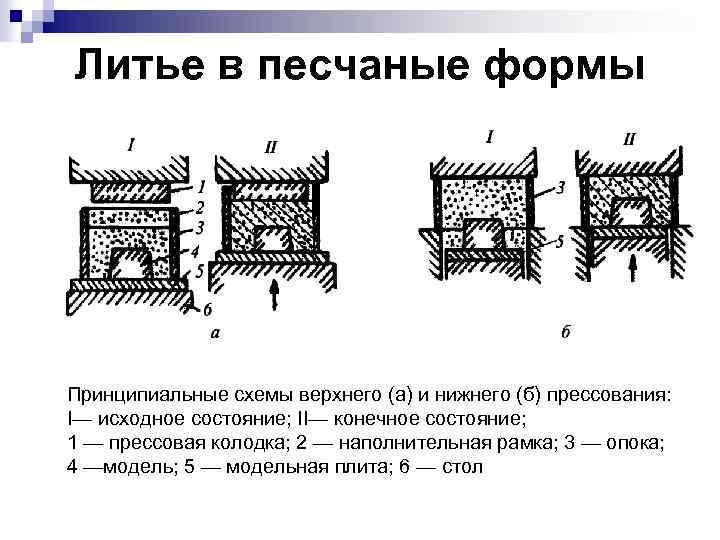
Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.



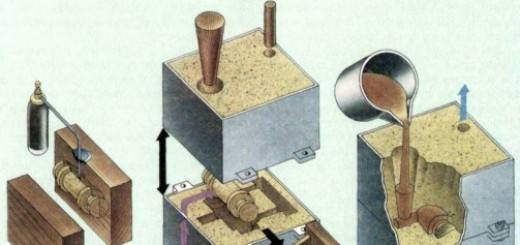


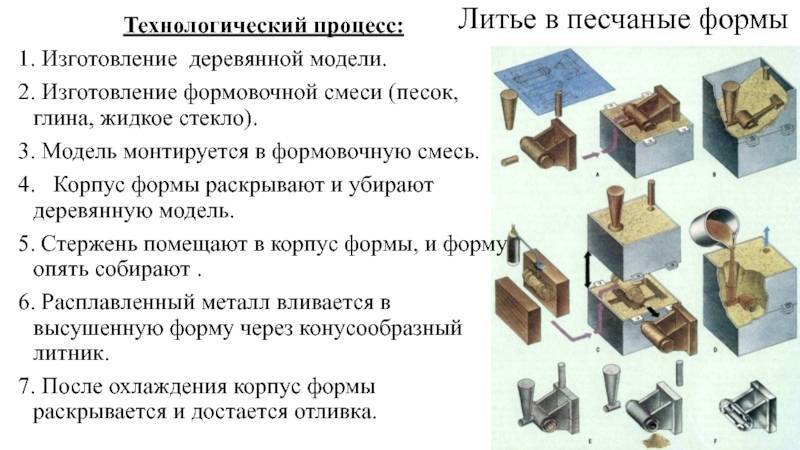
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
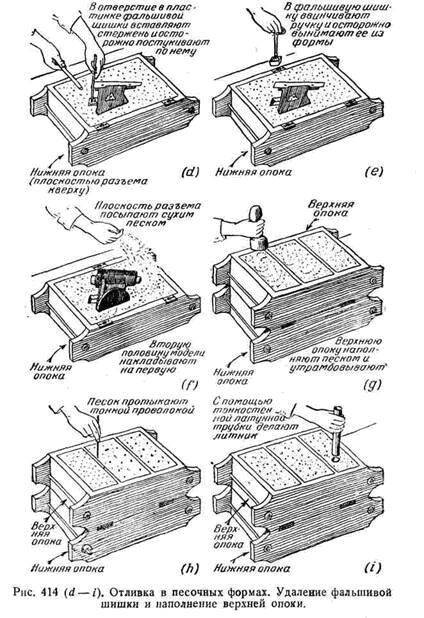
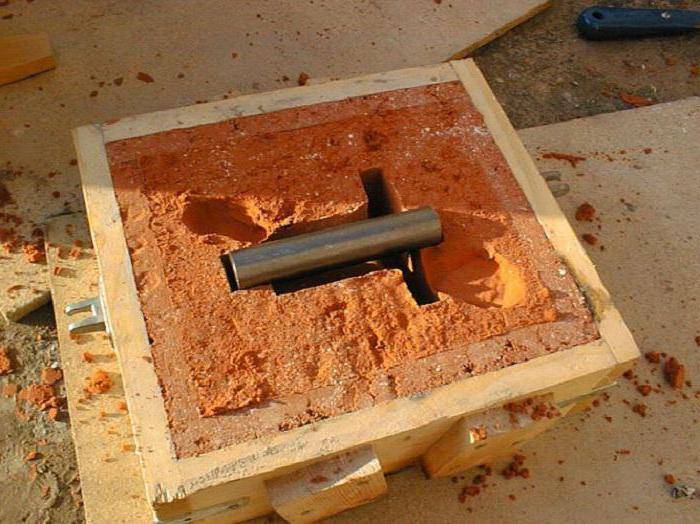
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
https://youtube.com/watch?v=xtalu24D_-k
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
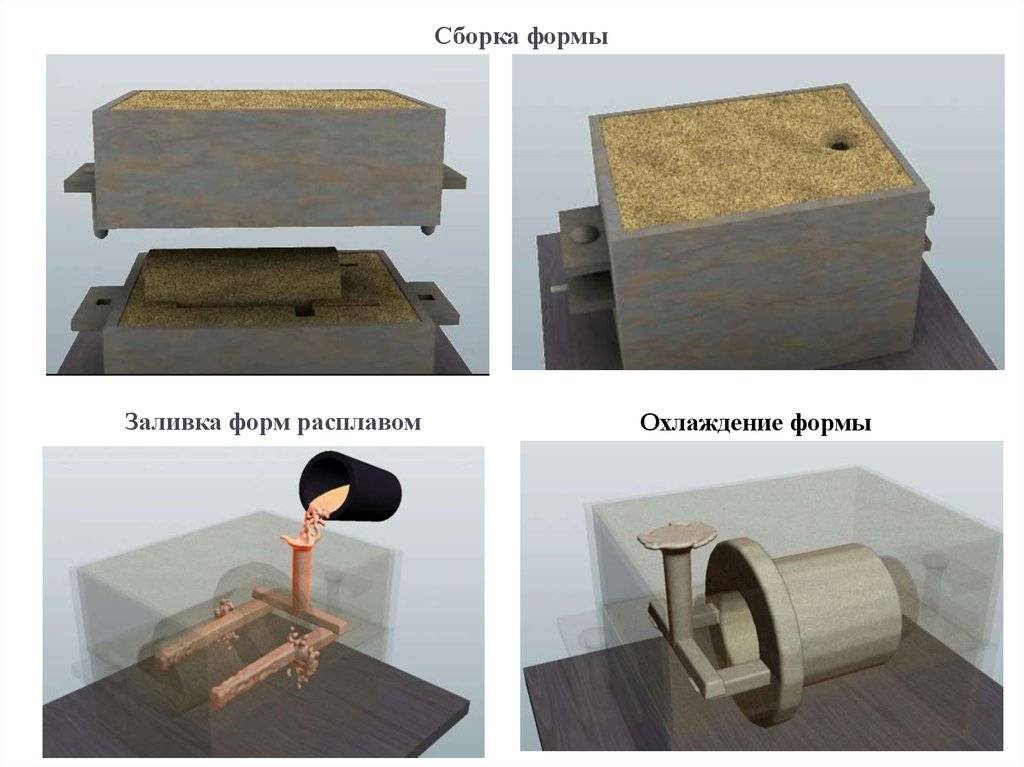
Сборка песчаной литейной формы
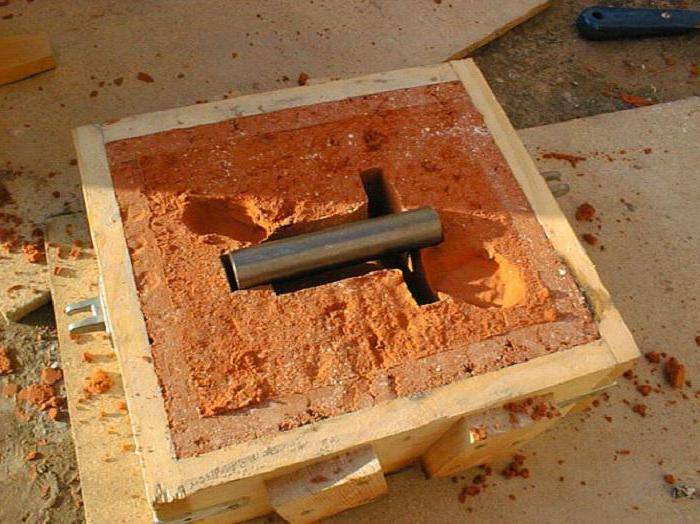
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Литьё в оболочковые формы
Литьё в оболочковые формы — способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы).
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 400°С) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс.
§ 1. Формовочные пески и глины
Формовочные пески —
это осадочные горные породы, образовавшиеся в результате отложения
минералов и выветривания осадков. Пески обычно носят название
карьера, в котором их добывают, например, Люберецком, Гусаровском,
Кичигинском и др. Добывают пески открытым способом. Если пески
содержат примеси или имеют неоднородный зерновой состав, то в
карьерах их обогащают, освобождая от посторонних примесей, а также
разделяют на фракции по размерам зерен.
Основной составной частью
таких песков являются зерна минерала кварца (SiO2);
температура плавления его 1713°С. Кроме зерен кварца песок
содержит частицы полевых шпатов, слюды, окислов железа, глинистых и
других минералов.
В зависимости от
содержания глинистой составляющей пески делят на кварцевые и
глинистые.
Кварцевыми называют пески, содержащие глинистых
составляющих не более 2%. Пески, содержащие более 2% глинистых
составляющих, называют глинистыми (табл. 1).
1. Классификация и состав
(%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
Обогащенный | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 — | 0,75 1,0 1,5 — |
Тощий | Т | Св. 2 до 10 | — | — | — |
Полужирный | П | Св. 10 до 20 | — | — | — |
Жирный | Ж | Св. 20 до 30 | — | — | — |
Очень | Ож | Св. 30 до 50 | — | — | — |
Зерновой состав
формовочных песков (табл. 2) определяют по навеске 50 г сухого песка,
от которого отделена глинистая составляющая. Навеску сухого песка
просеивают через набор калиброванных сит с точными размерами ячеек.
Песок, оставшийся в наибольшем количестве на трех смежных ситах,
называют основной зерновой фракцией.








2. Классификация песков
на группы по величине зерен основной фракции
Песок | Группа | Номера |
Грубый | 063 | 1; |
Очень | 04 | 063; |
Крупный | 0315 | 04; |
Средний | 02 | 0315; |
Мелкий | 016 | 02; |
Очень | 01 | 016; |
Тонкий | 0063 | 01; |
Пылевидный | 005 | 0063; |
При выборе песков следует
учитывать характер изготовляемых отливок. Для крупных отливок
применяют более крупный песок, который придает смеси повышенную
огнеупорность и газопроницаемость. Для мелких отливок используют
мелкозернистый песок, обеспечивающий получение более чистой
поверхности.




Пески делят на две
категории А и Б. К категории А относят пески с большим остатком
основной фракции песка на крайнем верхнем сите из трех смежных, к
категории Б — пески с большим остатком на крайнем нижнем сите.
При маркировке песка на
первом месте ставят обозначения класса, на втором — группы, на
третьем — категории. Например, кварцевый песок средней
зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески
обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества
поверхности отливки применяют в некоторых случаях формовочные
материалы с более повышенной, чем у кварцевых песков, огнеупорностью
и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу
химического соединения (Mg, Fe)2[SiO4].
Температура плавления оливиновых песков около 1800°С. Их
применяют как составную часть облицовочной смеси для форм крупных
стальных и чугунных отливок;
хромистый
железняк-минерал, имеющий химический состав, соответствующий
формуле Fe Cr2O4. Температура его плавления
зависит от количества примесей в основном веществе, но выше
температуры плавления кварца. Хромистый железняк в виде зерен
размером 1 — 1,5 мм применяют в облицовочных смесях для форм
крупных стальных отливок;
циркон ZrSiO4,
имеющий высокую температуру плавления (2450°С) и большую, чем у
кварца, теплопроводность. Измельченный циркон применяют для
приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2),
представляющий собой огнеупорную глину, обожженную до потери
пластичности. Шамот используют в смесях для изготовления сухих
литейных форм средних и крупных стальных отливок.
Классификация
Бронзовые сплавы по составу делятся на:
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Материалы
Для изготовления формы используется формовочная смесь, в которой основная составляющая, как следует из названия процесса – песок. Сам по себе песок рыхлый и сыпучий материал, поэтому в формовочную смесь добавляют связывающее – огнеупорную глину либо специальную смолу (жидкое стекло). Затвердевший состав должен выдерживать высокую температуру плавления металла без деформаций и разрушений.
Песчано-глинистая форма
Отдельные элементы формы требуют применения различных формовочных смесей:
- Облицовочная. Предназначена для нанесения на поверхность модели. К данной смеси предъявляются самые высокие требования, поскольку именно с ней соприкасается расплавленный металл во время литья.
- Наполнительная. Служит для заполнения оставшегося объема после нанесения облицовочного слоя. К составу предъявляются минимальные требования, поэтому здесь может использоваться переработанная смесь от предыдущих форм.
- Единая. Используется одновременно как облицовочная и наполнительная в массовом или автоматизированном литье несложных заготовок. Единые смеси, приготовленные с использованием высококачественных связывающих материалов, могут использоваться повторно.
Некоторое распространение получила методика литья в песчаные вакууммированные формы без использования связывающего. Данная технология ускоряет процесс и снижает себестоимость изготовления за счет многократного использования формовочного песка.