

Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
Это интересно: Меднение гальваникой и гальванопластика в домашних условиях
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Какие бывают?
Осцилляторы выпускаются таких типов:
- непрерывной работы;
- импульсного типа;
- с конденсаторами.
Какой именно применить прибор определяется от характера производимых работ и подлежащих свариванию заготовок.
Непрерывного действия
Осцилляторы этого типа к выходному току прибавляют высокочастотный ток (150-250 кГц) со значительным напряжением (3-6 кВ). Дуга поджигается без соприкасания нержавеющей либо алюминиевой детали со стержнем. Горение стабильное при низком токе, что достигается повышенной частотой тока, приходящего от сварочного аппарата с осциллятором.
Для работающего сварщика такие параметры тока безопасны.
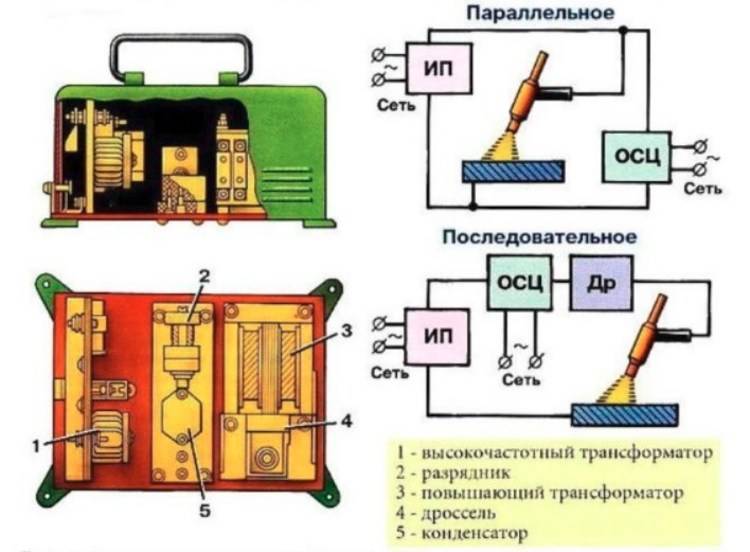
В схеме осциллятора для сварки алюминия своими руками предусматривается параллельное либо последовательное включение прибора. Второй вариант предпочтительней, потому как не предусматривает по причине ненадобности предохранения от напряжения.
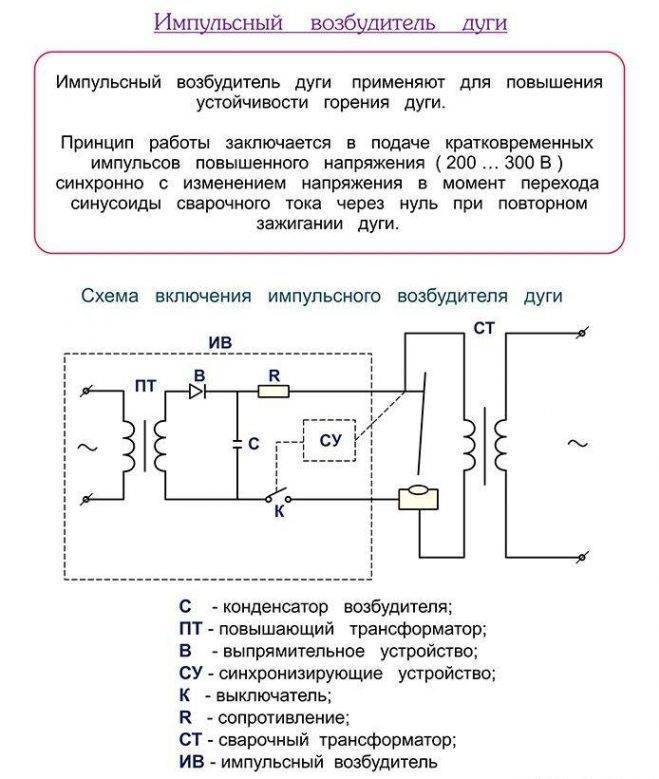
Импульсный
Устройства импульсного типа применяются преимущественно для соединения переменным током.
Помимо начального формирования дуги, приборы требуются для ее поддерживания при переменах полярности. Осцилляторы непрерывного принципа работы не имеют подобных функций, что влечет снижение качества.

Наблюдать за временными и амплитудными характеристиками тока можно с помощью осциллограмм сварочного инвертора, показываемыми специальным прибором – осциллографом.
C накопительными конденсаторами
Для формирования дуги без соприкасания также используются приборы с конденсаторами, собирающими заряд от заряжающего оборудования. При необходимости вторичного поджига конденсаторы разряжаются, а высвободившийся ток переходит к дуге.
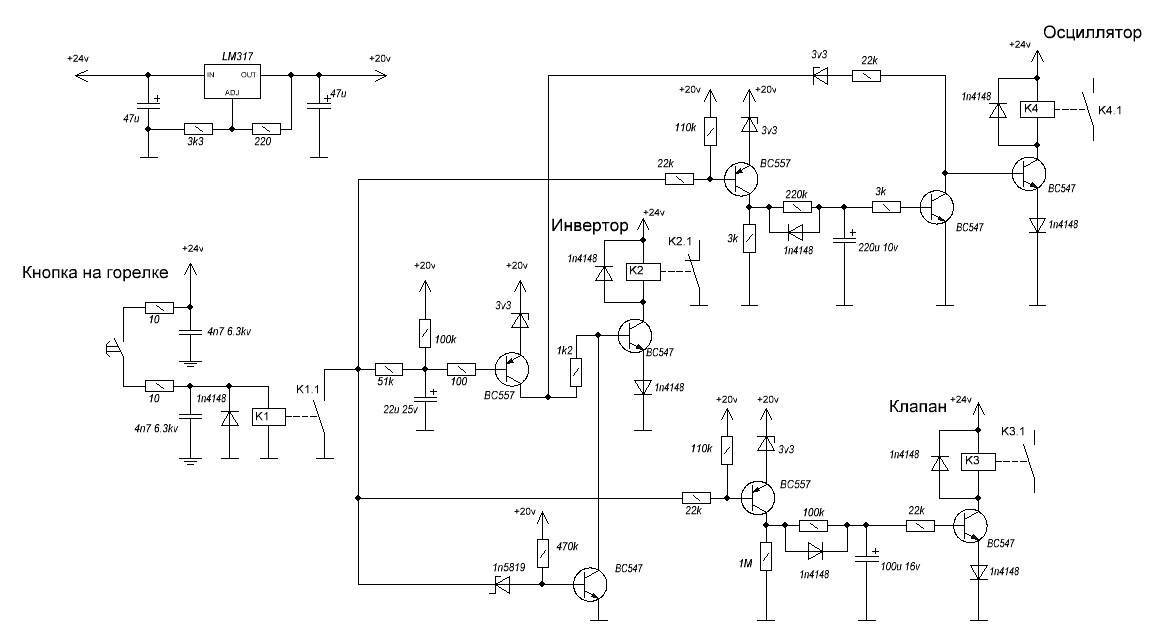
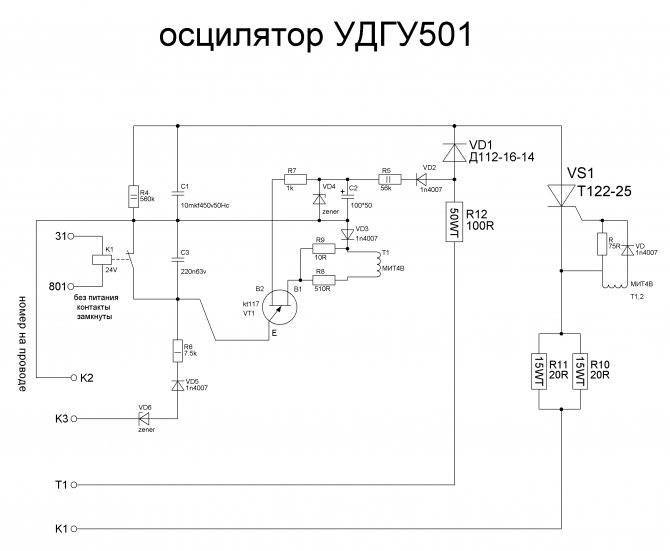
Осциллятор для инвертора своими руками
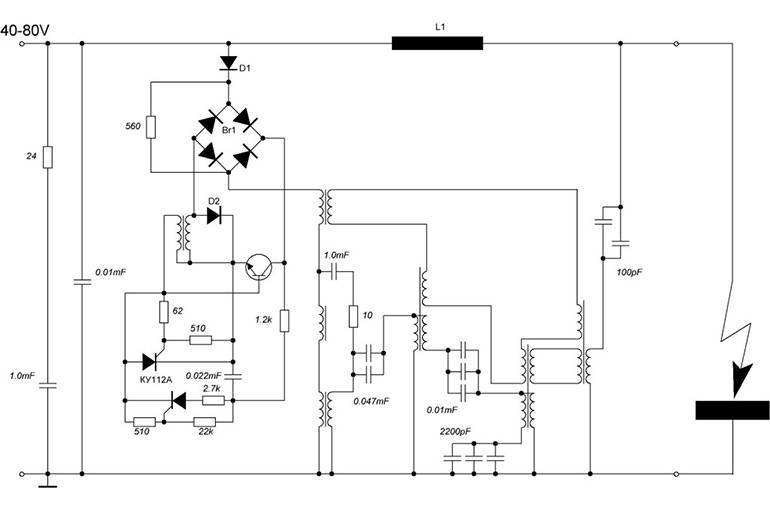
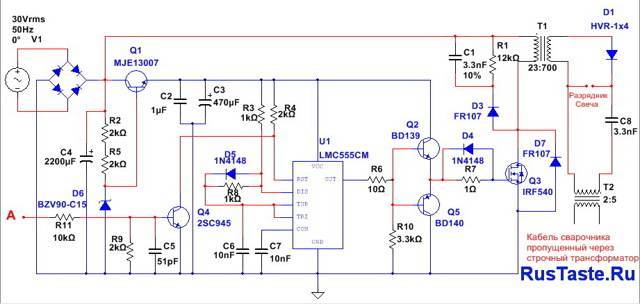
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.

Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
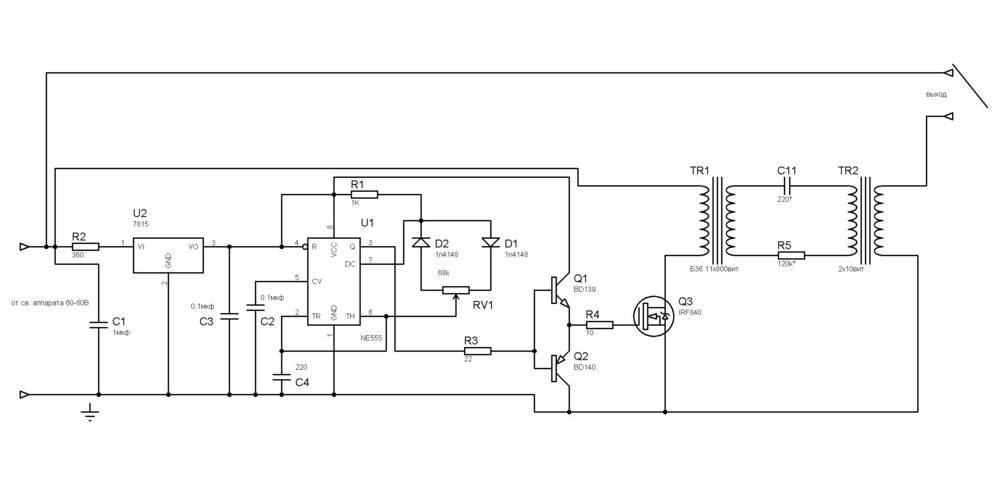
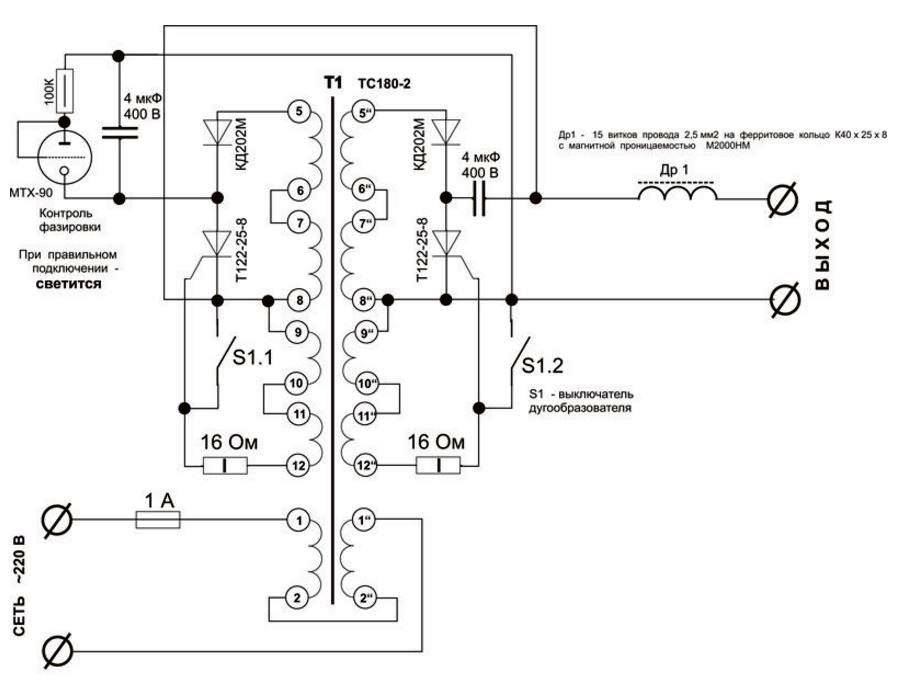
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
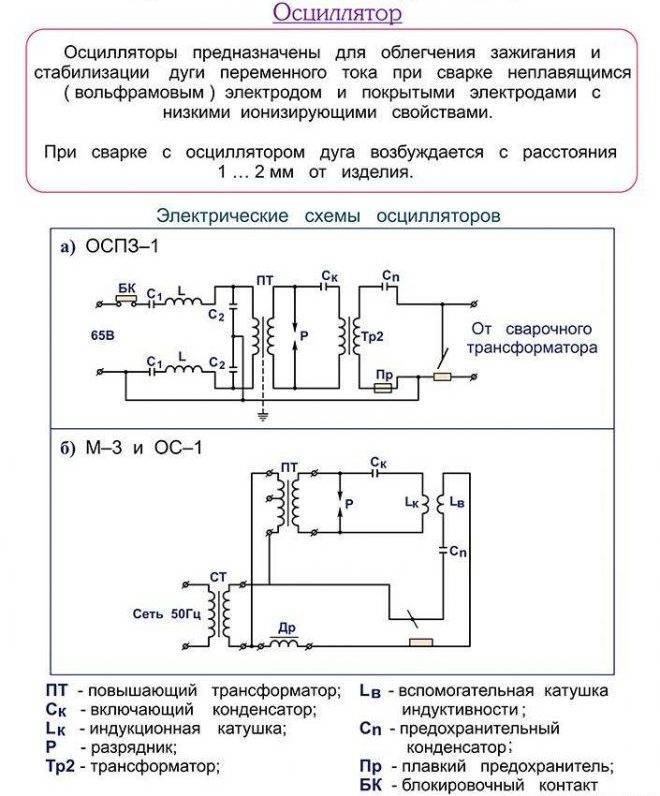
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому , и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Схемы для осциллятора
Способ подключения и виды компонентов оборудования зависят от того, в сочетании с каким аппаратом будет использоваться блок.
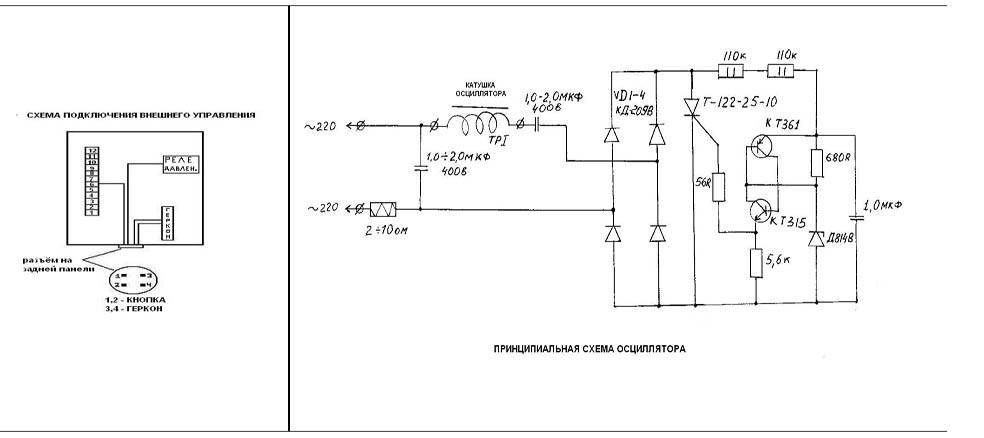
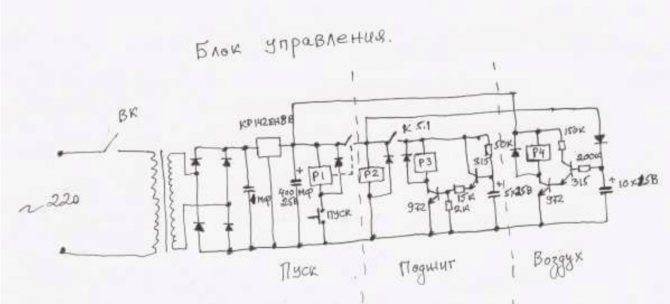
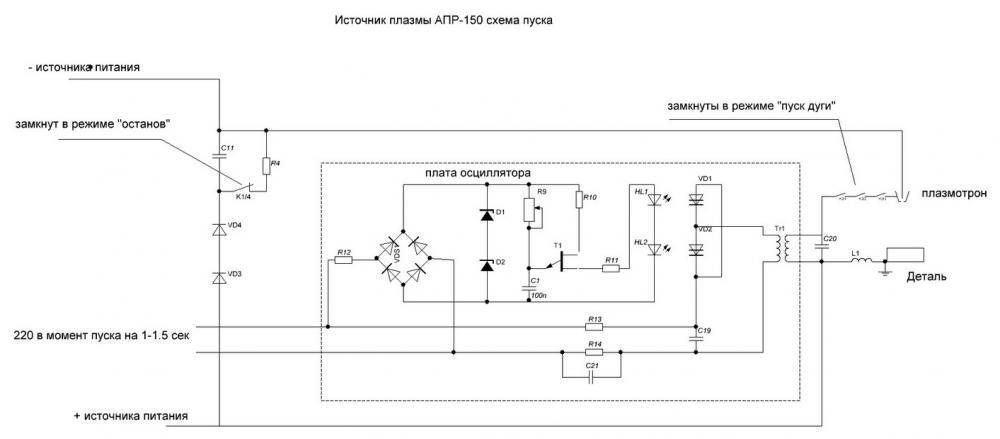
Управление с плазморезом
Для выработки плазмы в резаке требуется напряжение 20000 В. Поэтому конструкцию прибора дополняют искровым осциллятором.
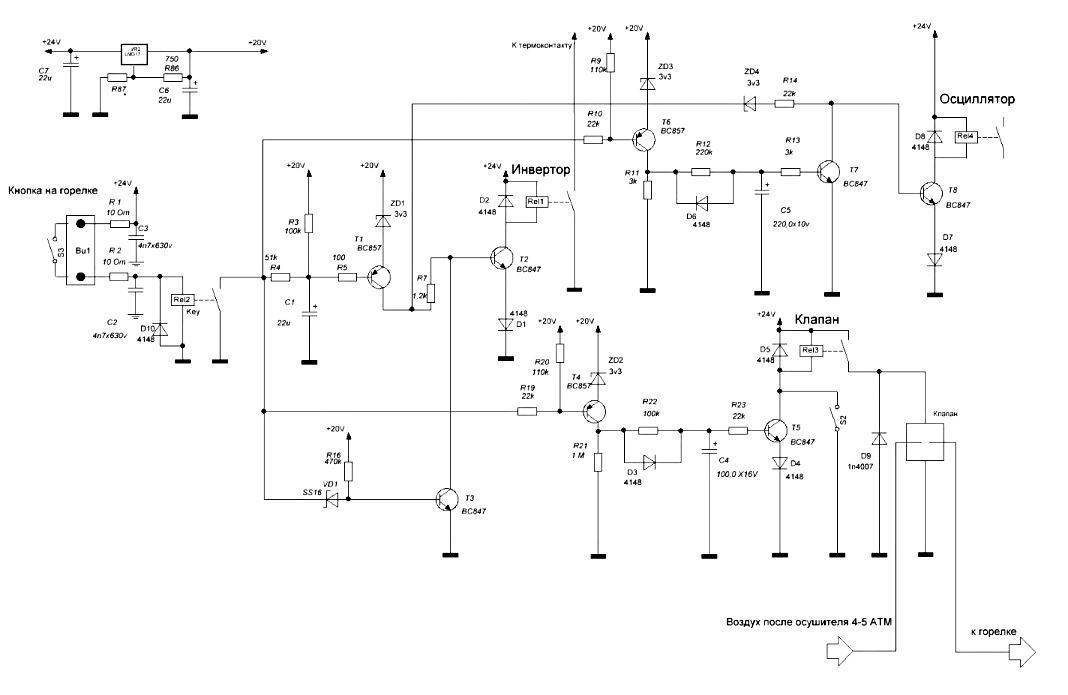
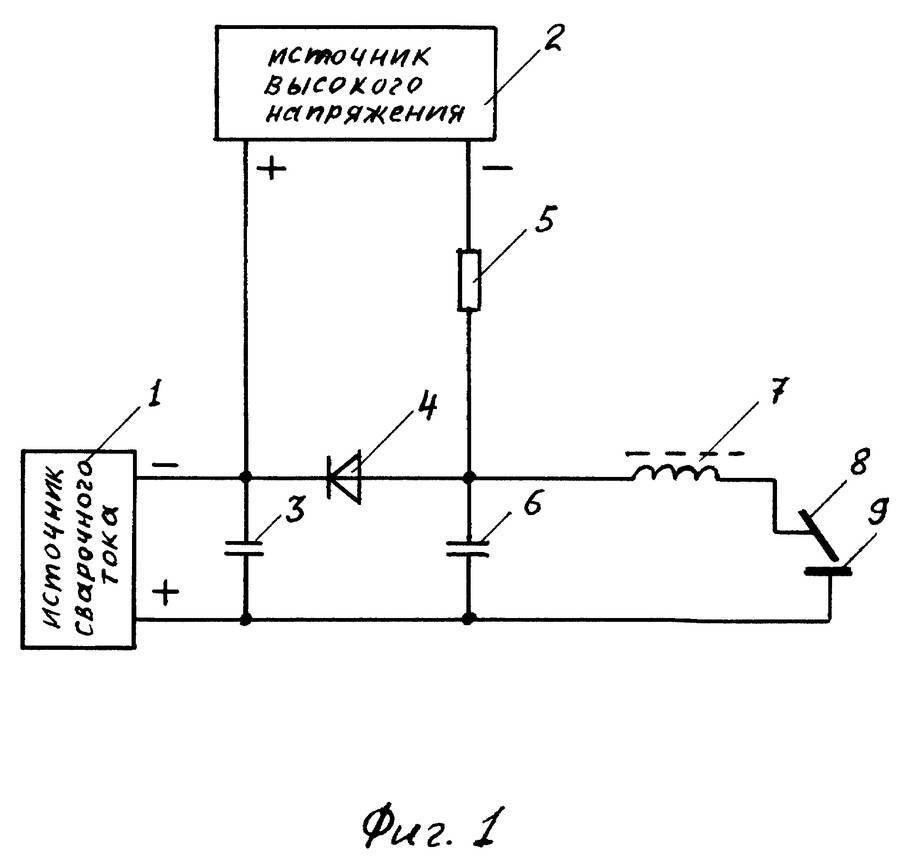
На чертеже вспомогательного устройства обязательно отображаются такие компоненты:
- Кнопка запуска (S3). Включает блок питания плазмореза, обеспечивая подачу электричества в цепь осциллятора.
- Конденсатор (C5). От этой детали зависит длительность выдаваемого импульса.
- Тиристоры (T7, T8). После их закрытия питание осциллятора приостанавливается, дуга становится стабильной.

В сочетании с аргонодуговой сваркой
В этом случае рекомендуется собирать осциллятор непрерывного действия. К электрической сети он подключается через трансформатор. Для сборки схемы не потребуются дорогие детали и сложные действия. Затруднения могут возникать только на этапе установки тиристоров. Их выбирают опытным путем, оценивая стабильность горения дуги.

Используют и более простые чертежи осцилляторов, не включающие тиристоров. Собрать устройство по такому чертежу можно, обладая минимальными знаниями электротехники.
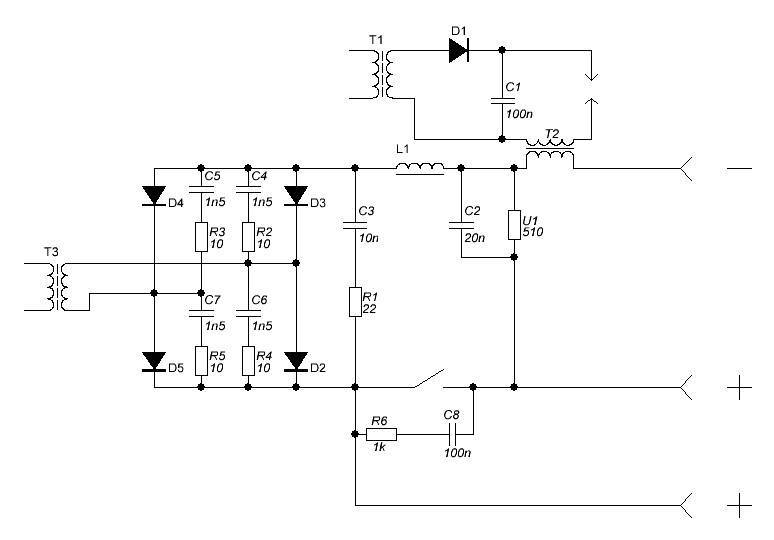

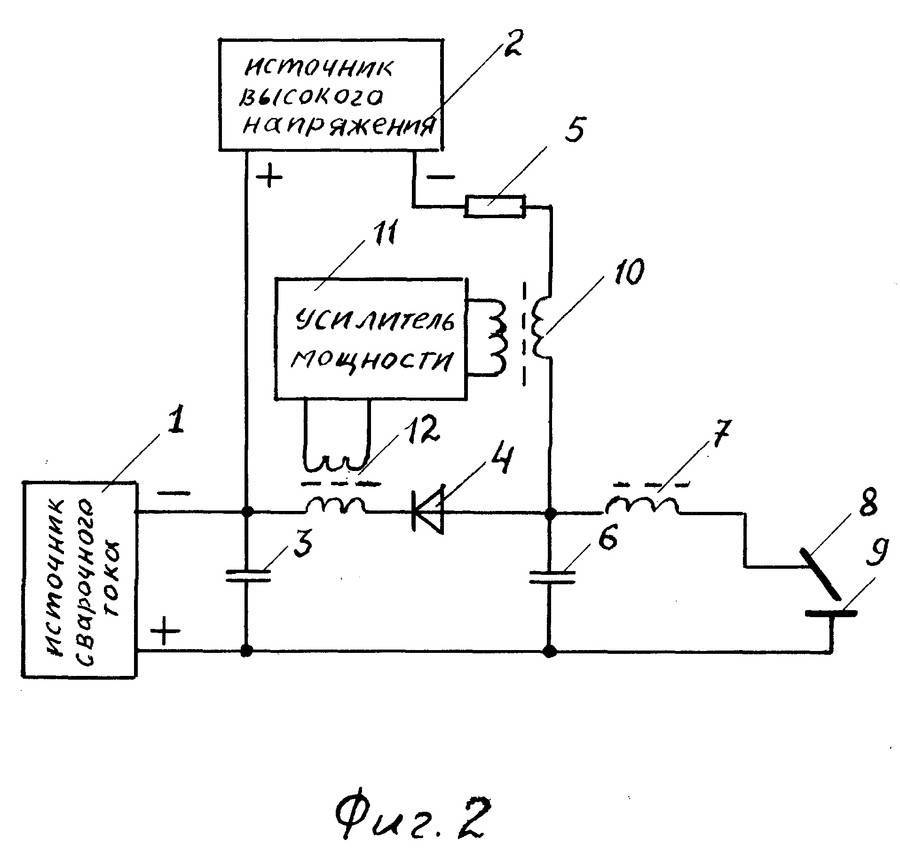
Для инверторного устройства
Осциллятор для инвертора устанавливают между держателем электродов и выпрямителем.
Схема блока включает следующие компоненты:
- выпрямитель напряжения;
- средство зарядки конденсаторов;
- блок питания;
- модуль, вырабатывающий импульс;
- управляющий;
- клапан впуска газа;
- трансформатор повышающего типа;
- вольтметр.
Для работы с алюминием
При сварке этого металла соблюдают особые условия. Получать и удерживать мощную дугу в этом случае сложно. Поэтому сварочный аппарат дополняют осциллятором, превращающим низкочастотный переменный ток в высокочастотный. Компонент вводится в цепь параллельно инвертору или после него.
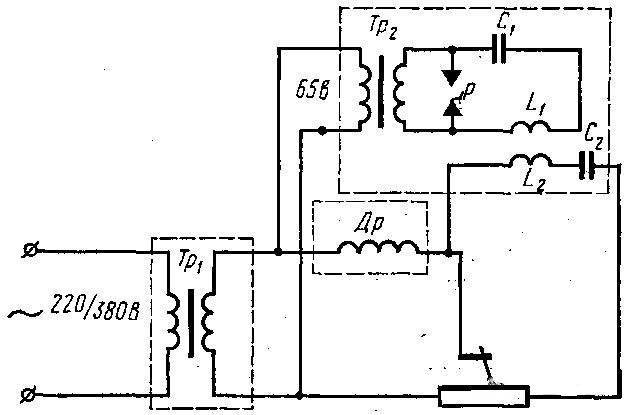
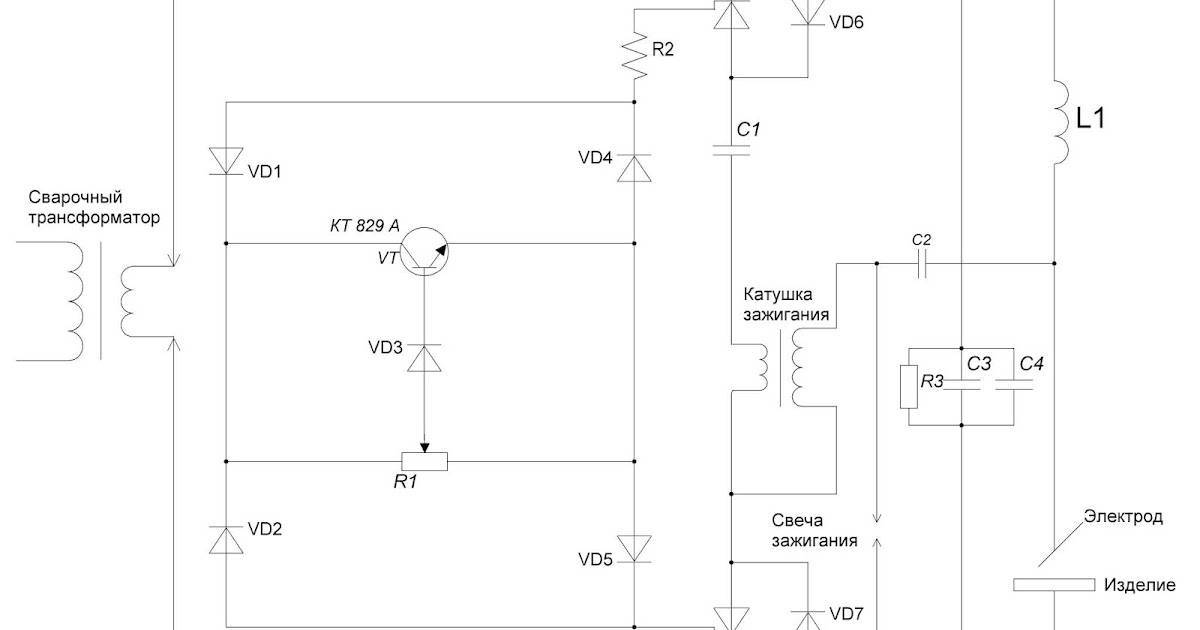
Сварочный осциллятор своими руками – компоненты
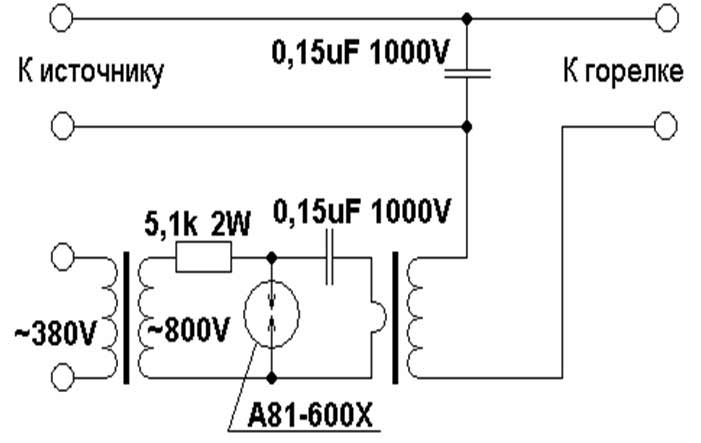
Устройство состоит из нескольких блоков. Колебательный контур в качестве искрового генератора затухающих колебаний состоит из 2 элементов: конденсатор и подвижная обмотка трансформатора высокой частоты – катушка индуктивности.
 Устройство осциллятора своими руками
Устройство осциллятора своими руками
Повышающий трансформатор устройства собирается на базе понижающего с 220 до 36 В, с П-образным сердечником. Для создания длинной магнитной линии убирается 50% пакета железа. Обмотка первого керна мотается по типу сварочной – получаем падающую характеристику.
Повышающая обмотка второго керна рассчитывается на получение 1000 В. Недостаток витков вынудит постоянно накручивать разрядник. Увеличение количества витков приведёт к улучшению поджога дуги в разряднике. Перебор намотки приводит к активизации роста перегрева катушки.
Дросселей 2 шт. при параллельной схеме, по 1 на трансформатор.
Изготовление разрядника из утолщённых эррозионностойких вольфрамовых стержней WR-3 на медных прутках требует привлечения механизма регулировки. Оптимум зазора по щупу — 0,08 мм. Требуется заливка быстротвердеющим диэлектриком. В качестве упрощения используют свечи зажигания, ионизаторы воздуха.
Выходной трансформатор соединяется линией обратной связи с датчиком тока.
Блокировочный конденсатор пропускает только ток высокой частоты. Низкочастотный ток сварочного аппарата блокируется, что предупреждает короткое замыкание осциллятора.
Сварочный осциллятор своими руками
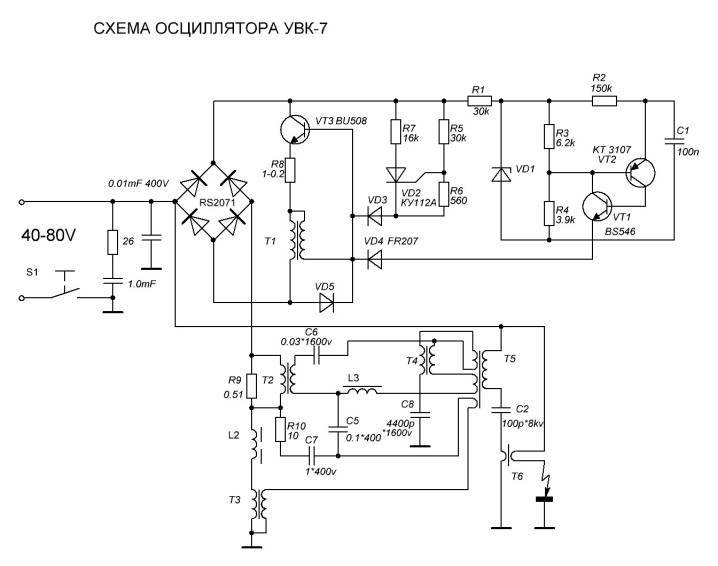
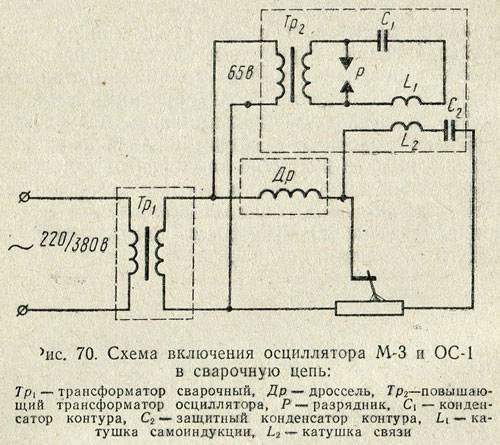
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
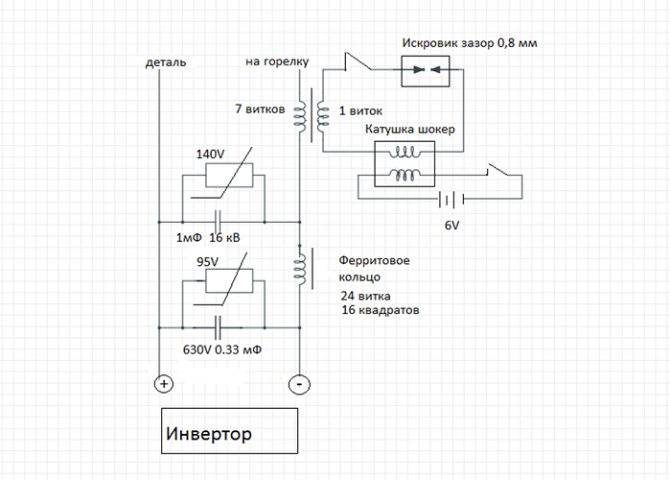
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
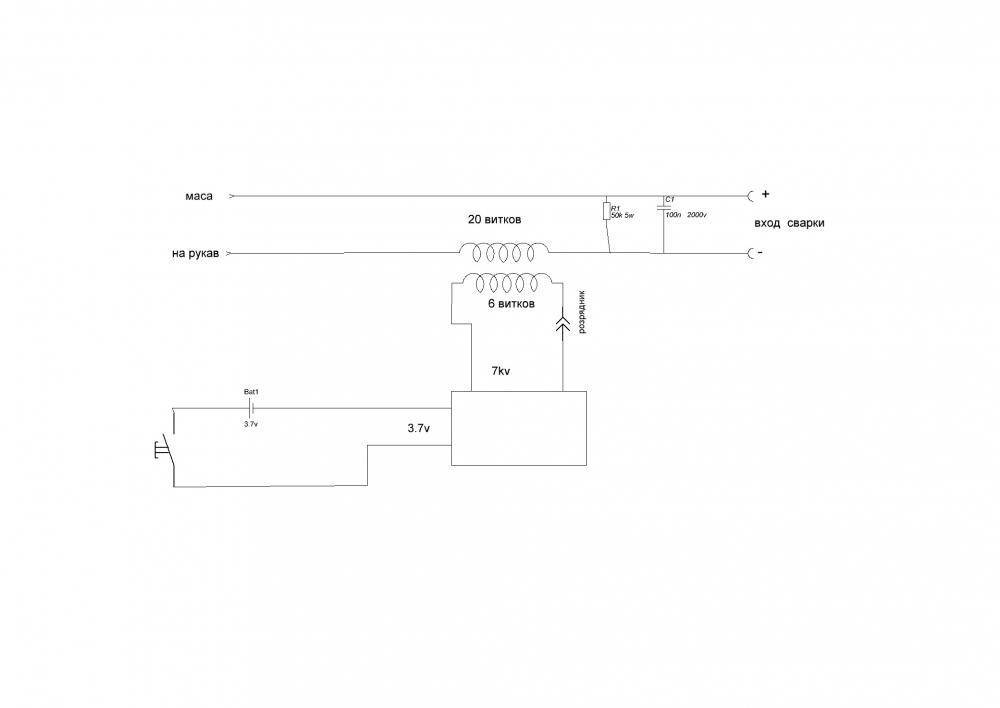
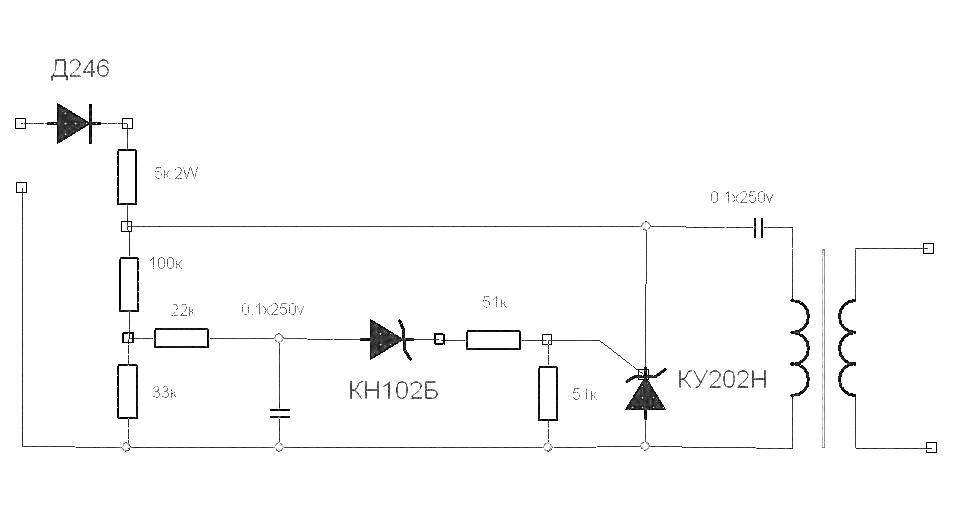
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
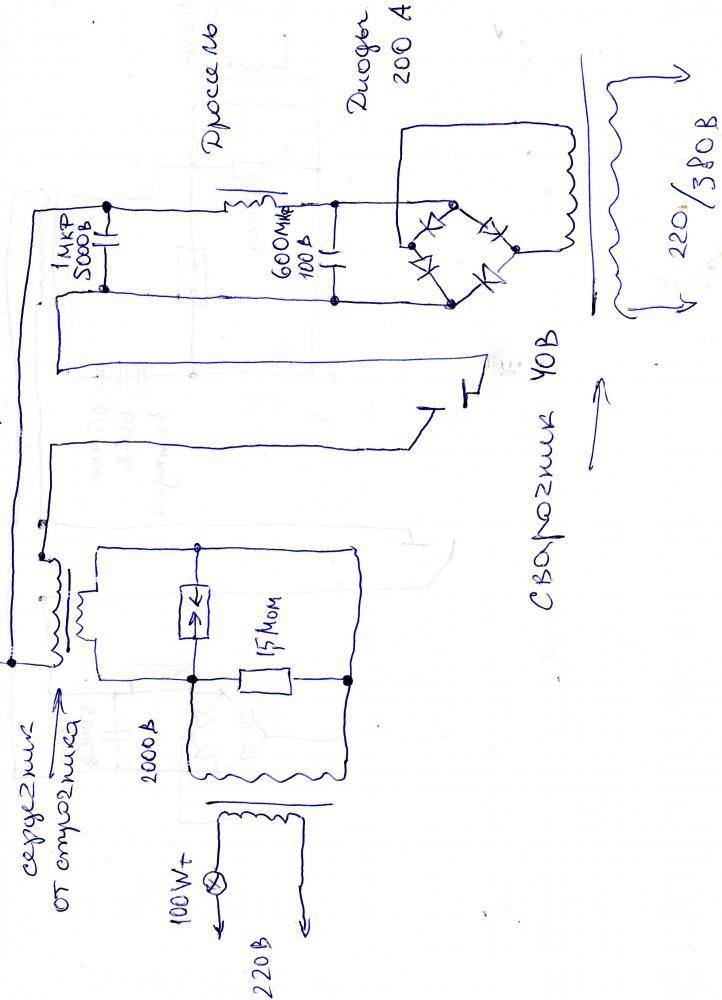
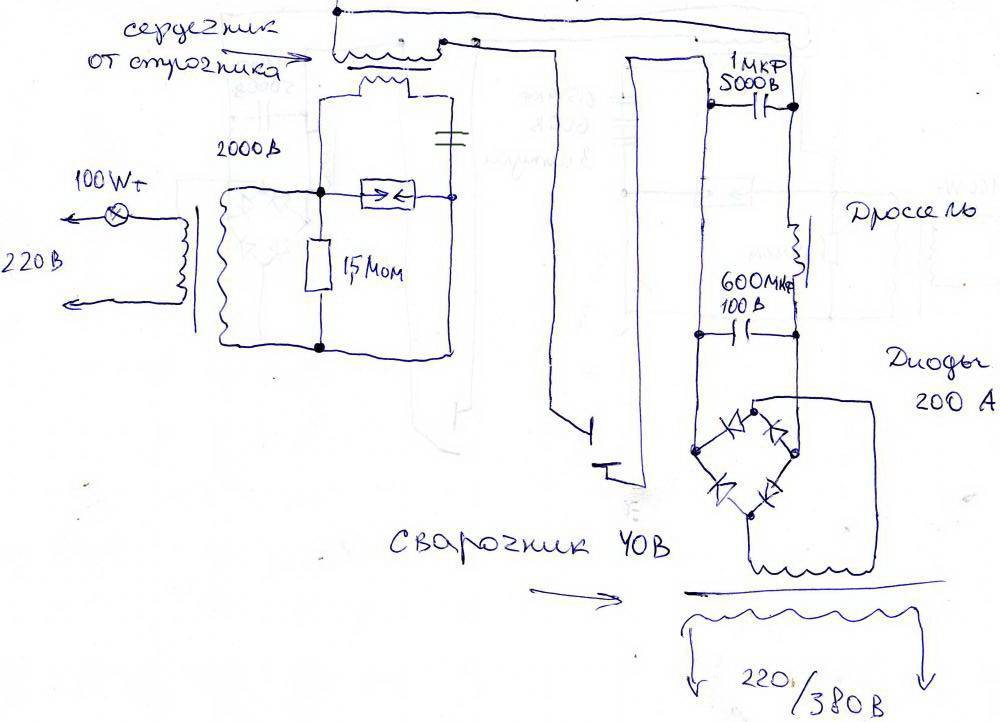
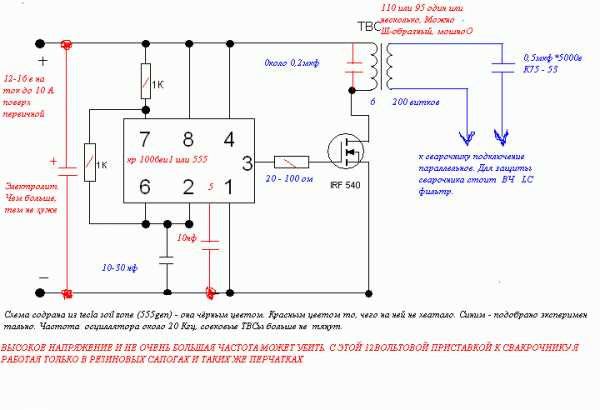
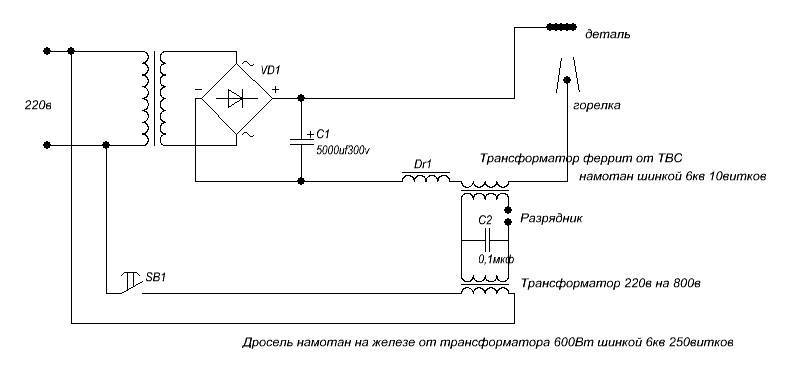
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.
Это интересно: Пайка нержавейки, особенности в домашних условиях: рассказываем по пунктам
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
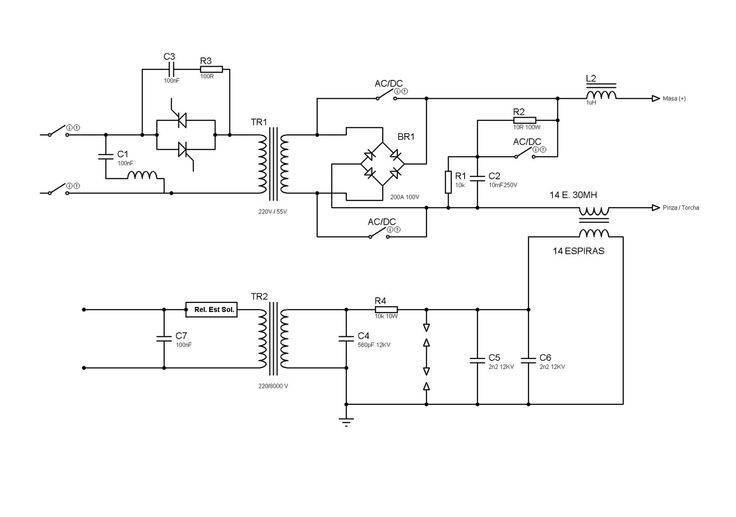
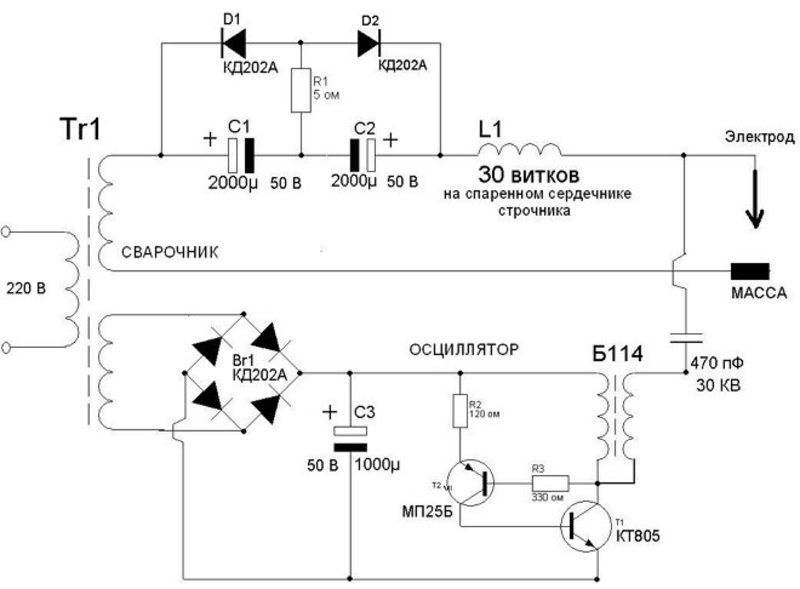
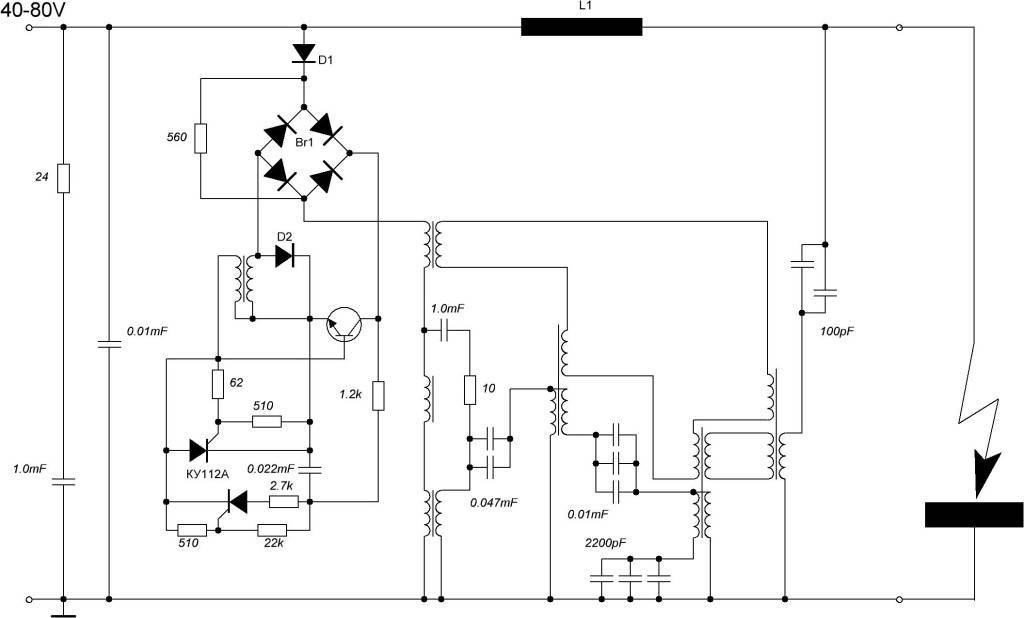
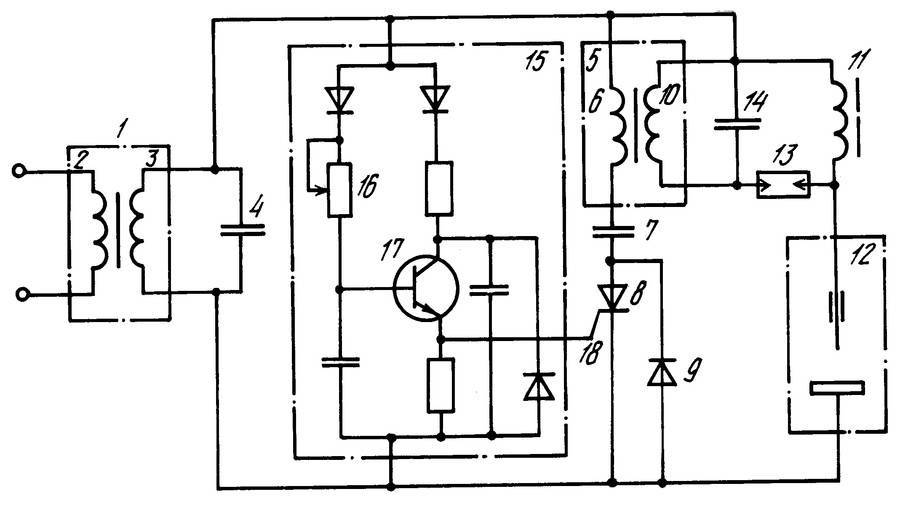
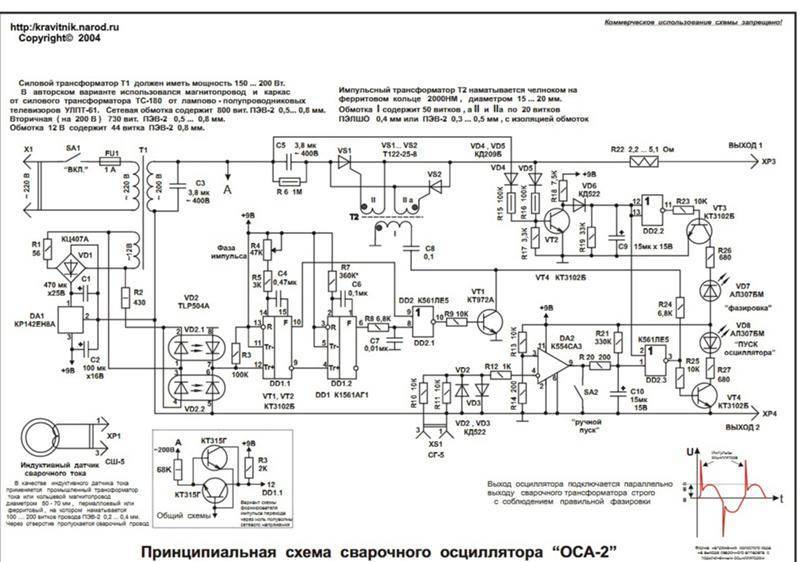
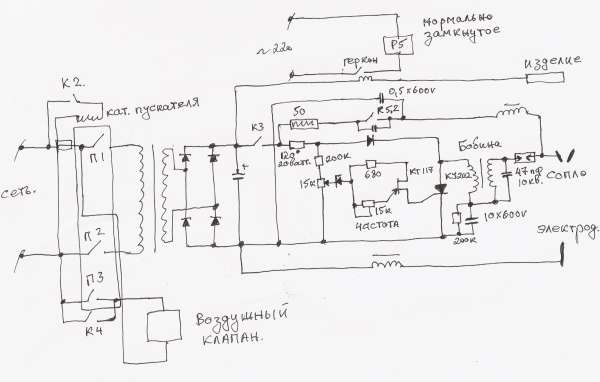
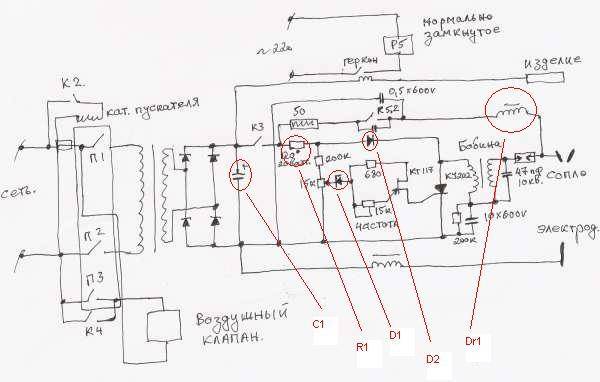
 Схема сварочного осциллятора
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
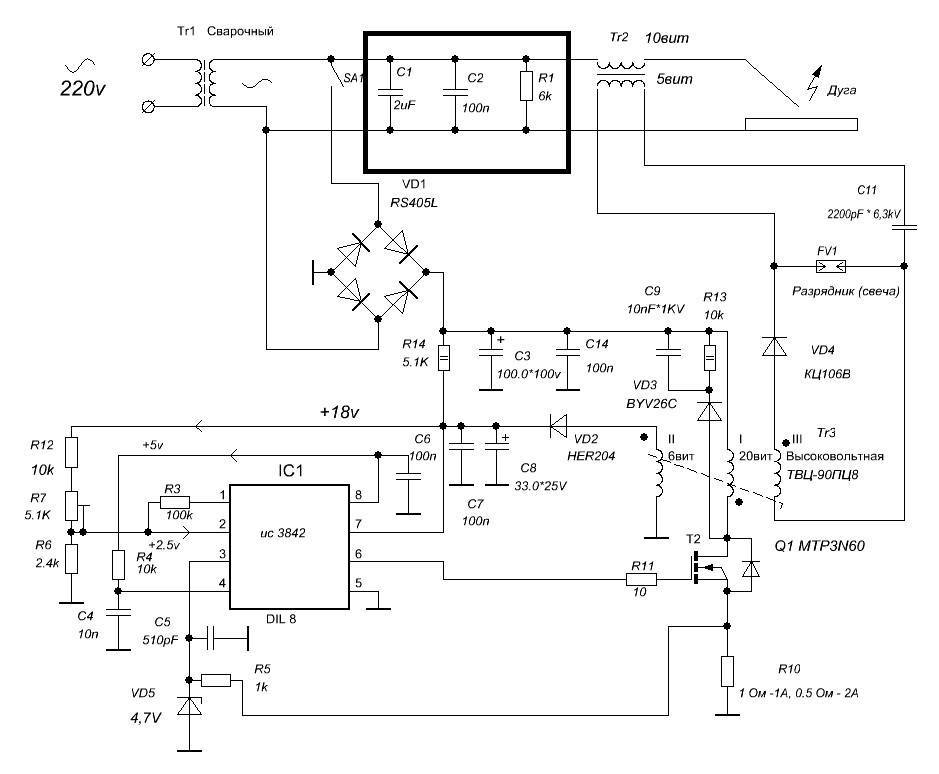
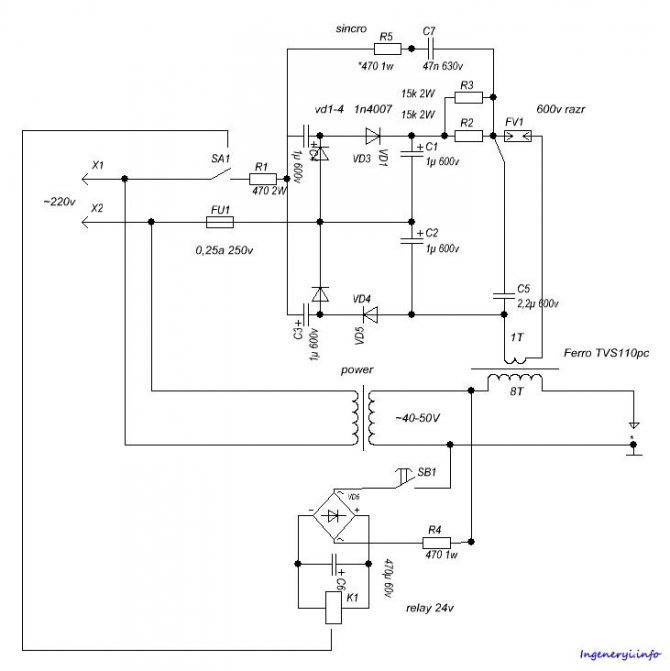
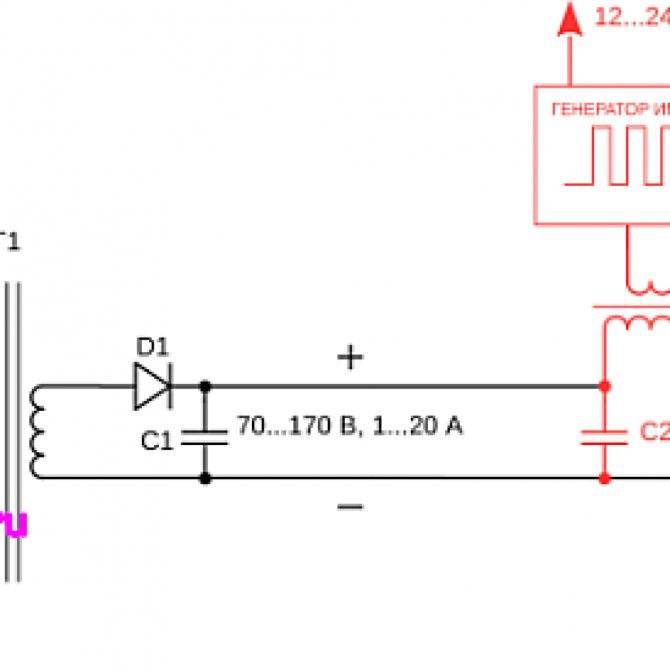
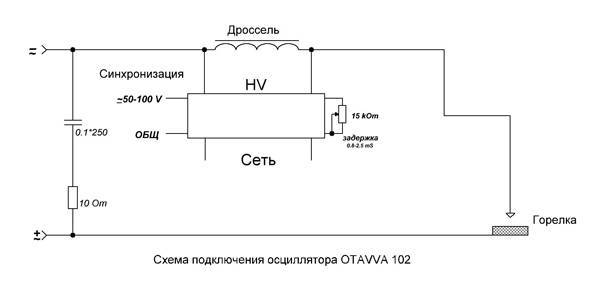
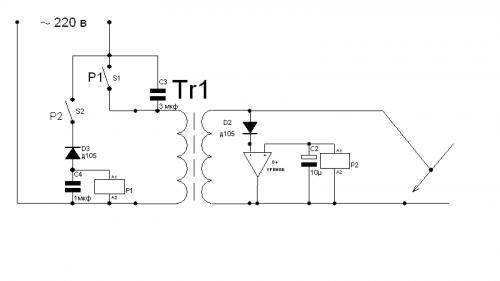
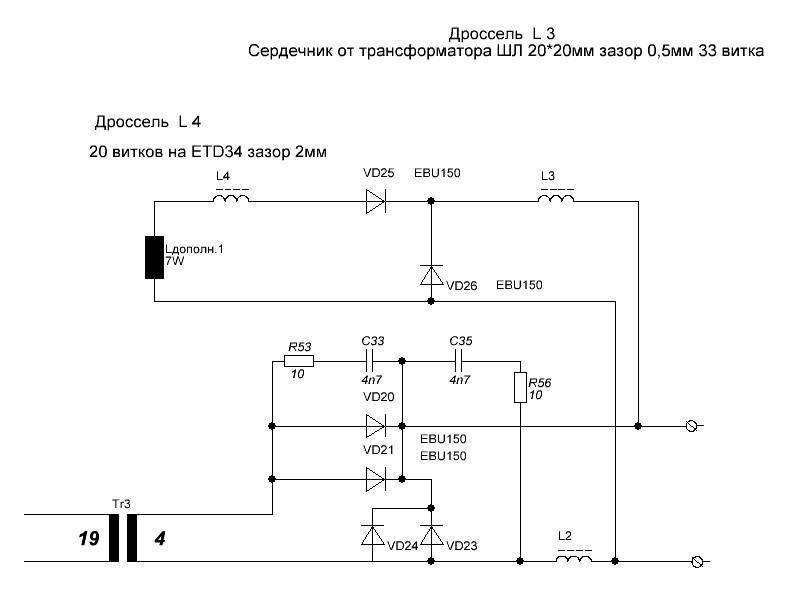
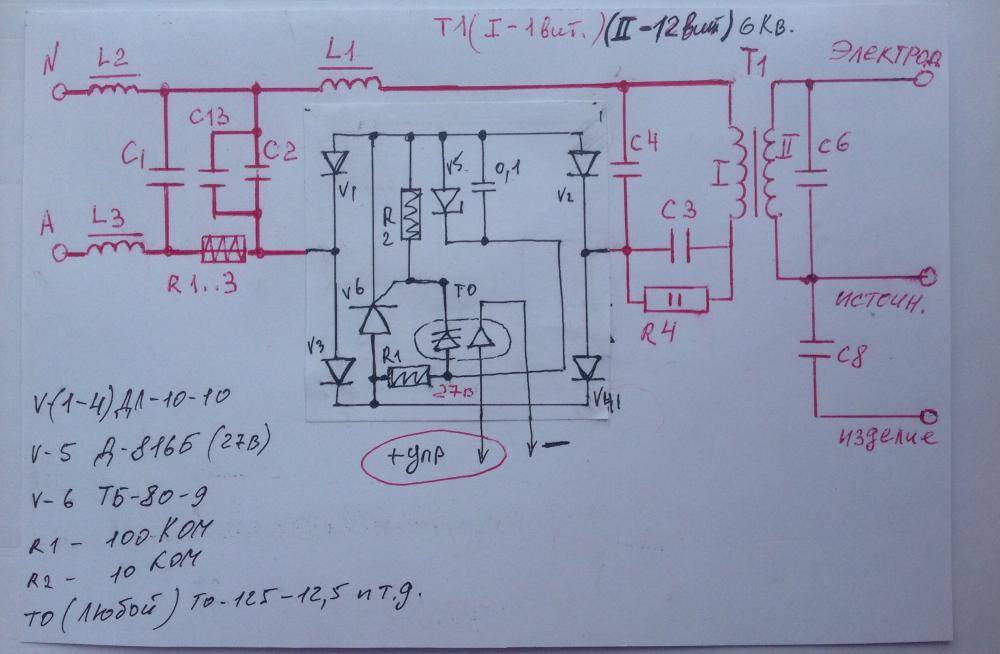
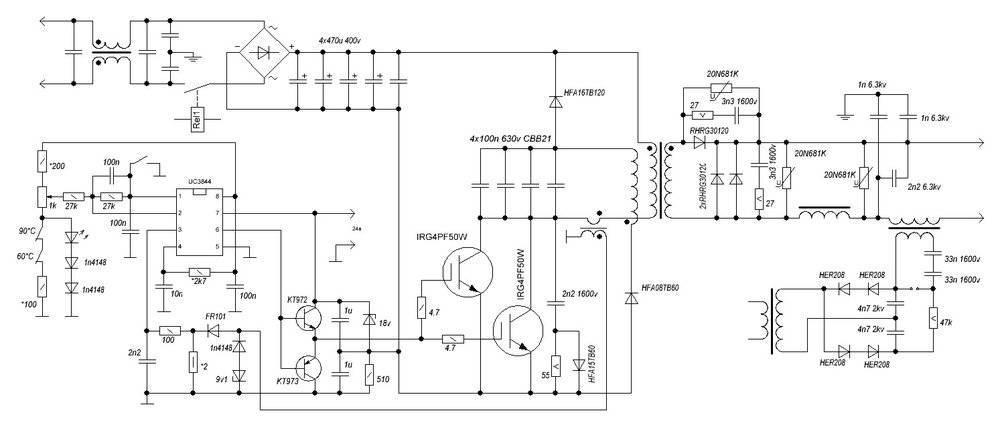
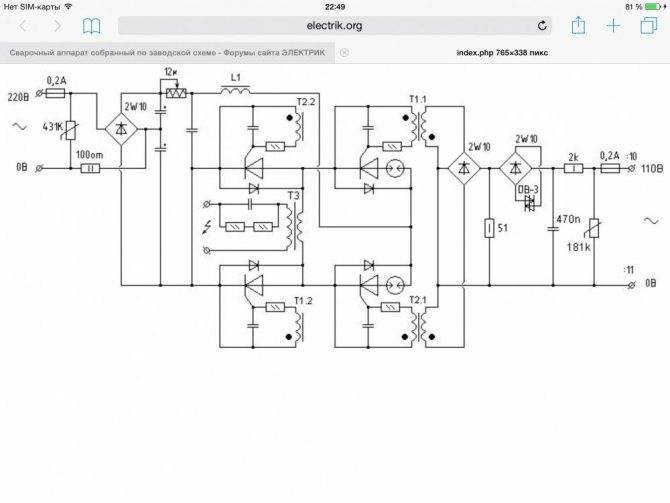
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.

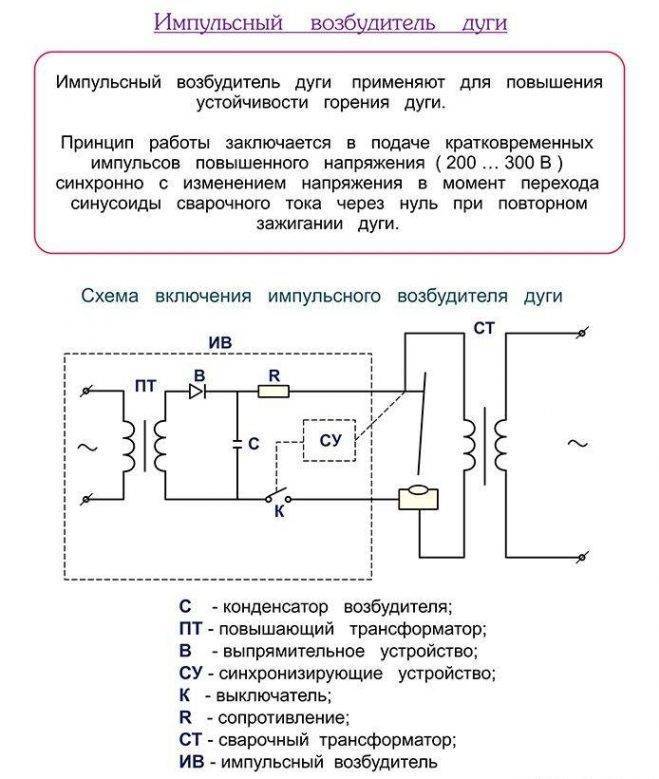
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
ЗАКЛЮЧЕНИЕ
Упростить сварочный процесс и улучшить качество соединения на цветных металлах и нержавеющей стали можно с помощью простенького самодельного устройства — осциллятора.
Сделать его самому возможно, даже если вы не учились на электрика. Главное — подобрать понятную схему сборки и включить в устройство все нужные компоненты.
Вы можете и купить его в строительном магазине, но иногда это может быть затратно для тех, кто не так часто использует усилители.
Попробовать сделать осциллятор самостоятельно стоит хотя бы раз. Возможно, вам понравится, и вы не сможете остановиться на достигнутом!





