

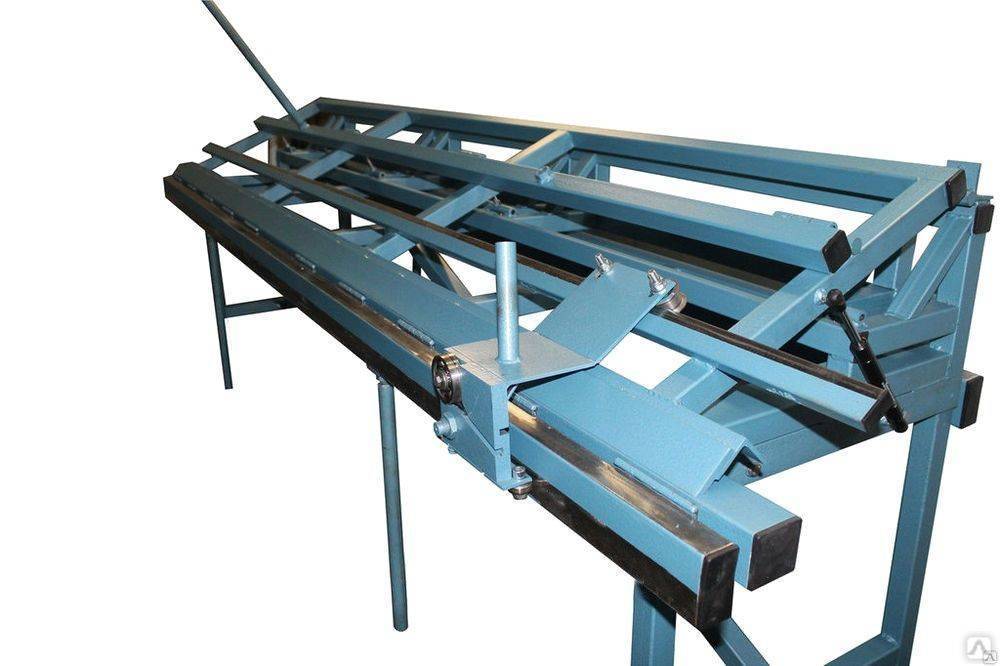
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
2 Основные технические характеристики листогиба
Станок позволяет изготавливать профильные элементы из стальных горячекатаных либо холоднокатаных листов небольшой толщины (0,4–0,7 мм). При этом, как было сказано, длина заготовки не имеет значения, она может быть любой, а вот ширина заготовки ограничивается показателем в 2500 – 3000 мм в зависимости от конкретной модели листогибочной машинки ЛГС 26.
Другие важные параметры установки:
- наименьшая длина отрезаемой от листа полосы – 40 мм;
- производительность: резки без разметки – до 5 метров за 1 минуту, с разметкой – до 2,5 метров, гибки – 2 загиба в минуту;
- уровень подачи листа – от 850 до 900 мм;
- гарантированная точность реза – 1,5 мм на 1 м;
- наименьшая длина загибаемой полки – 0,15 мм;
- вес – около 160 кг;
- угол наибольшего загиба – до 135 °С (если использовать поворотную балку, возможен дозагиб до 180 °С);
Для безопасной работы со станком требуется всего два человека, агрегат оснащен ручным приводом создания разреза и загиба.
В стандартную комплектацию станка входят:
- рама;
- направляющая для отрезного механизма;
- прижимная матрица;
- деревянный поддон;
- кулисы, с помощью которых регулируется усилие прижима заготовки;
- угломер;
- задний пуансон и стопор для него;
- отрезное устройство;
- поворотный пуансон.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе
Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!. Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео
Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха
Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
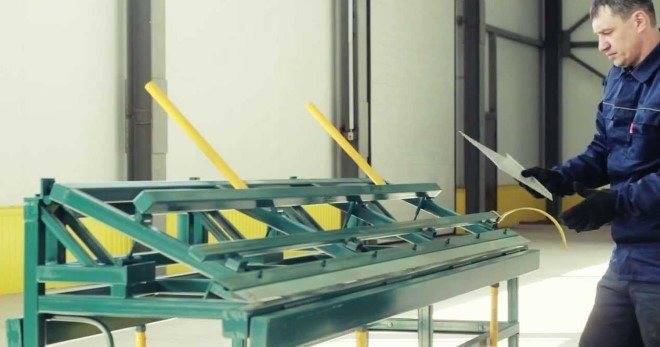
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.

Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.

Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.









Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
2 Основные технические характеристики листогиба
Станок позволяет изготавливать профильные элементы из стальных горячекатаных либо холоднокатаных листов небольшой толщины (0,4–0,7 мм). При этом, как было сказано, длина заготовки не имеет значения, она может быть любой, а вот ширина заготовки ограничивается показателем в 2500 – 3000 мм в зависимости от конкретной модели листогибочной машинки ЛГС 26.
Другие важные параметры установки:
- наименьшая длина отрезаемой от листа полосы – 40 мм;
- производительность: резки без разметки – до 5 метров за 1 минуту, с разметкой – до 2,5 метров, гибки – 2 загиба в минуту;
- уровень подачи листа – от 850 до 900 мм;
- гарантированная точность реза – 1,5 мм на 1 м;
- наименьшая длина загибаемой полки – 0,15 мм;
- вес – около 160 кг;
- угол наибольшего загиба – до 135 °С (если использовать поворотную балку, возможен дозагиб до 180 °С);
Для безопасной работы со станком требуется всего два человека, агрегат оснащен ручным приводом создания разреза и загиба.
В стандартную комплектацию станка входят:
- рама;
- направляющая для отрезного механизма;
- прижимная матрица;
- деревянный поддон;
- кулисы, с помощью которых регулируется усилие прижима заготовки;
- угломер;
- задний пуансон и стопор для него;
- отрезное устройство;
- поворотный пуансон.
Ручные листогибы
Гибка относится к специфическим операциям обработки металлов давлением – она не требуется приложения больших деформирующих нагрузок, но в то же время весьма чувствительна к длительности их приложения к изгибаемому изделию. Поэтому механизированный привод листогибочного оборудования востребован преимущественно при гибке толстолистовых деталей. Ручной листогибочный станок на практике потребуется гораздо чаще.
Ручной листогиб Schechtl
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.

Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
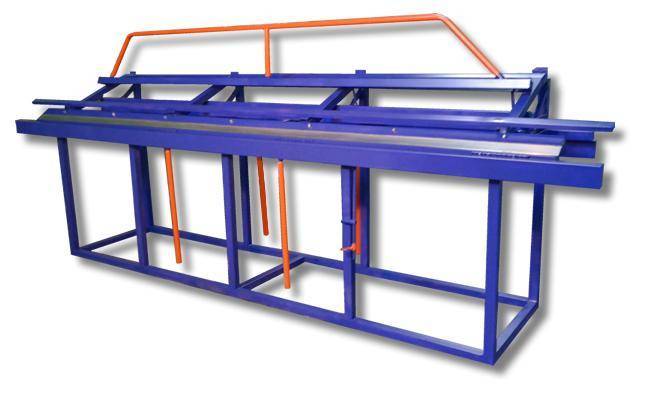
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.

Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.

Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.










Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Сборочное производство
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Ручные листогибы от торговой марки Tapco
Торговая марка Tapco (США) известна своим оборудованием для профильной гибки листа. Листогибы Tapco ориентированы преимущественно на производство анодированных стальных профилей под кровельные работы, предназначены для установки на открытых площадках, а потому выполнены практически полностью из коррозиеустойчивых материалов. Это, естественно, сказывается на цене листогибов Tapco – она намного выше, чем у отечественного аналогичного оборудования. Отличительными особенностями ЛГС от Tapco являются:
- модульный принцип сборки, что ускоряет процесс монтажа станков;
- наличие предохранителей от повреждения рабочих поверхностей агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на новое место применения;
- расширенные опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, фирменный сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условии выполнения всех требований производителя);
- привлекательный дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду соответствующего оборудования. использование которого предполагается в сложных погодных условиях.
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.
Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.










С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Липецкий листогибочный станок
Продолжаем на нашем сайте серию статей о листогибочных станках. Сегодня обсудим станки Липецкого завода профилегибочного оборудования (ЛЗПГО).
Линейка листогибочных станков ЛЗПГО
В линейке листогибочных станков ЛЗПГО четыре модели:
- ручной листогиб «ЛГС 26»;
- пневматический листогиб «ЛГСП 27»;
- гидравлический листогиб «ЛГСГ 28»;
- магнитный листогиб «ЛГМ 35».
Ручной листогиб «ЛГС 26»
Самой популярной моделью является ручной листогибочный станок «ЛГС 26», опции которого расширены отрезной машинкой. Оборудование предназначено для гибки и резки листовых металлов:
- сталь;
- алюминий;
- медь.
Обработке могут подвергаться листы, имеющие цинковое и лакокрасочное покрытие. На станке можно изготавливать фасонные детали для кровли и стен.
Ручной листогиб «ЛГС 26».
Основные технические характеристики:
- толщина обрабатываемого металла, мм: 0,4…0,7;
- угол загиба за 1 раз ≤ 135°. С «дозагибом» второй поворотной балкой — ≤ 180°;
- максимальная длина гиба, мм: 3000;
- минимальная ширина загибаемой полки, мм: 15;
- габаритные размеры, мм: 3000 х 1800 х 1450;
- масса, кг: 190.
Преимущества ручного листогиба ЛГС 26:
- нет ограничения по глубине подачи;
- угол загиба можно проконтролировать по угломеру;
- при больших усилиях гиба трап не позволяет станку опрокидываться;
- небольшой вес станка делает его очень мобильным;
- для загиба ребер жесткости станок оборудован второй поворотной балкой;
- высокая надежность и ремонтопригодность.
Пневматический листогиб «ЛГСП 27»
Станок «ЛГСП 27» представляет собой гибочный пресс прямого действия. Он применяется для:
- деформации листовых оцинкованных или покрашенных материалов (сталь, медь или алюминий) и получения простых деталей: уголки;
- швеллера;
- доборные элементы;
обработки оцинкованного металлического листа с целью последующей отделки фасадов и кровли.
Пневматический листогиб «ЛГСП 27».
Основные технические характеристики листогиба:
- толщина металла, мм: 0,5…1,2;
- длина заготовки: до 2500 мм;
- угол гиба: ≤ 90°;
- давление воздуха, МПа: 0,4…0,5;
- габаритные размеры, мм: 3340 х 600 х 1320;
- масса гибочного станка, кг: 900.
Сфера применения станка:
- в составе линии для производства фасонных деталей;
- изготовление лёгких строительных металлоконструкций.
Недостатком является необходимость компрессора.
Гидравлический листогиб «ЛГСГ 28»
Гидравлический листогиб «ЛГСГ 28» применяется для изготовления уголков и швеллеров из металлического листа с покрытием и без такового толщиной до 3,0 мм.
Гидравлический листогиб «ЛГСГ 28».
Основные технические характеристики листогиба:
- усилие станка при гибе, кг: 20000;
- толщина заготовки, мм: ≤ 3;
- длина заготовки, мм: 2500;
- угол гибки: ≤ 105°;
- минимальный загиб, мм: 20;
- масса станка, кг: 2000;
- габаритные размеры, мм: 2800 х 800 х 2000.
У станка имеется автоматический и ручной режимы работы. Подробно алгоритм работы гидравлического листогиба мы рассматривали в статье «Листогибочный гидравлический станок»;.








Магнитный листогиб «ЛГМ-35»
Ручной магнитный листогиб «ЛГМ-35» оснащён электромагнитной системой прижима заготовок и поворотной балкой, имеющей шарнирный подвес. Имеющийся набор прижимных пластин даёт возможность гнуть на станке детали сложных форм:
- глубокие узкие желоба;
- замкнутые детали;
- глубокие ящики;
- возможно выполнение радиусных загибов и прямоугольных воздуховодов.
Магнитный листогиб «ЛГМ 35».
Технические характеристики:
- толщина металла, мм: 0,4…1,2;
- длина заготовки, мм: ≤ 2500;
- ширина полки, мм: 10;
- усилие прижима электромагнита, кг: 12000;
- напряжение питания, В: 220;
- потребляемая мощность, КВт: 0,9;
- габаритные размеры, мм: 2580 х 1450 х 980;
- масса станка с набором пластин, кг: 318.
Основные преимущества магнитного листогиба «ЛГМ-35»:
- высокая точность изготовления;
- низкая стоимость станка по сравнению с аналогами.
Приобрести листогибочные станки других марок можно по указанным здесь адресам .
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
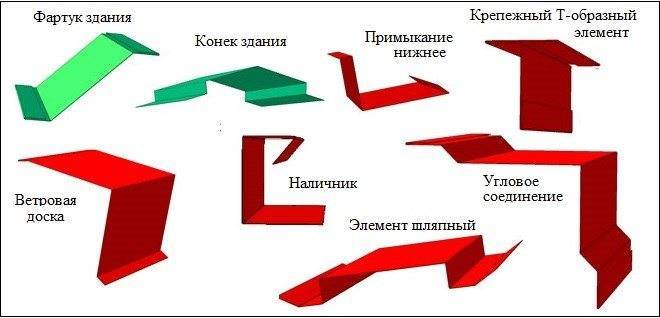
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
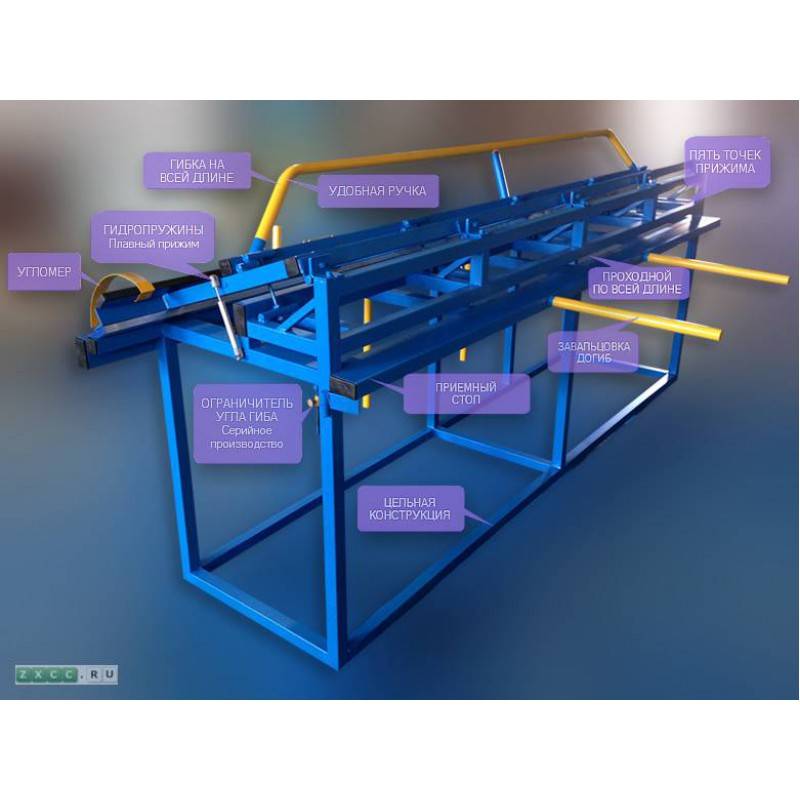
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне















