

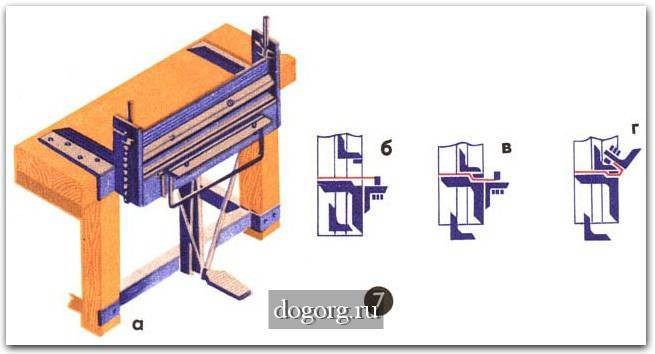
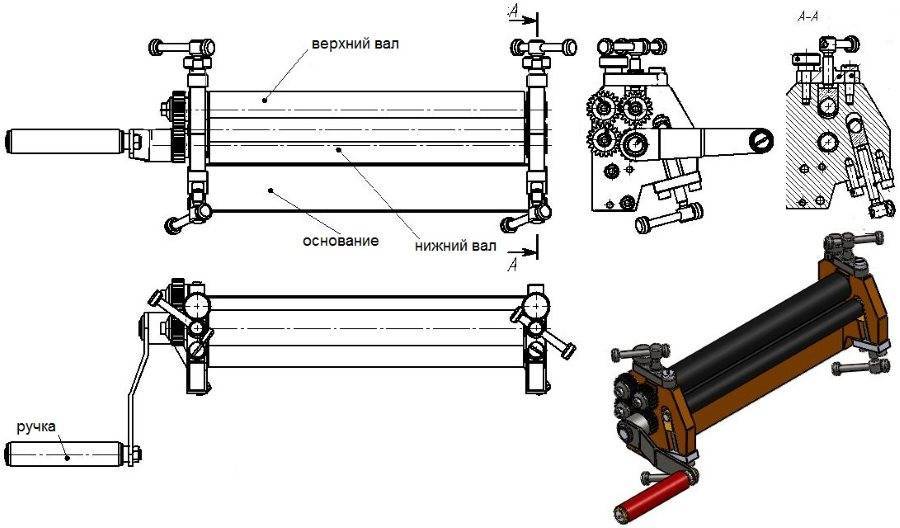
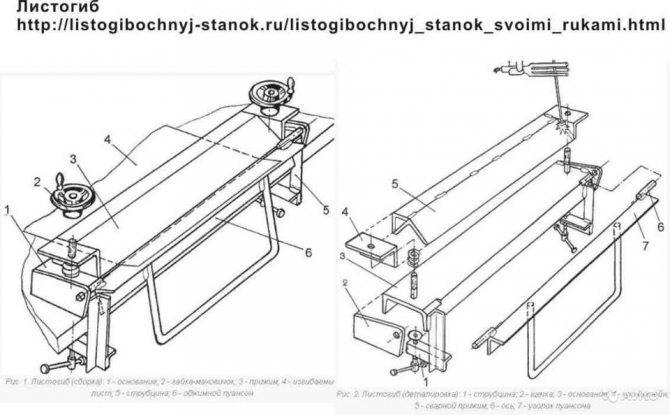
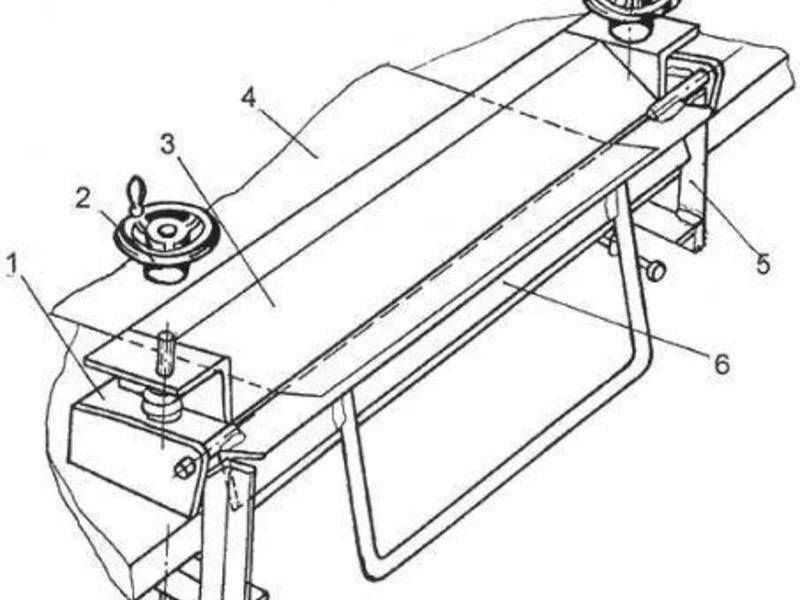
Конструкция листогибочного станка
отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
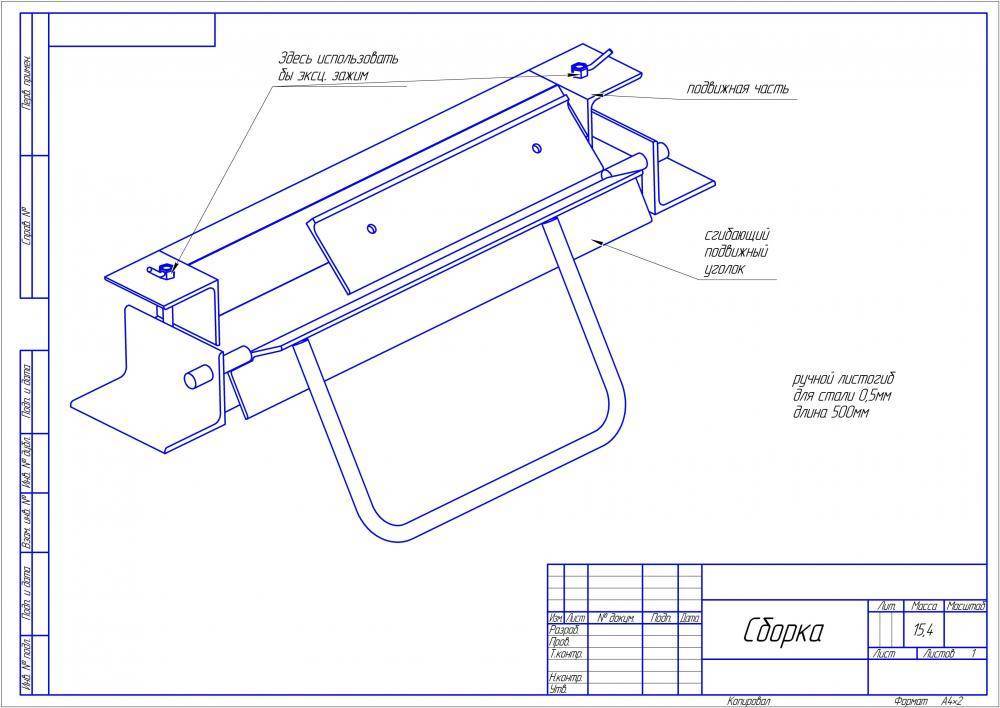
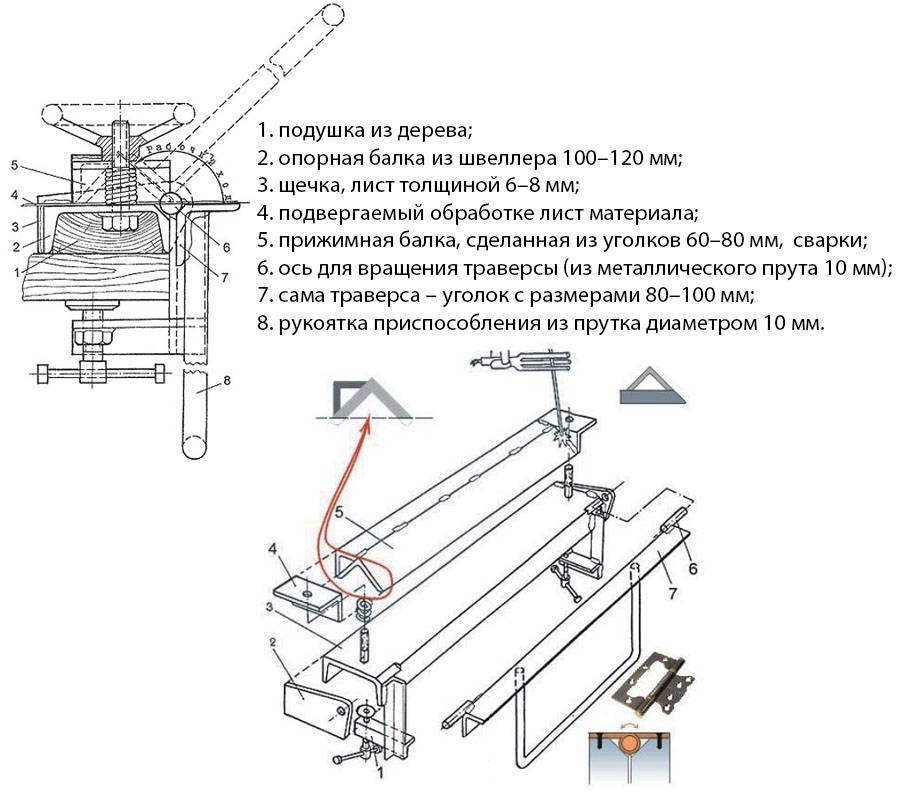
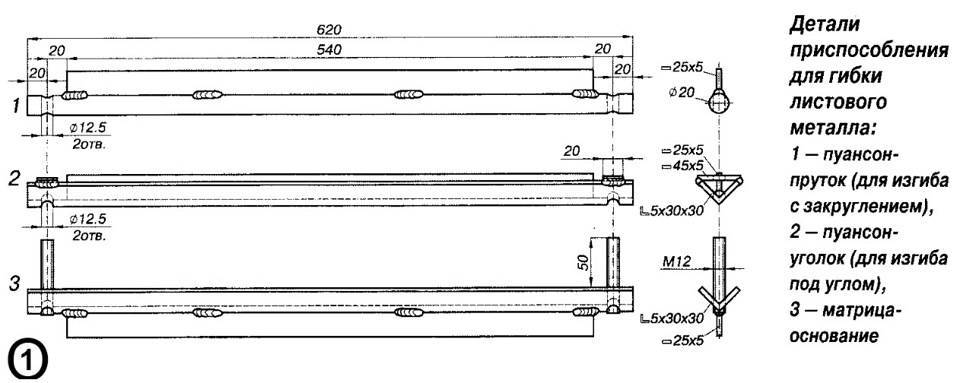
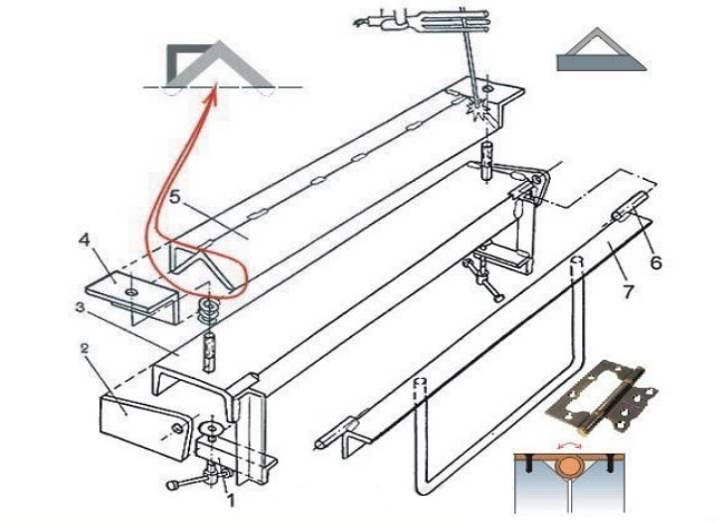
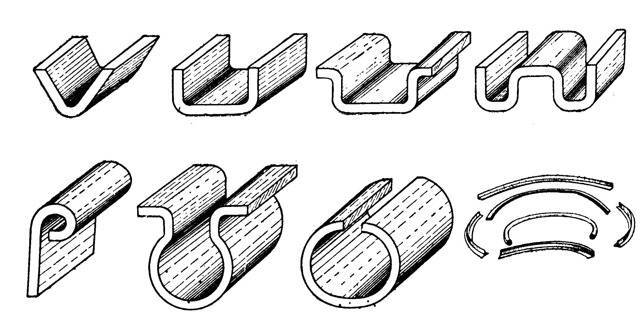
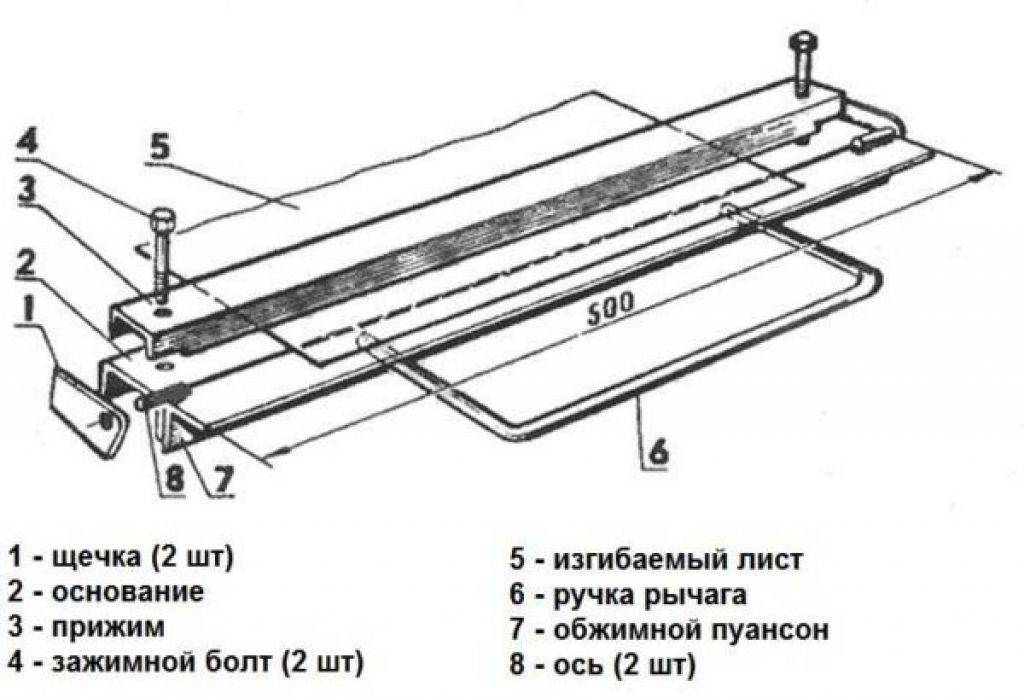
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
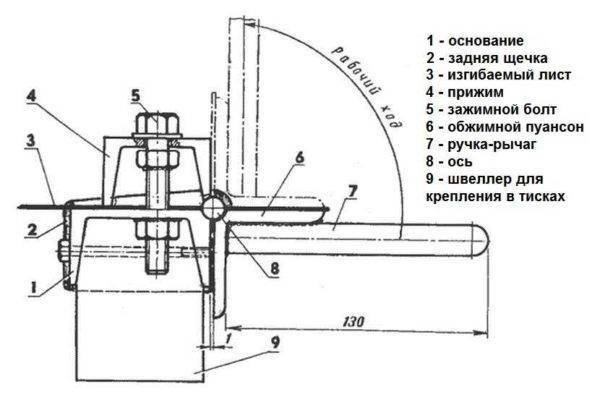
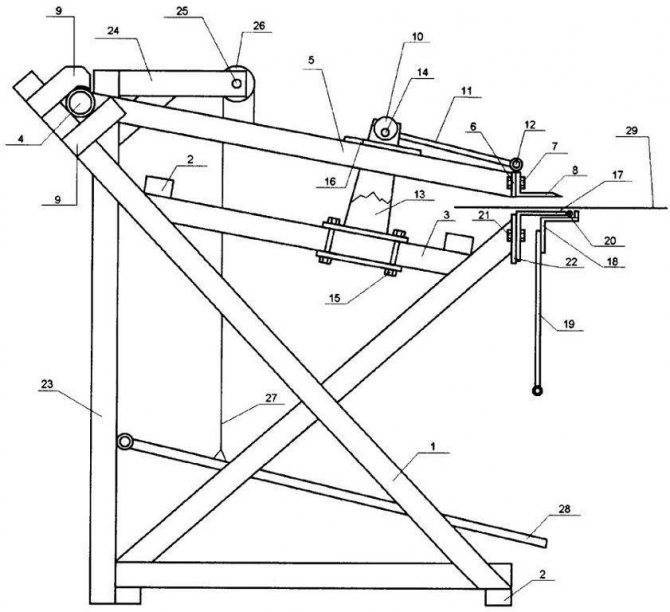
Схема самодельного листогиба
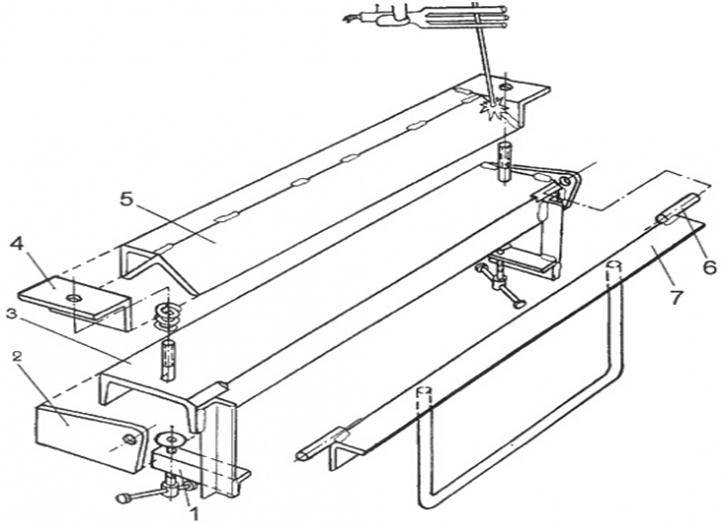
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой , позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
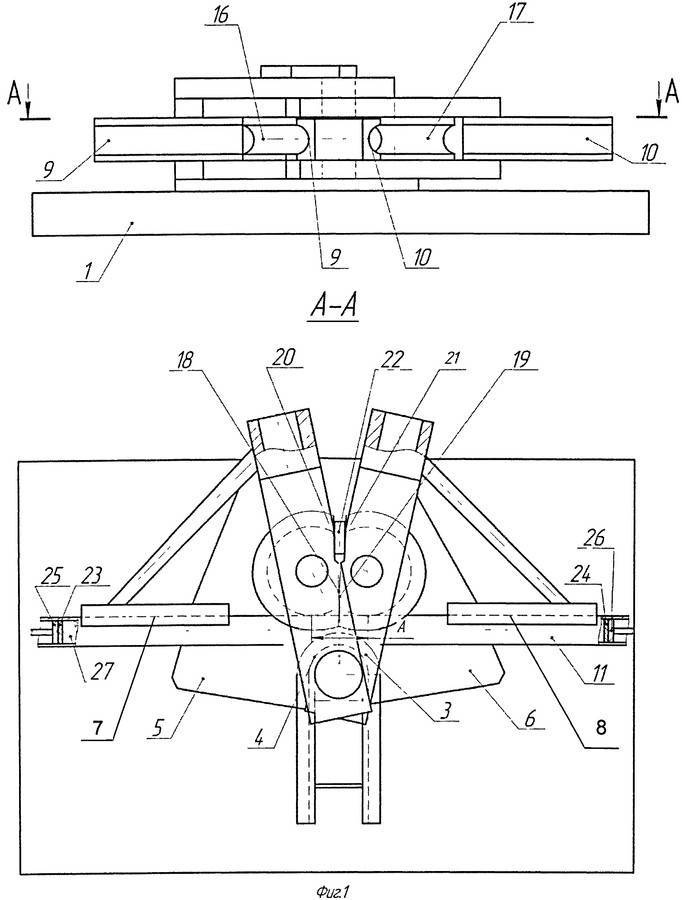
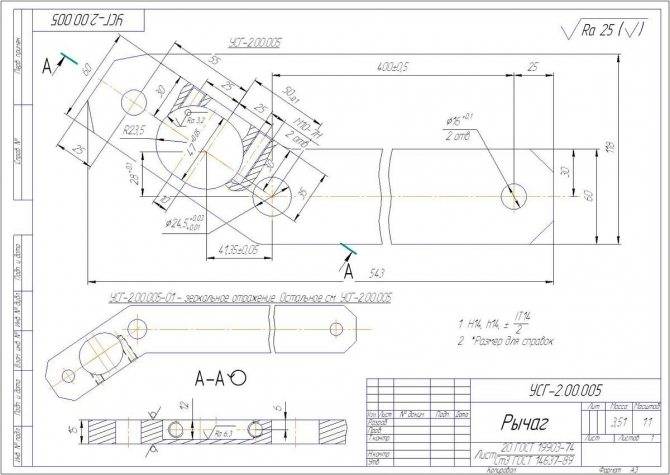
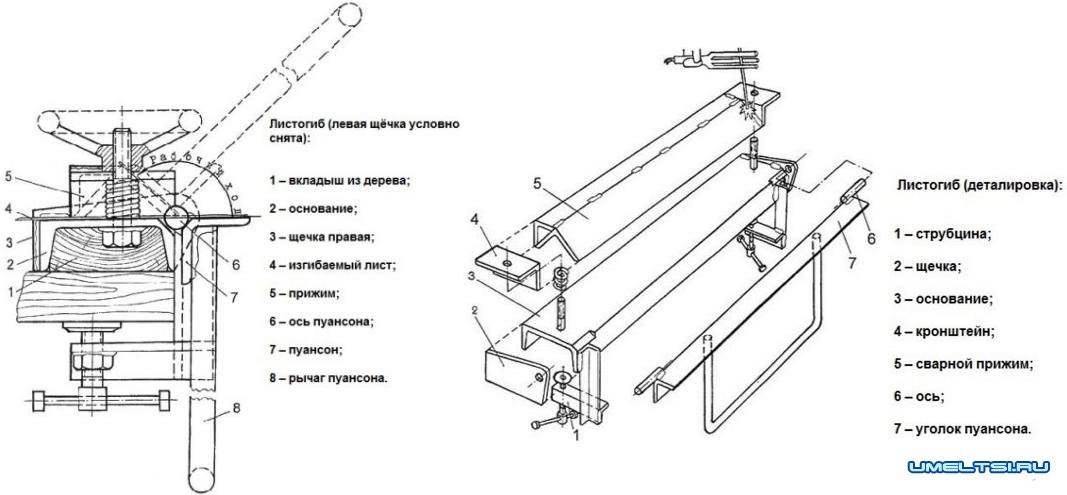
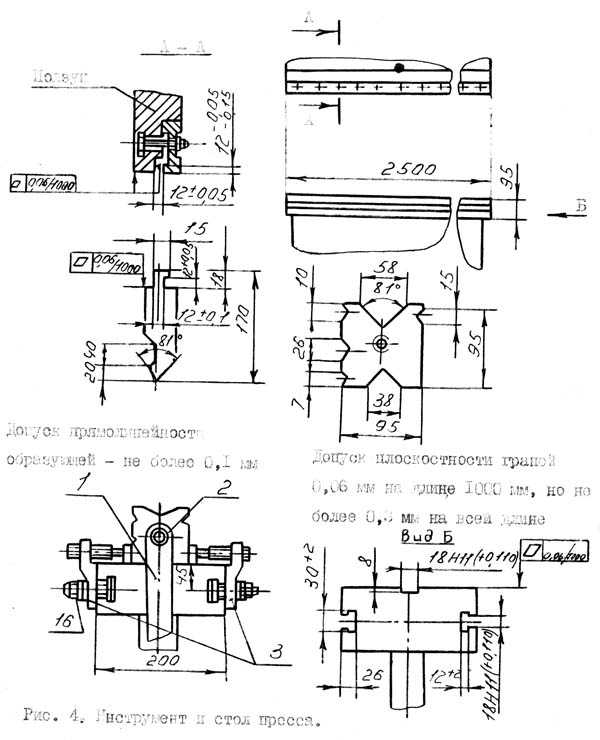
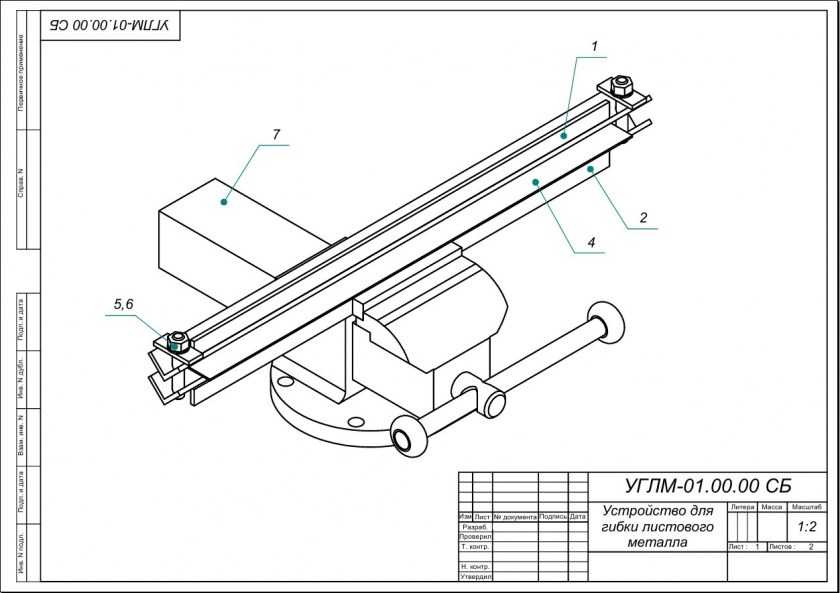
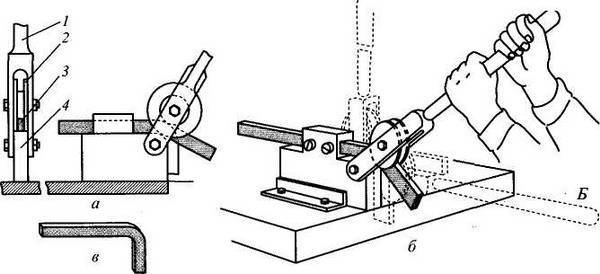
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Прокатный трубогиб своими руками
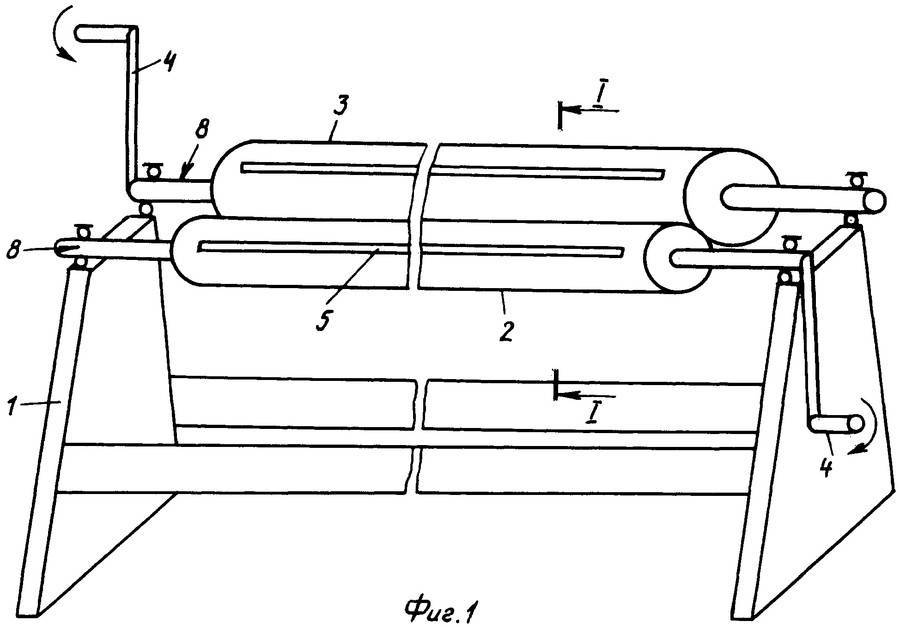
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
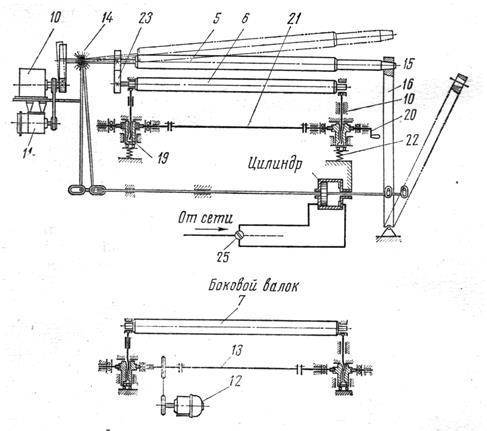
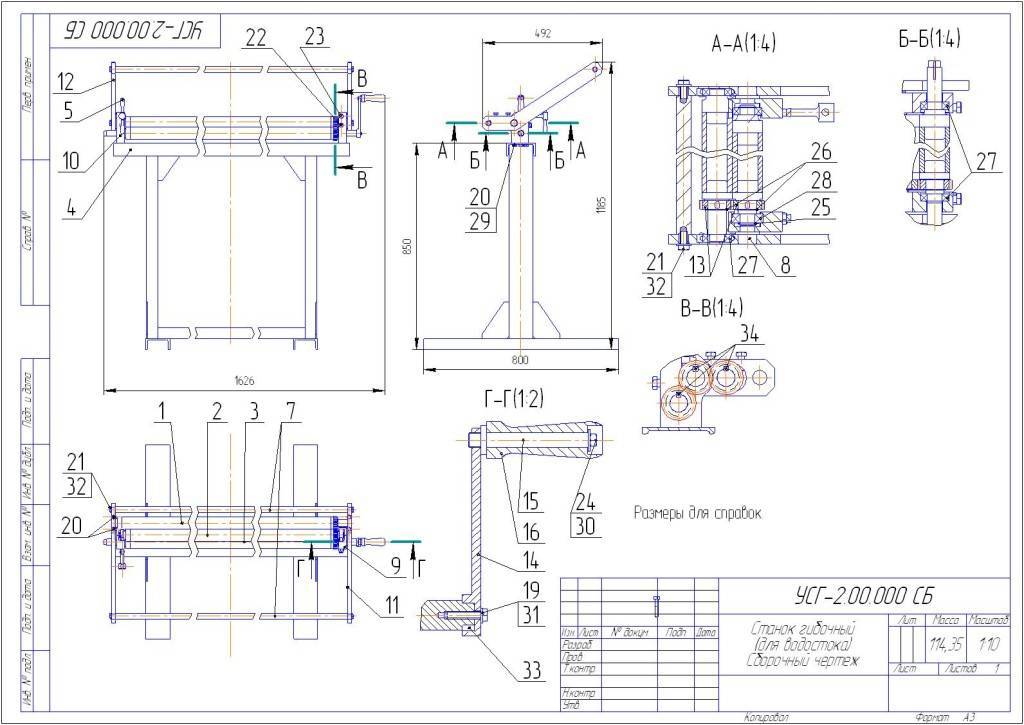
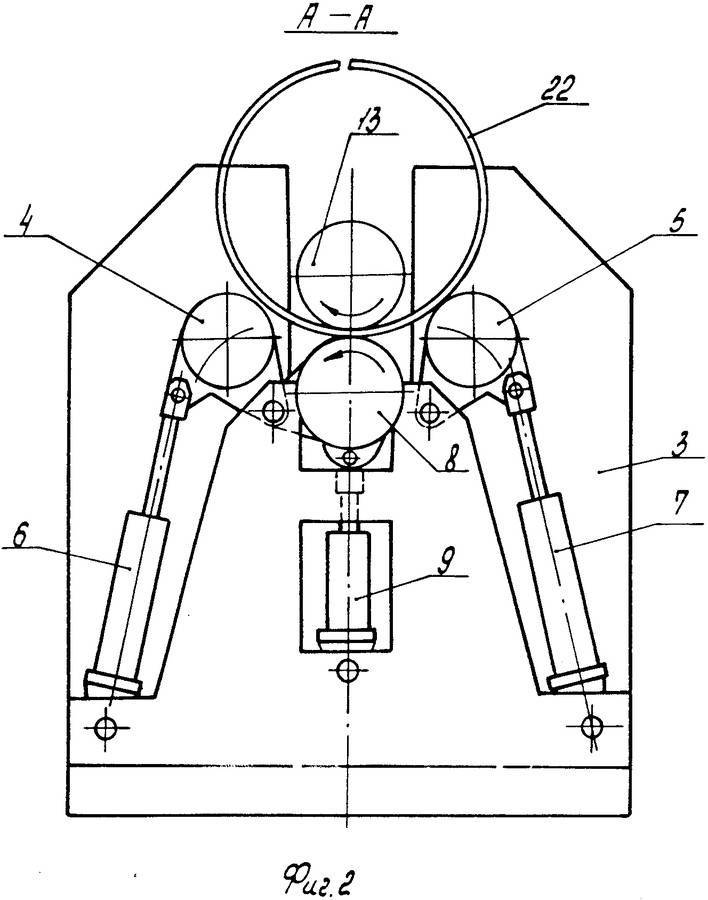
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.

Поворотная платформа не единственный вариант регулирования параметров изгиба профильной трубы, это можно осуществить при помощи крайних вальцов. Для этого в опорных пластинах и швеллере проделывают отверстия, чтобы элементы были подвижными. Подымать крайнюю платформу можно любым домкратом, который найдется в хозяйстве
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.

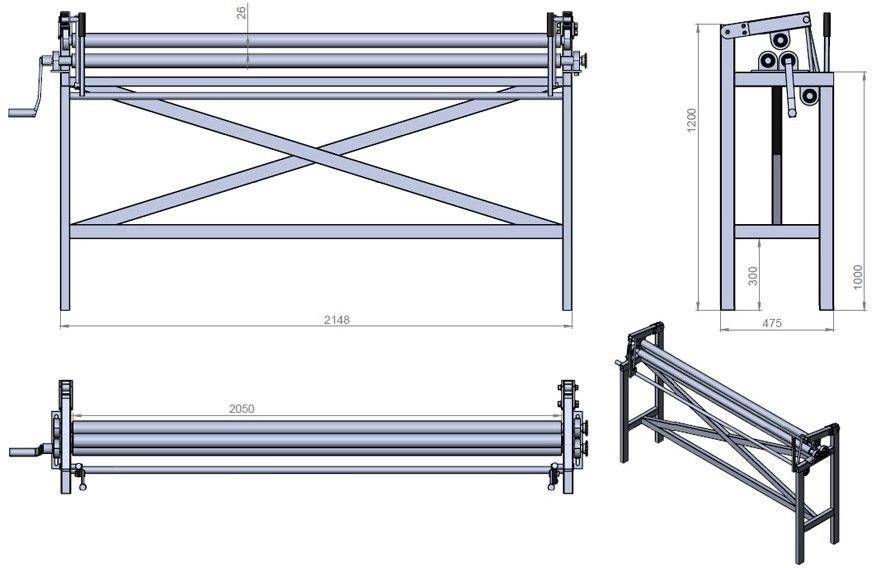

Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку. Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
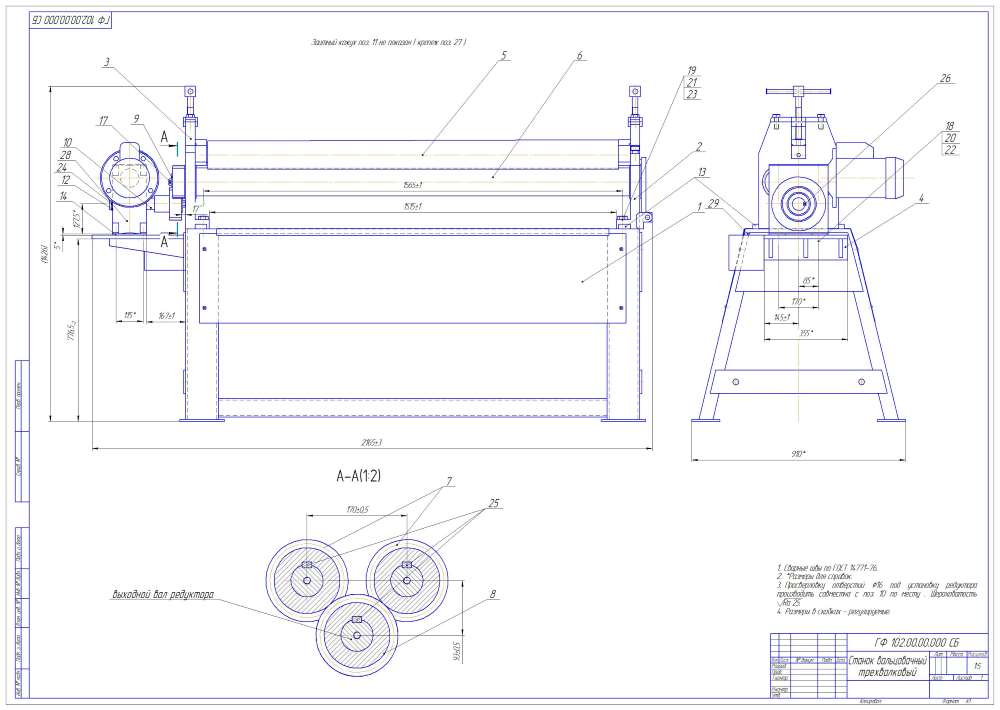
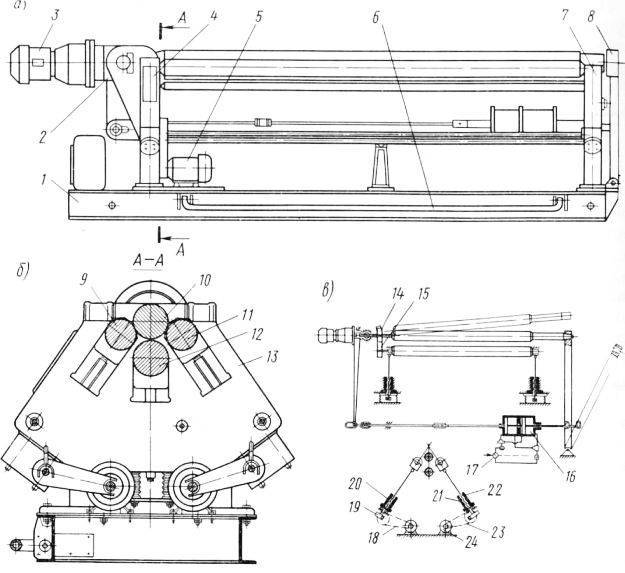
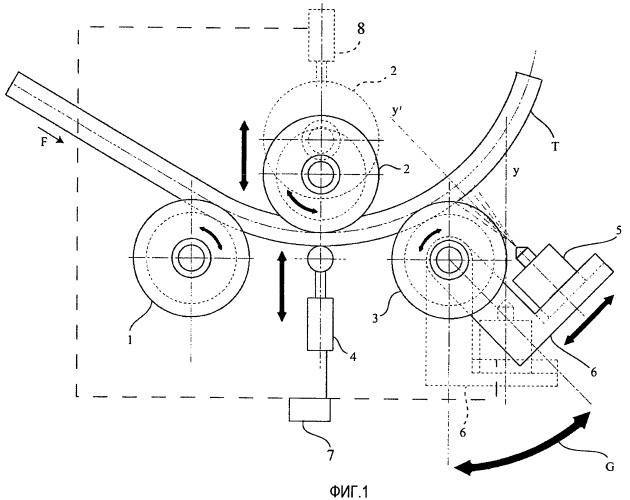
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию. Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.

Профилегибочный трехроликовый станок оснащен тремя роликами. Подсоединив к такому станку электродвигатель мощностью 1,5 кВт, можно гнуть трубы сечением до 8 см за один раз
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.
После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок. На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
ИБ2222 Перечень органов управления вальцами
- Общий стоп
- Переключатель цепи управления
- Переключатель направления вращения главного привода
- * Кнопка включения механизма съема — вперед
- * Кнопка включения механизма съема — назад
- Кнопка включения подъема откидной опоры
- Кнопки опускания откидной опоры
- Кнопка переключения механизма поддержки обечайки вверх
- Кнопка переключения механизма поддержи обечайки вниз
- Кнопка перемещения заднего бокового валка вверх
- Кнопка перемещения заднего бокового валка вниз
- Кнопка перемещения переднего бокового валка вверх
- Кнопка перемещения переднего бокового валка вниз
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Главный привод включен»
* Для машин со средствами механизации
Примечание: На листогибочных машинах пульт управления может быть встроенным в ограждение главного привода (машины ИБ2213, ИБ2216) или быть выносным — крепиться к кронштейнам коленного выключателя (машины ИБ2219, ИБ2220, ИБ2222).
Особенности производства вощины с помощью вальцов
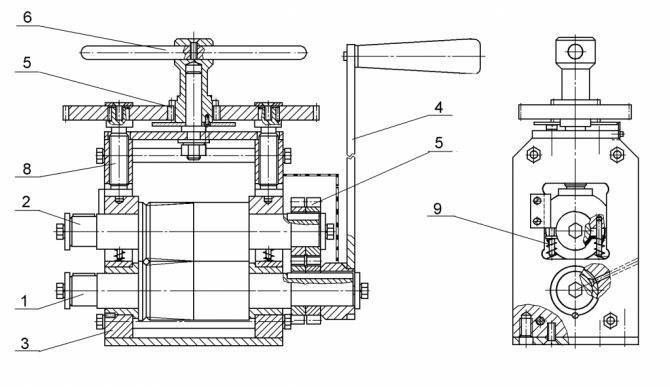
Этот аппарат состоит из следующих компонентов: 2 гравированных вала, 2 шестерни, регулировочные болты и основание.
Вальцы помещают в ёмкость с разделительным раствором. Его используют для того, чтобы процесс изготовления был более лёгким: таким образом размягчённый воск не прилипнет к выступам, а на листе будут формироваться только качественные «ямки» требуемой формы.
Этот раствор продаётся в специализированных магазинах, но его можно изготовиться и самостоятельно. Для этого потребуется: жидкая сыта из мёда или раствор из 1 л воды, 100 г жидкого мыла без ароматизаторов и 2 ч. л. глицерина для формирования на поверхности вощины тонкого слоя с запахом, который привлекает пчёл.
Видео: Вальцы для вощины
Процесс производства вощины таков:
Восковый лист укладывают в ванночку.
Этот лист осторожно продвигают к зазору между вальцами и направляют в него.
Рукоятку поворачивают от себя, а вальцы начинают вращаться. Благодаря такому процессу лист полностью будет помещён в зазор и пропущен через него.
Вальцовка листового металла — цена
Цены на вальцовку листа и вальцовочные работы во многом зависят от того, какой металл необходимо обработать. Это может быть сталь различных марок, алюминий, медь, дюралюминий, латунь, бронза и прочие металлы, которые могут быть подвержены вальцовке. В стоимость работ закладывается и амортизационные расходы на станки: чем выше их стоимость, тем выше цена на конечные работы. Цены на такие виды работ также зависят от толщины листового проката и марки металла.

В основном цена стартует от 8 долларов США за один погонный метр готовой продукции. На более объемные работы цена, как правило, договорная, в зависимости от сложности процесса вальцевания.
ИБ2222 Настройка машины для гибки конических обечаек
Настройка машины ИБ2222 для гибки конических обечаек
Для гибки конических обечаек верхний валок устанавливают в наклонное положение под углом ε к горизонту. Угол ε и величина перемещения левой опоры верхнего валка Δh лев. получаются из нижеприведенных соотношений между углом конуса и необходимыми радиусами гибки, (см.рис.28).
Угол при вершине конических обечаек (максимальный) составляет для машин:
- ИБ2213 – 30°
- ИБ2220, ИБ2216, ИБ2222 – 20°
- ИБ2219 – 15°
Установку верхнего валка в положение для гибки конических обечаек производить в следующей последовательности:
- отпустить нижние шлицевые гайки на винте откидной опоры
- передней тягой установить верхний валок в нужное положение одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке
- завернуть нижние шлицевые гайки небольшим усилием. Открыть откидную опору и затянуть верхние гайки. Затянуть нижние гайки, закрыть опору
- гайками зафиксировать тягу консоли верхнего валка, отрегулировав при этом свободное откидывание левой опоры
- отрегулировать положение конечного выключателя с помощью пазов в кронштейне конечного выключателя и планки с упором в приводе откидной опоры
- одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании откидной опоры должен заходить в приспособление от поворота вокруг посадочной шейки – валка.
- Возврат валка в горизонтальное положение производить в обратной последовательности. При гибке конических обечаек лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
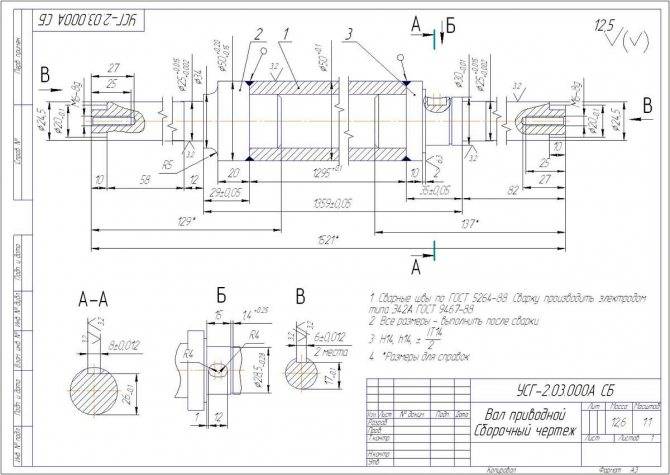
- D1 = 270 (диаметр верхнего валка)
- D2 = 260 (диаметр боковых валков)
- * d1 = 324 (диаметр наладки для гибки трубы для верхнего валка)
- * d2 = 314 (диаметр наладки для гибки трубы для боковых валков)
- * d3 = 360 (диаметр наладки для гибки сортового проката)
- R = 420
Где * размеры для справок:
Максимальные размеры сортового проката и Rmin минимальный радиус гибки:
- Наладка инструмента для гибки трубы. Максимальный диаметр трубы – Ø32; 45, Rmin = 400 мм
- Наладка инструмента для гибки сдвоенного уголка полкой наружу. Максимальные размеры уголка – 50х50х5, Rmin = 450 мм
- Наладка инструмента для гибки швеллера полкой наружу. Максимальный размер швеллера – №12, Rmin = 400 мм
- Наладка инструмента для гибки квадрата. Максимальные размеры квдрата – 50х50, Rmin = 300 мм
- Наладка инструмента для гибки полосы на ребро. Максимальные размеры полосы – 36х60, Rmin = 400 мм
Машины для листовой вальцовки
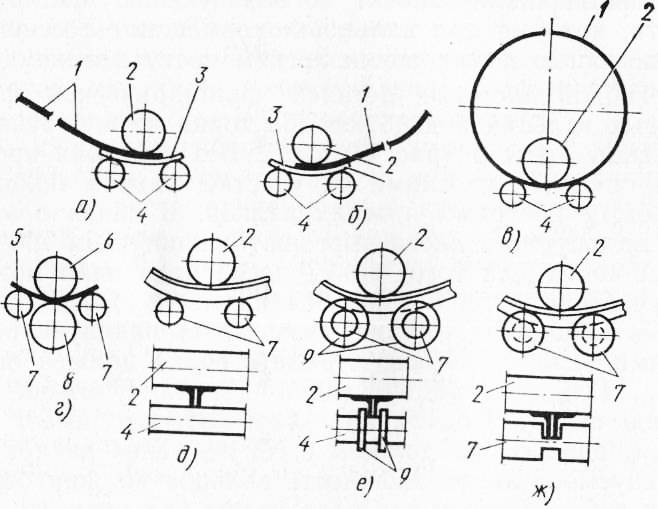
Практическое применение нашли два исполнения вальцовочного оборудования — станки с нажимным валком (он обычно располагается посредине) и с эксцентрично размещенным инструментом. Первый тип применяется для толстолистовой вальцовки, а второй — для ротационного деформирования заготовок толщиной не более 2…2,5 мм.
Конструктивно такие станки различаются также по количеству рабочих валков. Обычно они устанавливаются горизонтально, хотя в некоторых неприводных моделях для деформирования небольших по размеру заготовок возможны и вертикальные машины, не требующие много места для своей установки.
Существенным различием в рассматриваемом оборудовании является и взаимное расположение рабочих валков: оно может быть симметричным и асимметричным. Асимметричные вальцовочные машины считаются более универсальными, поскольку с их помощью можно получать не только свертку цилиндров, но и разнообразное оформление их кромок (в частности, изгиб краев у детали). Именно на листогибочных вальцах с симметрично размещенными валками деформируют толстолистовые заготовки. Тем не менее, схема с тремя симметрично расположенными валками более технологична при обслуживании, а потому на практике применяется чаще.
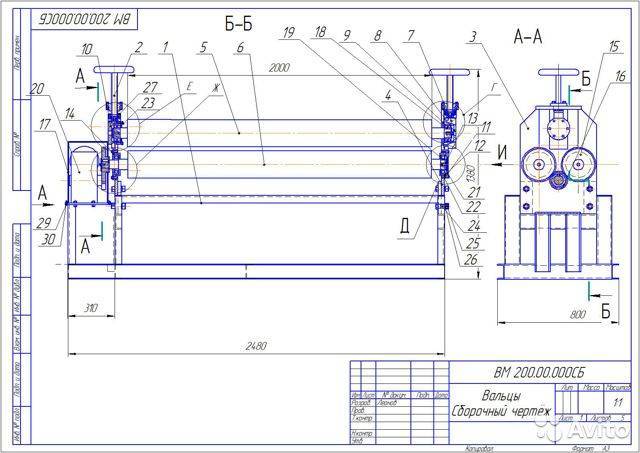
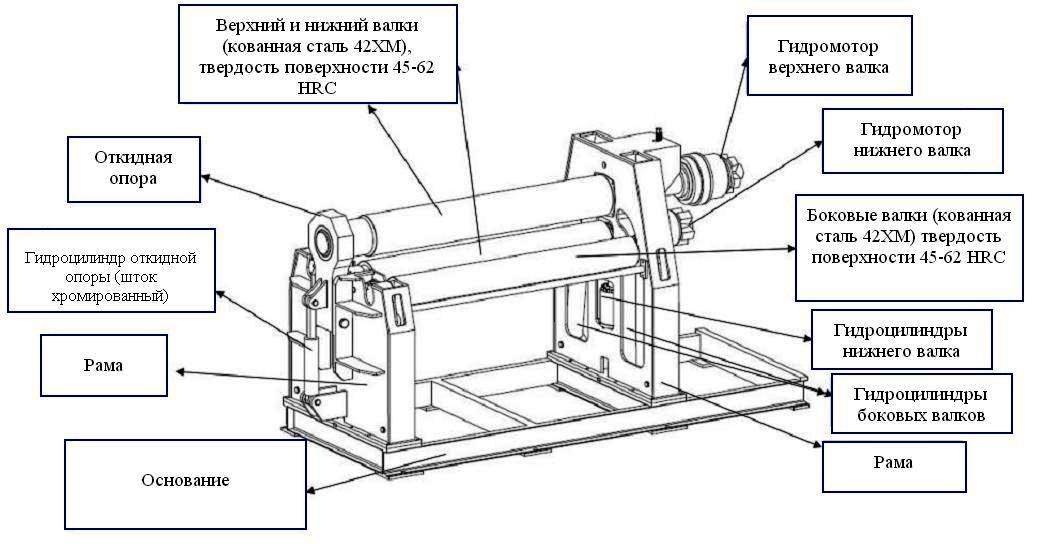
Такой вальцовочный станок с внешним приводом включает в себя следующие узлы:
- Электродвигатель (для особо мощных типоразмеров применяются приводы на основе двигателей постоянного тока).
- Редуктор или клиноременную передачу (применительно к вальцам с регулируемой скоростью вращения в схему дополнительно встраивается вариатор).
- Вал, на котором размещается основной (нажимной) валок.
- Боковые стойки с подшипниковыми узлами. Для мощного оборудования используются подшипники скольжения, а в быстроходных вальцах — качения.
- Два нижних приводных валка. При симметричной схеме их оси с торца образуют с осью нажимного валка равносторонний треугольник, при асимметричной схеме ось одного из нижних валков располагается с небольшим смещением относительно оси верхнего валка, а нижняя устанавливается на расстояние, несколько превышающее межосевое. Этим исключается прогиб заготовки при ее вальцевании.
- Станину, на которой устанавливаются две опорные стойки.
- Защитный кожух, который при работе станка выполняет также функцию приемки полуфабриката, выходящего из технологического зазора между валками.
- Систему управления вальцами.
Регулировка технологических параметров оборудования для вальцовки листов производится изменением величины зазора между валками. В автоматических станках это выполняется программно, в процессе предварительной настройке, а в ручных моделях — при помощи храпового или винтового механизма, смонтированного в одной из боковых стоек.
Любая вальцовочная машина отечественного производства, предназначенная для работ с листовым металлом, маркируется начальной буквой И, и четырьмя цифрами. Две первые указывают на тип привода подвижного валка (механический или гидравлический), а две вторых — на основные технологические параметры оборудования: ширину и толщину листа.
Основные технические характеристики некоторых типоразмеров данного оборудования сведены в таблицу:

Поиск записей с помощью фильтра:
Для чего используется конус
Мы подробно разобрали самые простые варианты как сделать правильный конус из бумаги. Для чего используется эта поделка? Направления у нее самые различные:
- геометрических выставок;
- объемных поделок;
- изготовления маскарадных шляп.
Ваша фантазия подскажет вам, где еще может применяться конус. А мы поможем вам вдохновиться с помощью простой конусной поделки елочки.
Ёлка из конуса
Для нее потребуется:
- картон;
- бумага для подарков;
- скотч;
- декоративные предметы;
- ножницы.
В основе изделия, как вы уже поняли, лежит конус. Изготовьте его по одной из предложенных выше инструкций.
Далее работаем по схеме:
- Полученный конус, оборачиваем бумагой для подарков. Крепим кончик материала к верхушке скотчем и аккуратно оборачиваем бумагу по фигуре. Отрезаем лишний материал.
- Крепим концы с помощью скотча.
- Вы не поверите, но елочка готова. Осталось ее украсить как настоящую. С этой целью могут подойти пуговицы, большие бусины и миниатюрные новогодние игрушки.
В ёлке можно сделать отверстия. И если она достаточно широка, поместите внутрь конуса новогодние огоньки. В темноте, они будут приятно мелькать, создавая приятную атмосферу.
3 Типы вальцов и отличия в их работе
Здесь мы более подробно остановимся на классификации вальцов в зависимости от типа привода. Для единичного производства и бытовых целей отлично подойдет оборудование с ручным приводом. Оно просто в работе и не нуждается в дополнительном питании, т. е. автономно. Компактность, надежность, долговечность и низкая стоимость сделали эти станки весьма популярными. К тому же вы сможете собрать их своими руками и свести затраты к минимуму. Но в этом случае возможна вальцовка листа толщиной не более 2 мм. Да и приготовьтесь к тому, что работая на таком оборудовании, вам придется прилагать немалые усилия. Поэтому если планируете наладить серийное производство, то следует отдать предпочтение электрическим либо гидравлическим станкам.
 Гидравлический станок для вальцевания
Гидравлический станок для вальцевания
Первые оснащены электрическим моторчиком, за счет которого можно значительно увеличить производительность и толщину обрабатываемого материала. Но автономным это оборудование уже не назовешь, ведь оно работает только от сети. К тому же его цена значительно выше прочих моделей, да и несколько возрастают затраты на обработку элементов, так как придется платить дополнительно за потраченную электроэнергию. Поэтому следует отдавать предпочтение маломощным станкам. Конечно, оборудование на 20 кВт справится с поставленной задачей значительно быстрее, но при этом израсходует огромное количество дорогостоящей электроэнергии.
Трехвалковая листогибочная машина FACCIN серии HAV — видео в работе
Серия HAV — машина для сверхтяжёлых условий
Трехвалковая листогибочная машина FACCIN серии HAV специально спроектирована для работы в сверхтяжёлых условиях работы. Машины серии HAV используются во многих странах мира для изготовления резервуаров высокого давления, мощных котлов, толстостенных труб, морских сварных конструкций. Никакая другая компания по изготовлению листогибочных машин в мире не изготовила такое количество машин с синхронизированной изменяемой геометрией толщиной свыше 75 мм, как компания FACCIN.

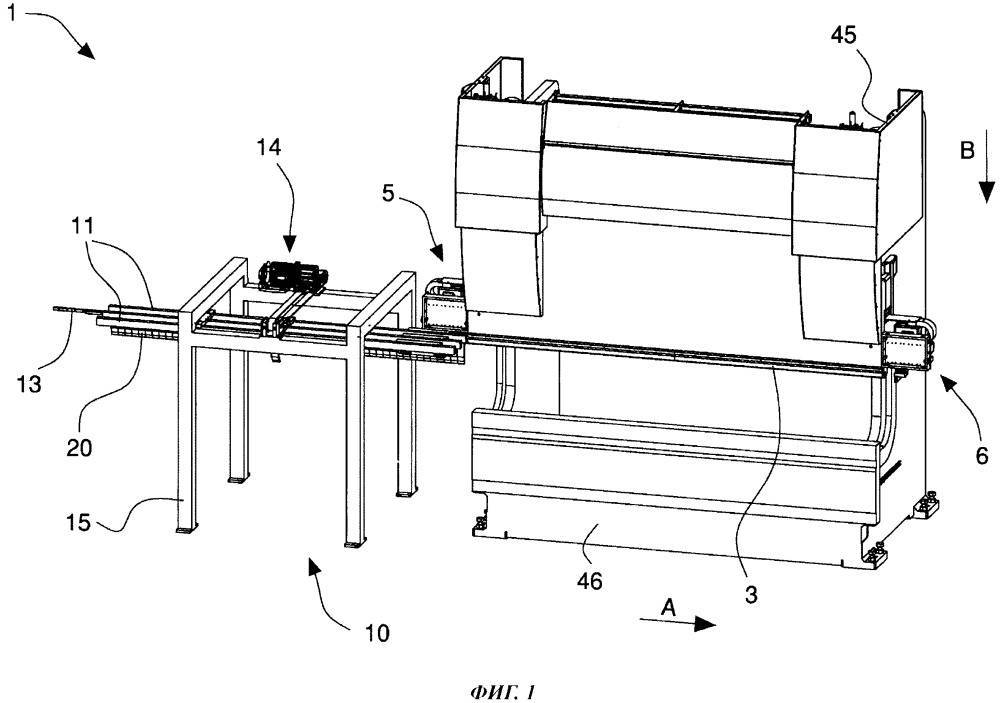
Специальная конструкция
Трехвалковая листогибочная машина FACCIN серии HAV имеет специальную конструкцию, при которой удалось уменьшить рабочую высоту, т.к. перемещение боковых валов происходит по горизонтали, то и гидроцилиндры располагаются в горизонтальной плоскости. Исходя из этого не нет необходимости заглубление фундамента, даже для листогибочных машин с толщиной гибки металла 40 мм.
Система центрирования листа
Предподгиб на машинах серии HAV осуществляется безопасно и очень быстро. Листы металла подаются не под углом, как на других трехвалковых листогибочных машинах других производителей, а в горизонтальной плоскости. Это позволяет использовать подающий приводной стол с системой центрирования листа, благодаря этому упрощается процесс гибки и значительно увеличивается производительность.




Постоянная параллельность валов
В стандартной комплектации трехвалковая листогибочная машина FACCIN серии HAV обладает электронной системой балансировки EPS, известной потребителям во всем мире. Данная система гарантирует постоянную параллельность валов с допуском 0,2 мм и никогда не будет зависеть от механического износа.

Объективно лучшая в мире машина
Листогибочные машины серии HAV идеально подходят для толщин до 350 мм. Трехвалковая листогибочная машина FACCIN серии HAV – самый лучший по техническим характеристикам трехвалковый листогиб из всех представленных на мировом рынке сегодня.

Технические работы:
По договоренности мы можем предоставить следующие услуги:
- Сборка, пуско-наладочные работы и запуск вальцев в эксплуатацию;
- гарантию сроком в 12 месяцев с момента сдачи вальцев в эксплуатацию;
- базовое обучение операторов работе на вальцах и их обслуживанию;
- приемку станка на заводе-изготовителе FACCIN.
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
- Снижение эксплуатационных расходов на оснастку и оборудование.
- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
https://youtube.com/watch?v=Lz7XpRMsNCs
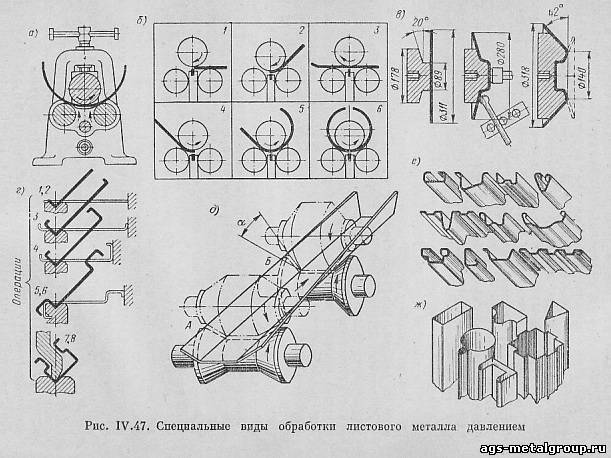
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.

https://youtube.com/watch?v=4XymNtgKq6I
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.





