

Конструкция зубофрезерного полуавтомата 5К32 и 5К32А
Ниже мы рассмотрим детальное описание каждой модели зубофрезерного оборудования.
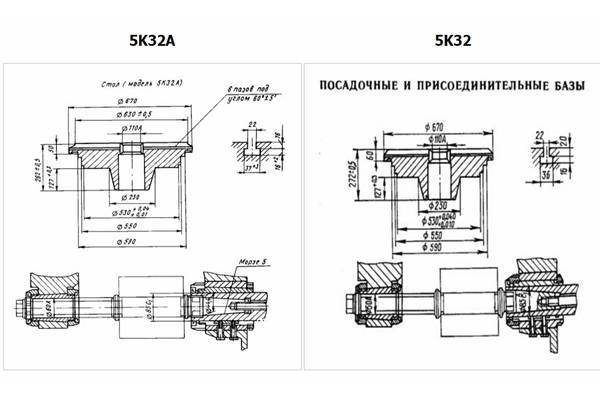
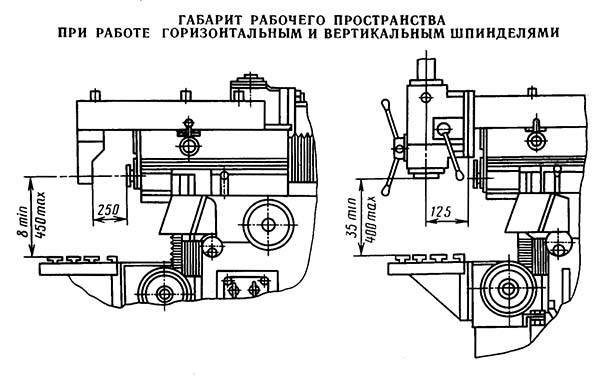
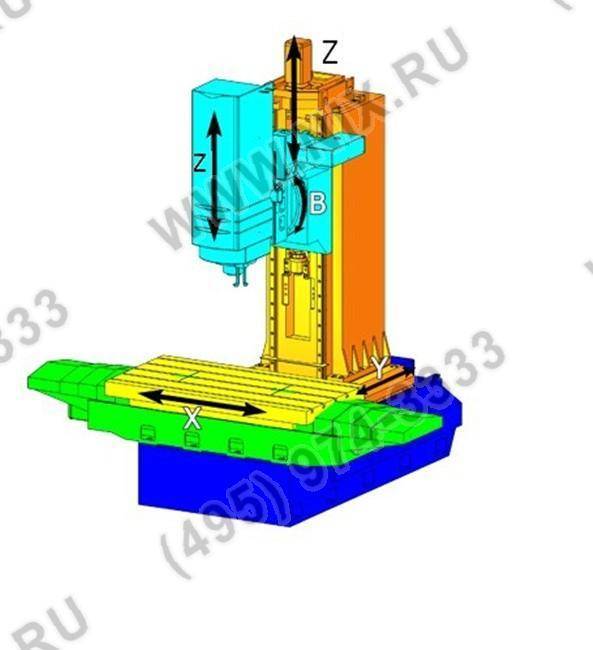
Габариты рабочего пространства
Модель 5К32А имеет более высокие габариты нежели 5К32, а значит и рабочего пространства понадобится намного больше. Теперь понятно, почему модель А хуже подходит для домашних мастерских.
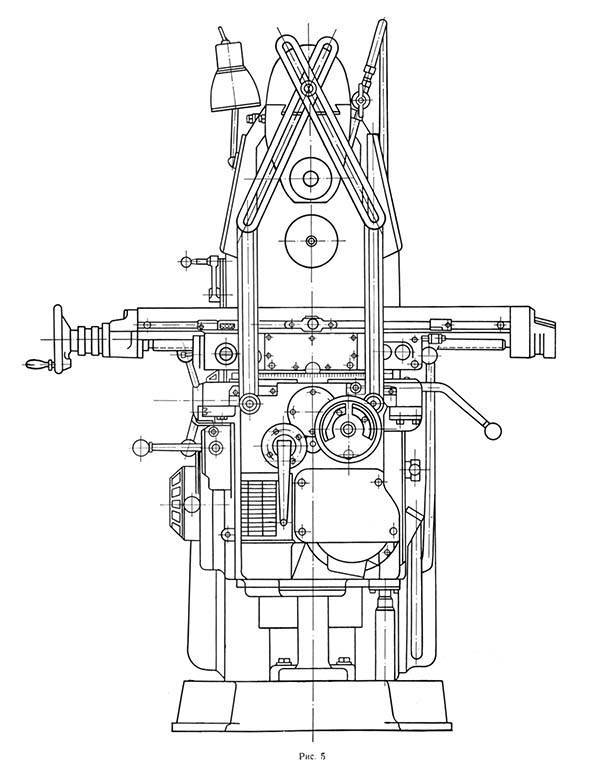
Габариты рабочего пространства 5K32 и 5K32A. Схема:

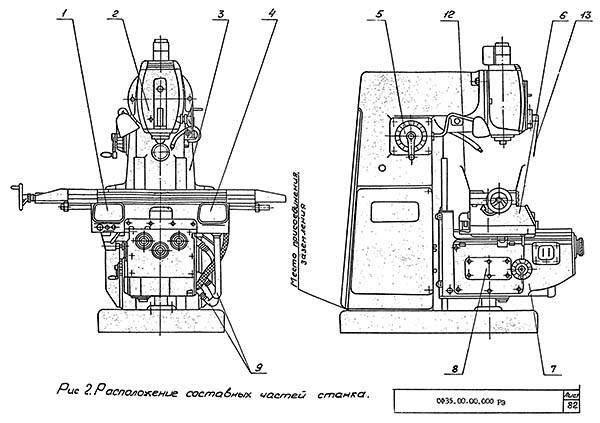
Посадочные и присоединительные базы
Если взглянуть на картинку, которая показана ниже, то можно увидеть, что она схема посадочных и присоединительных баз практически одинакова для каждой модели.
У модели 5К32А есть небольшое отличие, которое также связано с её большими габаритами.
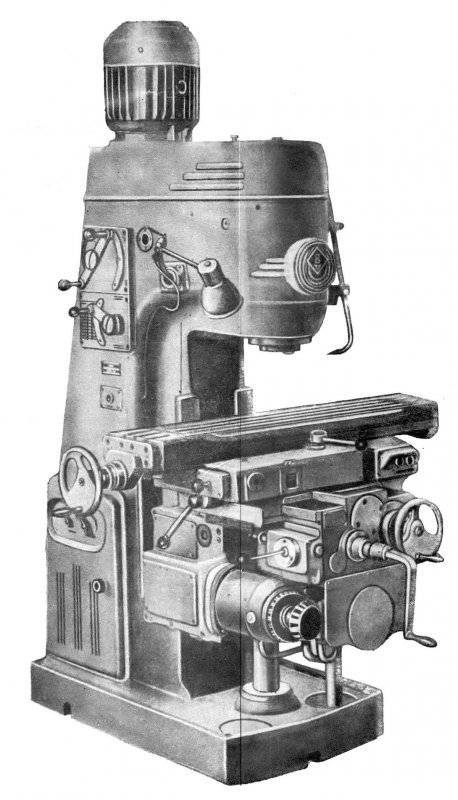
Посадочные и присоединительные базы. Схема:
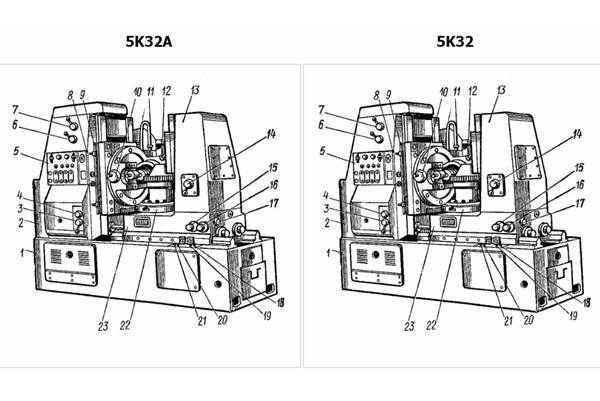
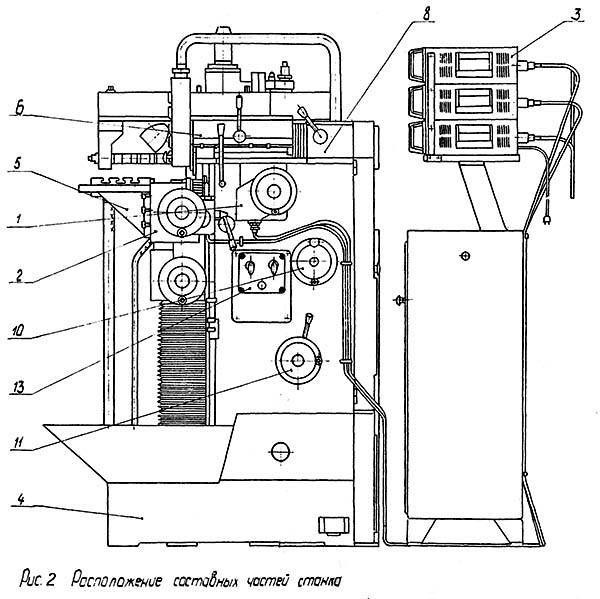
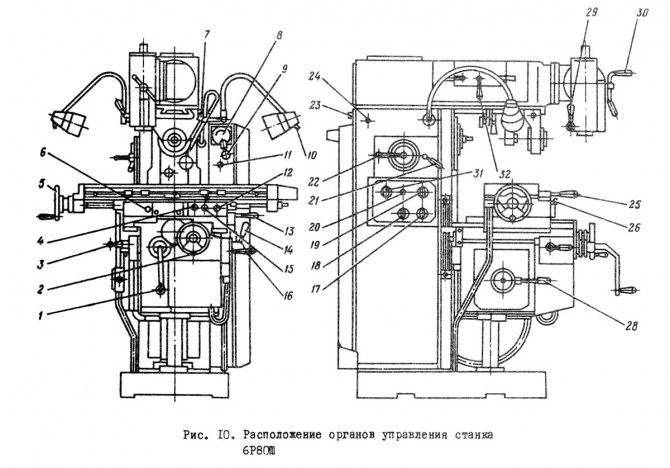
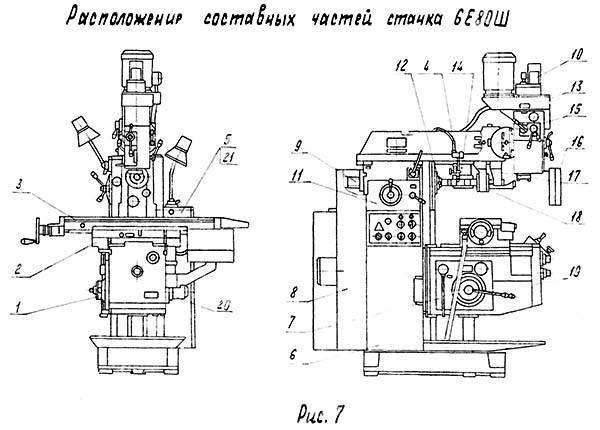
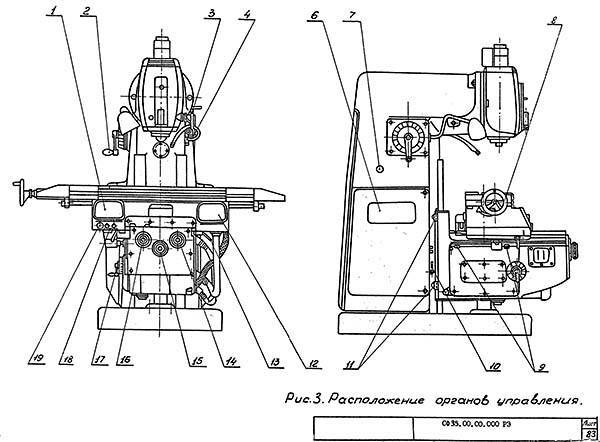
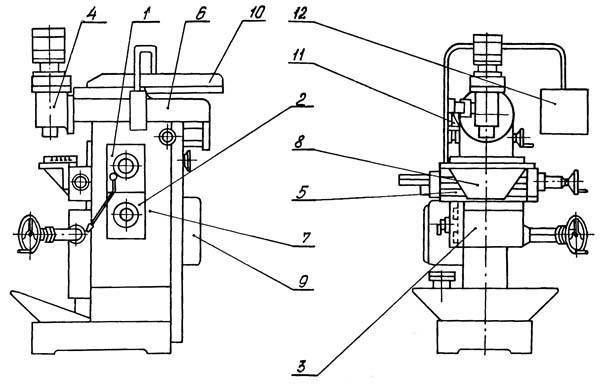
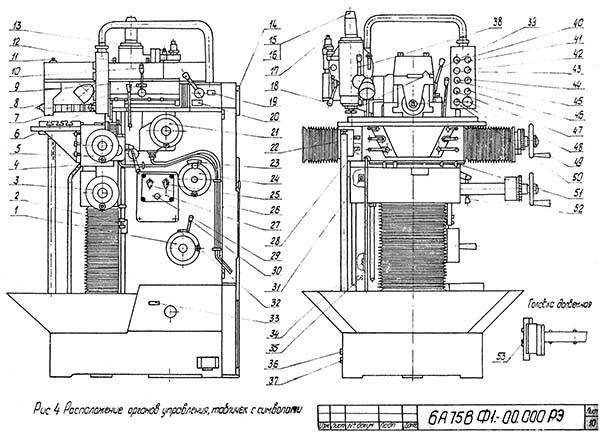
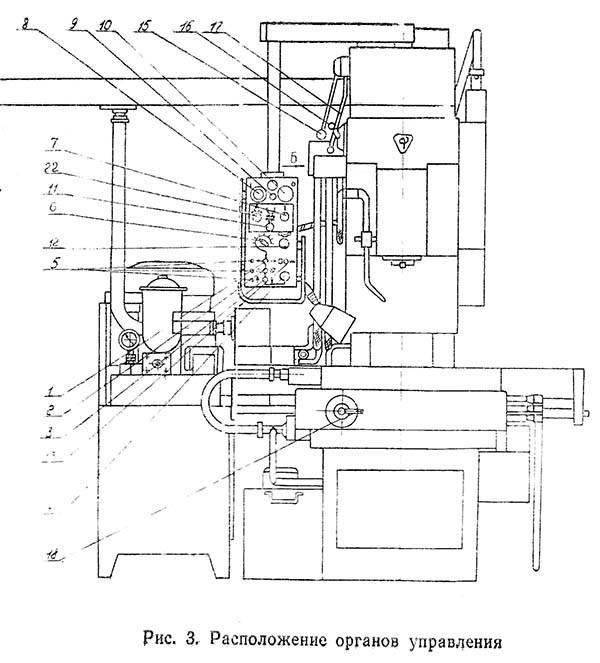
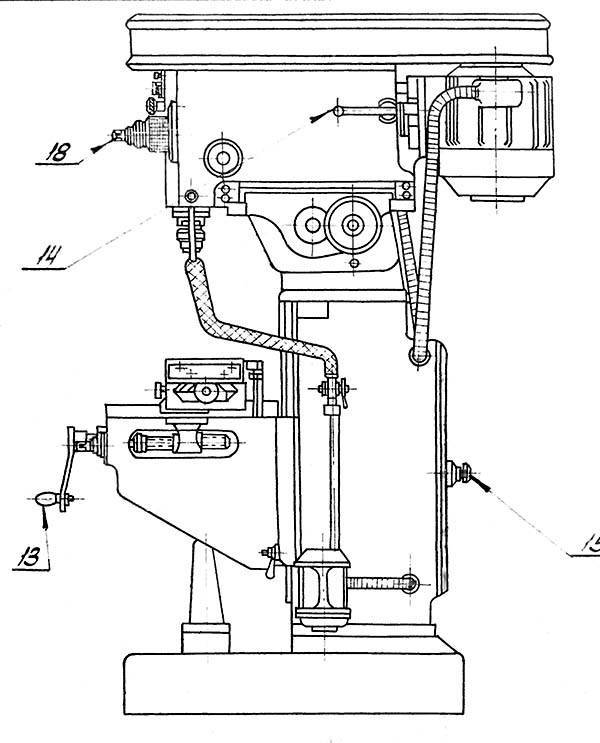
Расположение органов управления
Модели станков практически идентичны по своему строению, а значит и расположение управляющих механизмов идентично.
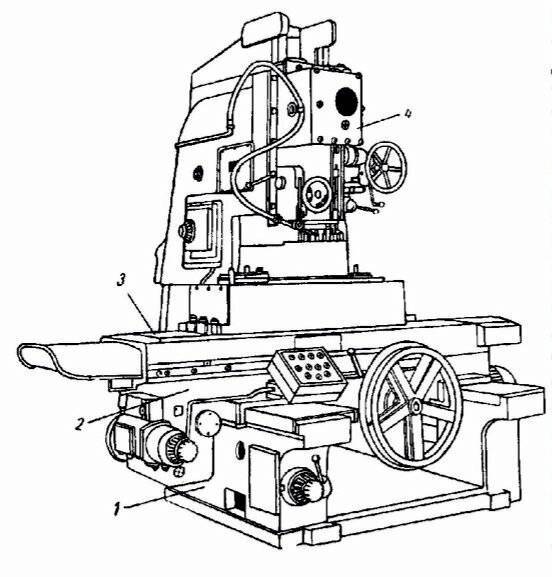
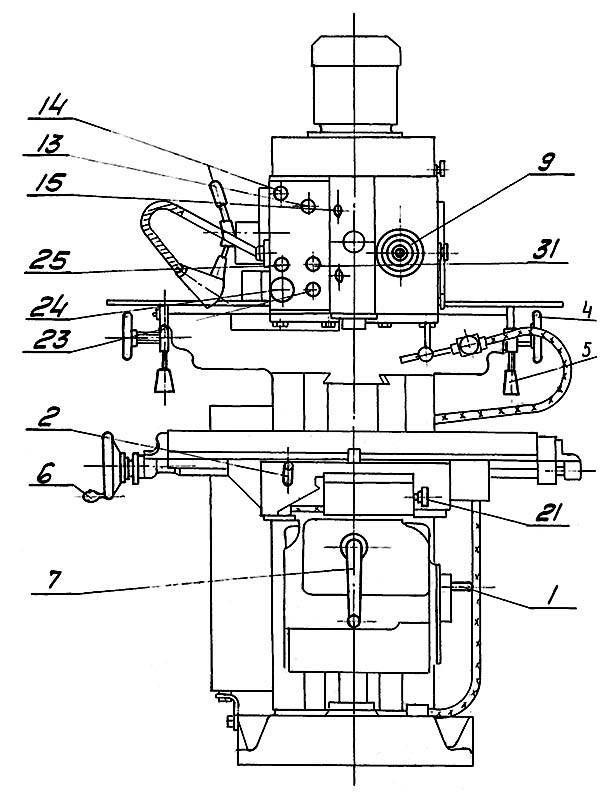
Расположение органов управления. Схема:
Характеристика работы основных узлов
- Станина – основание станка. Закрепляет стойку суппорта и отвечает за перемещение станка.
- Стол – перемещается вдоль станины. Подает заготовки и обрабатываемые материалы
- Контрподдержка – соединяется с основным корпусом. Отвечают за перемещение откидного кронштейна.
- Суппорт – устанавливает и поворачивает фрезу.
- Каретка – перемещает суппорт в вертикальном направлении.
- Стойка суппортов – вмещает в себя несколько составляющих основного механизма, включая коробку подач и электрошкаф.
- Гидропривод.

Описание конструкции
Существует много видов фрезерных ЧПУ станков для работы с древесиной. Они отличаются друг от друга, но схожи по строению.
Основные детали – станина, суппорты, фрезерный стол, шпиндель, режущий инструмент. В некоторых аппаратах присутствует дополнительная комплектация, главной частью которой является каретка. Она позволяет работать под разными углами.

Описание деталей:
- Фрезерный стол – основа конструкции, рабочая площадь
- Суппорты – используются для закрепления рабочих инструментов.
- Станина – скрепляет детали конструкции.
- Шпиндель – устройство закрепляющее обрабатываемую заготовку при работе. Вращает заготовку при работе. Чем выше скорость вращение, тем выше качество изделий.
- Режущий инструмент – используется для обработки материала.

Режущие инструменты отличаются в каждом виде оборудования. В основном используются ножи, диски, фрезы и сверла.
Ещё одна деталь: если вы приобретаете агрегат для проведения высокоточной обработки, то обратите внимание на шпиндель. Скорость вращения напрямую влияет на точность обработки
Ещё одним преимуществом фрезерных ЧПУ станков является безопасность. Инструменты имеют безопасное строение и расположение.




Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше.
Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце
Многоцелевые сверлильно-фрезерные станки
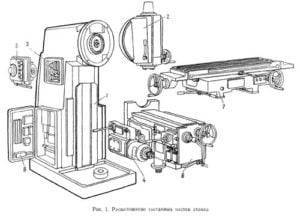
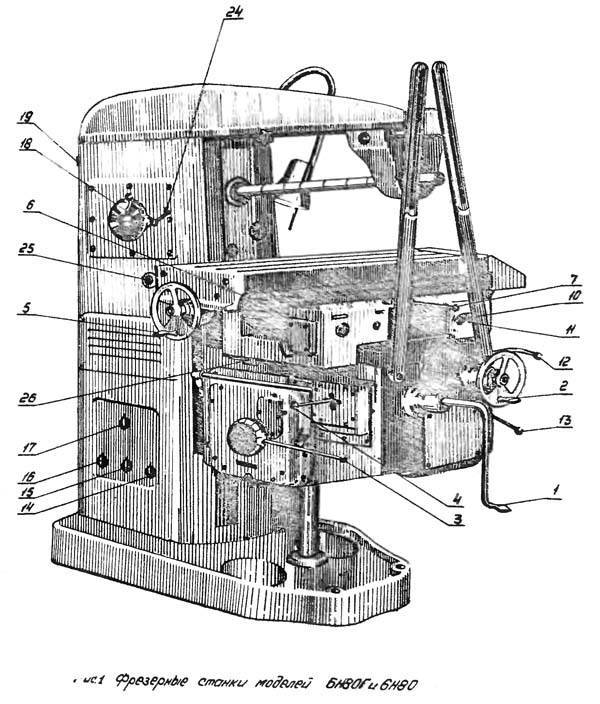
Координатные сверлильно-фрезерно-расточные одностоечные станки 24К40СФ4, 24К40СФ4-01 предназначены для обработки отверстий с точным расположением осей методами растачивания (получистового и точного чистового), развертывания, контурного фрезерования, сверления, зенкерования, резьбонарезания (рис. 1).
Технические характеристики станка мод. 24К40СФ4
Наибольший ход шпиндельной бабки, мм …………………………………………….500
Наибольшее осевое усилие на шпинделе, Н (кгс) ……………………………….. 4000 (400)
Наибольший крутящий момент на шпинделе, Н · м …………………………….210
Число Т-образных пазов, шт. …………………………………………………………..5
Расстояние между пазами, мм …………………………………………………………..80
Габариты (Д Ш В), мм …………………………………………………………………. 2618x2552x3300
Масса станка без электрооборудования, ЧПУ, гидростанции, кг …………. 4355
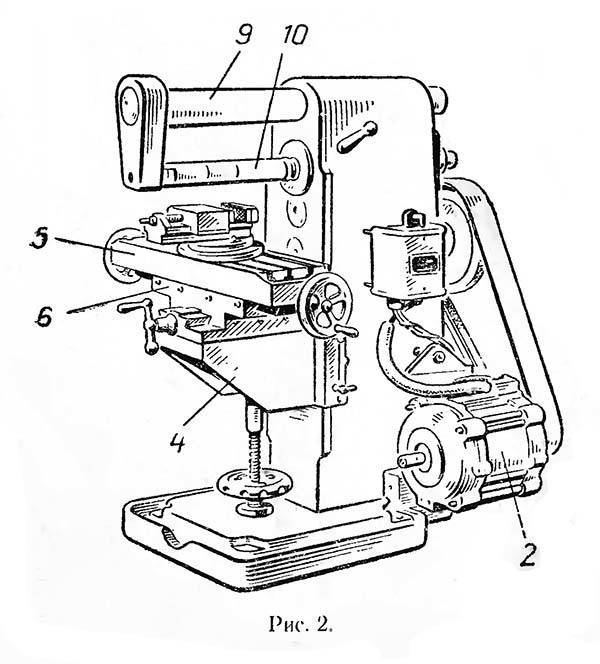
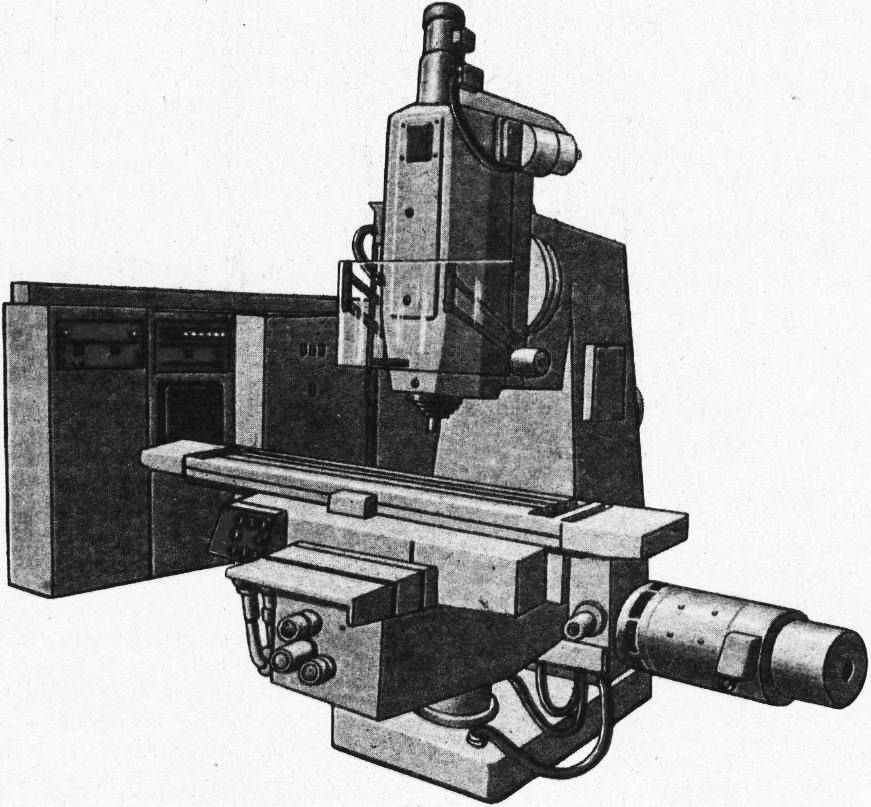
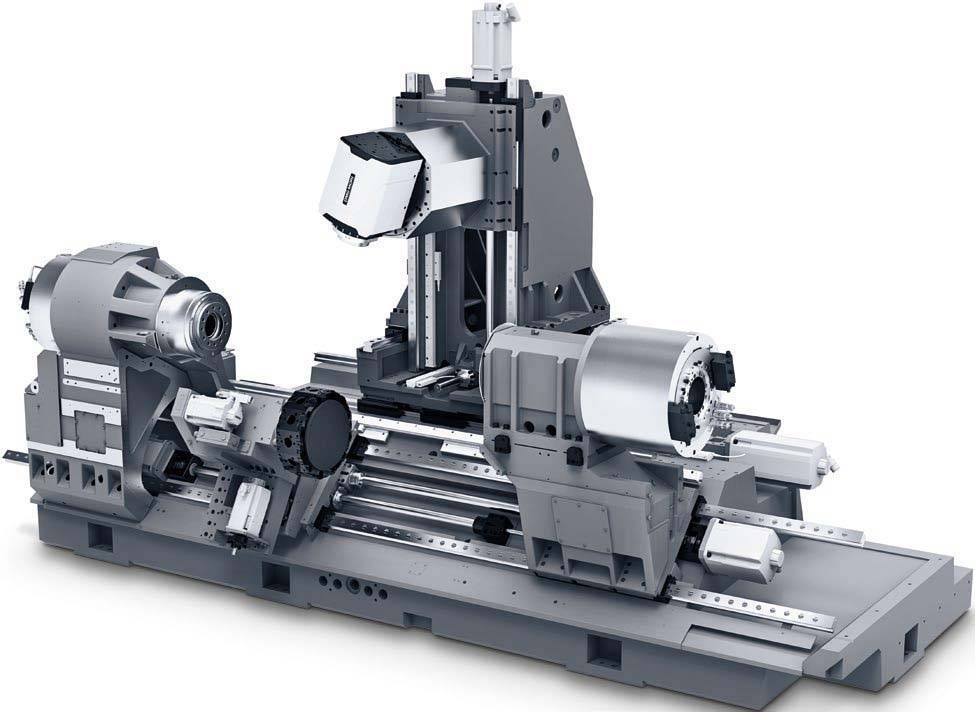
Токарно-многоцелевой патронно-прутковый станок с ЧПУ мод. 1П420ПФ40 (рис. 2) предназначен для выполнения токарной и доделочной сверлильно-фрезерной обработки деталей типа фланцев, колец, втулок, дисков из штучных заготовок диаметром до 200 мм и пруткового материала диаметром до 50 мм в полуавтоматическом и автоматическом режимах в условиях мелкосерийного и серийного производства.
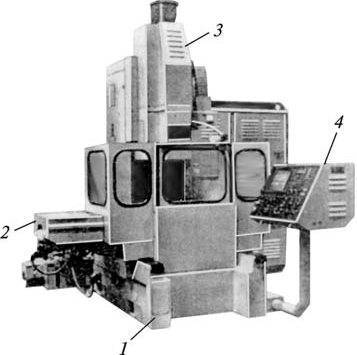
Рис. 1. Общий вид станка модели 24К40СФ4: 1 — станина; 2 — салазки; 3 — стойка; 4 — пульт управления

Рис. 2. Общий вид станка модели 1П420ПФ40: 1 — станина; 2 — защитный кожух; 3 — шпиндель инструментальный; 4 — пульт управления
Технические характеристики станка мод. 1П420ПФ40
Наибольший диаметр изделия, обрабатываемого над суппортом, мм 200
Наибольшая длина обработки, мм …………………………………………………………..130




Диаметр отверстия в шпинделе, мм …………………………………………………………..70
Наибольший диаметр обрабатываемого прутка, мм……………………………. 50
Суммарная мощность электродвигателей, кВт ………………………………….. 40, 47
Габариты (Д Ш В), мм………………………………………………………………… 3150x2300x2135
Масса, кг………………………………………………………………………………………… 5700
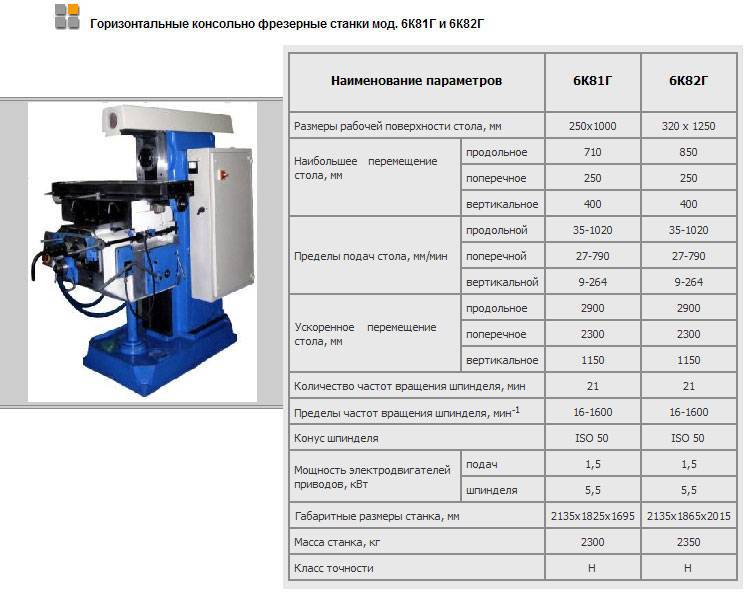
Универсальные сверлильно-фрезерные станки моделей СФ32Б и СФ32Б с УЦИ предназначены для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. На станках выполняют операции фрезерования, сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками (табл. 2).
Таблица 2. Технические характеристики сверлильно-фрезерных станков
| Параметры | Модели станков | |
| СФ32Б | СФ32Б с УЦИ | |
| Диапазон сверления в стали, мм | 3…31,75 | 3…31,75 |
| Наибольший диаметр торцовой фрезы, мм | 100 | 100 |
| Диапазон нарезаемой резьбы | М5…М22 | М5…М22 |
| Размер рабочей поверхности стола, мм | 630 250 | 630 250 |
| Количество Т-образных пазов, шт. | 3 | 3 |
| Ширина центрального паза | 14Н8 | 14Н8 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 547 | 547 |
| Подъем стола, мм | 300 | 300 |
| Перемещение стола по осям X, Y, мм | 500 200 (190) | 500 200 (190) |
| Расстояние от оси шпинделя до колонны, мм | 330 | 330 |
| Конус шпинделя | Морзе 3 (ISO40)* | Morse 3 (ISO40)* |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,2 (0,28; 0,56)* | 0,1; 0,2 (0,28; 0,56)* |
| Перемещение пиноли шпинделя, мм | 110 | 110 |
| Количество частот вращения шпинделя | 9 | 9 |
| Диапазон частот вращения шпинделя, мин–1 | 90…140 (180…2800)* | 90…1400 (180…2800)* |
| Мощность двигателя главного движения, кВт | 1,5 | 1,5 |
| Поворот головки, град | ±35 (±45) | ±35 (±45) |
| Наибольшая масса заготовки, кг | 100 | 100 |
| Наибольшая высота заготовки, мм | 300 | 300 |
| Масса станка, кг: с упаковкой | 1350 | 1450 |
| без упаковки | 1100 | 1100 |
| Габаритные размеры, мм: с упаковкой | 1500x1142x2150 | 1500x1280x2150 |
| без упаковки | 1300x1060x1930 | 1300x1060x1930 |
* — опция.
Общая конструкция и назначение
Оборудование имеет вертикальный шпиндель, который размещен в шпиндельной головке. Сама головка установлена на литой станине. Здесь же на станине расположена консоль, а также подвижная каретка и коробка скоростей, коробка подач.
Принцип работы прост: от электродвигателя движение через коробку скоростей передается на шпиндельную головку, а через коробку подач – на стол, на каретку и на консоль. Консоль перемещается и перемещает заготовку в вертикальном направлении.
Без ЧПУ
Станок без ЧПУ управляется вручную. Специальными рукоятками регулируется вращение фрезы и величина подачи. Современные станки без ЧПУ отличаются надежностью и износостойкостью. Способны выполнять самый широкий спектр задач. При этом точность выполнения работ у них может быть ниже, чем у оборудования с ЧПУ.
С ЧПУ
Современные станки имеют числовое программное управление, что делает это оборудование высокоточным. Практически все элементы конструкции работают от электрического привода. Механическими в таком оборудовании остается привод подачи стола и шпинделя.
Основным недостатком таких агрегатов является их высокая стоимость и некоторую сложность в обслуживании. Понадобится найти специалиста, который способен починить такой станок в случае поломки.
Вертикальный фрезерный обрабатывающий центр
Это разновидность многооперационного станка, снабженного числовым программным управлением. Он способен производить механическую обработку трехмерной детали. Он снабжен множеством разных инструментов и способен выполнять черновую, чистовую и пред чистовую работу. Наиболее простые обрабатывающие центры имеют в своем комплекте от 5 до 12 инструментов, способных обработать деталь с высокой точностью.

Это дорогостоящее оборудование с наиболее высоким уровнем производительности. У оборудования значительно повышена скорость обработки. Чтобы снизить температуру нагрева используется специальная система охлаждения.
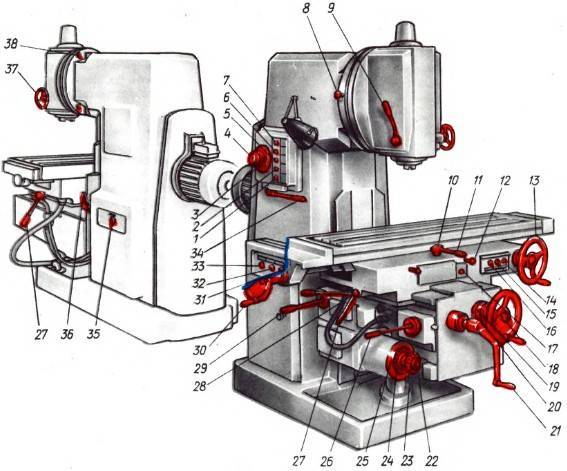
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.



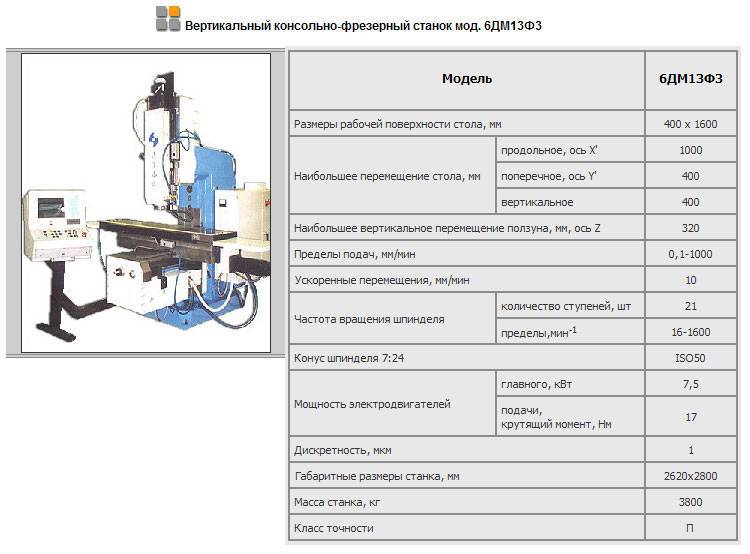
Вертикальные консольно-фрезерные станки
В зависимости от расположения шпинделя к плоскости стола, фрезерные станки подразделяются на горизонтальные и вертикальные станки.
Основные части вертикального консольно-фрезерного станка:
- станина – опорная часть станка, к которой крепятся все его узлы и механизмы;
- консоль – металлическая отливка квадратного исполнения, выполняющая функции ключевого узла и, объединяющая все элементы системы подач. Данный узел распределяет движение на продольную, поперечную и вертикальную подачу;
- стол – устанавливается на салазках и перемещается в продольном направлении. Поверхность стола выполнена в виде продольных пазов для закрепления деталей и оснастки;
- салазки – расположены между столом и консолью станка и служат для перемещения стола в продольном направлении по верхним направляющим салазок и в поперечном направлении по верхним направляющим консоли;
- шпиндель станка предназначен для передачи вращения от коробки передач станка к обрабатывающему инструменту;
- коробка скоростей служит для передачи различной частоты вращения шпинделя;
- коробка подач необходима для перемещения стола и консоли с различной скоростью подачи;
- поворотная головка монтируется к горловине станка и способна поворачиваться в вертикальном направлении на угол от 0о до 45о.
Консольно-фрезерный станок предназначен для обработки поверхностей металлов и сплавов при помощи торцевых, фасонных, цилиндрических, концевых фрез и сверл методом фрезерования и сверления.
Разновидности моделей
Представлен практически десяток фрезерных станков, различных по своему функционалу. Наиболее популярные из них — это горизонтального и вертикального вида с ЧПУ. Горизонтально-фрезерные станки также бывают без числового программного управления.
Горизонтально-фрезерные
Настольный станок имеет одну особенность — шпиндель закрепляется горизонтально. Оборудование универсальное, так как благодаря такому типу крепления можно использовать фрезы углового, концевого, фасонного, цилиндрического типа. Но в тоже время есть и нюанс — допустимо обрабатывать относительно небольшие детали из-за конструкции шпинделя. По винтовой касательной работы не проводятся.

Вертикально-фрезерные (консольные)
В отличии от горизонтального типа в них ось инструмента располагается строг вертикально. Допускается обрабатывать детали любой формы, но небольшого веса и размера. Используется реже, чем горизонтальные станки, но с их помощью выполняют некоторые виды работ, которые первым не под силу.
Универсальные и широкоуниверсальные станки
Универсальные дополнительно оснащены столом поворотов, то есть работа будет удобна с деталью любого формата, размера, конституции и веса. Широкоуниверсальные, кроме поворотного стола имеют и шпиндель, который вращается. Конечно, фланг работ значительно расширяется. Но в то же время увеличивается время, требуемое на плановый осмотр, присутствует большая вероятность поломки в сравнении с вертикальными и горизонтальными моделями.
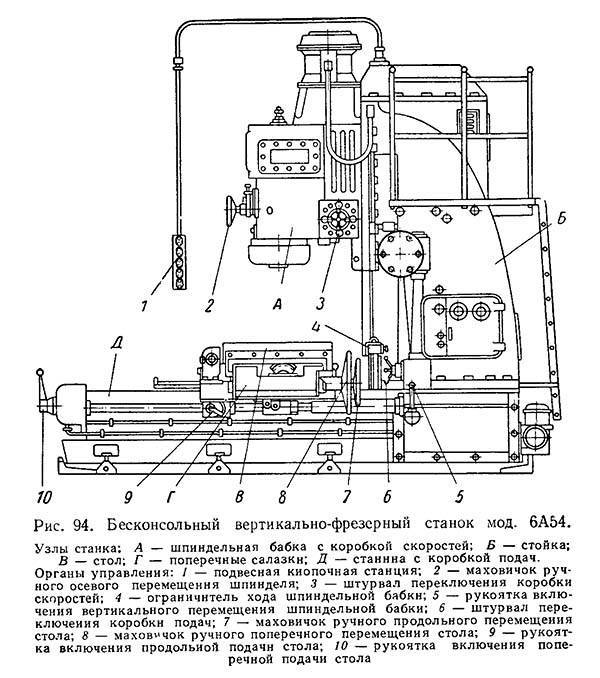
Бесконсольные фрезерные
Шпиндель двигается по вертикали, а вот стол — продольно и поперечно. По траектории напоминает рисование креста. Есть второе название — фрезерные станки с крестовым столом. Заготовка крепится жестким образом, а не так как в привычной консоли. Основная сфера использования агрегатов — обработка больших по весу деталей. Станок явно не переносной: его конструкция массивная.

Продольно-фрезерные
Стол совершает продольные перемещения относительно оси. Бабка двигается назад или в поперечных вертикальных направлениях. Используются две опоры, по которым двигается головка. Подходит для работки больших элементов неправильной формы.
Объемно-фрезерные
Единичные по конструктивным особенностям продольно-фрезерным. Но работа начинается только после считывания информации о форме и объемах заготовки с помощью специального копированного оборудования.
Шпоночные фрезерные
Стол двигается возвратно-поступательно, а вот головка шпинделя — по планетарному типу. Возможно провести тщательную обработку любой по формату детали.

Фрезерные станки, оснащенные модулем ЧПУ
Модуль числового программного обеспечения дает дополнительные возможности. В частности:
- установка шпинделя возможна в вертикальном или горизонтальном положении, с выбранным углом поворота;
- валов устанавливается от одного, двух, есть съемные шпиндельные головки — сложность выполняемых работ гораздо выше;
- допускается любой тип поворота стола, поворотный механизм встраивается, что позволяет работать с поверхностями, длинными заготовками без снятия оснастки;
- число осей от двух до пяти;
- получается четкое позиционирование детали;
- есть магазин инструментария;
- выбирается мощность оборудования самостоятельно в зависимости от прочностных показателей детали;
- форсированные режимы не ухудшают характеристики;
- частота вращения инструмента определяется типом обрабатываемой поверхности.
Нельзя сказать, что вариации фрезерных станков с ЧПУ востребованы, но широкая сфера применения и универсальность приближают к таким
При выборе станка специалисты в первую очередь обращают внимание на сферу его использования, а уже потом сравнивают свои требования с имеющимися у определенных видов станков техническими параметрами

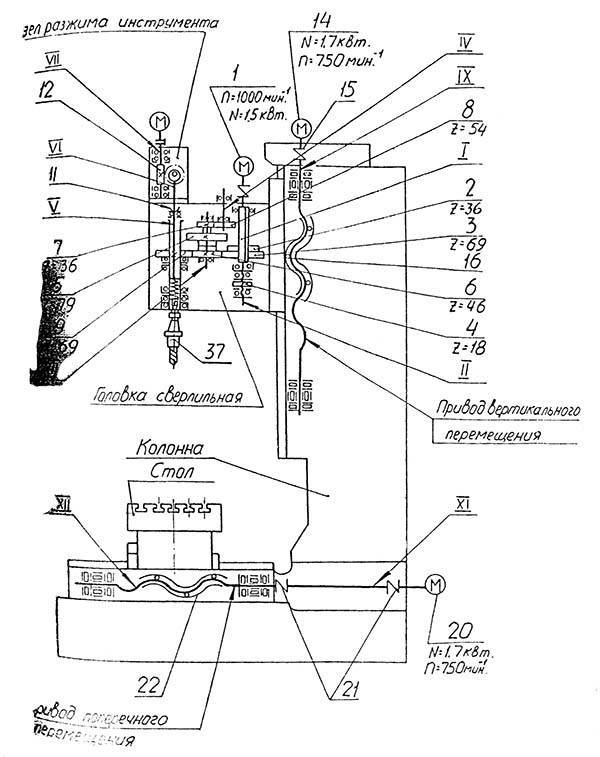
Как они устроены?
Любой фрезерно-сверлильный станок вне зависимости от модификации и комплектации имеет несколько стандартных узлов, которые и определяют его возможности.
Основание
Разновидность основания зависит от самого станка. Если это настольный вариант, то основание низкое и плоское. Если станок напольный – основание в виде тумбы. Внизу основания могут быть ребра жесткости. Рабочий стол такого станка является объемной конструкцией с повышенными параметрами надежности.



Колонна
Колонна двигается по направляющим. Они закреплены на литой станине. Колонна станка состоит из верхней и нижних частей, которые соединены между собой. По самой колонне перемещается сверлильная головка. Здесь же расположен суппорт со шпинделем.
Суппорт
За счет движения суппорта по колонне происходит вертикальное перемещение инструмента, горизонтально шпиндель двигается за счет направляющих суппорта перпендикулярно столу. При помощи патрона к шпинделю крепится инструмент, фрезы и сверла.
Электродвигатель
Сверлильно-фрезерный станок может быть оборудован одним или двумя электродвигателями. Они осуществляют вертикальное и горизонтальное перемещение шпинделя. Двигатель совмещен с шариковой винтовой передачей при помощи муфты, обычно разрезной.
Вращение от электродвигателя к шпинделю производится через шкивы и зубчатый ремень. В зависимости от типа оборудования возрастает и мощность двигателя. Для промышленных станков необходимы более мощные электродвигатели, чем для тех агрегатов, которые используются в домашних условиях.
Коробка передач
Коробка передач сверлильно-фрезерного станка позволяет выбрать необходимую скорость вращения инструмента без всяких промежуточных ступеней. Диск переключения поворачивается при помощи указателя скоростей.
Блок управления
В зависимости от модели конструкций блока управления основными узлами может меняться, но в большинстве своем все основные органы одинаковы:
- ручка для переключения вертикальной и поперечной передачи;
- переключатель для охлаждающей системы;
- кнопки остановки, а также аварийной остановки;
- кнопка пуска шпинделя;
- ручное перемещение хобота;
- маховик для ручного продольного перемещения стола;
- зажим поворотных салазок.
Многие современные станки снабжены дополнительно числовым программным управлением, которое обеспечивает более высокую производительность оборудования и точность обработки деталей.

Шпиндельный узел
В корпусе шпиндельной бабки крепится шпиндельный узел. Непосредственно в корпусе узла вращается шпиндель на высокоточных радиально-упорных подшипниках. На нижнем торце подшипника расположены 2 шпонки. Они необходимы для передачи рабочего момента на инструмент. Непосредственно внутри шпинделя расположен механизм зажима инструмента, который состоит из штока с набором тарельчатых пружин.
Стол
Это объемная конструкция, которая изготавливается из металла путем литья или прессования. Некоторые модели станков предусматривают наличие магнитной подошвы. Это делает оборудование более мобильным и компактным. Также магнитная подошва помогает работать инструментом в различных плоскостях.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводится путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Токарно-фрезерные станки с ЧПУ
Числовое управление делает станки автоматизированными и помогает точно обработать самые разные заготовки. Станки по металлу с ЧПУ обладают большими плюсами, по сравнению с аналогами на ручном управлении:
На порядок выше производительность, что важно
Используется повышенная точность, что особенно важно при изготовлении мелких и точных деталей.
Возможность применить современные информационные технологии при переходе на другие разновидности деталей.
Подготовка к процессу происходит в инженерной сфере труда.
Служат долго и надежно.
Экономичны в расходе ресурсов, что очень важно для большого предприятия.
Просты в использовании и обслуживании.
Также такие станки отличаются эргономичностью в дизайне. Обрабатывать при помощи таких станков можно длинные и плоские детали.

Разновидности токарно-фрезерного оборудования с ЧПУ
Производство на данный момент выпускает несколько видов фрезерных станков:
- стандартного устройства;
- с наличием противошпинделя;
- с противодным центром;
- с наличием С-оси.
Каждый из подвидов станка имеет свои технологические различия. Современные стандартные станки могут не только заниматься фрезерованием, но и сверлить отверстия в металлических изделиях. Правда револьвера у таких станков малоподвижна, а следовательно и производительность низкая.

Токарно-фрезерный аппарат по обработке не имеет таких проблем, поскольку оснащен фрезерной головкой с посадочным концом в виде самых разных типов конусов. Наличие таких головок позволяет устанавливать на оборудовании специальные резцы. Это значительно расширяет процессы, которые могут быть произведены с металлом на таком оборудовании:
- зенкерование;
- просверливание;
- фаски, а также канавки на заготовках;
- обработочные действия у торцов;
- развертывание;
- нарезание резьбы.
Также используется специальное приспособление, чтобы фиксировать квадратный хвостовик или особый инструмент для резки. Также имеется специальный механизм, который отвечает за замену инструментов в токарно-фрезерной установке с ЧПУ. Это устройство так и называется — сменщик.
Такие сложные установки необходимо на предприятиях, где изготавливают максимально сложные металлические детали различной точности и сложности. При помощи данного оборудования получается по много раз чередовать фрезерование с обточкой.
Это интересно: Термическая обработка металла
Фрезерные центры с наличием противошпинделя и С-оси
Наличие С-оси — одна из первых моделей оборудования с фрезами на центрах первейших модификаций.
Имеется отдельный привод для того, чтобы придать основному инструменту (сверлу или фрезе) вращательный момент. За замену инструментария отвечает автоматизированное устройство — сменщик.
Все устройства с С-осью — имеют одну важную рабочую функцию — контролировать угол наклона и скорость вращения обрабатываемой детали. Точность индексации в таком случае будет одна тысячная градуса.
При наличии таких механизмов обрабатывающий центр с С-осью может выполнять гораздо больше функций, чем стандартный токарный станок:
- работа над шестернами;
- операции фрезой над червячными передачами;
- обточка коленчатых валов, а также их изготовление.
Все эти операции выполняет аппарат с наличием С-оси без проблем. Это повышает его производительность.
Но аппараты с противошпинделем является более совершенным инструментом для работы с фрезой и токарным оборудованием. Второй шпиндель крепится на место задней бабки. Наличие на обрабатывающем устройстве второго шпинделя обеспечивает инструмент огромной функциональностью. Для того, чтобы инструмент стал в разы более эффективным, его можно оснастить вторым сменщиком.





