

Как устроена конструкция станка
Конструкции горизонтально-фрезерного станка классифицируются на консольные и бесконсольные. Они отличаются возможностью менять расстояние между режущей плоскостью инструмента и деталью при помощи подъема стола. К консольным относятся все модели малых и средних фрезеров, которым не нужна повышенная жесткость при работе, так как они не работают с крупногабаритными деталями. В консоль убраны коробка скоростей и ходовой винт подачи стола, муфты быстрого хода. Бесконсольные станки используются при обработке больших корпусов.

Станина
Все устройства и механизмы фрезерного станка смонтированы на станине. Это основной конструктив, от которого зависит точность и качество выполняемой работы. Она выполнена по схеме с расположением рабочих органов в разрыве линии, составляющей рисунок буквы С. Станина изготавливается из чугуна, имеет большую жесткость и вес. Это снижает вибрации инструмента в процессе работы, увеличивает чистоту реза за счет гашения колебаний в массивном основании.

Коробка подач
Разные материалы требуют индивидуальных величин подач и частоты вращения инструмента. Задача коробки скоростей — изменение передаточного отношения приводного вала и оси инструмента для регулировки режимов резания. Рабочие величинами для механических коробок подач – от 400 до 600 мм.мин.
Современные универсальные фрезеры постепенно лишаются механических элементов. Станок 6Т12Ф не имеет классической коробки скоростей. Она заменена на высокомоментный двигатель постоянного тока. Применение такое решения на универсальном станке позволило сделать диапазон рабочих подач бесступенчатым. Достоинства бесступенчатой подачи:
- повышение жесткости конструкции за счет меньшего количества люфтов в механизмах;
- увеличение максимальных скоростей обработки в двое;
- увеличение надежности станка.
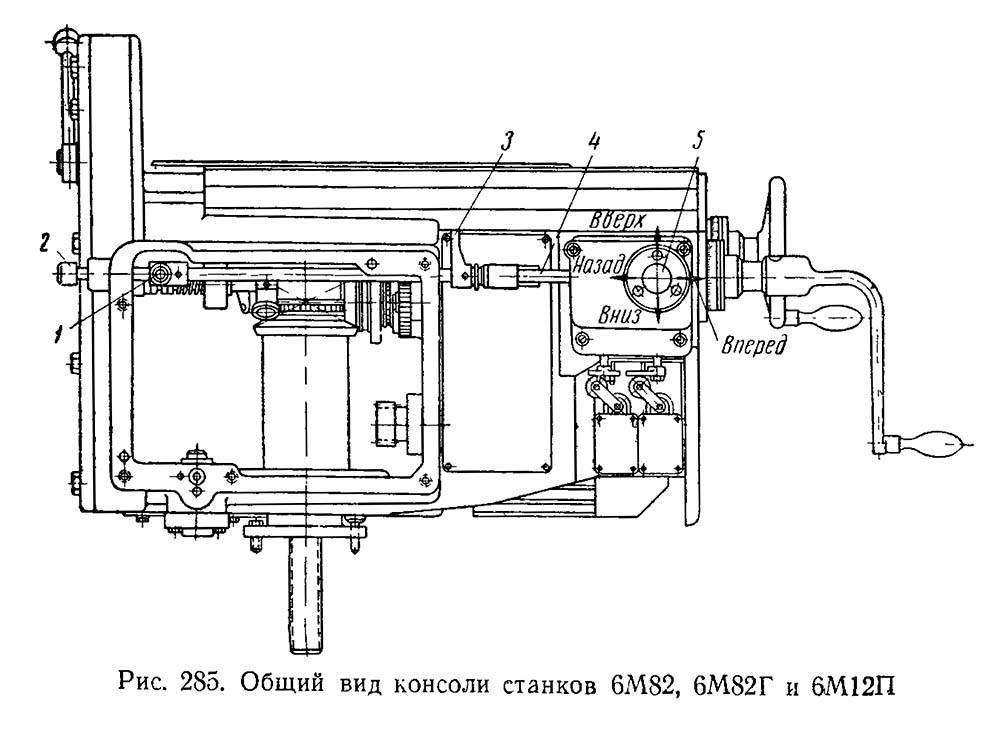
Консоль
Консоль служит регулировочным органом для рабочей высоты над столом. Установлена на винт с отдельным приводом, который служит ей опорой. В корпусе консоли размещена коробка скоростей подач стола, салазок, их ходовые винты, механизм быстрого хода. Высота над столом настраивается перед началом работы и не меняется во время рабочего хода.
Коробка переключения скоростей
Привод главного движения фрезера оснащается асинхронными электродвигателями с частотами вращения 1500, 3000 об.мин. Так как технологические режимы обработки требуют индивидуального подбора, то необходим механизм изменения скорости вращения фрезы. Для этого станок оснащен коробкой переключения скоростей. Диапазон регулировки от 25 до 2500 об.мин.

Стол и салазки
Фрезерный стол — это база для всех измерений и место крепления обрабатываемой детали. От точности исполнения его плоскости зависит точность фрезеровки на нем изделий. На столе располагается Т-образный паз, в который устанавливаются крепежные болты. Сбоку стола смонтированы кулачки путевых выключателей и измерительный лимб ходового винта. В системе координат станка стол носит название координаты «Y».
Салазки — это координата «X», по которой деталь перемещается в поперечном направлении. На них также расположены кулачки путевиков и лимб.
В процессе работы приводится в движение только одна координата. Одновременное движение по двум координатам возможно только на станках с независимым приводом, к которым относятся станки с ЧПУ.

Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше. Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце
Универсально-фрезерные
Металлообрабатывающие станки такого типа, имеют шпиндель, размещенный горизонтально и предназначаются для резки сравнительно небольших по размеру и весу заготовок. Подобное оборудование производит резку деталей инструментами различного типа: дисковых, цилиндрических, угловых, концевых, фасонных и торцевых. Такие станки, вне зависимости от выбранной модификации, позволяют обрабатывать поверхности металлических заготовок вертикально, делать горизонтальные фаски и винтовую нарезку, пазы и углы в деталях. При необходимости дополнительных операций, связанных с делением или винтовым перемещением заготовки под кромкой фрезы, действия выполняются вручную, с применением дополнительного оборудования, которое закреплено на столе.





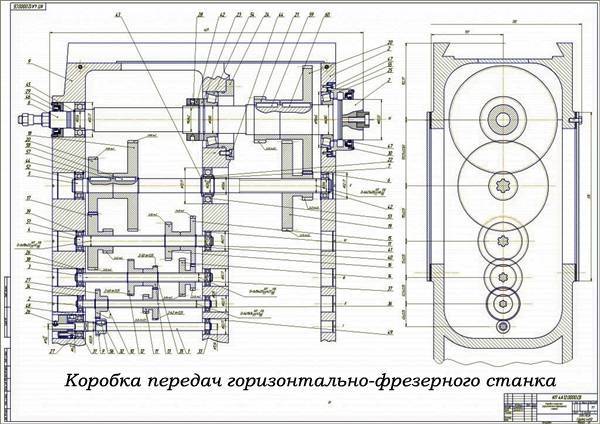
При выборе таких моделей нужно учесть, что их конструкция достаточно сложная. Основные механизмы расположены на станине, с расположенным внутри корпуса узлом шпинделя и коробкой передач. Оправка с режущим инструментом, удерживается хоботом с подвесками. Консоль с коробкой передач механизма, перемещается по вертикальным направляющим. Поворотный механизм, предназначающийся для разворотов стола вокруг оси на 45 гр., расположен на салазках направляющих консоли. Благодаря такому инженерному решению, стол с закрепленной деталью, может направляться по отношению к режущей кромке инструмента по металлу горизонтально, под любым углом.
Горизонтально-фрезерные
Такой тип, является одним из самых распространенных. Этот вариант очень простой в практической работе и техническом уходе. Представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробку передач и стол, перемещающийся горизонтально, вертикально и перпендикулярно. Станки подобного типа не только простые, они еще и надежные – что дает возможность выбрать их в качестве оборудования для любой ремонтной мастерской.
Горизонтальный фрезерный станок
Широкоуниверсальные
Эти фрезерные станки имеют дополнительную головку шпинделя, находящуюся на подвижном хоботе. Благодаря такому инженерному решению, режущий инструмент можно разворачивать под любым углом по отношению к детали в двух разных плоскостях. Подобные изделия способны обеспечивать резку металла как раздельно, так и одновременно, двумя шпинделями с установленным инструментом. Большую степень универсальности таким станкам по металлу, придает монтаж накладной фрезерной головки, которая устанавливается на поворотной. Подобный вариант станков по металлу позволяет не только фрезеровать заготовку, но и сверлить, зенкеровать или растачивать деталь, поэтому достаточно часто входят в список рассматриваемых при выборе оборудования.
В модификациях станков, консоли нет, вместо нее по направляющим станины передвигается каретка, позволяющая крепить стол и вспомогательное оборудование. Такое оборудование является универсальным, его выбирают для обработки металла на экспериментальных предприятиях и инструментальных цехах.
Вертикальные консольно-фрезерные
Эти станки по металлу, в отличие от предыдущих образцов, имеют вертикальное размещение шпинделя. Некоторые модификации позволяют смещать вдоль оси шпиндель и делать его горизонтальные повороты, что существенно расширяет функции станка. Фреза вставляется в специальный конус в оправке. Фрезерование металла на таких станках, может производиться не только за счет подъема стола, но и с помощью вертикальных операций режущим инструментом. Благодаря использованию специальной оправки, обработку изделий на оборудовании такого типа можно производить и дисковыми фрезами.
Вертикальный фрезерный станок
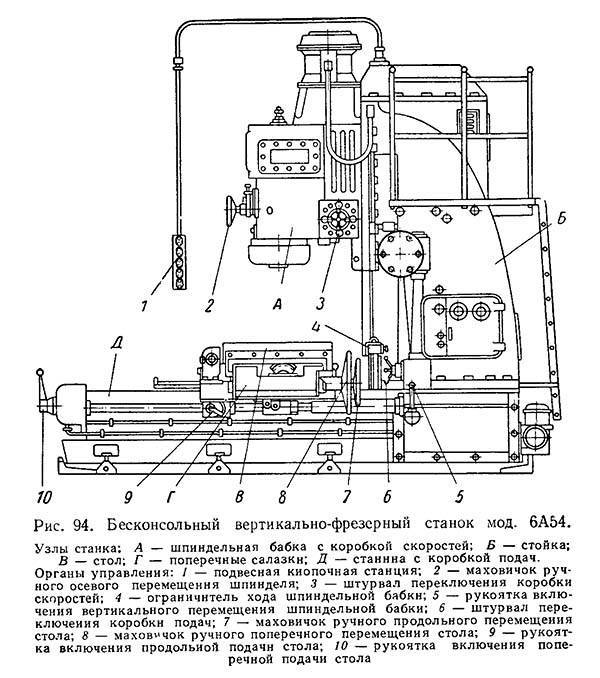
Бесконсольные станки
Такие станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных, наклонных поверхностей и пазов и было сконструировано для работы по металлу на заготовках крупных габаритов и значительного веса. На таких станках, консоли нет, перемещение салазок и стола осуществляется по направляющим станины, закрепленной в фундаменте.
Благодаря инженерному решению, конструкция фрезерного оборудования, обладающего высокой жесткостью, дает возможность производить резку металла с большей точностью, чем станки консольного типа и обрабатывать крупногабаритные заготовки с большой массой. На таких станках, шпиндельная головка, которая является одновременно и коробкой передач, передвигается по направляющим. Шпиндель с гильзой перемещается по оси для установки на нужный размер.
Бесконсольный фрезерный станок
Классификация фрезерных станков
Фрезерные станки различаются по нескольким критериям. Каждый признак влияет на конструкцию, тип расположения рабочего органа, вес, размеры, наличие дополнительных опций и цену оборудования. Оборудование для металлообработки подразделяется по следующим признакам:
По типоразмерам – в соответствии с государственными стандартами и в зависимости от вида обрабатываемой детали, все установки имеют разные габариты рабочей плоскости. Типоразмер установки влияет на его маркировку в названии модели, которая выражается в буквенно-цифровом виде.
По степени универсальности – данный критерий включает в себя несколько категорий:
универсальные машины, предназначены для обработки любых деталей и стальных изделий, габариты и вес которых удовлетворяют техническим характеристикам оборудования;
станки специального назначения – способны выполнить обработку детали одного размера и вида. Такие машины удобны для заводов с большими объёмами производства, так как они не требуют переоснастки;
По точности работы – параметр важен при обработке деталей с минимальными допусками. Точность оборудования обозначается заглавными буквами (А, В, П или Н по мере убывания данного показателя)
По наличию автоматических режимов – современное оборудование делится на две основные категории:
автоматические, которые являются частью конвейера в цеху, и режим их работы программируется с целью исключить присутствие человека;
полуавтоматические – выполняют цикл работ с помощью оператора.
По массе – делятся на 4 подвида:
легкие – менее 1 т;
средние – от 1 т до 10т;
тяжёлые – от 10 т до 100 т;
очень тяжёлые от 100 т и более.
Данные критерии типов фрезерных станков закладываются в проект для конструирования производственной линии, либо участвуют в расчётах при необходимости подбора оборудования в цех.




Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.

Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.
- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.
Разновидности моделей
Представлен практически десяток фрезерных станков, различных по своему функционалу. Наиболее популярные из них — это горизонтального и вертикального вида с ЧПУ. Горизонтально-фрезерные станки также бывают без числового программного управления.
Горизонтально-фрезерные
Настольный станок имеет одну особенность — шпиндель закрепляется горизонтально. Оборудование универсальное, так как благодаря такому типу крепления можно использовать фрезы углового, концевого, фасонного, цилиндрического типа. Но в тоже время есть и нюанс — допустимо обрабатывать относительно небольшие детали из-за конструкции шпинделя. По винтовой касательной работы не проводятся.

Вертикально-фрезерные (консольные)
В отличии от горизонтального типа в них ось инструмента располагается строг вертикально. Допускается обрабатывать детали любой формы, но небольшого веса и размера. Используется реже, чем горизонтальные станки, но с их помощью выполняют некоторые виды работ, которые первым не под силу.
Универсальные и широкоуниверсальные станки
Универсальные дополнительно оснащены столом поворотов, то есть работа будет удобна с деталью любого формата, размера, конституции и веса. Широкоуниверсальные, кроме поворотного стола имеют и шпиндель, который вращается. Конечно, фланг работ значительно расширяется. Но в то же время увеличивается время, требуемое на плановый осмотр, присутствует большая вероятность поломки в сравнении с вертикальными и горизонтальными моделями.
Бесконсольные фрезерные
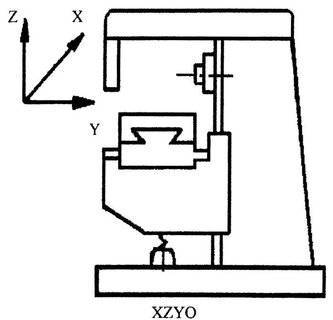
Шпиндель двигается по вертикали, а вот стол — продольно и поперечно. По траектории напоминает рисование креста. Есть второе название — фрезерные станки с крестовым столом. Заготовка крепится жестким образом, а не так как в привычной консоли. Основная сфера использования агрегатов — обработка больших по весу деталей. Станок явно не переносной: его конструкция массивная.

Продольно-фрезерные
Стол совершает продольные перемещения относительно оси. Бабка двигается назад или в поперечных вертикальных направлениях. Используются две опоры, по которым двигается головка. Подходит для работки больших элементов неправильной формы.
Объемно-фрезерные
Единичные по конструктивным особенностям продольно-фрезерным. Но работа начинается только после считывания информации о форме и объемах заготовки с помощью специального копированного оборудования.
Шпоночные фрезерные
Стол двигается возвратно-поступательно, а вот головка шпинделя — по планетарному типу. Возможно провести тщательную обработку любой по формату детали.
Правила эксплуатации
Горизонтально-фрезерный станок подразумевает ряд правил эксплуатации, что позволяет избежать травматизма и порчи как устройства, так и обрабатываемых материалов
При работе важно соблюдать исключительно паспортные режимы
Важно: Пренебрежение правилами эксплуатации может привести к травматизму оператора и окружающих, а также вывести станок из строя. Важным моментом в использовании станка является изучение его предельных характеристик
Их соблюдение позволит содержать устройство в исправности максимально длительно
Важным моментом в использовании станка является изучение его предельных характеристик. Их соблюдение позволит содержать устройство в исправности максимально длительно.

Также при использовании станка очень важно учитывать следующие факторы:
- Для защиты органов зрения во время работы необходимо использовать очки.
- В течение работы требуется постоянная проверка уровня подачи СОЖ.
- Ношение защитных перчаток или рукавиц при работе на станке может привести к травматизму.
- По окончанию работы со станка требуется убрать всю металлическую стружку.
- В случае, если масса заготовки составляет более 20 кг, её установка на рабочий стол должна осуществляться при помощи подъёмных механизмов.
Соблюдение этих простых правил позволит избежать быстрого износа оборудования и умалит вероятность возникновения опасных для здоровья ситуаций.
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
- древесина;
- черные, а также цветные металлы;
- керамика;
- полимерные материалы;
- природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.

Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
- модели, обладающие широкой универсальностью;
- горизонтального типа;
- вертикального типа.
Бесконсольной конструкции:
- вертикальные;
- горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.

Основные узлы фрезерного станка с ЧПУ
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
- Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
- Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
- Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
- Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
- позволяют увеличить производительность обработки в 2–3 раза;
- дают возможность изготавливать детали с высокой точностью;
- минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
- сокращают время, необходимое для подготовки заготовок;
- минимизируют время обработки деталей.
https://youtube.com/watch?v=C3UnnYmsQYM
Второе
Универсальность — вот что получает производство, внедряя станки с ЧПУ. Чтобы перейти на новую модель изделия нужно только загрузить в станок другую программу. Аналогичная ситуация со сменой операций — ввод другой программы обеспечивает новый этап обработки изделия. Качественное программное обеспечение — залог абсолютно идентичных результатов фрезеровки. В дальнейшем при необходимости программа может быть скорректирована.



Горизонтально-фрезерные станки
Горизонтально-фрезерные станки различаются по конструкции, они могут быть одностоечными и двустоечными, консольными и не имеющими консоли. Станки с ЧПУ, как правило, имеют поворотный стол, определённая траектория движения которого задаётся заложенной программой.
 Горизонтально-фрезерный станок
Горизонтально-фрезерный станок
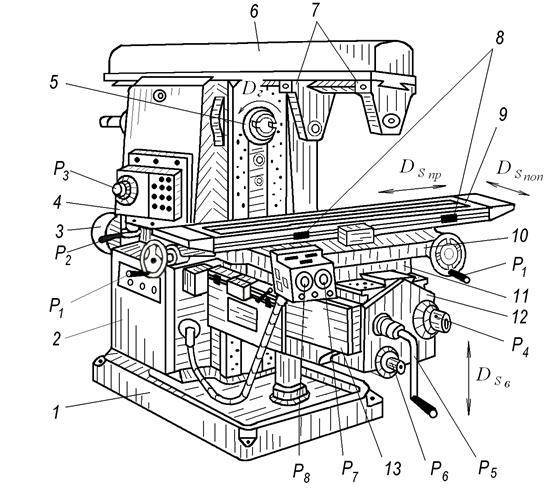
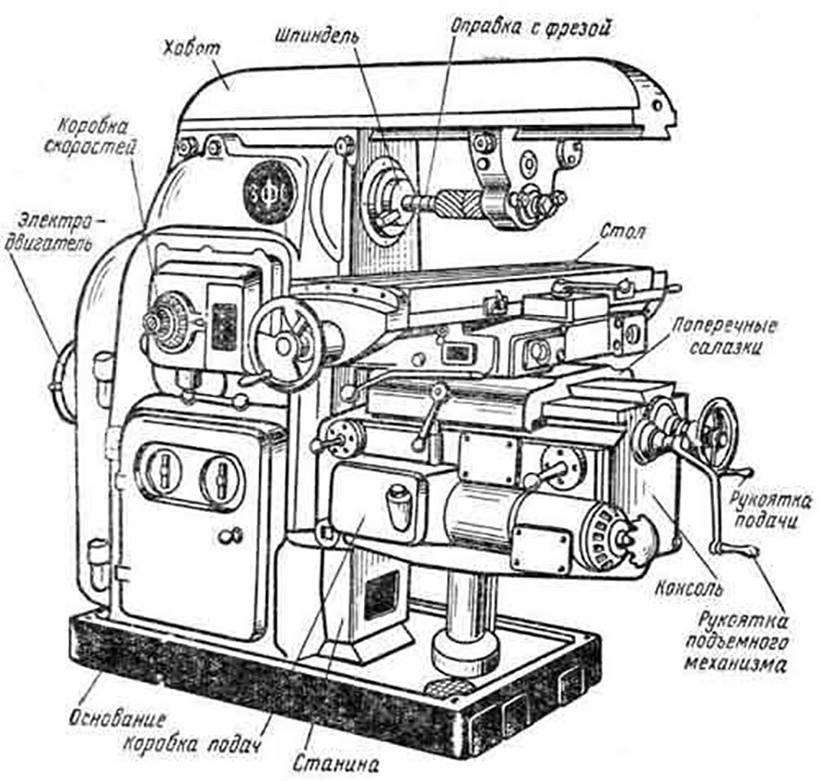
Основанием горизонтально-фрезерного станка является станина, на которой расположены все узлы и механизмы станка:
- коробка скоростей;
- консоль, перемещаемая по вертикальным направляющим станины;
- стол для установки болванки, вставляемой в специальное устройство или закрепляемой в установленных на него тисках. особенности стола фрезерного станка состоят в том, что его движение может происходить в трёх направлениях
- продольное перемещение происходит по направляющим салазок;
- поперечное движение получается при перемещении самих салазок по направляющим консоли;
- вертикальное движение стол получает при перемещении консоли по направляющим станины.
- шпиндель – главная вращающаяся часть в механизме станка;
- размещённая в консоли коробка подач;
- хобот, служащий для закрепления подвески;
- фрезерная отправка поддерживается концом подвески.
Универсальными станками называются горизонтально-фрезерные станки с поворотной плитой, благодаря которой рабочий стол может из горизонтальной поверхности превращаться в наклонную. Эти станки тоже могут оснащаться ЧПУ, но это не ускорит, а скорее замедлит производство ввиду того, что перепрограммирование станка будет занимать много времени.

Для обработки горизонтальной плоскости деталей используются цилиндрические фрезы. По вертикали заготовки из металла проходят обтачивание торцевыми или дисковыми фрезами. При необходимости комбинированной обработки заготовки используются несколько разнообразных фрез. Точность выполнения задачи напрямую зависит от неколебимости фрез в креплении по длине отправки. Повысить жёсткость крепления помогают подвески. Но ни одна дополнительная опора не даст достаточной устойчивости фрезы при увеличении её диаметра сверх указанных производителем станка нормативов. Наиболее точное исполнение работы будет, если станок оснастить ЧПУ.
Жёсткость горизонтально-фрезерных станков по металлу увеличивается при усовершенствовании конструкции станины, установкой дополнительного кронштейна, усилением стола. Работы, выполняемые на токарном станке по металлу, могут производиться и на горизонтально-фрезерном оборудовании с применением особых фрезерных головок. Установка ЧПУ на станок всегда сопровождается усилением конструкции.
Горизонтально-фрезерный станок
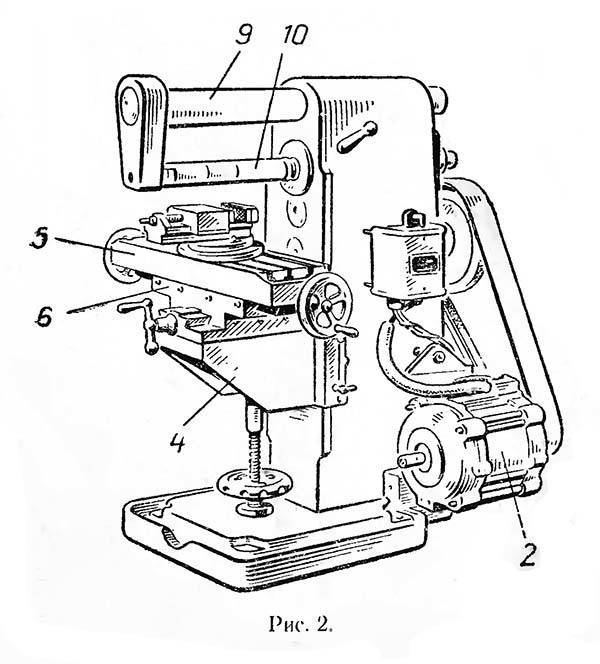
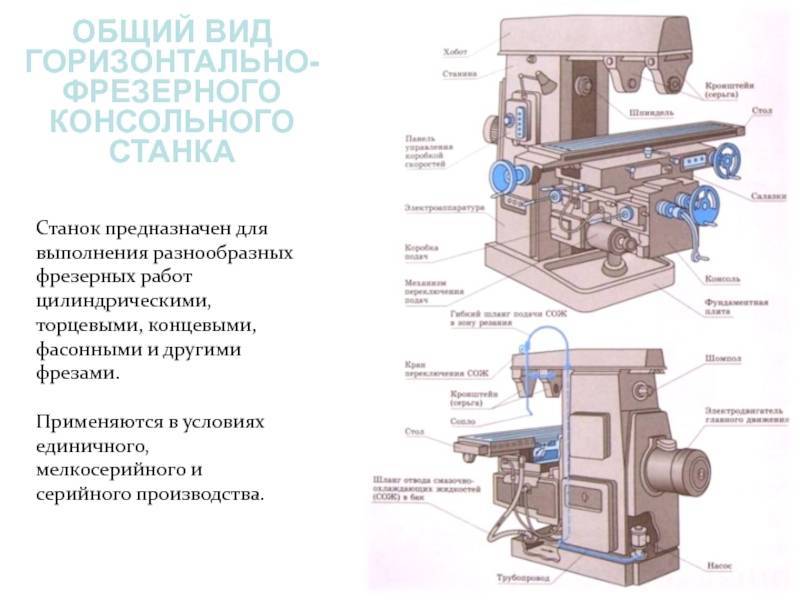
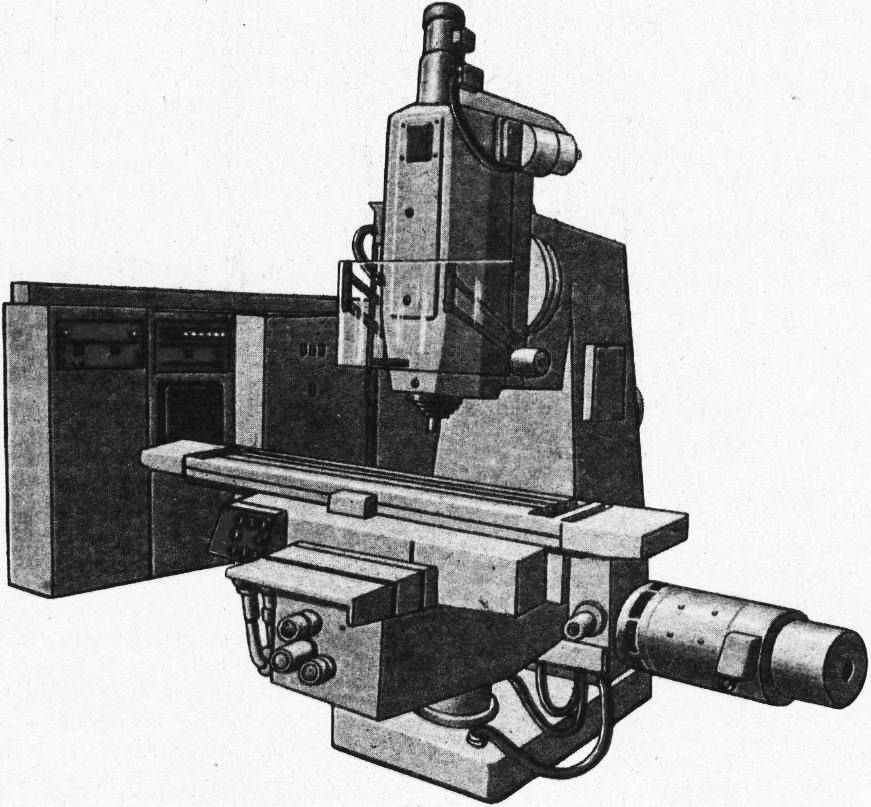
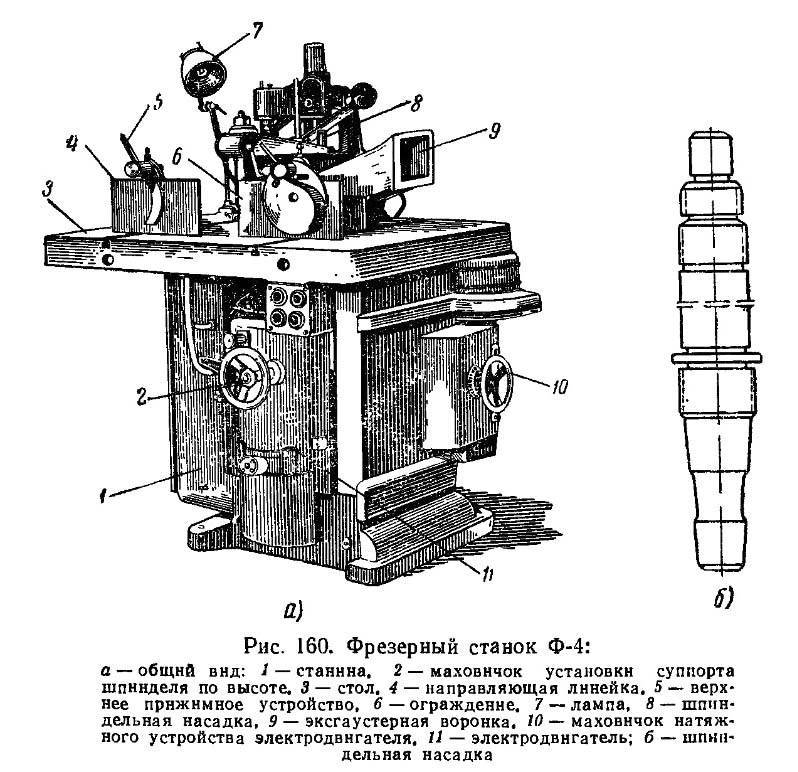
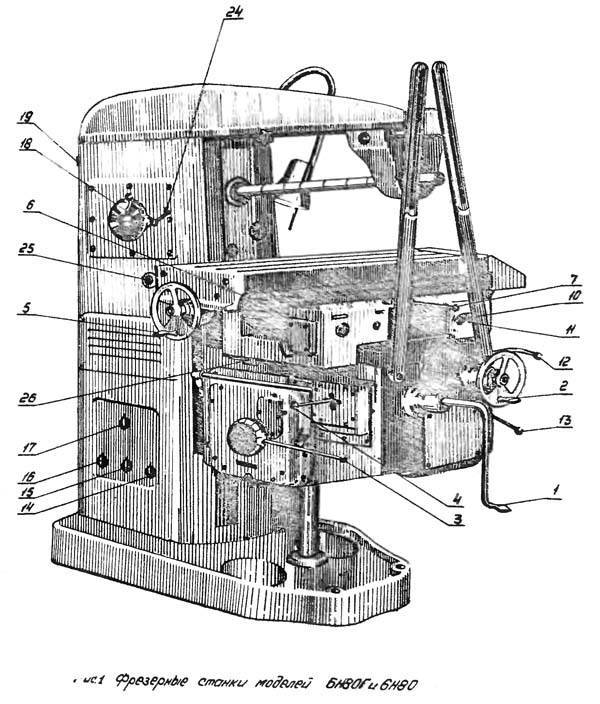
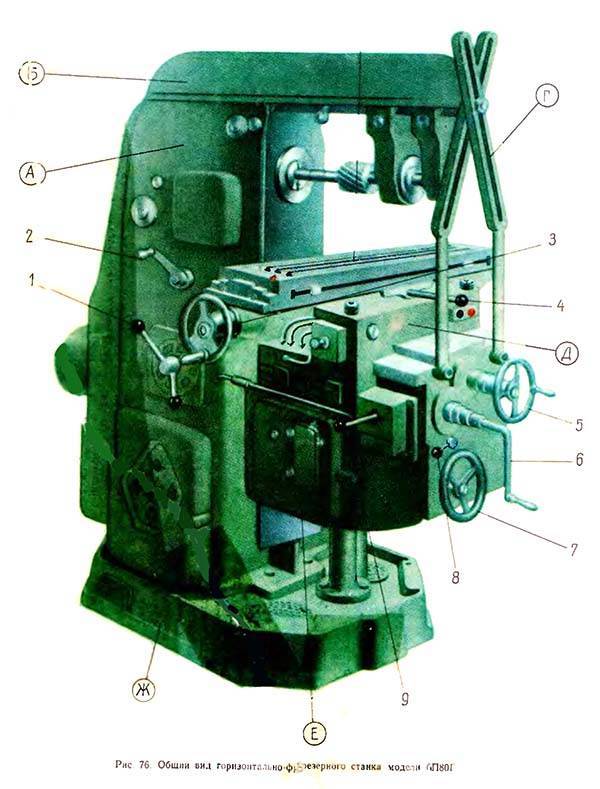
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
Рисунок 4. Устройство горизонтально-фрезерного станка.
Рисунок 4. Устройство горизонтально-фрезерного станка.
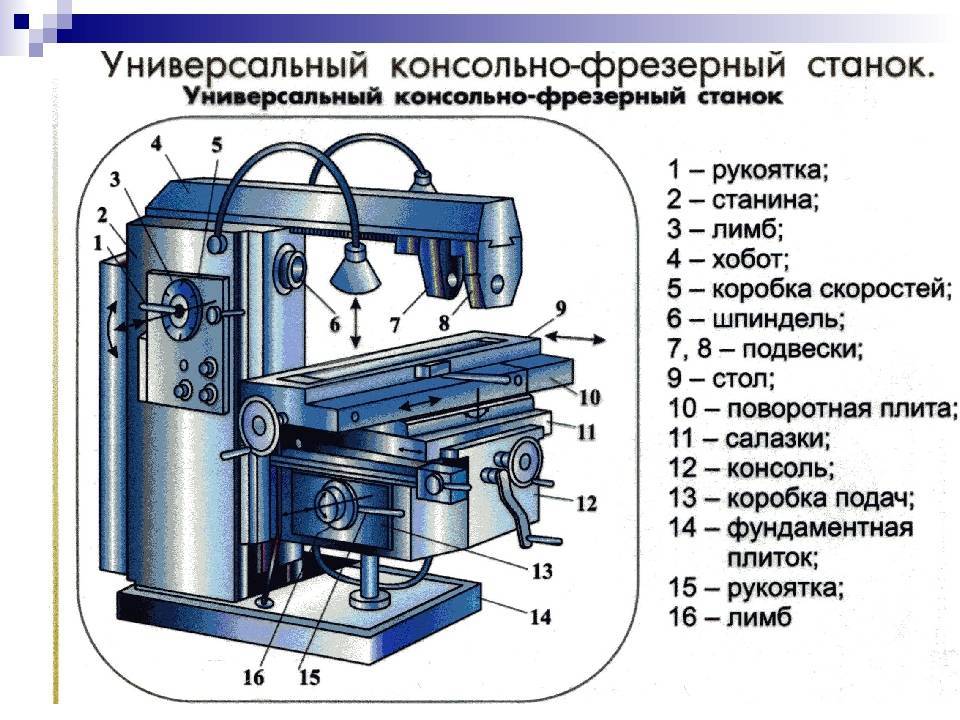
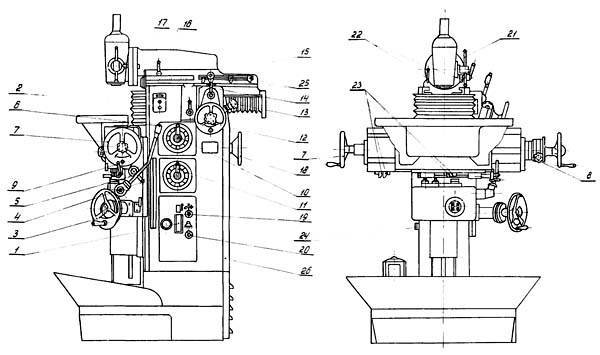
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
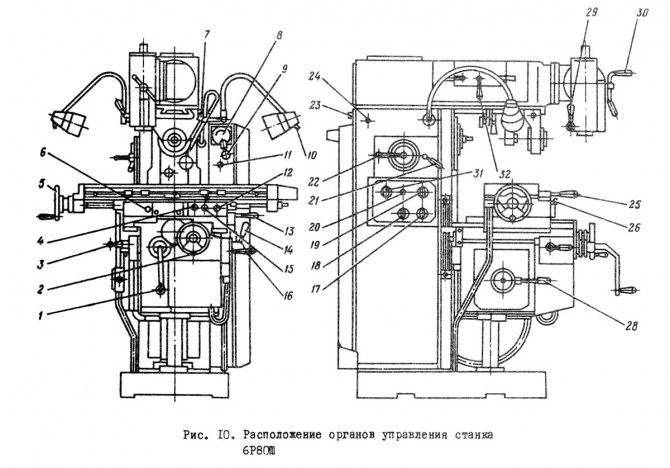
Особенности конструкции
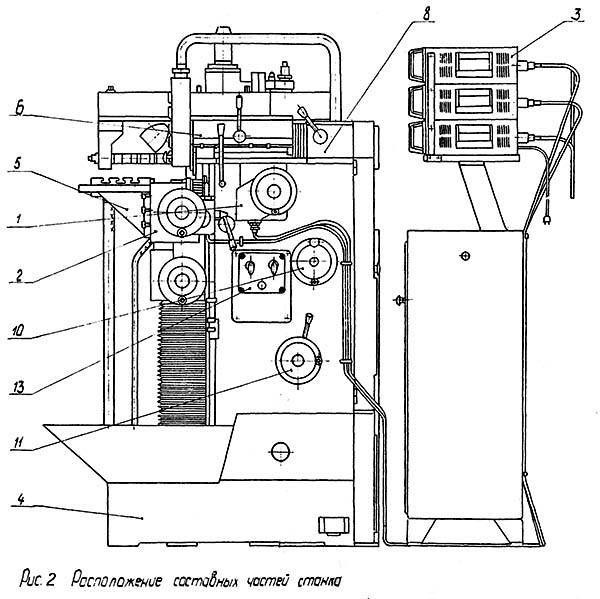
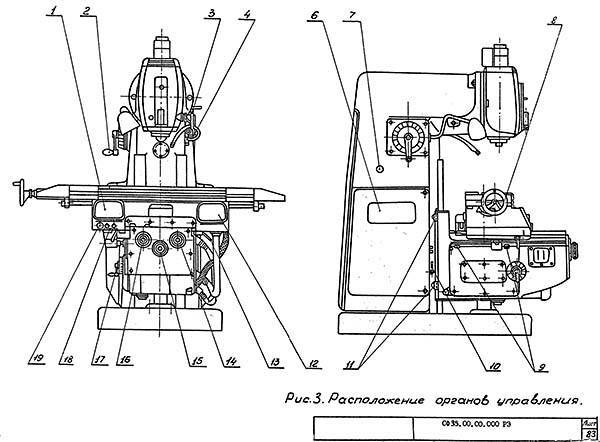
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.






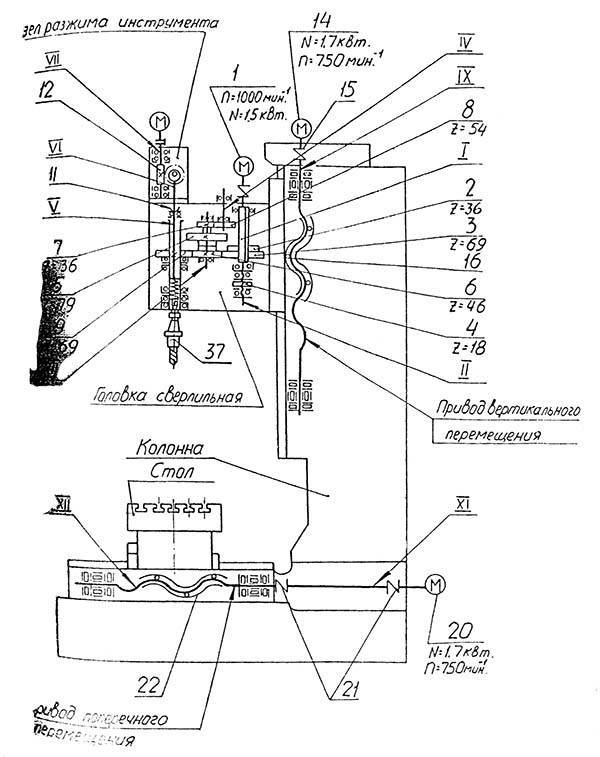
Приводы подач
Привод имеет отдельный электродвигатель и состоит из двухступенчатого редуктора, шестискоростной коробки подач, переборного устройства коробки реверсов и механизмов продольной, поперечной и вертикальной подач.
Типы электроприводов станков
У фрезерных станков главное движение — вращательное (инструмент). Изменения угловой скорости шпинделя в процессе обработки, как правило, не требуется, поэтому для фрезерных станков обычно применяется ступенчатое регулирование.
Тип электроприводов фрезерных станков – это, обычно, асинхронные короткозамкнутые двигатели с фланцевым исполнением. От такого двигателя через коробку подач и осуществляется привод. Часто для привода подачи используются отдельные электродвигатели.
Другие приводы в станках работают от отдельных электродвигателей.





