

Самодельный станок
Сегодня цена на станки высокая, поэтому для бытовых нужд оборудование можно сделать своими руками. Схема такого устройства довольно проста. Понадобится четыре основных компонента:
- Дрель.
- Фундаментная плита.
- Вертикальная стойка.
- Механизм подачи.
Для начала нужна примерная схема будущего станка. Такая схема чертиться своими руками на базе имеющихся материалов. В качестве фундаментальной плиты можно использовать толстую мебельную доску. Вертикальная стойка делается из толстой фанеры или ДСП. Основание и вертикальная стойка скрепляется своими руками с помощью саморезов и уголков.
После этого делаются направляющие для перемещения дрели. Их изготавливают из металлических полос и прикручивают к стойке. Дрель закрепляется с помощью стальных хомутов и резиновых прокладок к колодке. Механизм подачи должен опускать и поднимать дрель. Схема его довольно проста. Нужно использовать рычаг и пружину, придающую жесткость устройству.
Сверлильные устройства сегодня представлены в большом ассортименте. В зависимости от целей, можно подобрать себе нужную модель или сделать ее своими руками.
Послевоенный бурный рост промышленного производства в СССР потребовал срочного расширения станочного парка. Чтобы предотвратить отток валюты за рубеж, отечественные конструкторские бюро занялись разработкой металлорежущего оборудования. Сначала выпускалась базовая модель, которая опробовалась в реальных условиях. После этого проходило усовершенствование механизма. Таким модифицированным агрегатом является вертикально-сверлильный станок 2Н118.
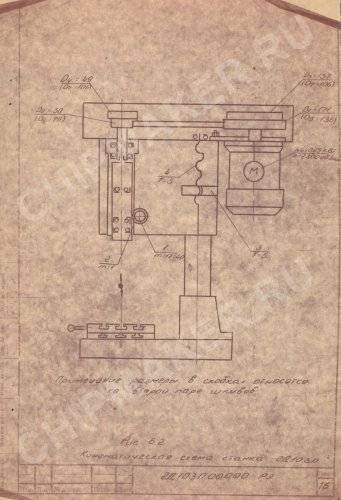
Кинематическая схема и конструкция оборудования
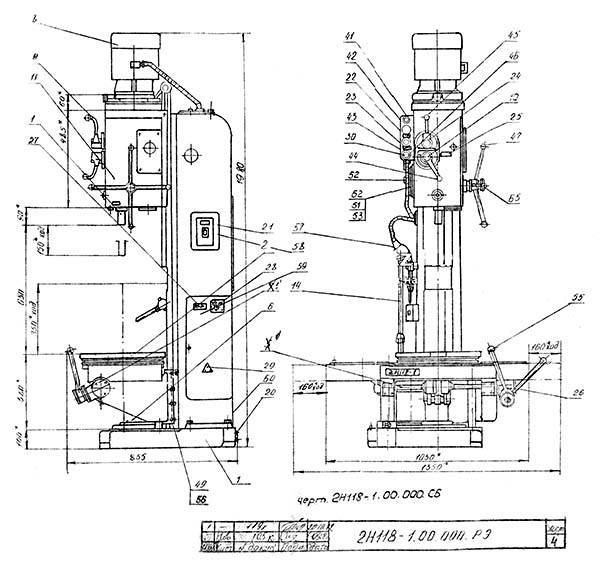
Несущим элементом вертикально-сверлильного станка данной модели, оснащенного одношпиндельной головкой, служит массивная колонна коробчатой формы, установленная на плиту-основание. В верхней части колонны смонтирована передняя бабка устройства, которая может перемещаться по ее направляющим. На передней бабке находится главный электродвигатель вертикально-сверлильного станка, а на ее нижней части – шпиндельный узел с рабочей головкой, в которой фиксируется режущий инструмент.

Шпиндельная головка станка – вид спереди
Во внутренней части шпиндельной бабки располагается коробка скоростей, отвечающая за регулировку частоты вращения сверлильной головки, а также обеспечивающая перемещение последней в вертикальном направлении коробка подач. За подъем и опускание рабочей головки станка отвечает реечный механизм, имеющийся в кинематической схеме передней бабки, а органом, при помощи которого этот механизм задействуется, является специальный штурвал.
Деталь перед началом обработки закрепляется на поверхности рабочего стола, который также имеет возможность перемещения по направляющим колонны. Высоту его расположения, которую выбирают в зависимости от габаритов обрабатываемой детали, изменяют при помощи вращающейся рукоятки, расположенной на передней стороне узла.

Регулируемый по высоте рабочий стол станка
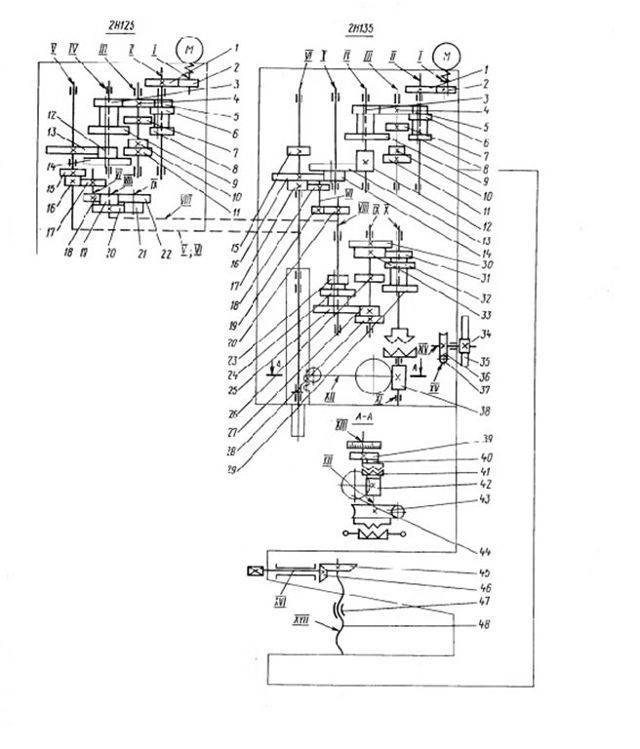
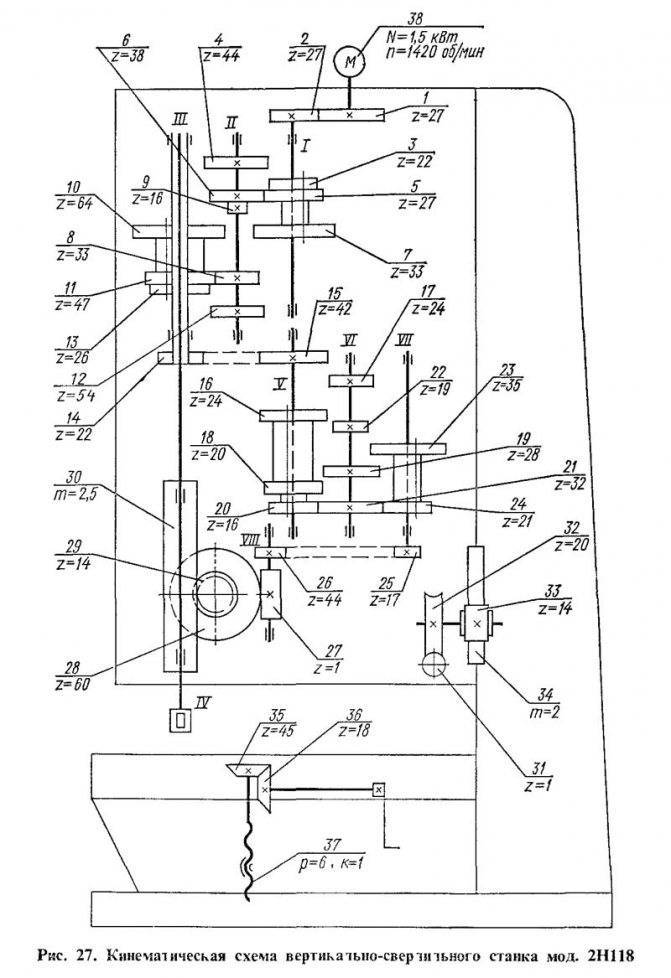
Элементы, входящие в кинематическую схему рассматриваемого вертикально-сверлильного станка, функционируют следующим образом.
- Коробка скоростей за счет наличия в ее конструкции нескольких валов и ряда зубчатых передач позволяет регулировать скорость вращения сверлильной головки по 9 ступеням. Выходной вал коробки скоростей, который соединяется со шпиндельным узлом станка при помощи шлицевого соединения, выполнен в форме полой гильзы. При помощи реверсирования приводного электродвигателя можно изменять направление вращения рабочей головки оборудования, что необходимо в том случае, если в обрабатываемой детали нарезается внутренняя резьба.
- Подача шпинделя в вертикальном направлении, как уже говорилось выше, осуществляется за счет рейки, смонтированной в пиноли оборудования, и входящего с ней в зацепление зубчатого колеса, установленного в шпиндельной бабке. Коробка подач станка, в которой есть несколько зубчатых передач, позволяет регулировать вертикальное перемещение шпиндельного узла по 6 ступеням.
- И коробка скоростей, и коробка подач установлены в шпиндельной бабке вертикально-сверлильного станка, которая также может вертикально перемещаться по направляющим колонны. За это перемещение, осуществляемое за счет реечного и червячного соединения, отвечает соответствующая рукоятка.
- Вертикальное перемещение рабочего стола, запускаемое вращением соответствующей рукоятки, обеспечивают коническая и винтовая пары, которыми оснащена кинематическая схема данного конструктивного элемента станка.

Схема кинематическая вертикально-сверлильного станка 2Н118
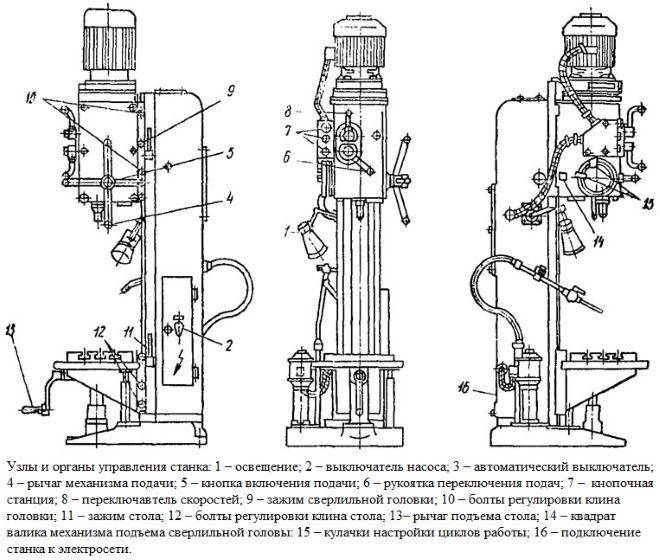
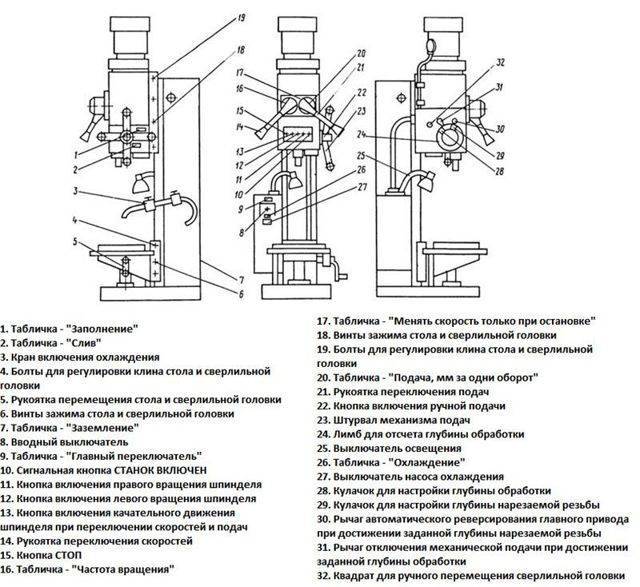
К элементам, посредством которых осуществляется управление работой вертикально-сверлильного станка данной модели, относятся:
- вводный выключатель автоматического типа;
- выключатель освещения рабочей зоны;
- выключатель для запуска и остановки насоса, подающего охлаждающую жидкость;
- рукоятка, отвечающая за управление механизмом подач;
- кнопка, посредством которой включается механизм подачи;
- рукоятка, обеспечивающая выбор параметров подач;
- кнопочная станция, на которой смонтированы кнопки «Влево», «Вправо», «Стоп»;
- рукоятка, отвечающая за выбор требуемой скорости вращения сверлильной головки;
- рукоятка, обеспечивающая зажим сверлильной головки;
- болты, при помощи которых регулируется клин сверлильной головки;
- болты, предназначенные для регулировки клина рабочего стола;
- рукоятка, при помощи которой выполняют зажим рабочего стола;
- рукоятка, отвечающая за подъем рабочего стола по направляющим колонны;
- квадратный концевик валика, посредством которого приводится в действие механизм подъема сверлильной головки;
- кулачки, при помощи которых выполняется настройка циклов работы оборудования;
- отверстие (3/4 дюйма), в котором располагаются электрические контакты для подключения оборудования к питающей сети.
Специфика узлов и органов управления станка
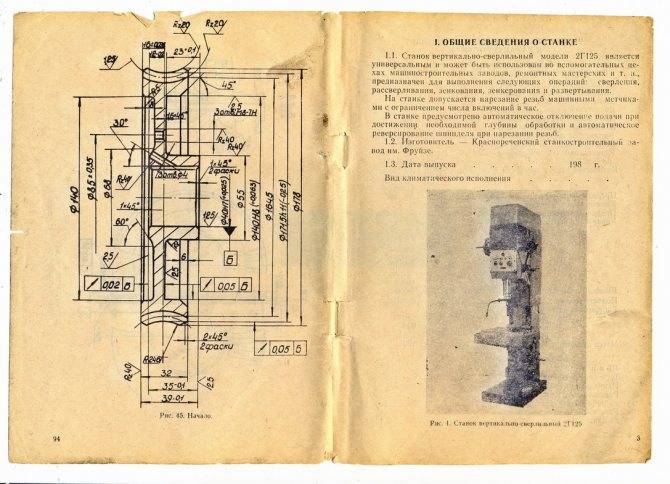
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
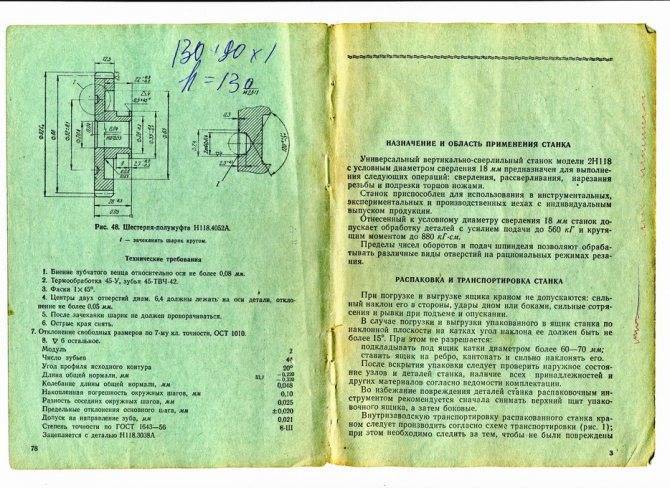
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:




- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.
На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
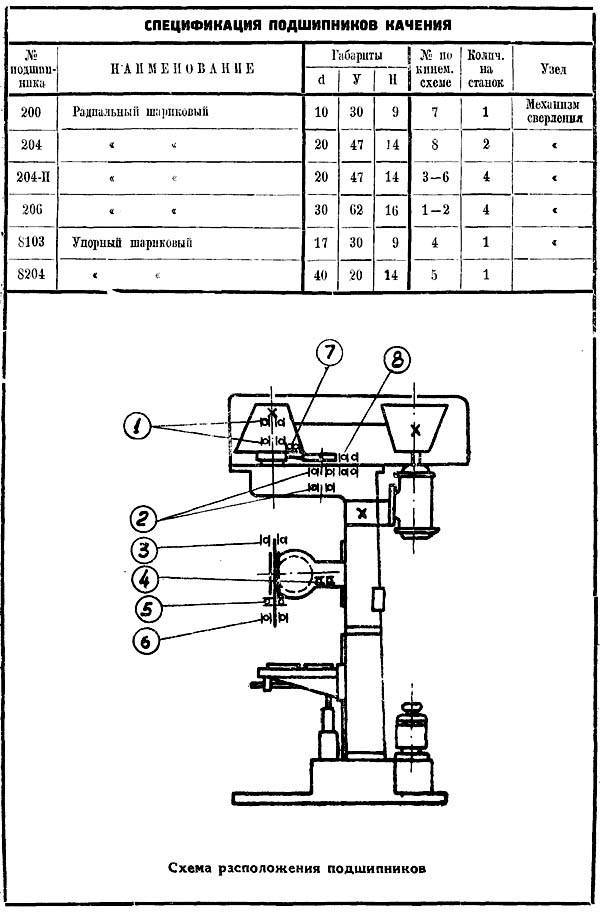
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
Где используется?
Как и знаменитый агрегат 2Н135 модель 2Н125 рассчитана на невысокие объемы производства. Техника идеально подойдет как для установки в небольшом мелкосерийном цеху, так и для работы в бытовых условиях. Сверлильный станок 2н125 имеет условный диаметр сверления 25 миллиметров. С его помощью можно не только сверлить и рассверливать отверстия, но также выполнять ряд других операций.
Читать также: Температура плавления 100 градусов
При этом оператор станка может самостоятельно выбирать частоту оборотов и режим подачи шпинделя, что позволяет оптимально задействовать ресурсы техники для выполнения конкретной задачи. Станок способен работать с самыми разными отверстиями и материалами максимально эффективно, что также стоит отметить как преимущество модели. Оборудование относится к категории размещения 4 в соответствии с ГОСТ 15150-69.
Поскольку возраст этой модели составляет уже не одно десятилетие, было бы дико, если бы столь популярная техника за все время своего существования не подверглась бы ни единой модификации. В этом плане производитель позаботился об удовлетворении самых специфичных потребностей мастера, предложив несколько возможных вариаций сверлильного станка 2н125
Конструкция вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.





Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.
Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.





Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
Сверлильное оборудование
Оно используется в любых технологических цепочках, но главное назначение мелкосерийное и единичное изготовление. Такие станки выполняют ряд операций:
- нарезание резьбы;
- зенкование;
- сверление;
- подрезание торцов;
- развертывание;
- зенкерование.
Проведя обзор, их можно разделить на три больших группы в зависимости от выполняемых операций:
- специализированные, выполняют ограниченное количество действий;
- универсальные, составляют основную часть;
- специальные, работают без переналадки, по заданному циклу.
Классифицировать такие агрегаты можно по максимально используемому диаметру сверла:
- легкие, сверление до 12 мм;
- средние, получение отверстий 18-50 мм;
- тяжелые, высверливание 75 мм отверстий.
Главными отличительными особенностями металлорежущего оборудования являются движения, которые совершает режущий инструмент и приспособления. В нашем случае это вращение сверла и поступательная подача шпинделя. Все основные параметры включены в паспорт станка, который непосредственно входит в руководство по эксплуатации.
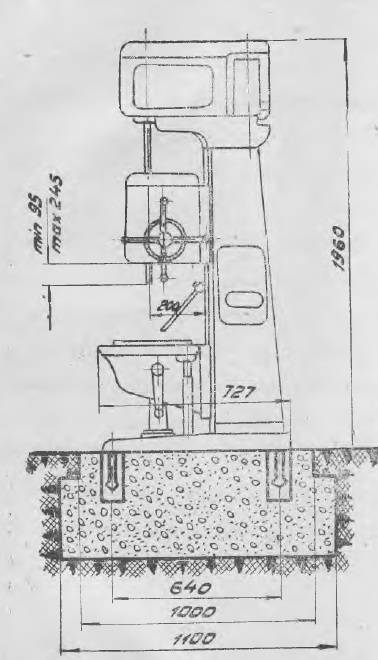
В этом документе можно найти инструкцию по креплению станка на рабочем месте. Прежде всего, он должен располагаться строго горизонтально по отношению к фундаменту. От этого зависит надежность работы всех механизмов. Это достигается использованием специальных уровней.
Конструкция станка предполагает следующие виды:
- настольные;
- колонные;
- радиально-сверлильные;
- глубокого сверления;
- многошпиндельные;
- центровальные;
- сверлильно-фрезерные;
- координатно-сверлильные;
- радиально-сверлильные.
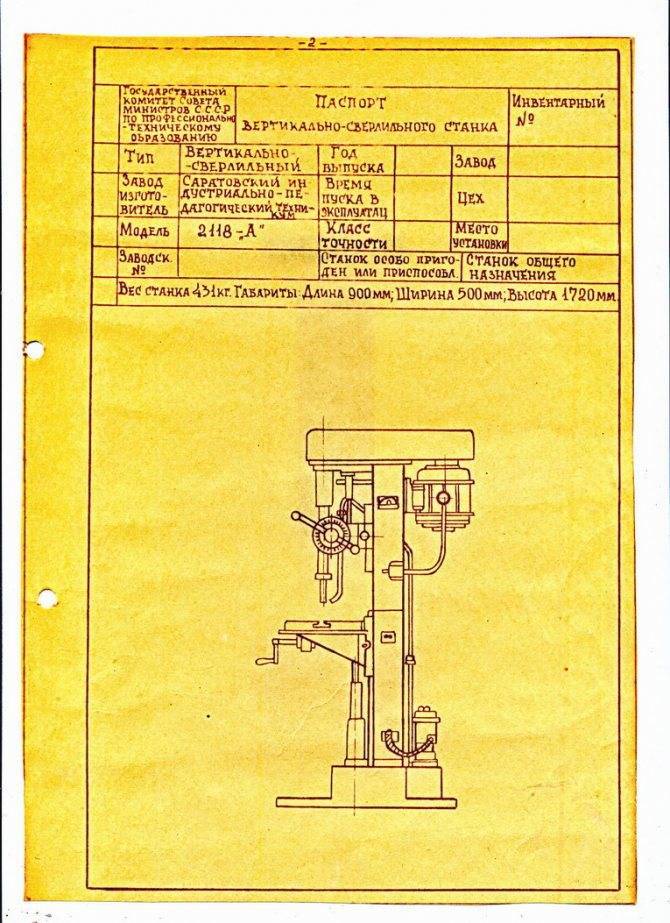
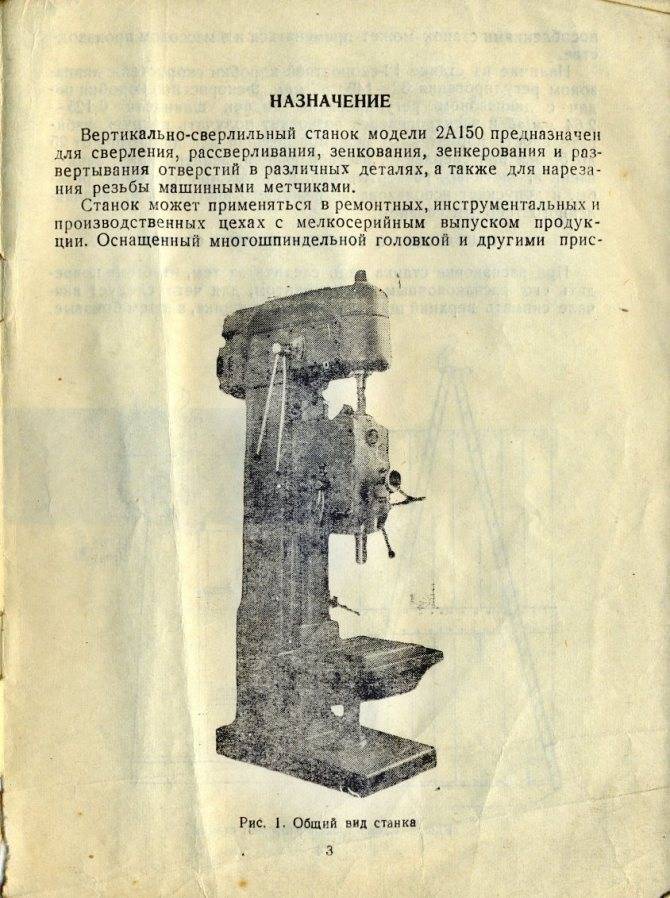
2Н118. Станок вертикально-сверлильный
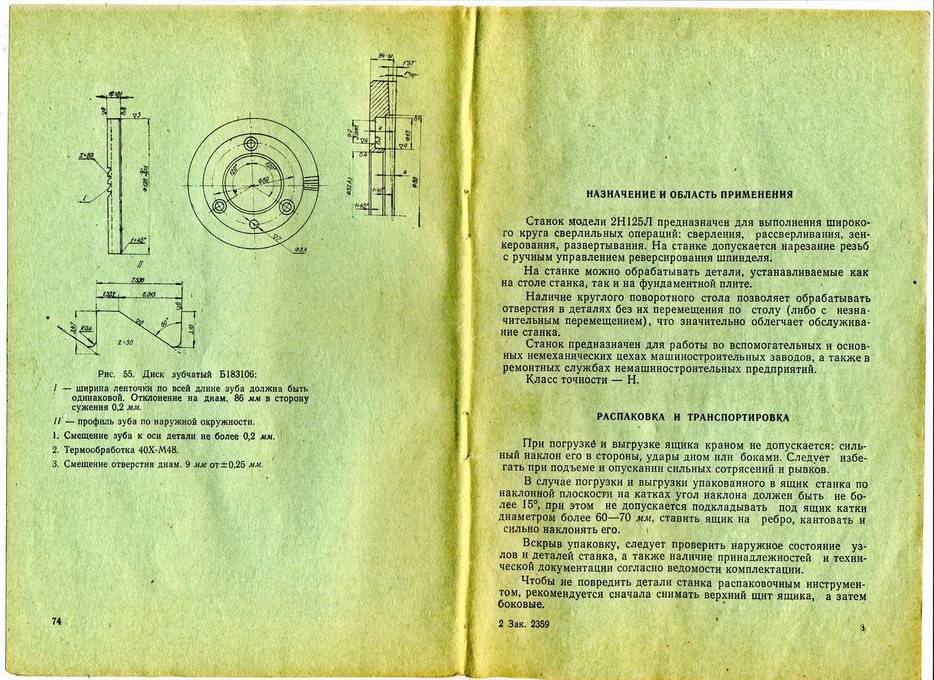
2Н118 — станок вертикально-сверлильный предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства.
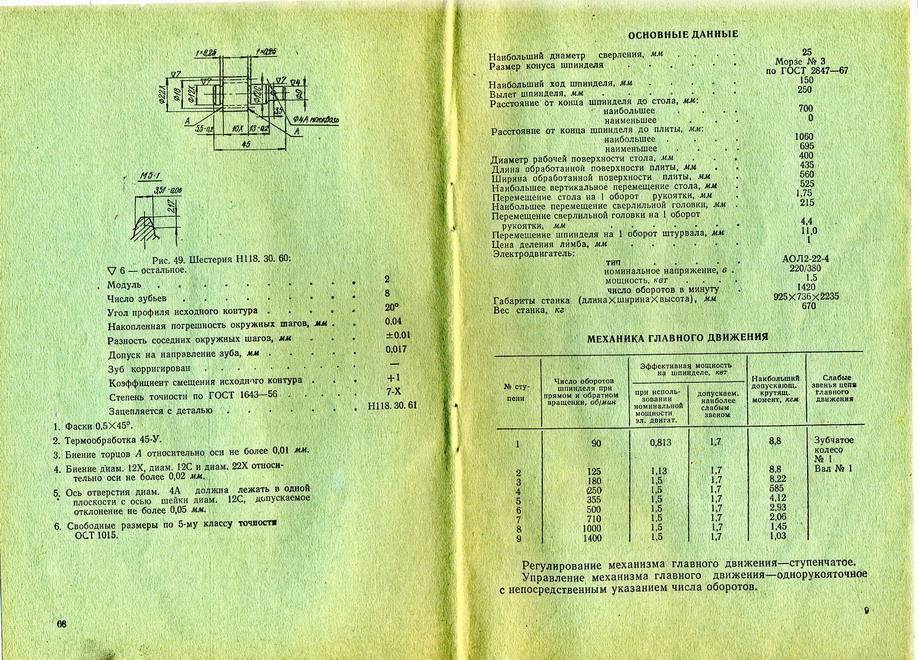
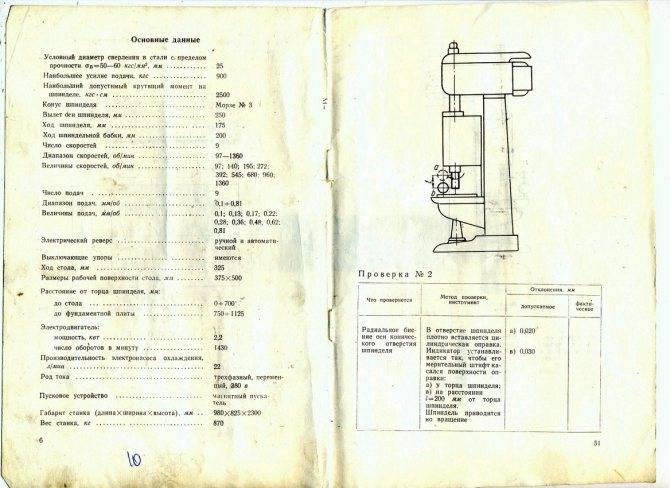
Технические характеристики:
Наибольший диаметр сверления — 18 мм. Конус Морзе шпинделя №-2 ГОСТ 2847-67 Наибольшее осевое перемещение шпинделя — 150 мм. Вылет шпинделя — 200 мм. Расстояние от конца шпинделя до стола наибольшее — 650 мм. наименьшее — 0 мм. Перемещение шпинделя на 1 оборот маховичка рукоятки — 110 мм. Цена деления лимба — 1 мм. Перемещение шпиндельной головки на один оборот маховичка — 4,4 мм. Наибольшее перемещение шпиндельной головки — 300 мм. Наибольшее вертикальное перемещение стола — 350 мм. Перемещение стола на 1 оборот рукоятки — 2,4 мм. Ширина рабочей поверхности стола — 320 мм. Длина рабочей поверхности стола — 320 мм. Число скоростей шпинделя — 9 Величины чисел оборотов шпинделя : 180, 250, 355, 500, 710, 1000, 1420, 2000, 2800. Число подач — 6. Величины подач, об/мин : 0,1; 0,14; 0,20; 0,28; 0,40; 0,56. Наибольшее усилие подачи на шпинделе — 560 кг. Наибольший крутящий момент на шпинделе — 880 кг.см. Мощность — 1,5 кВт.
Depositfiles:
| Следующая > |
Следующие материалы:
- Станок настольно-сверлильный ГС2112 Станок ГС2112 Настольно-сверлильный станок предназначен для обработки отверстий в мелких деталях и позволяет выполнять следующие операции: сверление; рассверливание; зенкерование; Простота конструкции обеспечивает лёгкость управления, надёжность и долговечность станка. Верхний предел оборотов шпинделя обеспечивает обработку отверстий малого диамет…
«>ГС2112. Настольно-сверлильный станок. Паспорт, Характеристики
- Станок радиально-сверлильный модель ГС545 Станок радиально-сверлильный модели ГС545 предназначен для обработки отверстий в мелких и средних деталях и позволяет выполнять: сверление рассверливание зенкерование зенкование развертывание нарезание резьб. Конструкция станка обеспечивает широкие возможности и позволяет: поворачивать сверлильную головк…
«>ГС545. Радиально-сверлильный станок. Паспорт, Характеристики
- Станок сверлильно-фрезерный ГС520 Станок ГС520 Сверлильно-фрезерный станок предназначен для выполнения фрезерных, сверлильных, резьбонарезных работ. Станок может применяться в промышленном производстве и в мастерских различного профиля. Конструктивные особенности станка: возможность поворота корпуса шпиндельной головки вокруг колонны на 360 градусов; возможность поворота шпиндель…
«>ГС520. Сверлильно-Фрезерный станок. Паспорт, Характеристики
- Станок долбёжный 7М430 Станок долбежный с гидравлическим приводом 7М430 Станок долбежный с гидравлическим приводом 7М430 Для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрием до 10 град, Для инструментальных и ремонтных служб. Технические характеристика станка 7М430 Класс точности станка по ГОСТ 8-82, (Н,П,В,А,С) …
«>7М430. Станок долбёжный. Паспорт, Характеристики
- 2С150. Вертикально-сверлильный станок. Паспорт станка
Предыдущие материалы:
- Токарно-винторезный станок 16А20Ф3 (16К20Ф3) с ЧПУ NC-210. Схема станка Токарно-винторезный станок 16А20Ф3 (16К20Ф3) с ЧПУ NC-210 Токарно-винторезный станок 16К20Ф3 (16К20Ф3) предназначен для токарной обработки в полуавтоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности.Область применения станка: мелкос…
«>16А20Ф3 (16К20Ф3). Токарно-винторезный станок с ЧПУ NC-210. Схема станка
- Сверлильный станок 2А125. Универсальный вертикально-сверлильный станок модели 2А125 предназначен для работы в ремонтных, инструментальных и производственных цехах в мелкосерийном производстве. Будучи снабженным приспособлениями, станок может применятся и в массовом производстве. Станок расчитан на условный диаметр сверления ртверстия 25мм., допускает усилие подачи 900 кг., крутящий момент 2…
«>2А125. Вертикально-сверлильный станок. Схема станка
- 2М57. Радиально-сверлильный станок. Паспорт станка
- 2М55. Радиально-сверлильный станок. Паспорт станка
- 2Л53У. Радиально-сверлильный станок. Паспорт станка
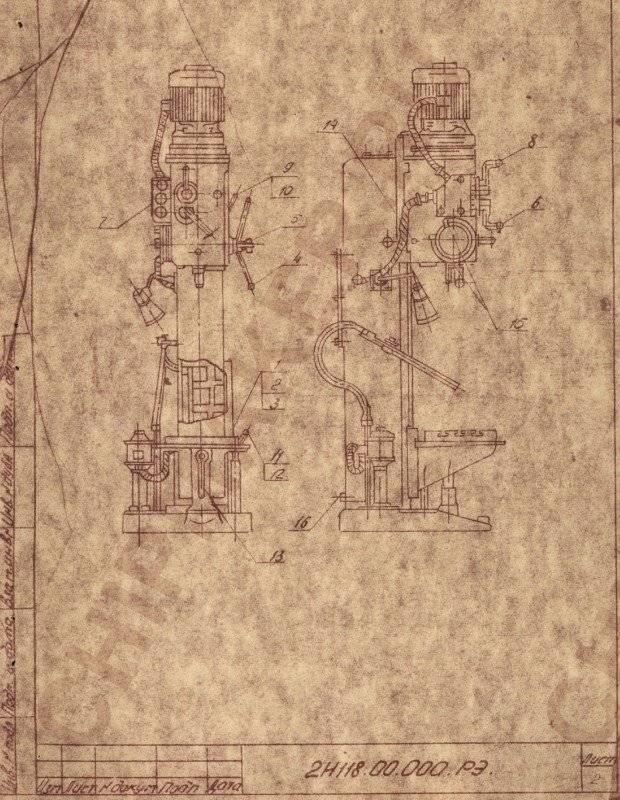
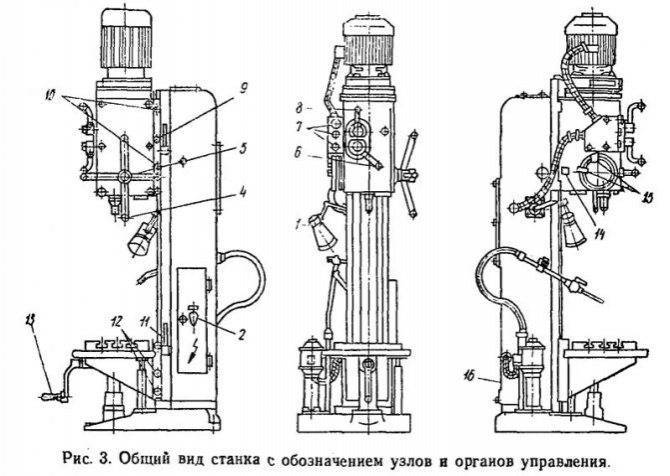
2 Станок 2Н118 – его общий вид и кинематическая схема
Одношпиндельный сверлильный агрегат представляет собой коробчатую колонну, установленную на фундаментную плиту. Шпиндельная головка располагается в верхней ее части. На головке имеется шпиндель с инструментом из быстрорежущей стали и электрический двигатель.
На направляющих (вертикальных) смонтирована шпиндельная бабка. Механизм подачи, обеспечивающий передвижение шпинделя по вертикали, находится внутри этого узла. Подъем и спуск шпинделя осуществляется вручную (применяется штурвал) и механически. Детали, которые подвергаются сверлению, устанавливаются на стол станка, он же служит и для закрепления заготовок. Ориентируясь на их параметры, можно регулировать высоту стола.

Кинематический принцип функционирования агрегата таков:
- коробка скоростей позволяет управлять шпинделем, изменяя его частоту вращения;
- электрический двигатель предназначен для вращения вала, от которого движение поступает на кинематические цепи агрегата (их две);
- в коробке скоростей имеется гильза полого вида со шлицевым отверстием (этот узел называют конечным валом), именно данный вал вращает шпиндель;
- если двигатель реверсируется оператором, происходит и реверс шпинделя (необходимость в подобной операции возникает при осуществлении на станке работ по нарезанию резьбы).
Шпиндель выполняет свою рабочую программу, используя реечную передачу. Рейка пиноли зацепляется с реечным колесом, при вращении коего шпиндель передвигается вместе с пинолью (вертикально). Через зубчатые цилиндрические колеса сверлильная установка может выполнить шесть разных передач.





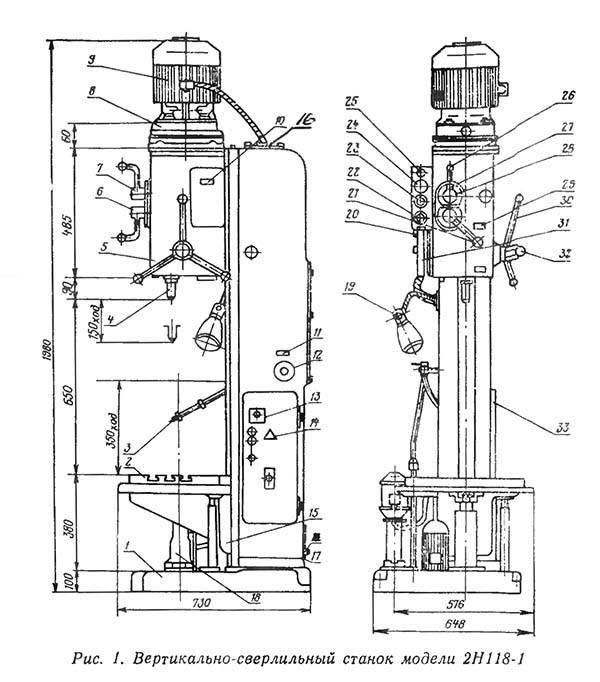

Устройство подач и шпиндель, а также коробка подач и скоростей располагаются в сверлильной головке. Последняя через реечную и червячную пару движется вдоль колонны станка (задается такое перемещение посредством одной из управляющих рукояток). В вертикальном направлении стол передвигается вручную (в этом случае перемещение идет через винтовую и коническую пару).
К управляющим органам установки относят следующие элементы:
- рукоятки подъема и зажима стола, зажима головки сверлильной, переключения скоростей и подач, контроля за механизмом подачи;
- кулачки, необходимые для управления циклами работы;
- выключатели механической подачи, насоса охлаждения, освещения;
- регулирующие болты (с их помощью стол либо сверлильную головку заклинивают в нужном положении);
- кнопочная станция («Влево-Вправо-Стоп»);
- автоматический вводный выключатель.
Подключение оборудования к электросети производится через отверстие размером 3/4 дюйма.
Конструкция оборудования
Обзор и технические характеристики сверлильного станка 2м112
Описание: основным элементом служит колонна в форме коробки – передняя бабка. Установлена она на металлическую плиту – основание. Бабка перемещается по реечному механизму в стороны с помощью электрического привода мотора.
На фронтальной верхней части расположен электрический мотор. В нижней части, имеется шпиндельный узел с головкой вращения. Внутренняя часть наполнена коробкой скоростей, которая отвечает за частоту вращения, величину подачи, вертикальный подъем. Подъем и спуск по вертикали обеспечивает специальный реечный механизм. А приводит в действие этот орган – штурвал.
Обрабатываемая деталь крепится на рабочий стол, при необходимости перемещается, подгоняется высота. Регулируется специальной рукояткой с боковой стороны.
Кинематическая схема станка функционирует в таком порядке:
- Коробка передач регулирует подачу одной из девяти скоростей.
- С помощью реверсивного привода электрического мотора можно менять направление вращения.
- Функция особенно актуально, когда нужно нарезать внутреннюю резьбу на детали.
- Шпиндель подается по вертикали за счет рейки и зубчатого вала, который установлен в нижней фронтальной части шпиндельной бабки.
- Боковая рукоятка отвечает за перемещение шпиндельной бабки по направляющим колонны.
- Рабочий стол перемещается вертикально благодаря вращению рукоятки.

Схема устройства
Вертикально сверлильный станок 2Н118 — характеристики и паспорт
Сверлильный станок 2Н118 рекомендован для применения в экспериментальных, инструментальных и ремонтно-механических цехах, в которых производится выпуск мелкосерийной либо единичной продукции.
Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила — 42% в общем объеме выпуска продукции.
Краткая справка о градации станков
Классификация агрегатов:
- Обработка небольших отверстий до 16,0 мм. Чаще всего такие диаметры используются в приборостроении.
- Обработка средних и больших диаметров от 18,0 до 75,0 мм.
- Радиально-сверлильный тип для сверления крупных изделий.
- Станки для высверливания высокоточных диаметров.
- Фрезерного типа.
- Центровальные станки.
- Многошпиндельные станки.

Многошпиндельный станок
Конструктивные особенности
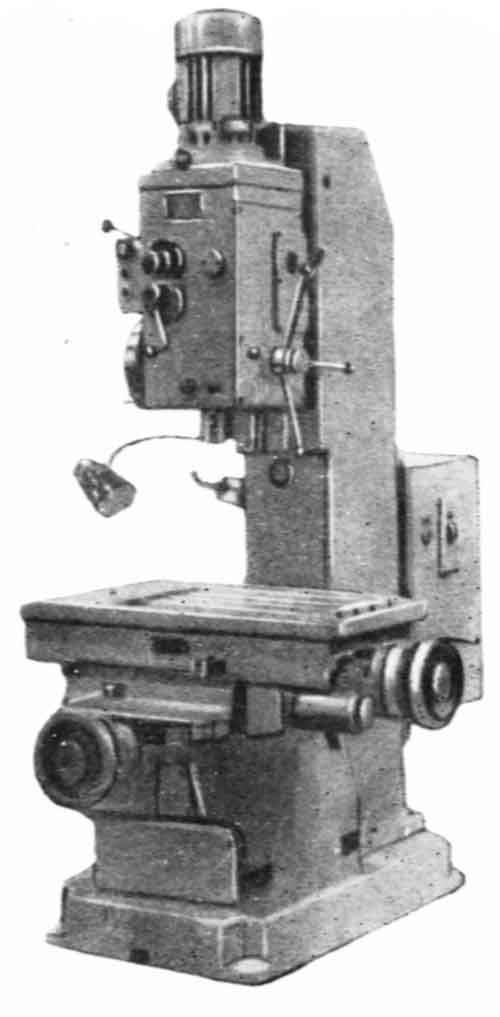
Внешний вид
Станок состоит из вертикально расположенной станины, в основании которой есть плита из чугуна. Она обеспечивает максимальную устойчивость конструкции. На станину установлен рабочий стол, который упирается регулировочными элементами на плиту-основание.
В верхней части находится блок управления оборудованием, шпиндельная головка, коробка передач и механизм переключения скоростей. В совокупности эти компоненты позволяют выбрать оптимальный режим работы. После установки заготовки на рабочем столе можно выполнять ее сверление, зенкования или нарезание резьбы. В последнем случае понадобится выбрать плашки определенного размера.
Перечень конструктивных особенностей и характеристик вертикально-сверлильного станка 2Н118:
- условный диаметр сверления составляет 18 мм;
- механизм для регулировки уровня рабочего стола. Эта операция осуществляется вручную с помощью рукояти;
- открытое расположение силовой установки. Такая компоновка дает возможность оперативно осуществлять ремонтные или профилактические работы.
Также в конструкции предусмотрена возможность опускания/поднимания шпинделя. После фиксации рабочего стола с деталью эта функция позволяет оперативно и с большой точностью делать сверление или другие типы операций.




Для освещения рабочего места в конструкции станка 2Н118 есть прибор, расположенный в нижней части позади шпиндельной головки. Он может быть настроен на любое удобное положение в зависимости от геометрии обрабатываемой детали.
Особенности станка модели 2Н118
Станок 2Н118 благодаря своим техническим характеристикам позволяет выполнять такие технологические операции, как:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы;
- подрезка торцов деталей (с применением специального инструмента).
Используя вертикально-сверлильный станок данной модели, в металле формируют отверстия, диаметр которых доходит до 18 мм. При этом развивается крутящий момент до 880 Нм, а максимальная величина рабочей подачи составляет 560 кгс.
При выполнении обработки на данном станке можно выбрать различные параметры подач и скоростей вращения шпиндельного узла, что позволяет использовать такое оборудование наиболее эффективно и с максимальной производительностью.
Габариты рабочего пространства и посадочные базы станка
Позднее на Гомельском и Молодечненском станкостроительных заводах выпускался аналог вертикально-сверлильного станка 2Н118 – 2Т118. Кроме данной модели, специалистами Молодечненского станкостроительного завода был разработан еще ряд модификаций станка 2Н118:
- 2Н118К – вертикально-сверлильный станок координатного типа;
- 2А118 – сверлильный станок с вертикальной компоновкой, оснащенный одношпиндельной рабочей головкой;
- 2Н118Ф2 – станок c программной системой управления.
3 Особенности функционирования электрического оборудования агрегата
Станок располагает таким электрооборудованием:
- селеновый выпрямитель;
- двигатель, задающий вращение шпинделя;
- локальное освещение;
- насос охлаждения;
- механизм автоматики и пуска.
Агрегат управляется при помощи вводного автомата, трех кнопок для перемещения вправо, влево и остановки станка. Также в его конструкции есть специальный пускатель, управляющий охлаждающим насосом (запуск устройства и его остановка).
Обязательным является заземление оборудования. Выполняется оно в соответствии с общими для производственных аппаратов стандартами. От коротких замыканий и чрезмерных нагрузок двигатель станка предохраняется выключателем, действующим автоматически, серии АСТ–3. А катушка пускателей обеспечивает нулевую защиту установки.
Принцип действия электрической схемы сверлильного агрегата: при включении пускателя (кнопка «Вправо» на панели управления) блок-контакты блокируют его, после чего начинает работать промежуточное реле, подающее питание на шпиндель. В тех случаях, когда предполагается выполнить реверс, промежуточное реле включает второй пускатель (кнопка «Влево»), предназначенный именно для такого режима функционирования станка. При нажатии на «Стоп» первый или второй пускатель (в зависимости от того, какой из них был задействован) и промежуточное реле выключаются.
Динамическое торможение шпинделя, реализованное на станке, выполняется по схеме, предполагающей применение селенового выпрямителя, который инициирует работу тормозного пускателя. При этом подача тока (постоянного) происходит с одновременным закорачиванием обмотки статора, что гарантирует более эффективный процесс торможения.





