

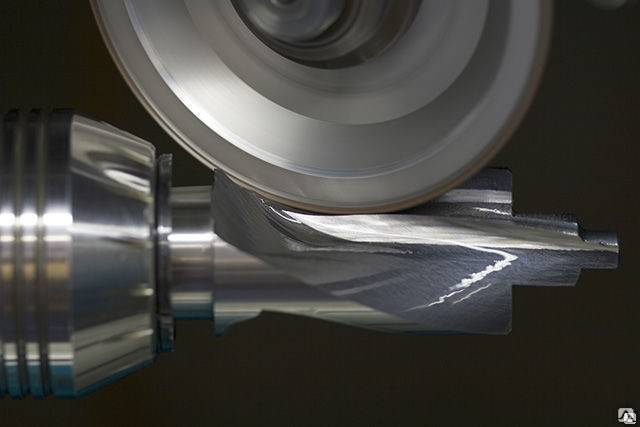
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.
Заточка HM и HSS фрез
Наша компания готова принять в переточку фрезы любих производителей. Мы можем затачивать : Фрезы для обработкки алюминия; Фрезы для обработки стали в т.ч. нержавейки; Сверла и развертки по маталлам (по согласованию); Фрезы для обработки пластиков и композитов; Фрезы для обработки твердых пород древесины; Фрезы для раскроя МДФ и ДСП. Спросите нас об условиях прямо сейчас! 8 800 250 3559
Мы можем перетачивать фрезы со множеством геометрий из HSS и монолитного твердого сплава (HM, HW) с цилиндрическими и коническими хвостовиками.
Если у Вас есть замечательная, но очень редкая фреза, мы сможем изготовить такую же пециально для Вас.
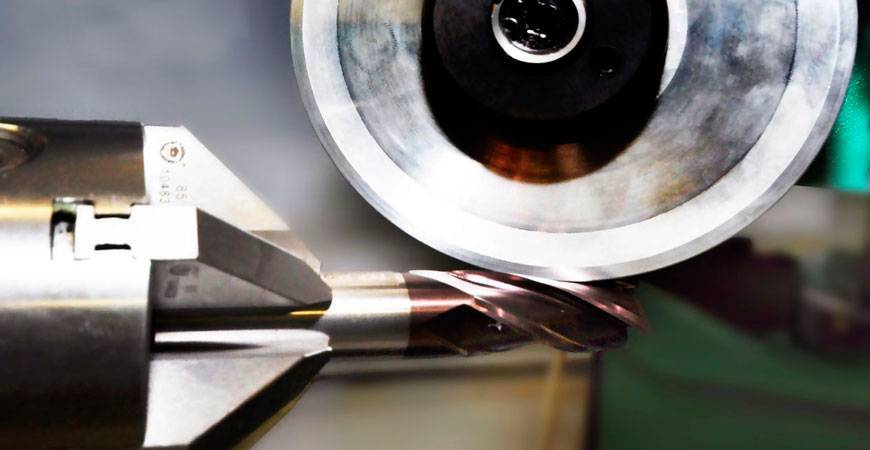
Для вышлифовки канавок и обработки режущих кромок мы применяем только высококачественный интрумент из алмаза и кубического нитрида бора. Утвержденная технология позволяет полноценно восстанавливать режущие свойства инструмента. Высокая жесткость станин и точность приводов станков позволяет достигать соблюдения геометрии режущих кромок с точностью до микронов.
В нашем сервисном центре можно заточить монолитные HW концевые фрезы, фрезы с твердосплавными напайками (по передней грани или по профилю), можно заточить однозаходные твердосплавные спиральные фрезы, заточить насадную фрезу с двердосплавными напайками. Если Ваш станок оснащен высокопроизводительными фрезами со сменными ножами толщиной более 1,6 мм, то мы также заточим сменные ножи.
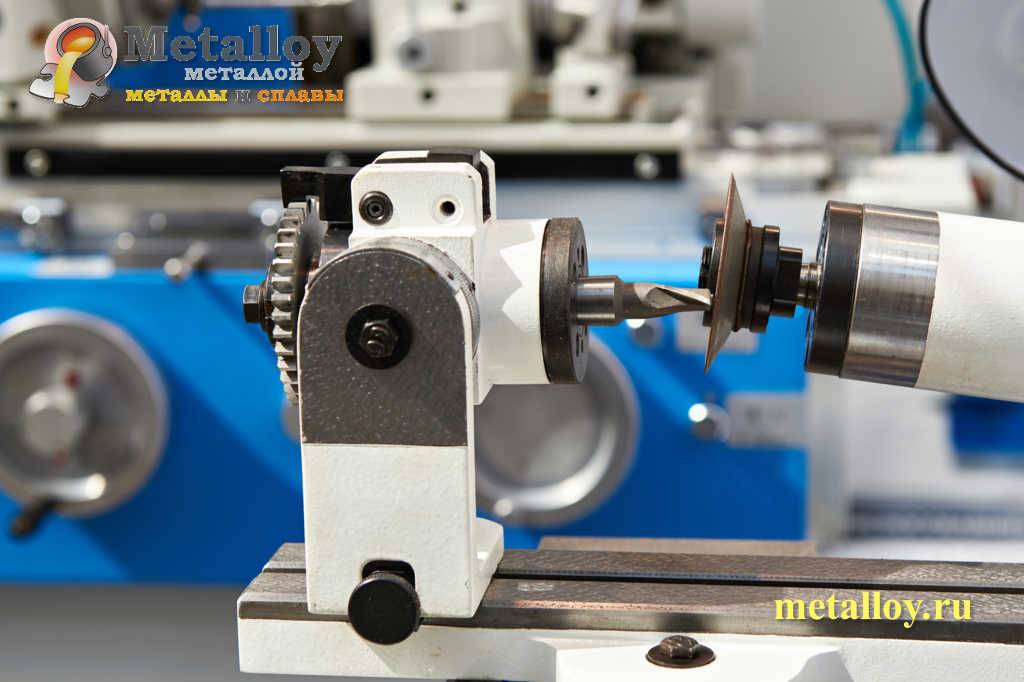
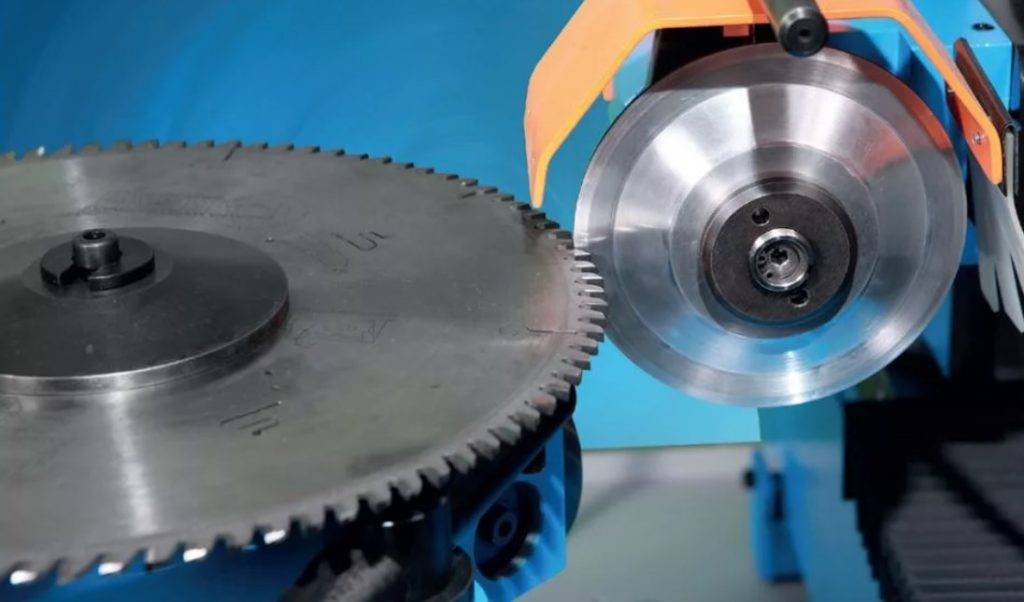
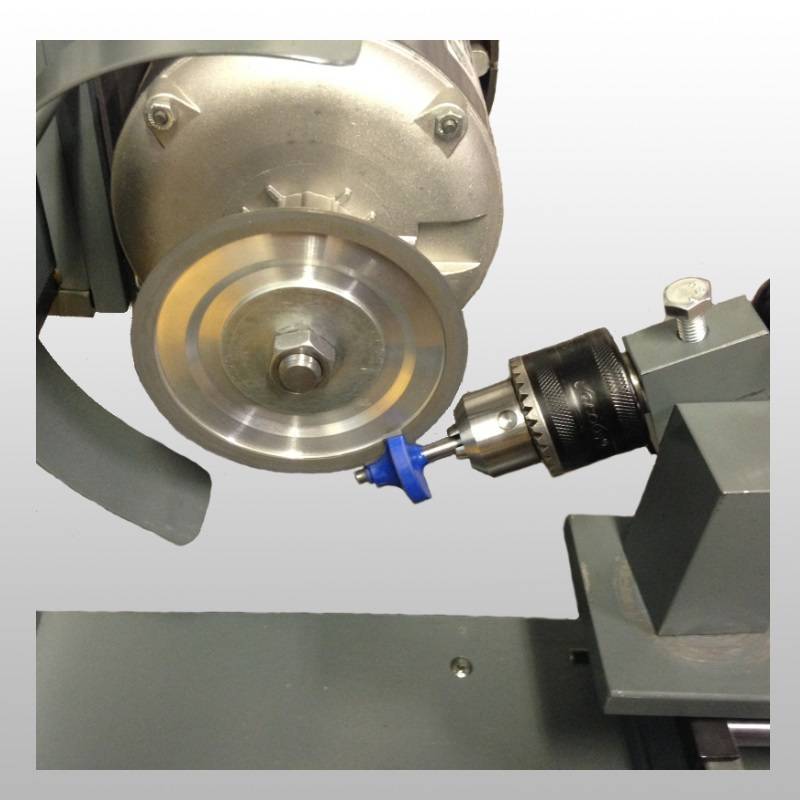
Заточка монолитной твердосплавной фрезы производится на специальном станке с ЧПУ.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков

По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n – это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
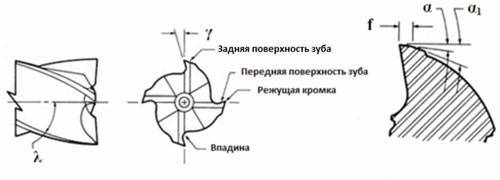
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.







Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки. Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе. Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами. При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Садовые ножницы
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Фото 6
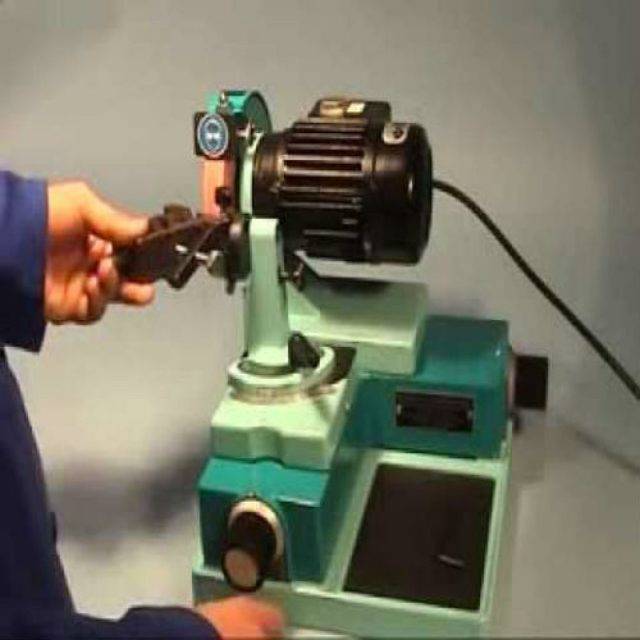
Такой инструмент необходим при обрезке ветвей деревьев и кустарников, формировании живой изгороди и других садовых работах. Длинные лезвия и рукоятки облегчают необходимое для резки усилие и позволяют легко добраться до труднодоступных мест в кроне дерева или куста, а специальная волнообразная форма лезвия — срезать ветви ровно, не сминая и не ломая их. Каждое из двух лезвий следует затачивать отдельно, для чего ножницы необходимо разобрать на две половины, открутив гайку, фиксирующую центральный резьбовой стержень (винт). Движение инструментом по абразивной поверхности круга (зернистость 100) производят от острия к рукоятке, слегка поворачивая (как бы покачивая) его в соответствии с волнообразной конфигурацией режущей кромки. При этом каждое лезвие затачивается только с внешней стороны, а соприкасающиеся друг с другом внутренние плоскости остаются ровными и гладкими. Можно лишь слегка провести обратной стороной режущей кромки по поверхности шлифовального круга, чтобы снять микрозаусенцы. После того как оба лезвия прошли шлифовку, их соединяют вместе, прочно завинтив центральное резьбовое крепление. Полировка режущей кромки для садовых ножниц необязательна.
Заточка специального инструмента
Заточка специального инструмента имеет свои объективные отличия, связанные с дополнительными этапами технологического процесса переточки.
Идентификация и описание инструмента
Первым шагом заточки специального инструментов является правильное измерение и расчёт необходимых параметров геометрии инструмента. Проведение таких измерений возможно только на специализированных измерительных центрах, таких как ZOLLER Genius3 и WALTER Helicheck.

Измерительные центры этого сегмента – мощные универсальные измерительные приборы для всех типов режущего инструмента.
- Пять осей, управляемых ЧПУ, позволяют выполнять комплексные, точные и полностью автоматические измерения без влияния человеческого фактора
- Быстрая и высокоточная проверка геометрии инструмента
- Подробный отчёт о результатах измерений
- Передача данных на шлифовальный станок без участия оператора
Разработка комплекта чертежей и программы заточки
Информация, полученная в результате измерения, обрабатывается и передаётся в систему разработки программы заточки инструмента. Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Заточка на шлифовальном станке с ЧПУ
Далее программа заточки отправляется в шлифовальный центр где оператор осуществляет наладку и шлифовку.
Для затачивания используются станки известных мировых лидеров таких как Reinecker, SAACKE, Deckel, ANCA. Благодаря своевременному обслуживанию и обновлению, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем заказчикам необходимую точность и качество шлифовки.





Покрытие
Совместно с нашими партнёрами, мы наносим на инструмент износостойкое покрытие методом PVD (ионно-плазменное напыление в вакууме). Результат – увеличение стойкости и качества обработки.
Без сомнений мы поможем Вам в выборе подходящего покрытия для вашего инструмента, наши специалисты подберут оптимальный тип покрытия для вашей конкретной задачи металлообработки и материала.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
Форма зубчиков.
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью. Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда. Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n – это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
Параметры резца.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
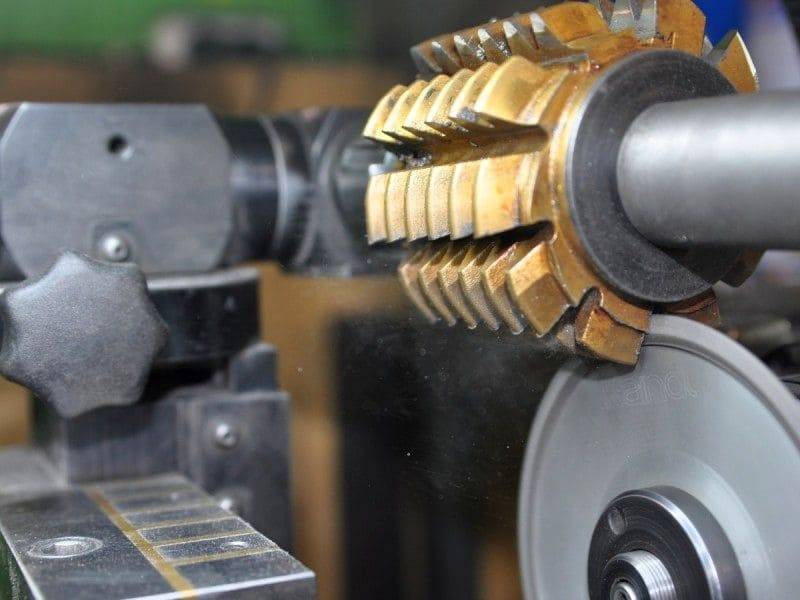
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными. Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.










Установка инструмента
Установка инструмента — операции по выверке и укреплению инструмента на самом станке или в его деталях. Установка штампов больших затруднений не представляет. Установка режущего инструмента, обычно работающего на больших скоростях, должна удовлетворить ряду требований: правильности расположения корпуса инструмента и его резцов и жесткости закрепления корпуса и резцов.
Несоблюдение этих условий приводит к неравномерной загрузке резцов й появлению нежелательных для работы инструмента вибраций. В результате возникает ряд вредных для предприятия моментов: плохая (нечистая и неточная) обработка поверхности, излишний расход мощности, большая степень аварийности инструмента. Наиболее существенное значение в области механической обработки древесины имеет установка следующих видов инструментов: рамных пил, круглых пил, лесопильных ленточных пил, фрез, ножей, сверл, цепных фрез, лущильных ножей.
Садовый секатор
Фото 1
Фото 2
Фото 3
Фото 4
Комплект садового инвентаря невозможно представить без секатора, который помогает выполнять массу полезных работ. Однако изначально они были созданы французскими умельцами для обработки виноградной лозы.
Твердые ветви и стебли в саду обычно удаляют секатором, что приводит к постепенному затуплению режущей кромки
Если шлифовка инструмента совмещается с сезонной чисткой и смазкой, необходимо развинтить центральное резьбовое крепление (два других винта остаются на месте), разобрать инструмент (при этом важно следить, чтобы не вылетела разжимная пружина), почистить, подточить, смазать и собрать. Если же требуется только шлифовка, секатор можно не разбирать
Конструкция инструмента подразумевает только одно движущееся лезвие — другое неподвижно и не требует подточки, за исключением устранения сильных зазубрин. Подвижное лезвие наружной стороной под нужным углом слегка прижимают к шлифовальному кругу (зернистость 100, направление вращения по отношению к инструменту — от центрального винта к острию лезвия) и, как бы покачивая, проводят по абразивной поверхности всей режущей кромкой с учетом ее криволинейности, как и в случае с садовыми ножницами. Снятие микрозаусенцев с обратной стороны производить необязательно — они удалятся сами при контакте с неподвижным лезвием во время работы.
Стамеска и резец по дереву
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Фото 6
Эти классические инструменты для деревообработки схожи по внешнему виду и состоят из стального стержня плоского или полукруглого (желобчатого) сечения с заточенным лезвием на одном конце и длинной деревянной или пластиковой ручкой на другом. Разница между инструментами заключается лишь в назначении и способе применения. Стамеска используется в плотницких и столярных работах для выборки небольших углублений, зачистки пазов и снятия фасок в древесине, а резцы по дереву — при домашнем ремонте, декоративном оформлении или занятиях хобби, для изготовления точеных деталей из древесины (березы, липы, бука, осины, клена и т.п.).








При работе на стамеску нажимают рукой или слегка ударяют киянкой по торцу ручки, а резец по дереву кладут на специальный упор токарного станка и обрабатывают вращающуюся в зажимном устройстве деталь. Шлифовка плоской стамески довольно проста и аналогична шлифовке ножа рубанка: рабочую часть равномерно прижимают к абразивному слою круга вначале всей поверхностью задней скошенной части лезвия (фаски), затем передней стороной. При этом необходимо следить, чтобы режущая кромка лезвия была строго перпендикулярна его боковым граням, и не допускать ее перекоса. Отличие от шлифовки ножа рубанка состоит в том, что не производится закругление боковых углов режущей кромки стамески.
Шлифовка полукруглого токарного резца по дереву более сложна и состоит из трех этапов. Вначале на шлифовальном круге зернистостью 100 производят шлифовку внутренней поверхности желобчатого лезвия, для чего используется самый край абразивного круга. Затем шлифуют наружный слой.
И в том, и в другом случае инструмент слегка вращают вдоль его оси влево-вправо, поворачивая рукоятку правой рукой для равномерной обработки изогнутой поверхности. Затем меняют шлифовальный круг (с 100-го на 320-й) или, пользуясь преимуществом запатентованной системы крепления, наклеивают новый прямо поверх прежнего, после чего повторяют процесс в том же порядке. Третий этап — полировка лезвия — производится на торцевой поверхности опорного диска, изготовленной из прочного полимера, который в данном случае выполняет ту же роль, что кожаный или брезентовый ремень при правке бритвы. Полировка производится легким касанием в течение буквально нескольких секунд.
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
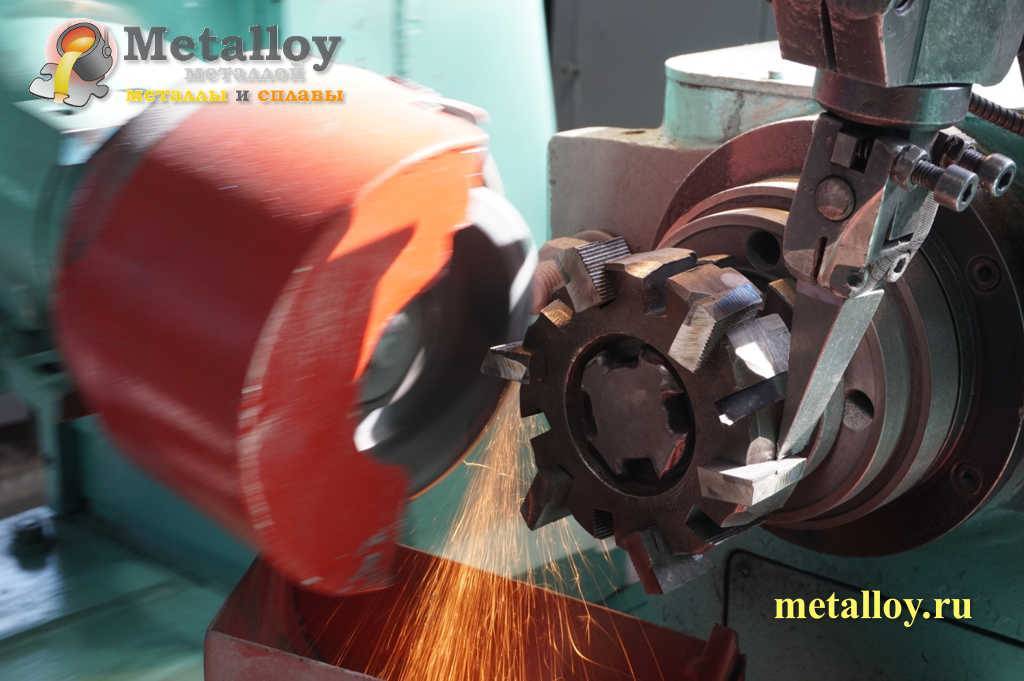
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Бытовой нож
Фото 1
Фото 2
Фото 3
Фото 4
Кухонные ножи для разделки продуктов или хозяйственные для работы с мягкими материалами также нуждаются в периодической шлифовке. Здесь имеются две плоскости заточки: основная — на одной из сторон лезвия и вспомогательная, гораздо меньшей ширины — на обратной. Угол между ними зависит от назначения ножа: чем мягче материал, для работы с которым служит нож, тем меньше угол заточки. При заточке каждой стороны используются разные направления вращения шлифовального круга. Вначале движениями от острия ножа к его рукоятке шлифуется основная грань (зернистость абразива — 320), затем, после переключения вращения диска в обратную сторону, — вспомогательная. Она, в отличие от основной, требующей нескольких рабочих проходов по абразивному слою, шлифуется буквально за один-два прохода.







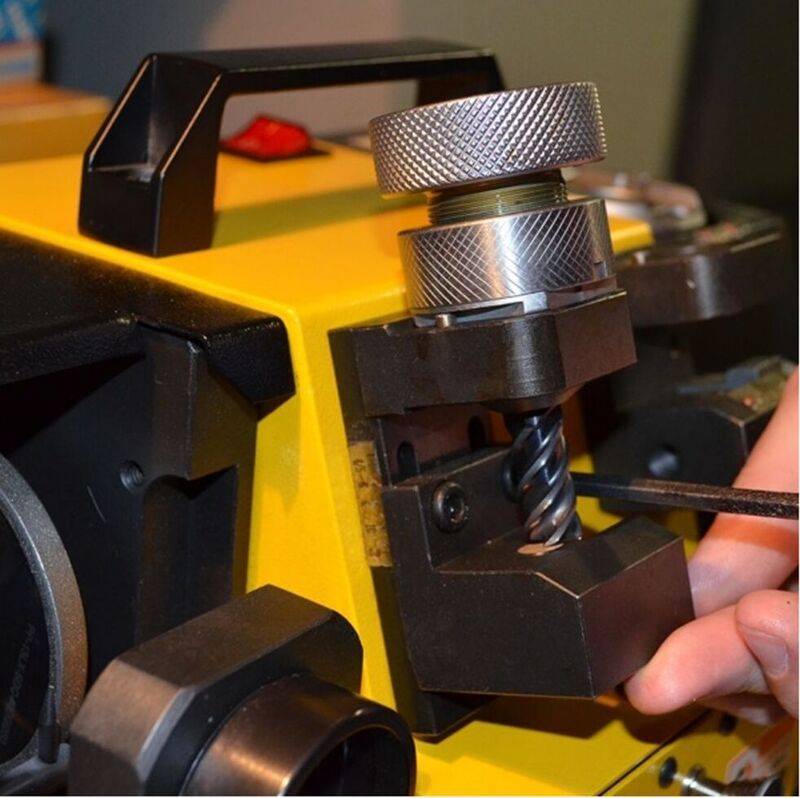

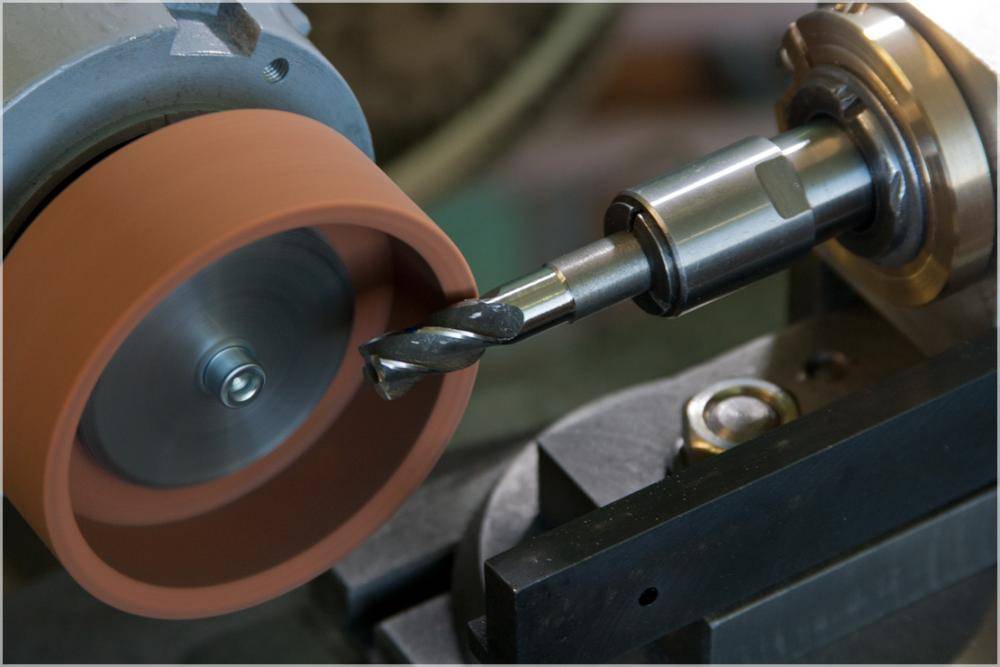
Как заточить фрезу вручную?
Фасонную концевую фрезу для вязких материалов (древесины) можно заточить вручную, не прибегая к помощи дорогостоящего оборудования. Вам понадобится:
- рабочий стол и планка из стали или твердой древесины;
- алмазный брусок;
- абразивный круг;
- растворитель;
- вода с мылом или щелочью;
- наждачная бумага.
Рис. 3 .
Алмазный брус закрепляют на краю стола, смачивают мыльным раствором. Фрезу нужно освободить от подшипника (если он есть), очистить от остатков древесной смолы. Размер переднего угла заточки варьируется в диапазоне:
- 10 — 20 ⁰ для фрез по дереву;
- — 5 — 0⁰ для инструмента по металлам (в основном для сталей).
Диапазон угла заточки задней поверхности широк и не ограничивается рамками показателей.
Заточка производится ровными движениями по алмазному бруску.
Нужно стараться совершать одинаковое количество движений фрезы по бруску с одинаковой силой нажима. По мере заострения режущих кромок зернистость абразива уменьшается, финальный этап обработки можно осуществить наждачной бумагой.
Результат заточки оценивают визуально с помощью увеличительного стекла или керосина. Зубцы не должны содержать даже мелких зазубрин и трещин. Чтобы обнаружить микротрещины, поверхность режущей кромки смачивают керосином — в области трещины керосин проступит сильнее. Зазубрины и микросколы определяют на глаз или через лупу.
Если вам удается надлежащего качества, и вы умеете бережно использовать инструмент, то необходимость заточки наступает гораздо позже, чем в случаях с низкопробной продукцией. Большой выбор качественных фрез (около 20 видов) всегда доступен в магазине «Ринком». Инструментарий самого широкого профиля удобно выбирать и заказывать по интернету, сегодня это не опасно и современно.
Заказать обратный звонок:
Мы производим заточку:
- резцов
- долбяков
Правильно выполненная заточка инструмента снижает его расход и соответственно увеличивает его ресурс. Поэтому необходимо внимательно следить за состоянием режущих кромок и производить своевременную заточку инструмента, не допуская чрезмерно большого износа и тем более его поломки.





