

Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
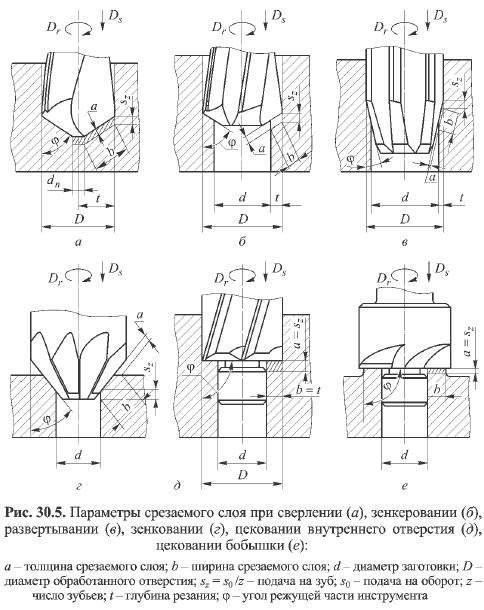
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
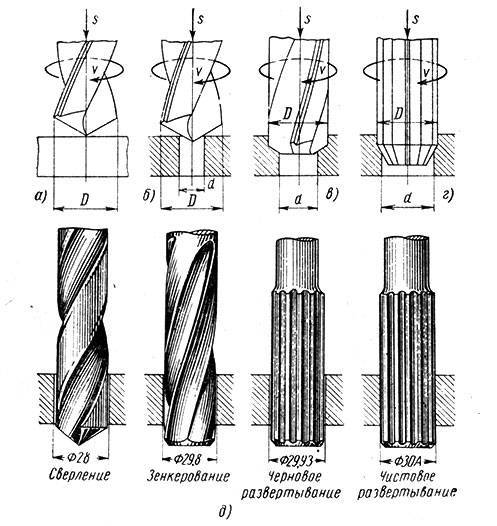
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
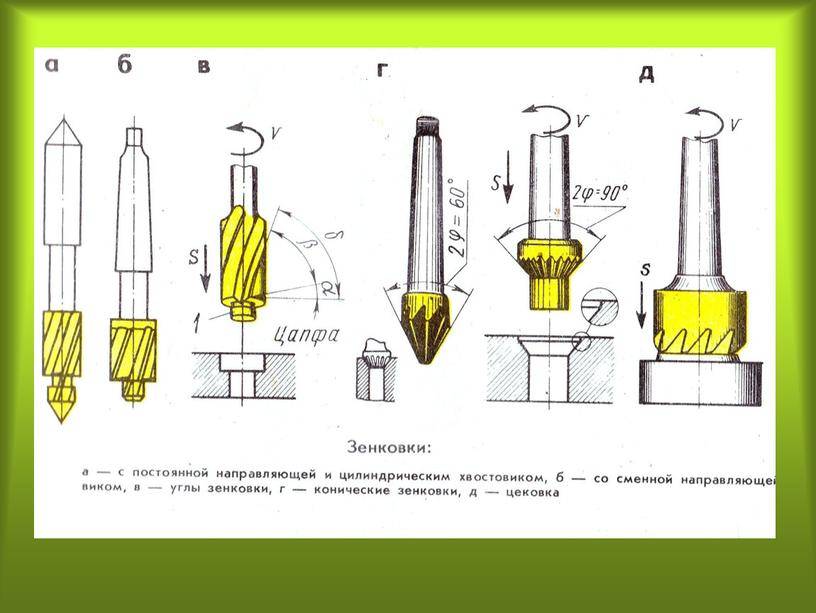
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.

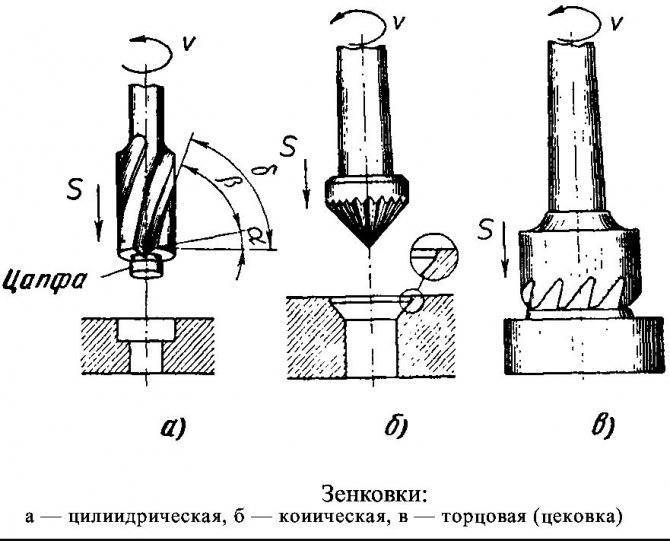
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
1 Зенкер – назначение и виды инструмента
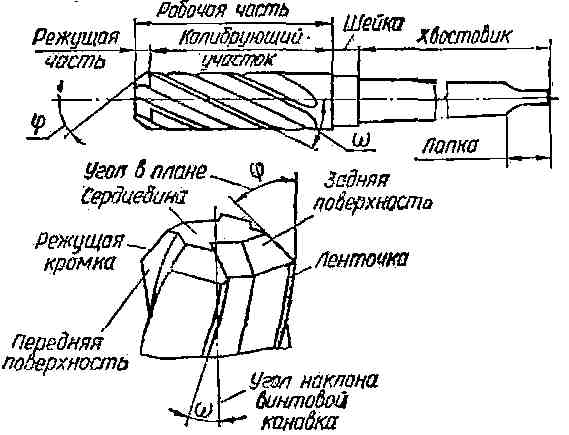
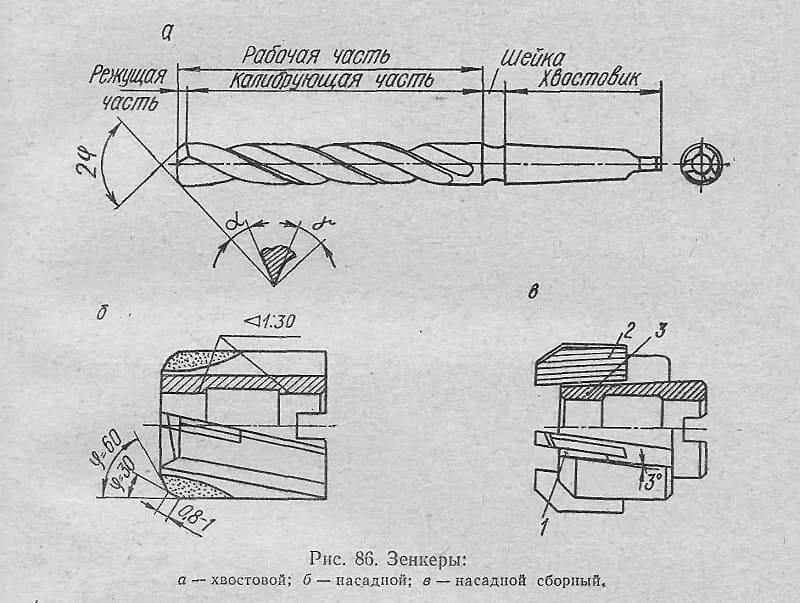
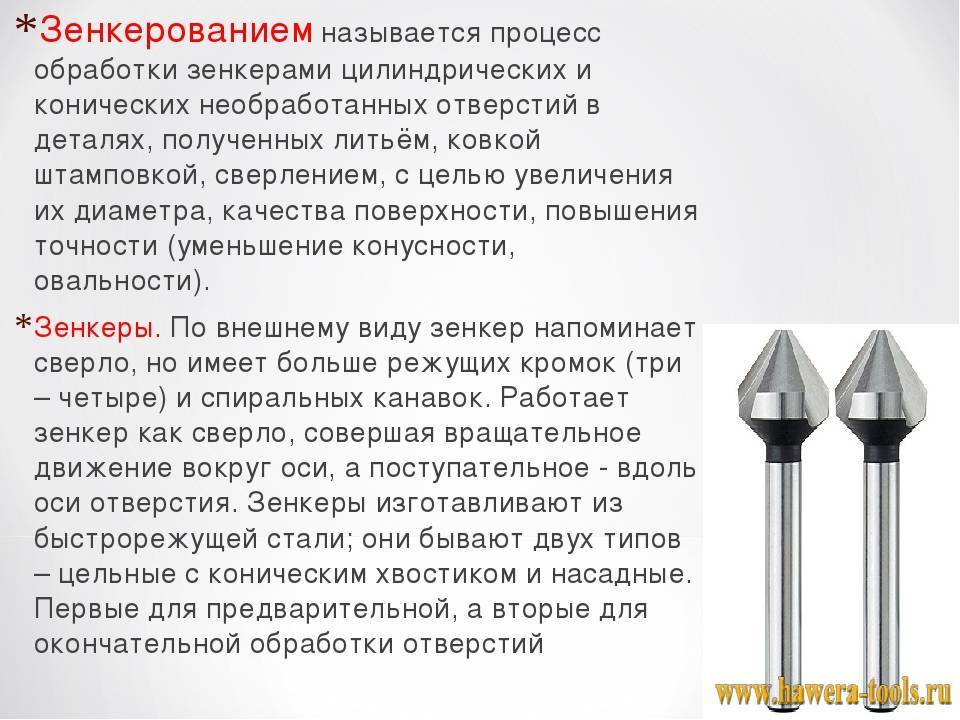
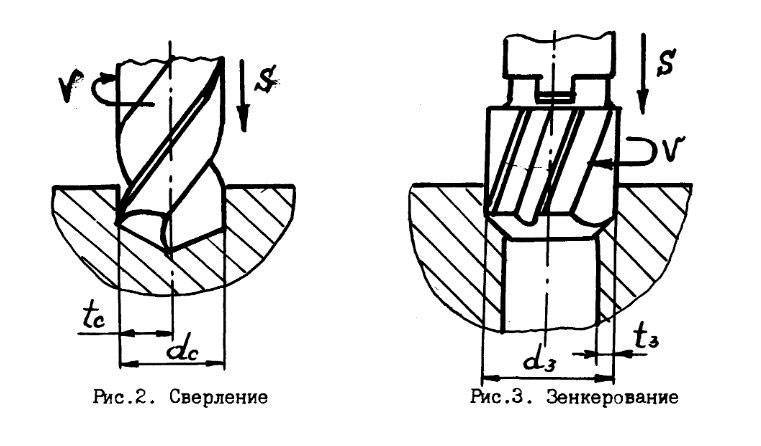
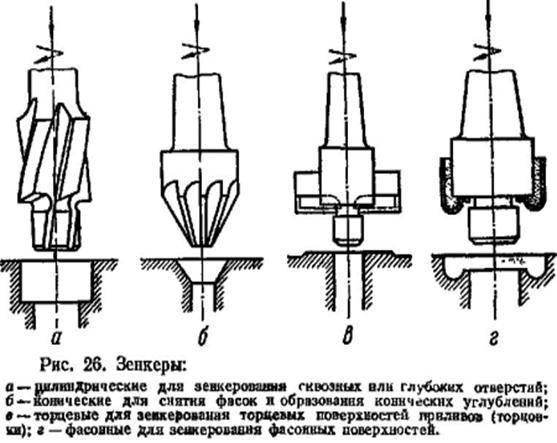
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.

Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Терминология
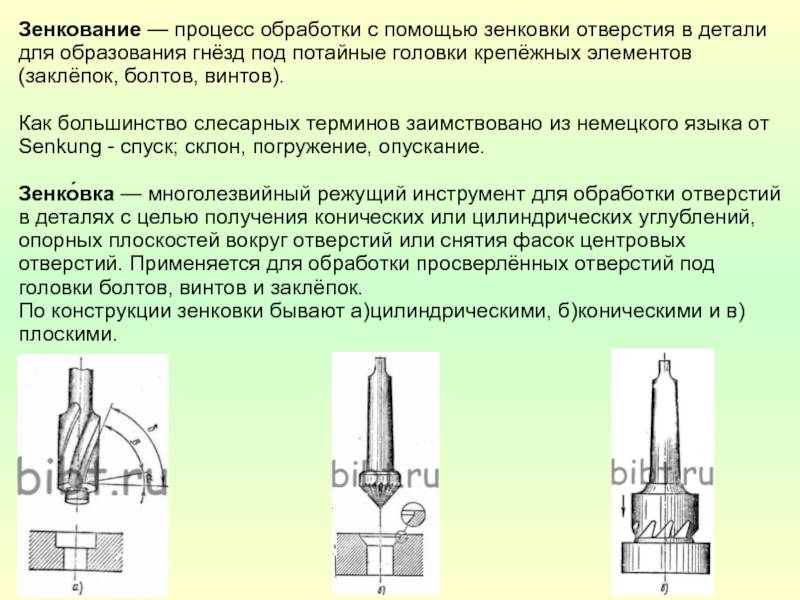
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки

Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.

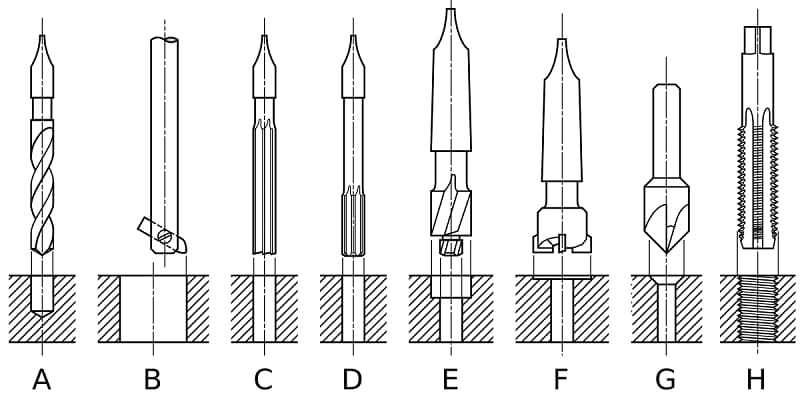





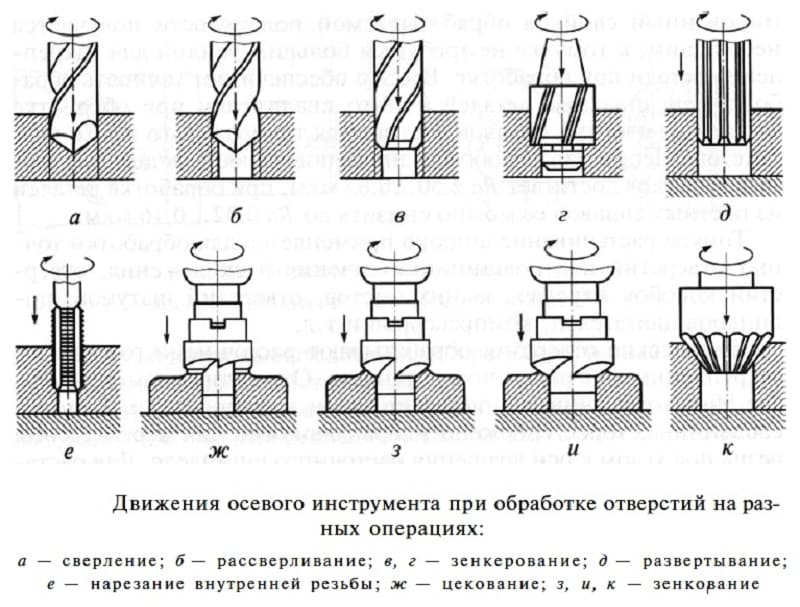
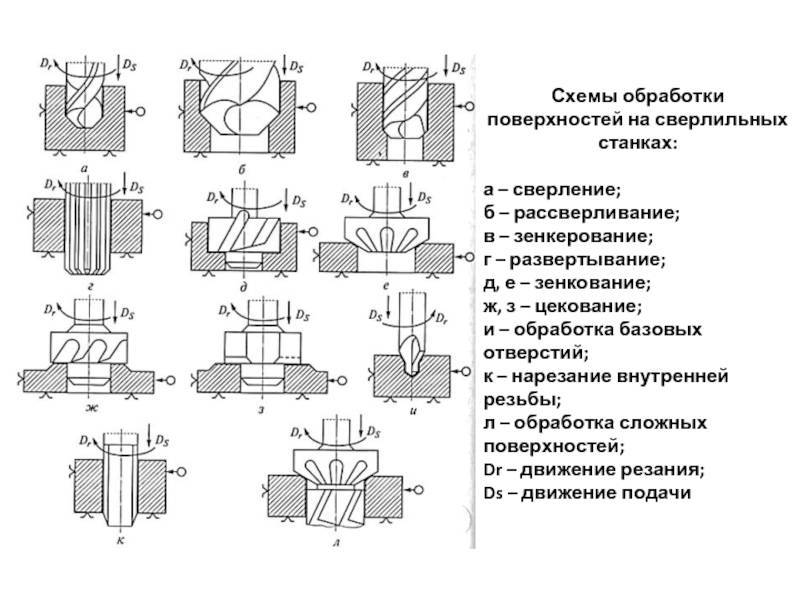
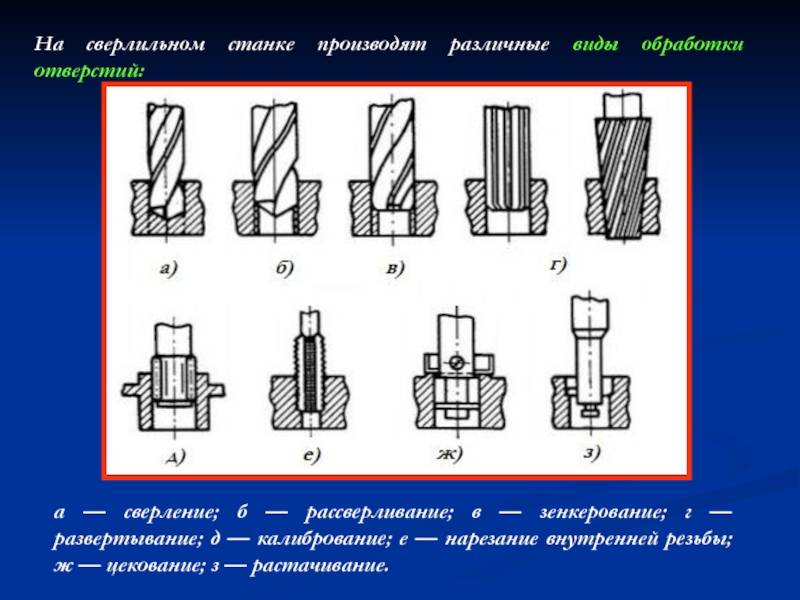
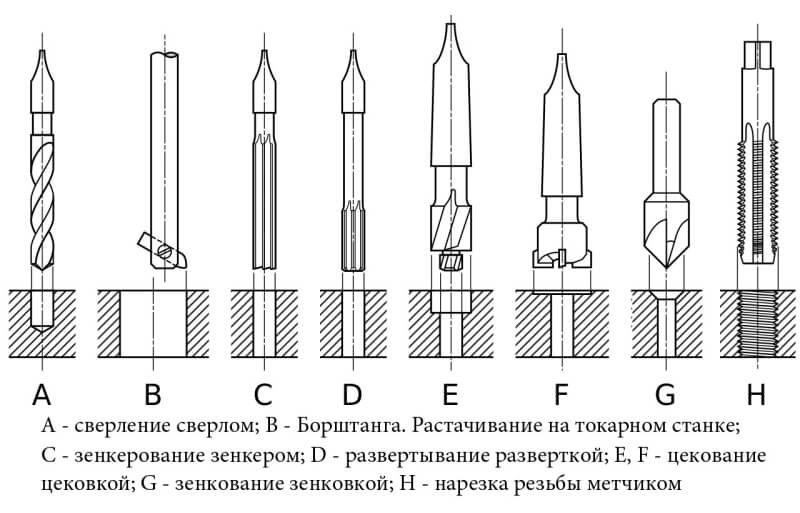
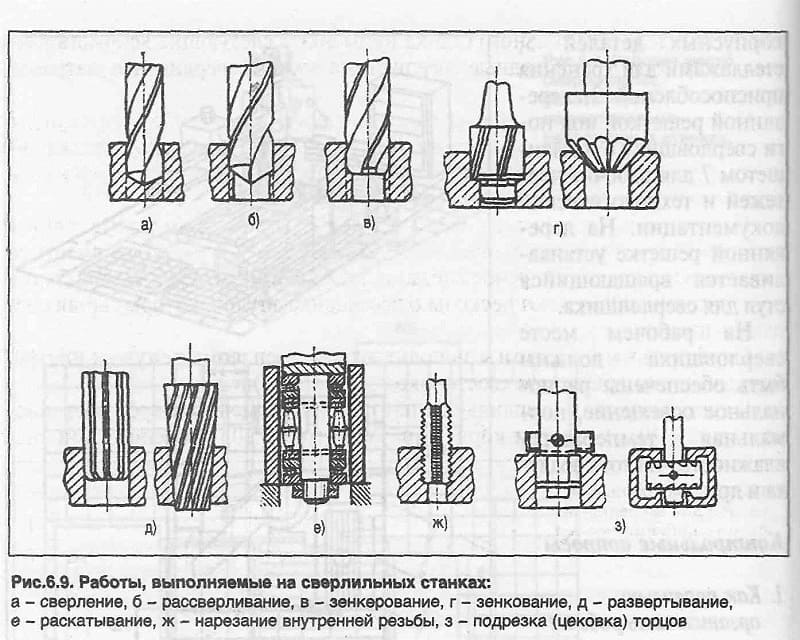
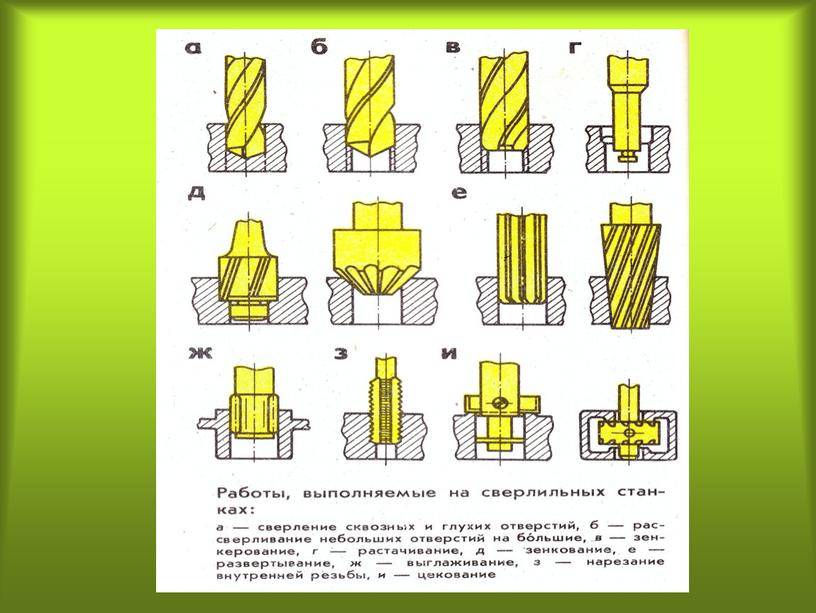
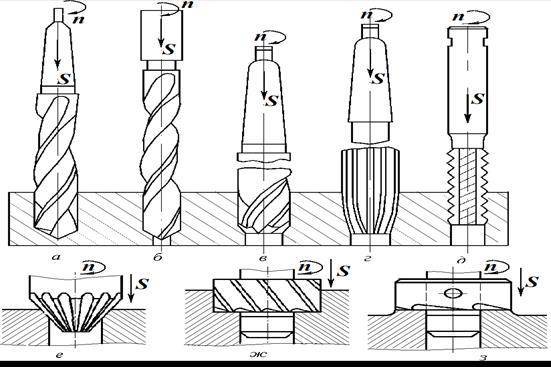
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
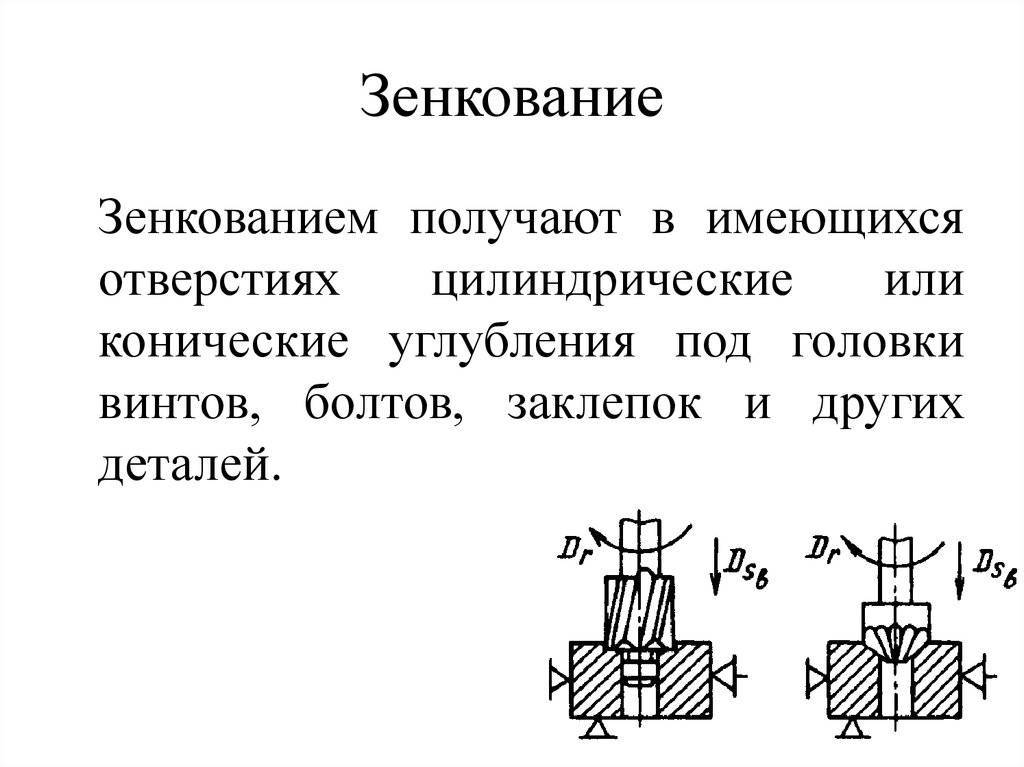
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Это интересно: Воронение металла, стали в домашних условиях
- Делаем стойку для дрели своими руками: инструкция, чертежи, видео
- Чем и как просверлить плитку, чтобы она не треснула?
- Технология: чем шлифовать бревна сруба
- Как с помощью болгарки резать металл
- Как клеить стеклохолст правильно?
- Акриловая грунтовка глубокого проникновения: выбор, назначение и технология нанесения
- Как почистить засохший пистолет для пены. как чистить пистолет для монтажной пены и удалять пятна с поверхностей. какие пистолеты для монтажной пены можно чистить
- Свойства и виды дюбель-грибков для крепления утеплителя
- Кормушка для птиц из фанеры. своими руками. 500 фото, чертежи, инструкции
- Недостатки полипропиленовых труб в отоплении дома
- Настенный карниз: как вешать, фото
- Монтаж зеркала на стену различными способами
- Как и с помощью чего крепить лестничные балясины?
- Плинтусные и напольные электрические розетки. устройство и монтаж
- Как правильно установить подрозетник?
- Вентиляционные решетки для подоконников
- Обзор теплоизоляции изовер
- Когда здоровье в ваших руках: купель для бани на зависть соседям
- Выбираем дюбеля для гипсокартона
- Виды инструментов для работы с деревом, специфика применения
- Как заделать стык между ванной и стеной? 8 популярных вариантов
- Ремонт электрооборудования на судах — оконцевание кабелей
- Изготовление и подключение печи для бани с теплообменником для воды
- Какие размеры сэндвич трубы лучше использовать для дымохода
- Запас горячей воды, который всегда под рукой: как работает электрический водонагреватель для отопления?
С этим читают
- Делаем стойку для дрели своими руками: инструкция, чертежи, видео
- Чем и как просверлить плитку, чтобы она не треснула?
- Технология: чем шлифовать бревна сруба
- Как с помощью болгарки резать металл
- Как клеить стеклохолст правильно?
- Акриловая грунтовка глубокого проникновения: выбор, назначение и технология нанесения
- Как почистить засохший пистолет для пены. как чистить пистолет для монтажной пены и удалять пятна с поверхностей. какие пистолеты для монтажной пены можно чистить
- Свойства и виды дюбель-грибков для крепления утеплителя
- Кормушка для птиц из фанеры. своими руками. 500 фото, чертежи, инструкции
- Недостатки полипропиленовых труб в отоплении дома
В чем отличие зенковки от цековки
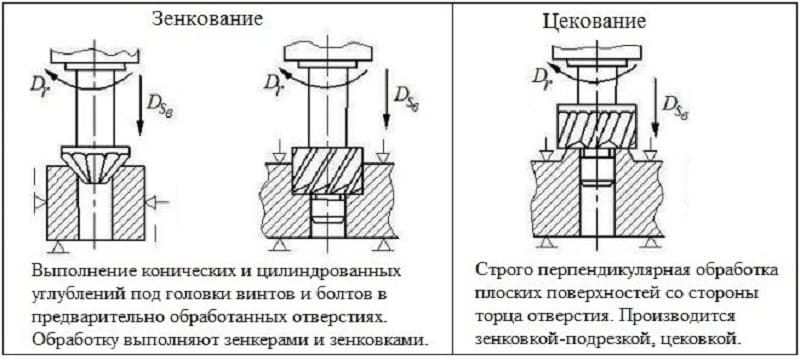
При сборке конструкций и механизмов часто возникает необходимость в подготовке и высокоточной обработке опорных поверхностей под головки крепежных болтов или винтов. Для этого существует специальный металлорежущий и металлообрабатывающий инструмент – зенковки и цековки. Несмотря на схожую геометрию, они имеют разное предназначение.
Что такое зенкование?
 Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Зенкование – расширение входной части круглого отверстия для винтов с цилиндрическими или коническими (потайными) головками. Этот технологический процесс выполняется зенковкой соответствующей формы. Конические создают опорную поверхность с углом скоса 60, 75, 90, 120 градусов. Как подобрать коническую зенковку по размеру крепежа, можно узнать из предыдущей статьи.
Цилиндрические зенковки формируют углубление в форме цилиндра под винты с внутренним шестигранником DIN 912 или под винты с полукруглыми и шестигранными головками, которые согласно проекту должны быть утоплены в теле детали. Инструмент имеет зубья на торце и направляющую цапфу для точного центрирования режущей части относительно оси отверстия.
Что такое цекование?
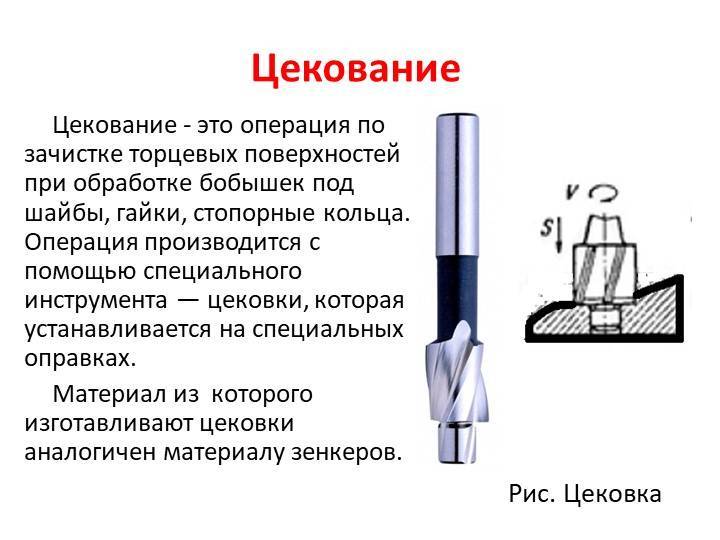
 Цекование – это следующий этап подготовки отверстия, который заключается в чистовой обработке (выравнивание, зачистка) плоского дна уже сформированного углубления в теле детали. Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цекование – это следующий этап подготовки отверстия, который заключается в чистовой обработке (выравнивание, зачистка) плоского дна уже сформированного углубления в теле детали. Цековка тоже имеет торцевые зубцы и цапфу, а на боковой поверхности стружечные канавки. Цапфа может быть сменной или постоянной.
Цекование позволяет получить абсолютно гладкие, ровные опорные плоскости под упорные кольца, плоские шайбы или головки крепежных деталей, а также позволяет добиться идеальной перпендикулярности между опорной плоскостью и осью отверстия.
По сути цековка по металлу выполняет ту же работу, что и зенкер, только зенкер обрабатывает стенки отверстия, а цековка – торцы. Именно поэтому ее часто называют торцевым зенкером. Еще ее применяют для проточки клапанов, подрезания и зачистки торцов бобышек под шайбы, упорные кольца, гайки. Ею можно подравнивать заглубленные уступы, сформированные в результате сверления ступенчатых отверстий.
Вывод:
— Если нужно расширить входную часть просверленного отверстия для посадки головок крепежа – используйте цилиндрическую зенковку. — Если необходимо повысить качество обработки торцевой части изготовленного углубления – выбирайте цековку.
Какова оптимальная скорость резания?
При зенковании или цековании скорость резания устанавливается в зависимости от обрабатываемого материала. Оптимальные значения приведены ниже.
Источник – «Энциклопедия по машиностроению XXL».
| Сталь HB ≤ 180 | 10-18 м/мин |
| Сталь HB ≥ 180 | 7-12 м/мин |
| Чугун твердый | 7-12 м/мин |
| Чугун средней твердости, бронза | 12-23 м/мин |
| Алюминиевые сплавы | 40-65 м/мин |
Примечание: Наименьшие значения скорости соответствуют инструменту большего диаметра, а наибольшие значения – меньшему диаметру. При использовании твердосплавных зенковок и цековок возможно увеличение скорости в 1.8-2 раза.
Другие параметры, задаваемые на обрабатывающем станке, такие как глубина резания, подача, поправочные коэффициенты, мощность, являются расчетными и определяются по табличным данным из действующих в отрасли нормативных документов.
Полезные советы 13.09.2019 12:28:11



Отзывы могут оставлять только зарегистрированные пользователи. Пожалуйста, зарегистрируйтесь
Написать отзыв
Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
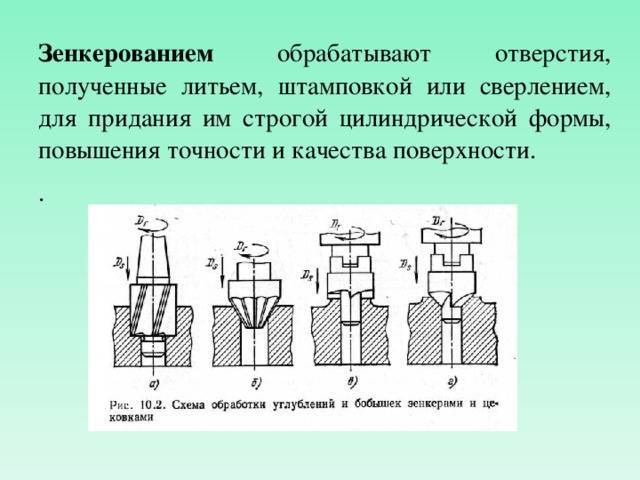
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.
Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки
Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
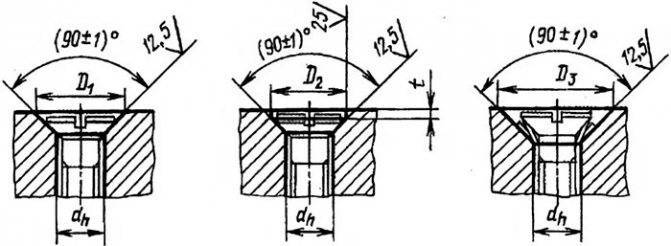
Таблица 1. Размер зенковки под головку винта (с учетом допусков).



| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | |||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | ||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — |
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности H11
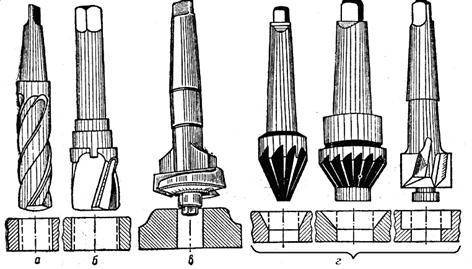
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
При работе с зенкерами следует учитывать условия работы:
При выполнении работ зенковой не забывайте об охлаждении и смазывании рабочей поверхности и зенковки. Если обрабатываете цветной металл или изделия из стали, применять смазывание и охлаждение не обязательно.
- При выборе зенкера, учитывайте материал с которым будете работать.
- Не забывайте о возможности выбора крепления зенкера в патроне станка.
- Предполагаемый объём отверстий, доступ к обрабатываемому отверстию.
Правила работы инструментом
- Для каждого рода работы нужно выбирать подходящий для этого тип режущего элемента: для образования конуса с заглублением – зенковку с продолговатым телом и направляющей цапфой, для небольших углублений – обычную конусную зенковку, для твердых сплавов – инструмент с твердосплавными напайками.
- Диаметр режущего элемента должен соответствовать необходимому диаметру углубления. Если делать обработку инструментом с гораздо большим диаметром, это может привести к плохой центровке углубления относительно отверстия, несоблюдению угла конуса и точной глубины.
- При выборе скорости вращения резца нужно придерживаться тех оборотов, которые рекомендованы для конкретного данного инструмента. Завышение оборотов ведет за собой перегрев рабочей части и быстрый износ режущих кромок.
- При работе с чугуном или сплавами из твердого материала необходимо отводить тепло из рабочей зоны, для этого нужно применять специальные эмульсии.
- Зенковка должна быть точно отцентрирована относительно середины отверстия.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.

Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.




Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.
Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.

Особенности зенкерования
Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Нередко бывает так, что при создании отверстия с помощью сверла происходит отклонение от центральной точки. Это обуславливается недостаточной жесткостью режущего инструмента. Зенкер характеризуется большей жесткостью, чем обыкновенное сверло, так как у него больше зубчиков.
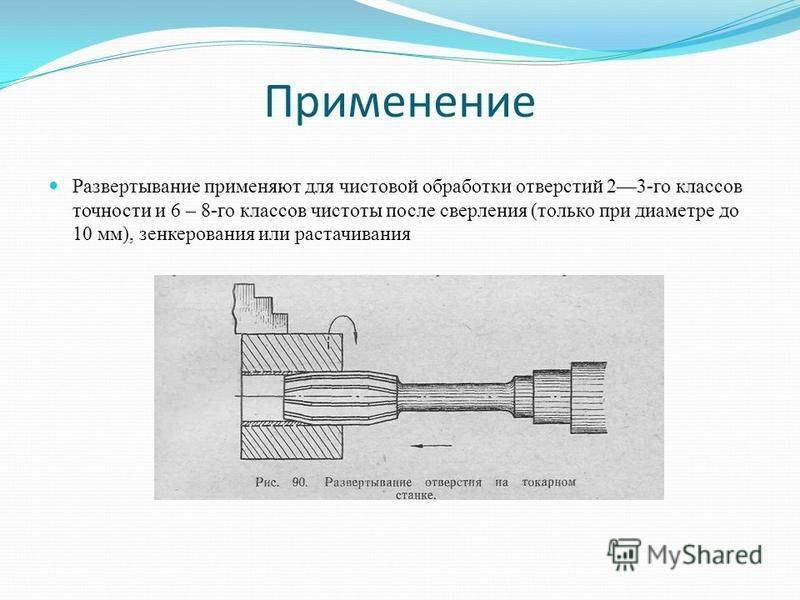
Более высокоточной операцией считается развертывание, которое представляет собой уже чистовой процесс обработки.
Зенкерование часто путают с зенкованием, для которого предусмотрено совершенно другое приспособление — зенковка. Этот инструмент обладает иной конструкцией и предназначен для других технологических операций.
Зенковка используется для устранения фаски с отверстий, а также при создании конических углублений. Существуют и цилиндрические зенковки, но эти приспособления называются цековками.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Виды инструментов для обработки отверстий
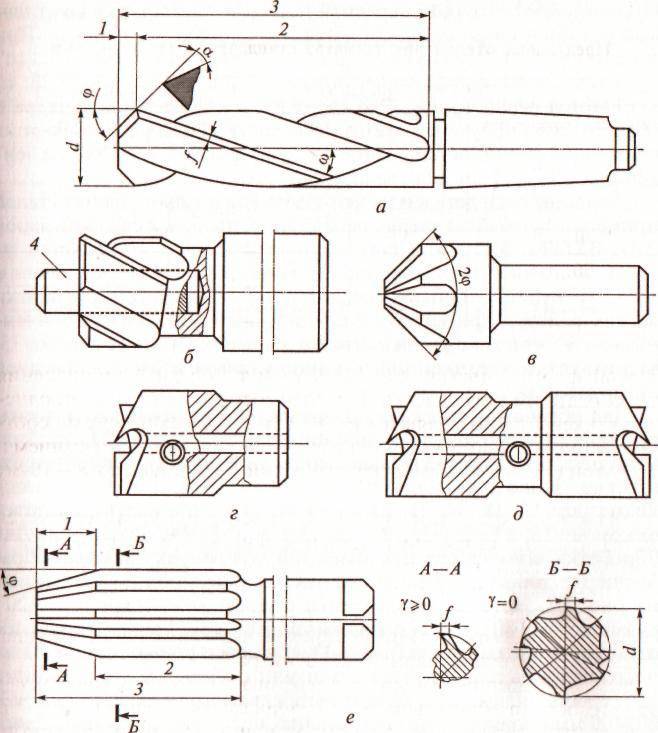
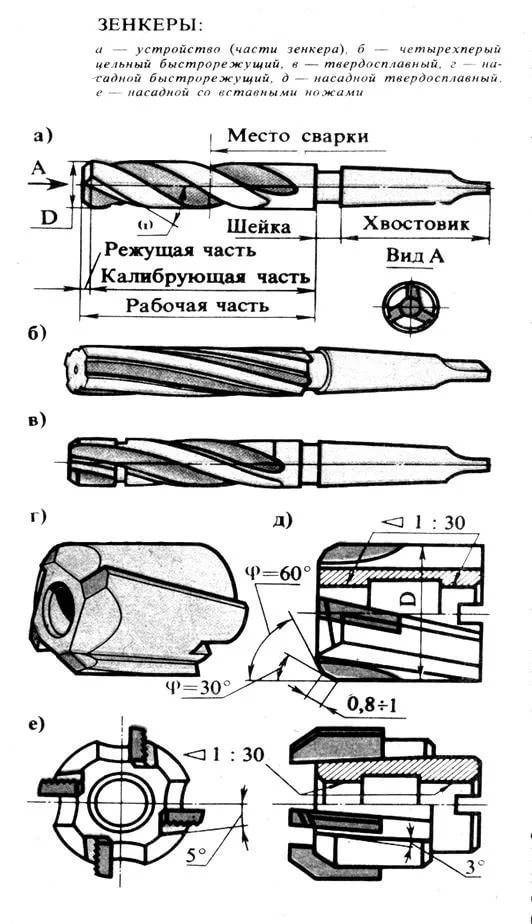
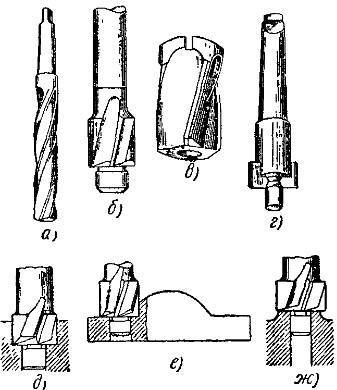
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная , а также инструментальные стальные сплавы. При этом на рабочую поверхность наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
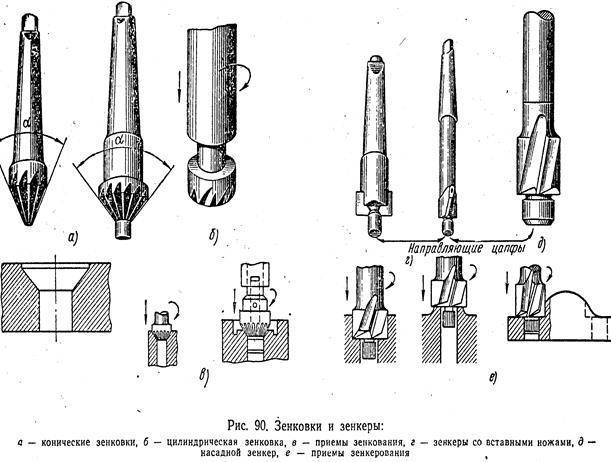
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.


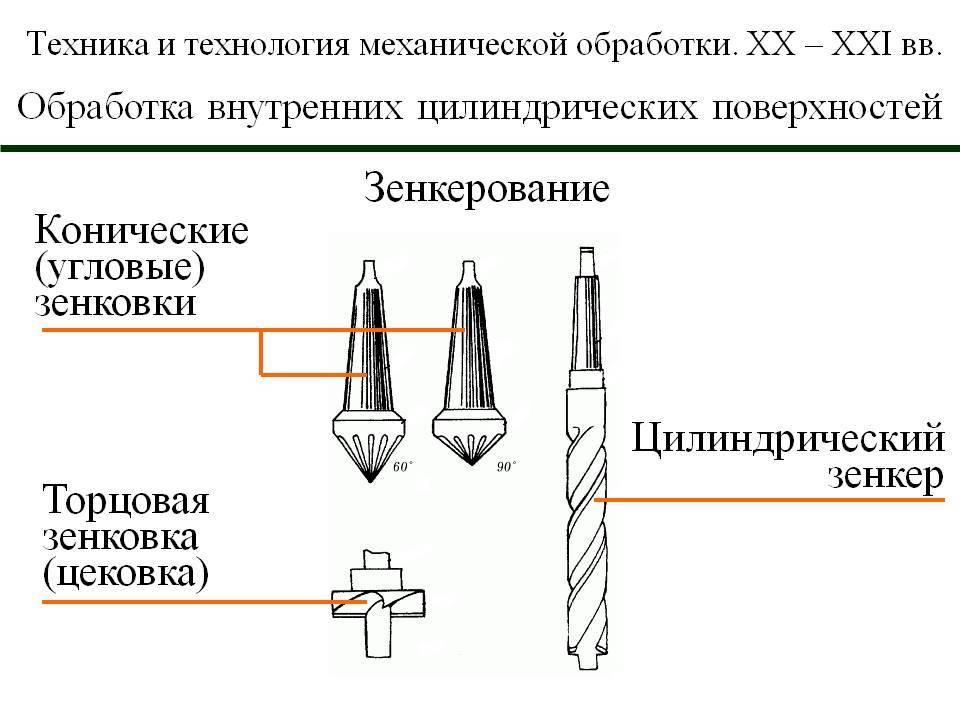
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.

Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам
Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Как зенкеровать металл правильно
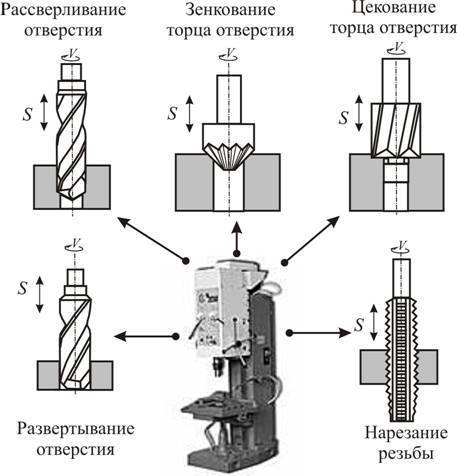
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.

Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.





