

На какие критерии обратить внимание при выборе аппарата для TIG-сварки?
Диапазон силы тока. Один из важных критериев при выборе сварочного аппарата для аргонодуговой сварки. Узкий диапазон силы тока ограничивает возможности при работе с различными металлами. Например, агрегат с диапазоном 5-230 А позволяет варить алюминий толщиной не более 6,3 мм и нержавеющую сталь толщиной 0,6 мм. Сварка алюминиевых деталей требует большей рабочей силы тока, чем соединение заготовок из нержавеющей стали. Сварочное оборудование с диапазоном силы тока 200 А не дает возможности работать с алюминием, толщина которого составляет от 3,2 до 4,6 мм. Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить.
Наименьшая рабочая сила тока
При покупке сварочного аппарата для аргонодуговой сварки особое внимание следует уделить стабильности дуги при силе тока меньше 10 А. От этого параметра зависит легкость образования дуги и ее регулировка при дальнейшей работе
Тонкие листы металла варят при помощи вольфрамовых электродов, при этом следует избегать высоких частот и горячего старта. Функция «Hot Start» не обеспечивает стабильность дуги, лишает сварщика возможности ее точного контроля в процессе работы. Также при использовании этой функции высок риск прожечь тонкий металлический лист
Стабильность дуги важно обеспечить в конце сварочного процесса – при завершении шва. На заключительном этапе TIG-сварки силу тока обычно снижают для того, чтобы заполнить полость в конце сварочного шва.
Переменный и постоянный ток
Если вы планируете сваривать не только нержавеющую сталь, но и алюминий, то стоит выбирать сварочное оборудование с переменным (AC) и постоянным током (DC). Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления.
Простота эксплуатации. Большинство современных моделей, представленных на рынке, имеют понятные панели управления и в целом просты в эксплуатации. Однако, если вы собираетесь работать с алюминием, то агрегат должен иметь педаль, регулирующую силу тока. Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны.
Вентиляция. Сварочное оборудование для TIG-сварки оснащено вентиляторами, которые могут работать постоянно либо включаться по датчику температуры, когда устройство нагревается. Работающий на постоянной основе вентилятор затягивает внутрь аппарата пыль и мелкую грязь, что негативно отражается на сроке эксплуатации оборудования. Вентилятор, включаемый только при нагреве, изменяет температуру внутренней среды агрегата (с горячей на холодную), что неблагоприятно отражается на электронных компонентах устройства. Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата.
Разновидности сварочных аппаратов тиг
Технология TIG сварки
TIG методика является технологическим развитием аргонно-дуговой сварки и по основным принципам работы является очень схожей, только более совершенной и универсальной, охватывая способностью термического соединения всех существующие металлов и их сплавов.
Основное различие аппаратов простой АДС и TIG методики заключается в технологии сварки и в устройстве сварочной горелки. Так, для сварочных аппаратов TIG в конструкции горелки предусмотрен неподвижно закрепленный вольфрамовый электрод с возможностью небольшого диапазона регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
А также оборудование для тиг сварки может различаться возможностью использования в своей работе переменного электрического тока (АC) для соединения черных металлов, алюминия и его различных сплавов или постоянного тока (DC) для сваривания деталей из легированных и нержавеющих сталей, а также различных цветных металлов. Считается больше нормой, чем достоинством, наличие двух режимов работы АC и DC у аппаратов для TIG сварки.
Любой сварочник tig состоит из нескольких основных блоков:
- выпрямителя, в виде мощного диодного моста;
- высокочастотного мощного транзисторного инвертора, который служит для преобразования постоянного тока в переменный;
- высокочастотного силового трансформатора;
- электронного блока управления для возможности регулировки силы и частоты сварочного тока.
Дополнительный функционал
В зависимости от функциональной насыщенности этих блоков аппараты для tig сварки могут иметь и ряд весьма полезных дополнительных функций таких, как:
- squarewave технология, которая уменьшает нестабильность горения дуги переменного тока для улучшения качества сварного шва;
- технологии HF для бесконтактного зажигания дуги, так как при отсутствии HF-осциллятора дугу зажигают контактным способом, что снижает начальное качество сварного шва;
- Lift-Arc технология, позволяющая при касании электродом детали постепенно наращивать силу тока дуги до получения рабочей величины.
Сегодня на рынке предлагаются универсальные сварочные аппараты, которые способны при смене приспособлений и установки соответствующих режимов работать:
- по TIG технологии с неподвижным вольфрамовым электродом;
- по обычной GTA технологии с автоматической подачей присадочной проволоки;
- по простой технологии MMA со штучными покрытыми электродами.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.










Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
Как варить TIG сваркой
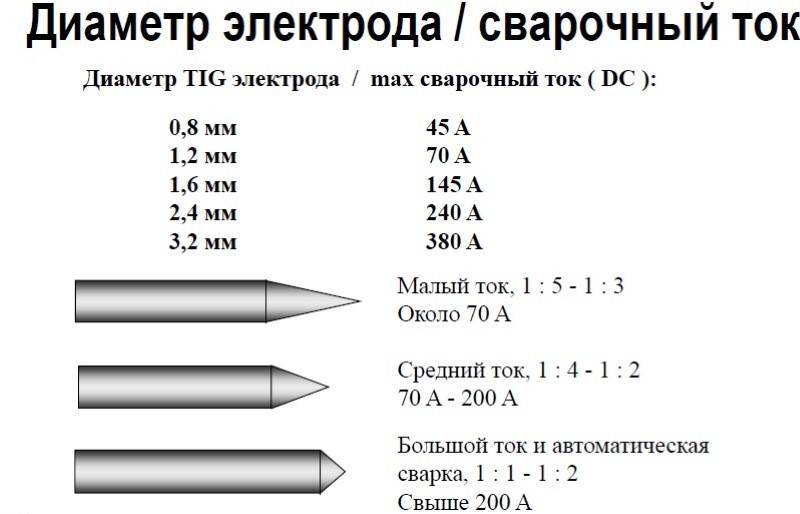
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Оборудование и материалы, необходимые для выполнения TIG сварки
Сваривать железо при помощи аргонодуговой сварки типа TIG можно и обычным инвертором. Он работает в импульсном режиме, что способствует нормальному поджигу дуги и дальнейшему процессу сплавления. Что касается перечня оборудования, то для работы потребуется следующий набор из устройств и аксессуаров:
- Инверторный аппарат, у которого есть клапан для управления подачей газа с опережением в 1 секунду.
- Рукав с токоведущим проводом и горелка, в которой интегрирован держатель для электрода и имеется выход для газа.
- Баллон с аргоном, который подключен к входному отверстию на аппарате.
- В некоторых моделях также имеется педаль для управления подачей газа, но тогда надо выдерживать время перед поджигом дуги самостоятельно.
- Система охлаждения горелки. Она используется в тех случаях, когда сварка выполняется более толстых деталей на большем расстоянии до них. В качестве жидкости используется дистиллированная вода, циркулирующая через рукоятку.
Перед тем, как начать работать со сваркой в режиме TIG, рекомендуется просмотреть видео от профессионалов. Там мастера подробно описывают не только оборудование, но и сам процесс происходящего, нюансы и особенности
Важно отметить, что варить таким аппаратом просто, но без практики качественный шов с первого раза не получится
Конструкция оборудования
Любой сварочный аппарат класса TIG включает в свою конструкцию следующие обязательные модули:
- выпрямитель, состоящий из мощного тиристорного моста;
- специальное электронное устройство (инвертор), служащее для преобразования DC тока в АC;
- импульсный трансформатор;
- блок управления работой аппарата TIG, с пульта которого можно регулировать силу сварочного тока и его частоту.
Указанное оборудование может быть рассчитано и на дополнительные функциональные возможности, к которым может быть причислена «tig squarewave» технология, снижающая нестабильность дуги и повышающая качество шва.
Сюда же следует отнести и современный метод бесконтактного дугового зажигания (HF), в отсутствии которого этот процесс реализуется «по старинке» (то есть контактным способом).
Современные сварочные инверторы TIG за счёт наличия комплекта сменного оборудования и возможности выставлять соответствующие режимы работы также могут быть отнесены к категории универсальных устройств.
Они могут работать как по методу TIG (с жёстко фиксированным вольфрамовым стержнем), так и по общепринятой GTA технологии, сопровождающейся подачей проволоки в автоматическом режиме.
И, наконец, их можно эксплуатировать как обычные MMA-аппараты, включающие в свой комплект стандартные неплавящиеся (покрытые) электроды.
Плюсы и минусы TIG сварки
Режим TIG сварки имеет много особенностей, потому что представляет собой несколько иной метод работы. Поэтому и работать с ней необходимо определенным образом. Сначала стоит рассказать про преимущества:










- Выполнять сварку можно с любым типом тока, AC или DC.
- Сварные швы получаются более ровными и гладкими.
- Данный тип сварки позволяет работать с тонкостенными заготовками, не проплавляя их, так как присадка подаётся вручную.
- При работе используется негорючий газ, что способствует соблюдению техники безопасности.
- Такая сварка хороша для начинающих, к тому же для работы может использоваться обычный инвертор.
- Так как электроды не плавятся, то одного стержня может хватить на длительное время.
- В конструкции предусмотрен удобный цанговый зажим для электродов различных диаметров на вентильной горелке.
- Обычно в профессиональных сварочных аппаратах предусмотрен осциллятор, с помощью которого обеспечивается стабильный поджиг дуги.
Кроме положительных моментов, TIG-сварка также имеет и ряд отрицательных черт. Учитывая, что сварка выполняется в среде тяжёлого газа, то работы должны выполняться в закрытом помещении с минимальным количеством воздушного потока.
Также наблюдается неравномерность толщины сварного шва из-за того, что сварочный пруток подаётся вручную. К тому же такая сварка весьма ограничена, потому что работать можно только возле баллона с аргоном, который транспортировать очень тяжело из-за большого веса. Если сварка по такой технологии производится в автоматическом режиме, то шов получается идеальный.
Режимы
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.
Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Принцип действия и сфера применения
Сварочный инвертор аргонно дуговой сварки — это аппарат для выполнения неразъемных электросварных соединений металлических деталей с использованием аргона, выполняющего функции защитного газа.
С точки зрения автоматизации процесса, режим аргоновой сварки может осуществляться:
- Вручную;
- Полуавтоматически;
- Автоматически.
В технологическом аспекте, работа может выполняться:
- С применением плавящегося электрода;
- Посредством неплавящегося электрода.
По сложившейся традиции, когда говорят об аргоновой дуговой сварке, подразумевают ручную TIG – сварку. В этой технологии используется тугоплавкий вольфрамовый электрод и присадочный пруток, который подается к месту сварки вручную. Соединение деталей осуществляется за счет расплавления кромок свариваемого материала и присадочного прутка.











Фото 1. Комплект для аргоновой дуговой сварки
На фото 1 изображен аппарат аргонно дуговой сварки с комплектом аксессуаров, в состав которого обычно входят:
- Собственно аппарат, заключенный в корпус;
- Газовая горелка, служащая для удержания вольфрамового электрода и подачи аргона в область сварки;
- Набор сменных сопел и электродов разного диаметра для работы с металлами и сплавами разной толщины и состава. На фото 2 представлены электроды;
- Комплект на фото содержит также держак для штучного электрода. Большинство аппаратов этого класса поддерживают возможность выполнения ручной дуговой сварки (ММА);

Фото 2. Вольфрамовые электроды для работы с различными металлами
На лицевой панели аппарата располагается цифровой индикатор тока, органы управления параметрами режима сварки, разъемы для подключения горелки, держака и проводов дистанционного управления.
Источником сварочного тока служит инверторный преобразователь. Инвертором называется устройство, которое, питаясь постоянным током, на выходе формирует переменное напряжение определенной частоты.
Трансформация переменного напряжения высокой частоты осуществляется импульсным трансформатором, имеющим очень малые размеры в сравнении с обычным, работающим на промышленной частоте. Далее, пониженное до необходимого уровня высокочастотное напряжение выпрямляется. Для сглаживания пульсаций применяются фильтровые конденсаторы, емкость которых, и, соответственно, габариты, также значительно уменьшаются с ростом частоты тока. Эти факторы определяют компактность и малый вес инверторных аппаратов.
Наиболее распространенным направлением применения аргоновой сварки является сваривание алюминия. Кроме этого, данная технология позволяет качественно соединять детали из титана, нержавеющей стали, чугуна, цветных и черных металлов. При использовании данного метода для соединения металлов, традиционно свариваемых ручной электродуговой сваркой плавящимся электродом, отмечается значительно более высокое качество сварного шва. К тому же шов сразу получается чистым и не требует механической обработки. На фото 3 продемонстрировано соединение обычных стальных труб аргоновой дуговой сваркой.

Фото 3. Сварка аргоном стальных труб
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.










Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Нюансы использования инверторов
Для работы с алюминием, а также его сплавами нужен переменный ток. Это значит, что для подобной работы вместо TIG DC потребуется AC-DC. Универсальный агрегат для аргонной сварки считается одним из наиболее сложных среди агрегатов TIG. Переменный контур предусмотрен схемой инверторов AC-DC, что позволяет при смене характера работ легко переходить на сварку алюминия, его сплавов.
На практике доказано, что использование мастерами агрегатов TIG DC, то есть постоянного тока для сваривания алюминия, приводит к низкому качеству швов по причине формирования оксидной тугоплавкой пленки на поверхности сплава. Благодаря особым процессам в дуге под влиянием переменного тока (то есть, когда работает агрегат TIG AC-DC), приводят к разрушению оксидной пленки и увеличению качества шва. Однако для достижения высокого результата сварщик должен действовать более четко и быстро, поскольку скорость создания шва достаточно велика. Качество стыка получается настолько хорошим, что не требуется дополнительной обработки швов. Как правило, ремонт сварочных аппаратов TIG DC и AC-DC выполняется в специализированных мастерских, а частота его проведения во многом зависит от эксплуатационной нагрузки.
Это интересно: Недорогие сварочные инверторы — лучшие модели. Стоит ли покупать?















