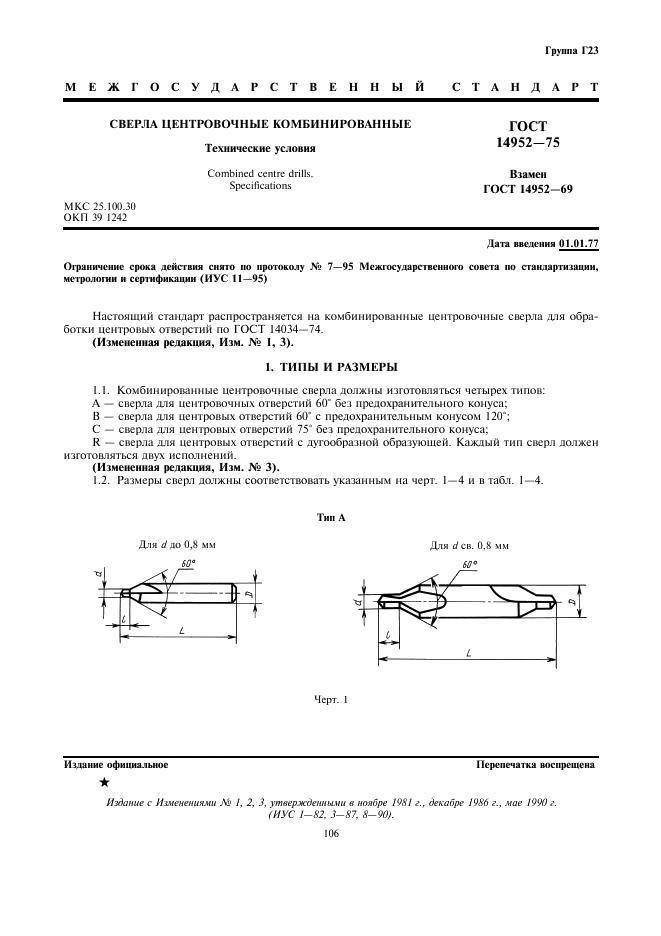
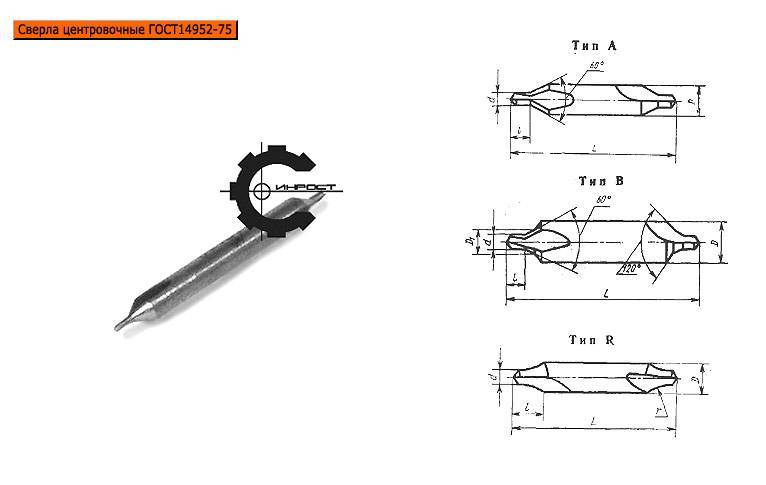
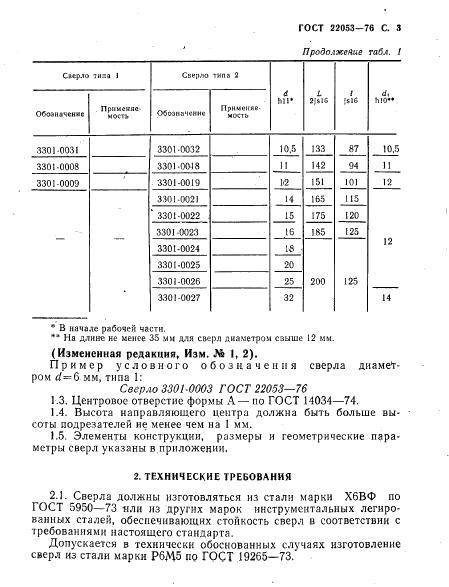
ТИПЫ И РАЗМЕРЫ
1.1. Комбинированные центровочные сверла
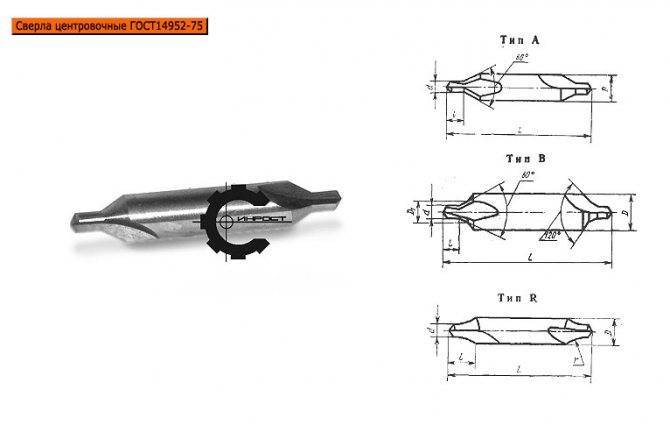
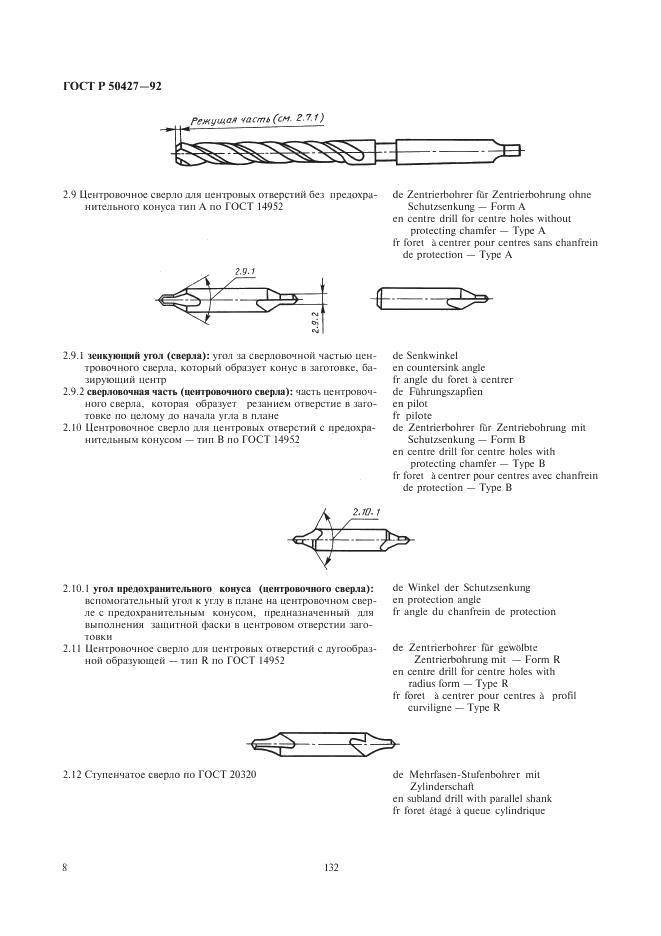
должны изготовляться четырех типов:
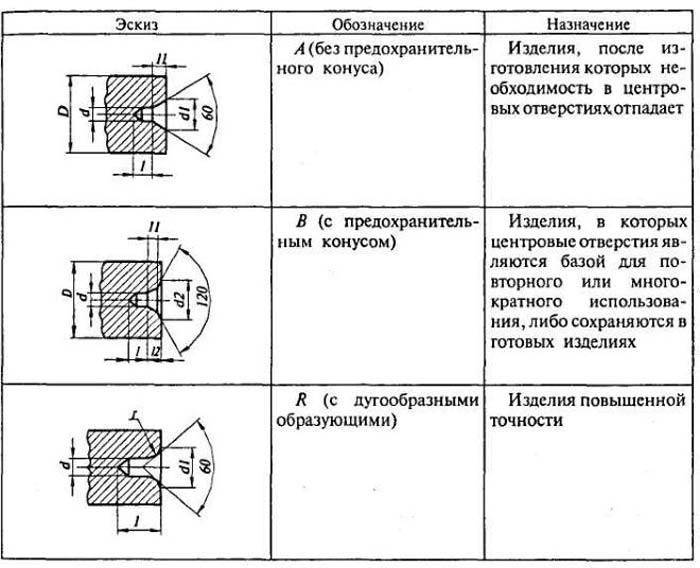
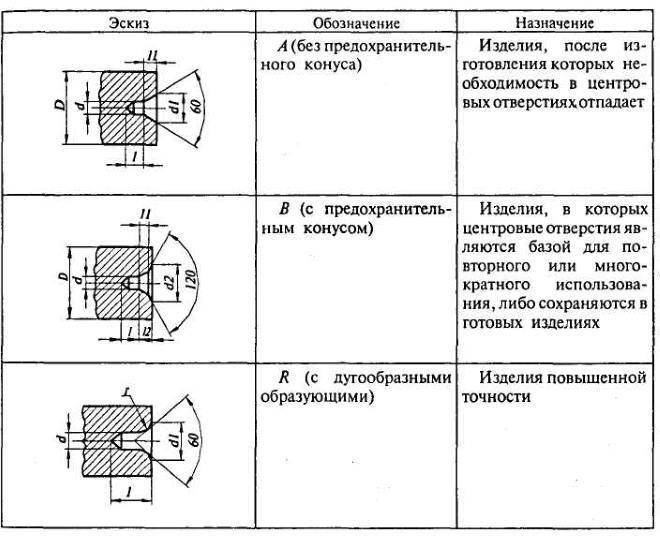
А — сверла для центровочных отверстий 60° без
предохранительного конуса;
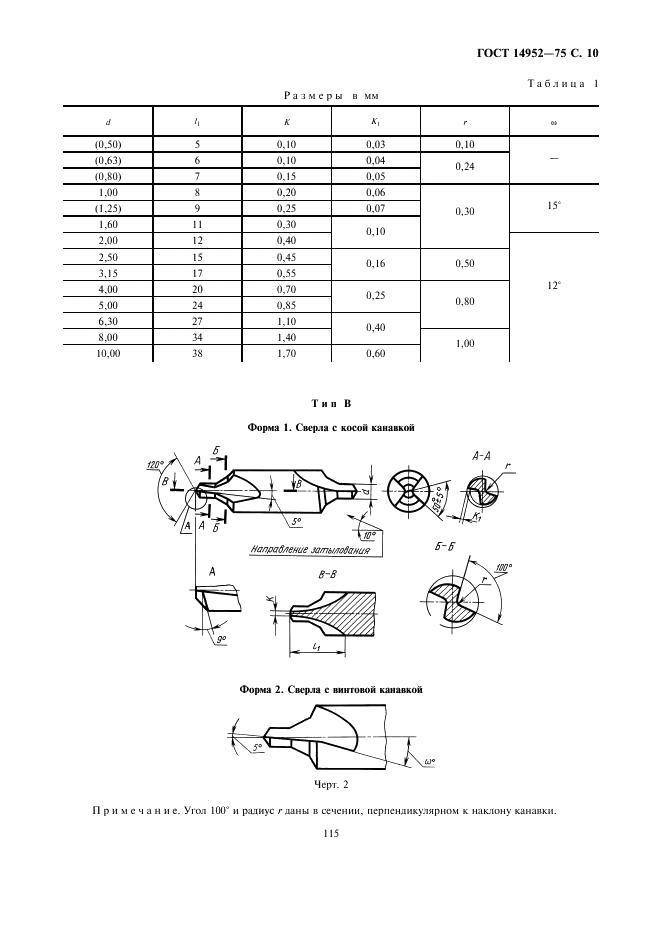
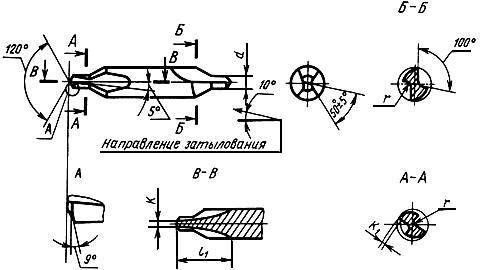
В — сверла для центровых отверстий 60° с
предохранительным конусом 120°;
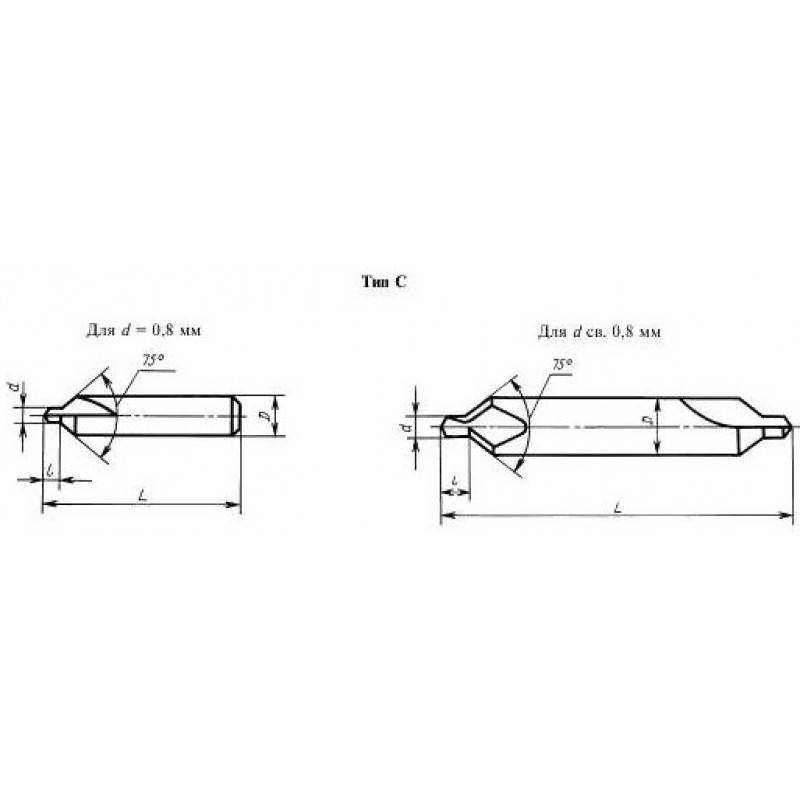
С — сверла для центровых отверстий 75° без
предохранительного конуса;
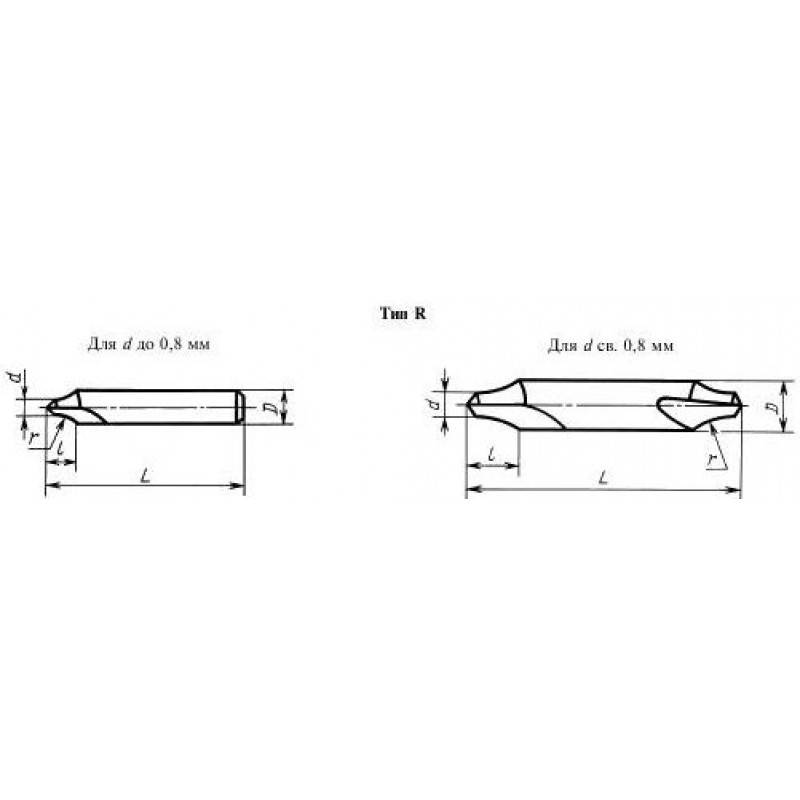
R — сверла для центровых отверстий с
дугообразной образующей. Каждый тип сверл должен изготовляться в 2 исполнениях.
(Измененная редакция, Изм. № ).
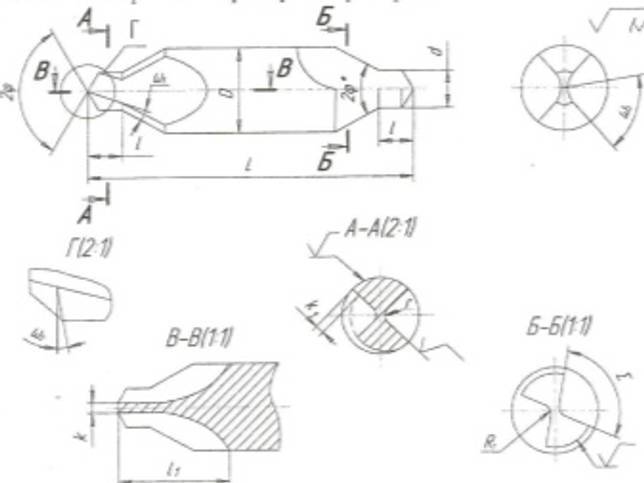
1.2. Размеры сверл должны соответствовать
указанным на черт. 1 — 4 и в табл. 1 — 4.
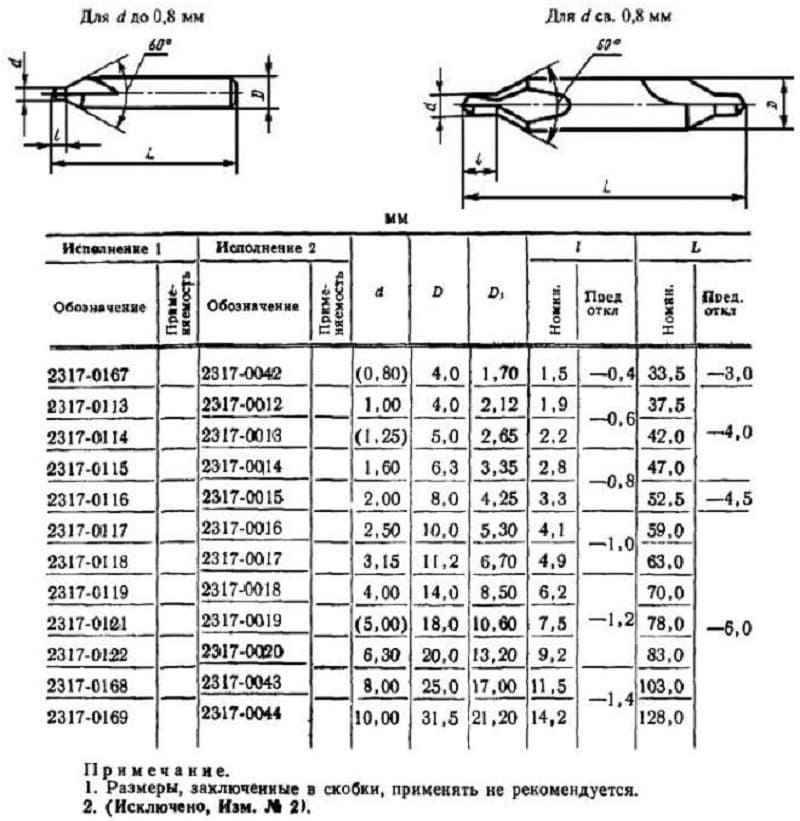
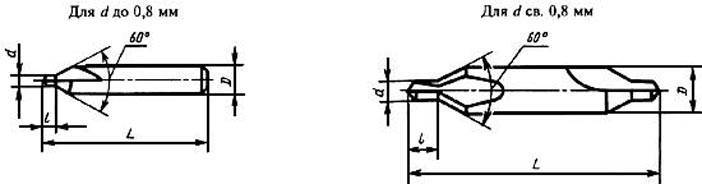
Тип А
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 1
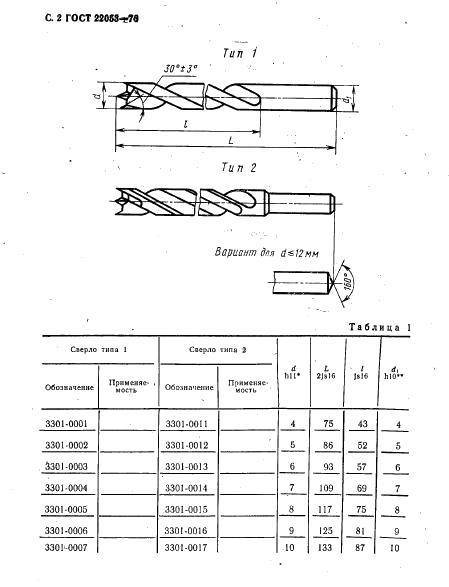
Таблица 1
мм
Исполнение 1 | Исполнение 2 | d | D | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
2317-0164 | 2317-0038 | (0,50) | 3,15 | 1,0 | -0,2 | 21,0 | -2,0 | ||
2317-0165 | 2317-0039 | (0,63) | 1,2 | -0,3 | |||||
2317-0166 | 2317-0041 | (0,80) | 1,5 | -0,4 | |||||
2317-0101 | 2317-0001 | 1,00 | 1,9 | -0,6 | 33,5 | -4,0 | |||
2317-0102 | 2317-0002 | (1,25) | 2,2 | ||||||
2317-0108 | 2317-0003 | 1,60 | 4,00 | 2,8 | -0,8 | 37,5 | |||
2317-0104 | 2317-0004 | 2,00 | 5,00 | 3,3 | 42,0 | ||||
2317-0105 | 2317-0005 | 2,50 | 6,30 | 4,1 | -1,0 | 47,0 | |||
2317-0106 | 2317-0006 | 3,15 | 8,00 | 4,9 | 52,0 | ||||
2317-0107 | 2317-0007 | 4,00 | 10,00 | 6,2 | -1,2 | 59,0 | -6,0 | ||
2317-0108 | 2317-0008 | 5,00 | 12,50 | 7,5 | 66,0 | ||||
2317-0109 | 2317-0009 | 6,30 | 16,00 | 9,2 | 74,0 | ||||
2317-0111 | 2317-0010 | 8,00 | 20,00 | 11,5 | -1,4 | 83,0 | |||
2317-0112 | 2317-0011 | 10,00 | 25,00 | 14,2 | 103,0 |
Примечание.
1. Размеры, заключенные в
скобки, применять не рекомендуется.


2. (Исключено, Изм. № 2).
Пример условного
обозначения сверла типа А,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75
Тип В
Черт. 2
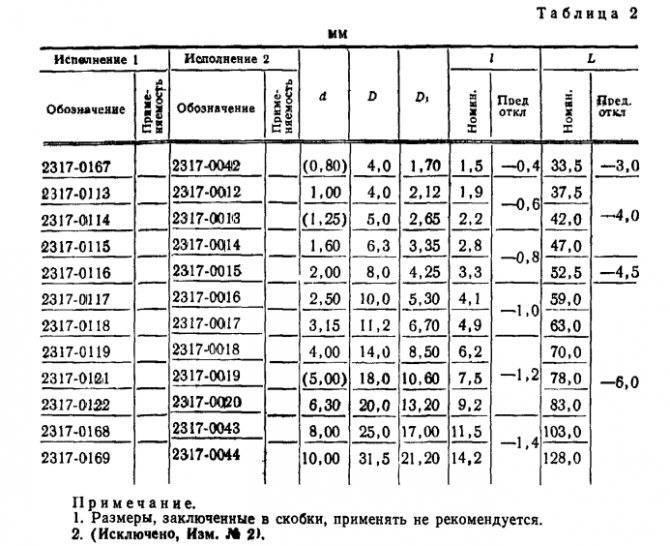
Таблица 2
мм
Исполнение 1 | Исполнение 2 | d | D | D1 | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
2317-0167 | 2317-0042 | (0,80) | 4,0 | 1,70 | 1,5 | -0,4 | 33,5 | -3,0 | ||
2317-0113 | 2317-0012 | 1,00 | 4,0 | 2,12 | 1,9 | -0,6 | 37,5 | -4,0 | ||
2317-0114 | 2317-0013 | (1,25) | 5,0 | 2,65 | 2,2 | 42,0 | ||||
2317-0115 | 2317-0014 | 1,60 | 6,3 | 3,35 | 2,8 | -0,8 | 47,0 | |||
2317-0116 | 2317-0015 | 2,00 | 8,0 | 4,25 | 3,3 | 52,5 | -4,5 | |||
2317-0117 | 2317-0016 | 2,50 | 10,0 | 5,30 | 4,1 | -1,0 | 59,0 | -6,0 | ||
2317-0118 | 2317-0017 | 3,15 | 11,2 | 6,70 | 4,9 | 63,0 | ||||
2317-0119 | 2317-0018 | 4,00 | 14,0 | 8,50 | 6,2 | -1,2 | 70,0 | |||
2317-0121 | 2317-0019 | (5,00) | 18,0 | 10,60 | 7,5 | 78,0 | ||||
2317-0122 | 2317-0020 | 6,30 | 20,0 | 13,20 | 9,2 | 83,0 | ||||
2317-0168 | 2317-0043 | 8,00 | 25,0 | 17,00 | 11,5 | -1,4 | 103,0 | |||
2317-0169 | 2317-0044 | 10,00 | 31,5 | 21,20 | 14,2 | 128,0 |
Примечание.
1. Размеры, заключенные в
скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного
обозначения сверла типа В,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Тип С
Для d = 0,8 мм
Для d св. 0,8 мм
Черт. 3
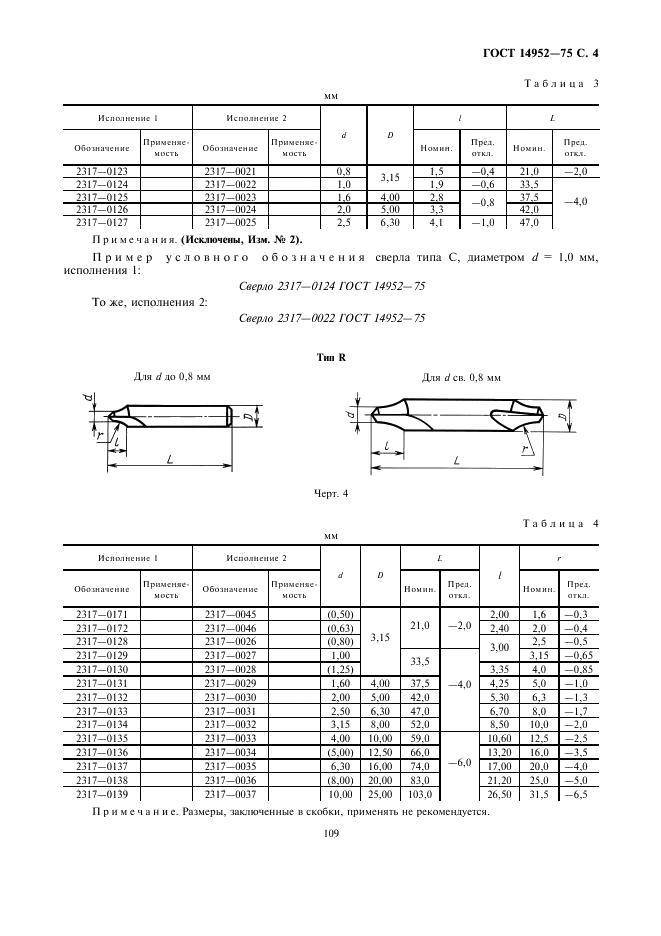
Таблица 3
мм
Исполнение 1 | Исполнение 2 | d | D | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
2317-0123 | 2317-0021 | 0,8 | 3,15 | 1,5 | -0,4 | 21,0 | -2,0 | ||
2317-0124 | 2317-0022 | 1,0 | 1,9 | -0,6 | 33,5 | -4,0 | |||
2317-0125 | 2317-0023 | 1,6 | 4,00 | 2,8 | -0,8 | 37,5 | |||
2317-0126 | 2317-0024 | 2,0 | 5,00 | 3,3 | 42,0 | ||||
2317-0127 | 2317-0025 | 2,5 | 6,30 | 4,1 | -1,0 | 47,0 |
Примечания: (Исключены, Изм. № 2).
Пример условного
обозначения сверла типа С,
диаметром d =
1,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
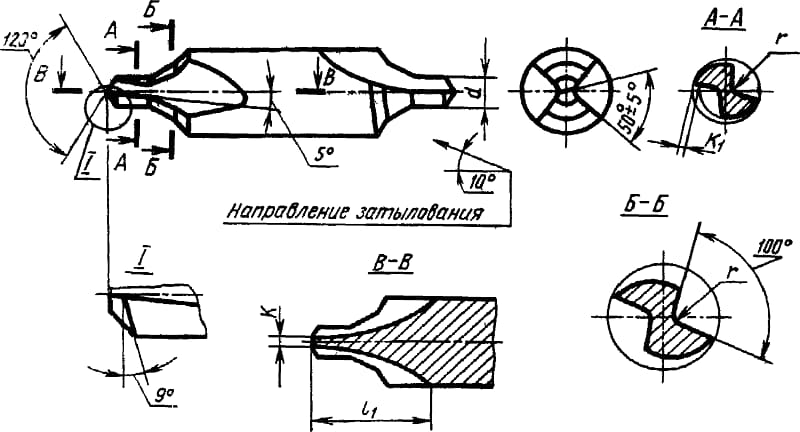
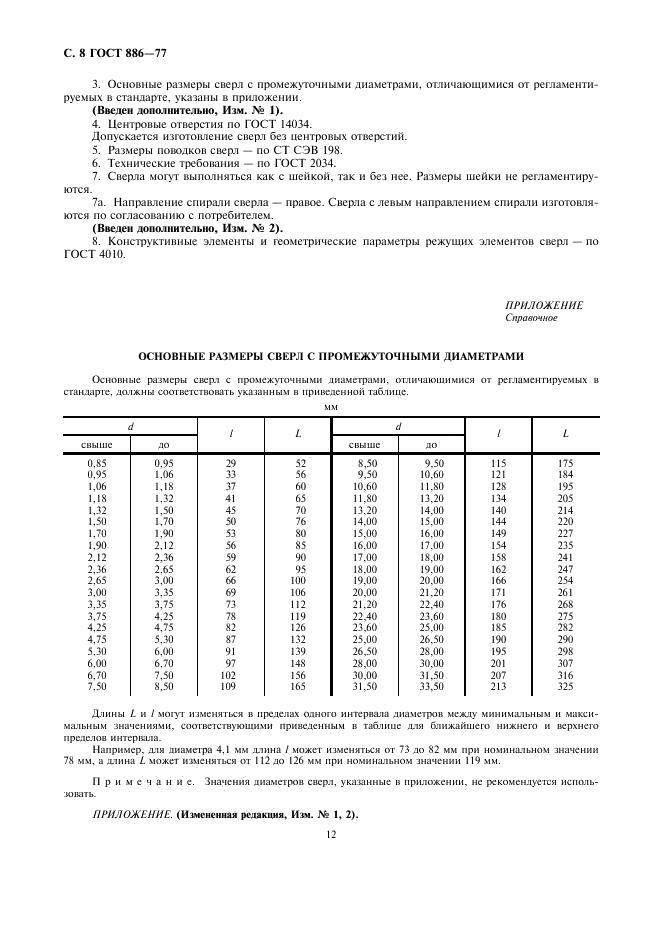
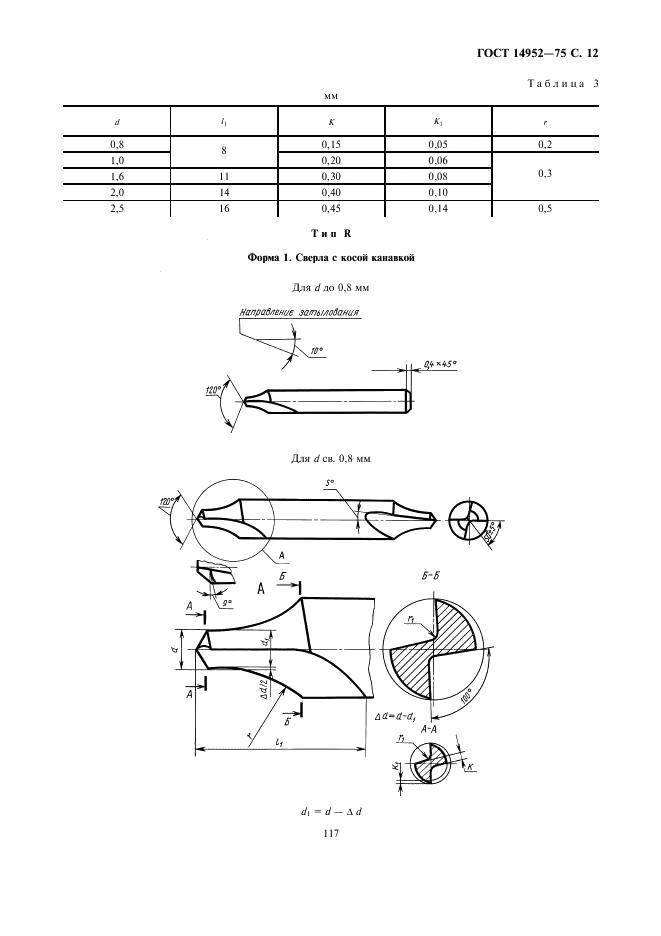
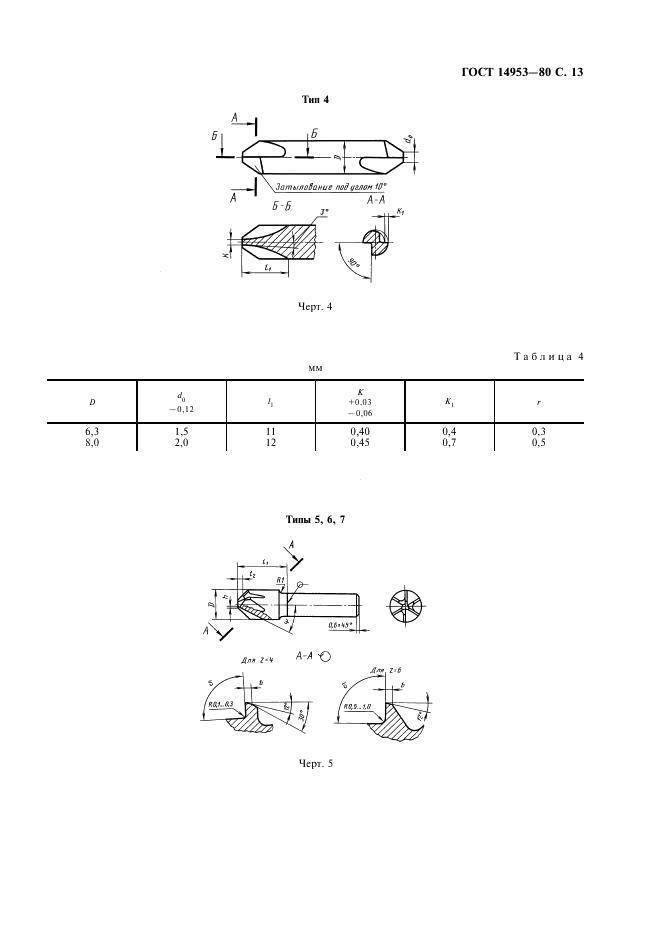
Тип R
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 4
Таблица 4
мм
Исполнение 1 | Исполнение 2 | d | D | L | l | r | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
2317-0171 | 2317-0045 | (0,50) | 3,15 | 21,0 | -2,0 | 2,00 | 1,6 | -0,3 | ||
2317-0172 | 2317-0046 | (0,63) | 2,40 | 2,0 | -0,4 | |||||
2317-0128 | 2317-0026 | (0,80) | 3,00 | 2,5 | -0,5 | |||||
2317-0129 | 2317-0027 | 1,00 | 33,5 | -4,0 | 3,15 | -0,65 | ||||
2317-0130 | 2317-0028 | (1,25) | 3,35 | 4,0 | -0,85 | |||||
2317-0131 | 2317-0029 | 1,60 | 4,00 | 37,5 | 4,25 | 5,0 | -1,0 | |||
2317-0132 | 2317-0030 | 2,00 | 5,00 | 42,0 | 5,30 | 6,3 | -1,3 | |||
2317-0133 | 2317-0031 | 2,50 | 6,30 | 47,0 | 6,70 | 8,0 | -1,7 | |||
2317-0134 | 2317-0032 | 3,15 | 8,00 | 52,0 | 8,50 | 10,0 | -2,0 | |||
2317-0135 | 2317-0033 | 4,00 | 10,00 | 59,0 | -6,0 | 10,60 | 12,5 | -2,5 | ||
2317-0136 | 2317-0034 | (5,00) | 12,50 | 66,0 | 13,20 | 16,0 | -3,5 | |||
2317-0137 | 2317-0035 | 6,30 | 16,00 | 74,0 | 17,00 | 20,0 | -4,0 | |||
2317-0138 | 2317-0036 | (8,00) | 20,00 | 83,0 | 21,20 | 25,0 | -5,0 | |||
2317-0139 | 2317-0037 | 10,00 | 25,00 | 103,0 | 26,50 | 31,5 | -6,5 |
Примечание. Размеры, заключенные в скобки, применять не
рекомендуется.


Пример условного
обозначения сверла типа R, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2. (Измененная редакция, Изм. № 2).
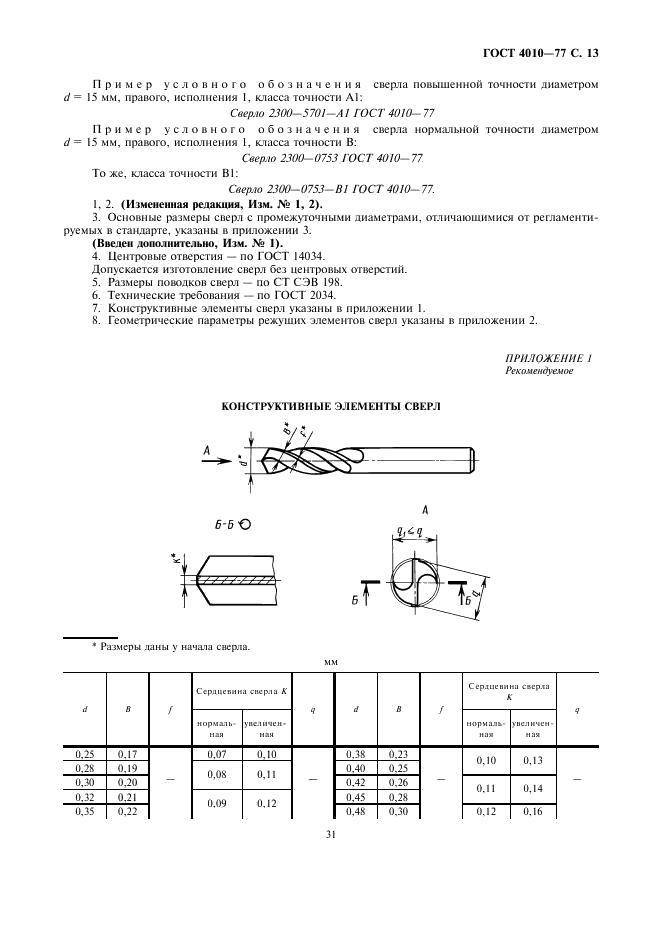
1.3. Конструктивные размеры и геометрические
параметры сверл указаны в рекомендуемом приложении.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
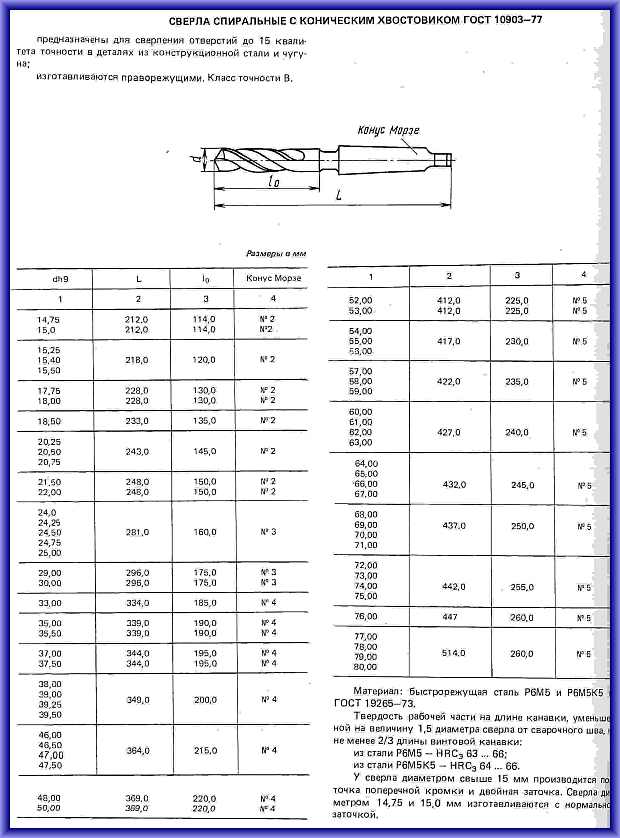
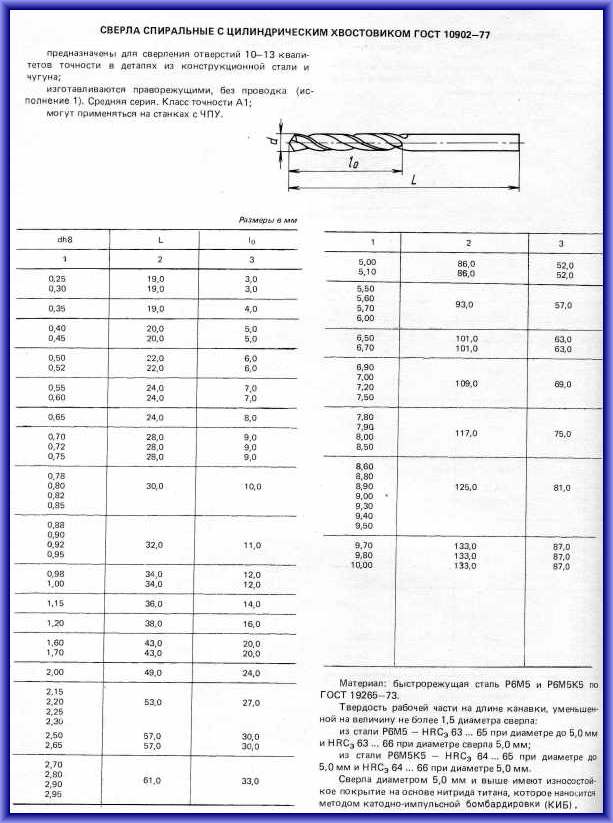
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
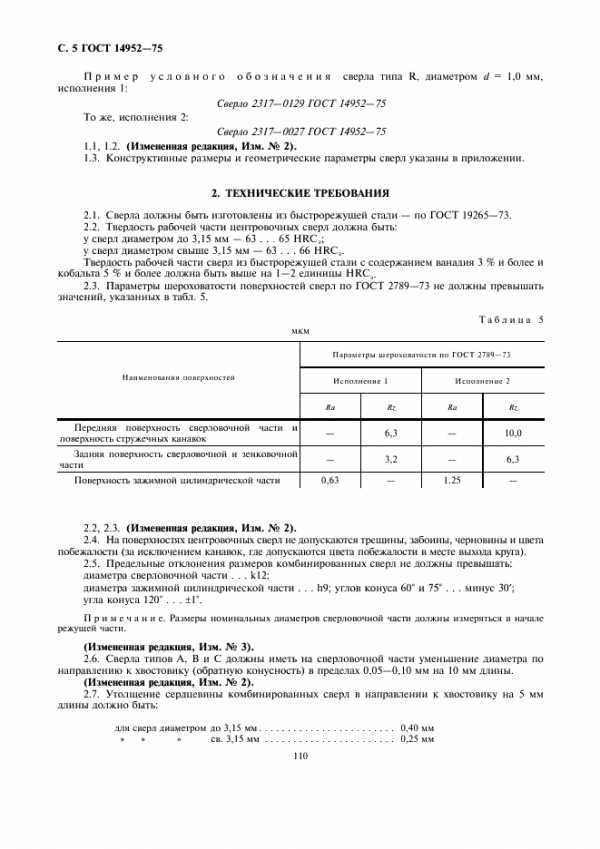
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм |
| » » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм |
| » » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм |
| » » » св. 6,0 мм до 10,0 мм | 0,13 мм |
| » » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм |
| » » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм |
| » » » св. 3,15 мм | 0,10 мм |
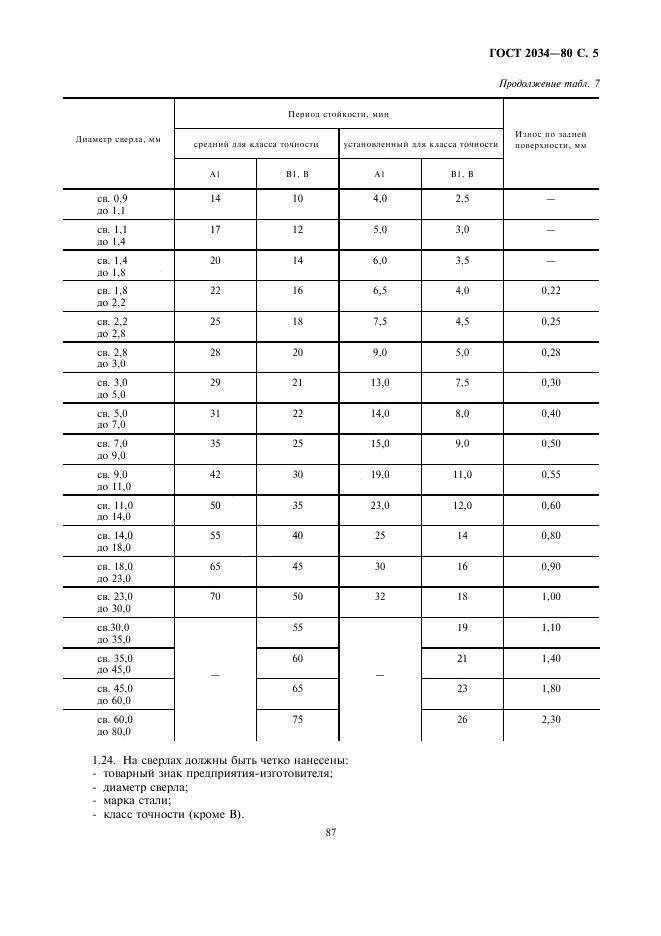
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Видео обзор
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на
сверлильных, центровочных и токарных станках с применением вспомогательного
инструмента, которые должны соответствовать установленным для них нормам
точности и жесткости.
4.2. Сверла следует испытывать на образцах из
стали марки 45 по ГОСТ
1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются
сверла типа В, а также типа A,
R или С диаметрами 0,5; 1,6;
2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки
до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в
табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на
режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны
для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости
применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5
л/мин.
Таблица 8
Диаметр сверловочной части | Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | ||
А, В, С | R | А, С, R | В | |||
0,50 | 0,01 | 0,02 | 1,3 | — | 8 … 10 | 13 |
0,63 | 1,5 | — | ||||
0,80 | 1,9 | 2,1 | ||||
1,00 | 2,3 | 2,6 | ||||
1,40 | 0,02 | 2,8 | 3,2 | 25 | ||
1,60 | 3,5 | 4,0 | ||||
2,00 | 0,04 | 4,4 | 5,0 | |||
2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
3,15 | 7,0 | 8,0 | ||||
4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
8,00 | 17,9 | 19,5 | 15 | |||
10,00 | 22,5 | 24,5 |
Таблица 9
Диаметр сверловочной части | Приемочные значения наработки сверлом типа | |||
A, R, С | В | |||
средняя | 95 %-ная | средняя | 95 %-ная | |
0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
1,25, 1,6 | 190 | 56 | 140 | 42 |
2,0 | 270 | 77 | 170 | 50 |
2,5, 3,15 | 290 | 88 | 190 | 56 |
4,0, 5,0 | 175 | 53 | 120 | 35 |
6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная
редакция, Изм. № ).

4.6. Твердость сверл
измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют
визуально.
4.8. Параметры шероховатости поверхностей
сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости
поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью
лупы ЛП-2 — 4´ по ГОСТ
25706-83.
4.9. При контроле параметров сверл должны
применяться методы и средства контроля, погрешность которых не должна быть
более:
при измерении линейных размеров — значений,
указанных в ГОСТ
8.051-81;
при измерении углов — 35 % значения допуска
на проверяемый угол;
при контроле формы и расположения
поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм.
№ 2).
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
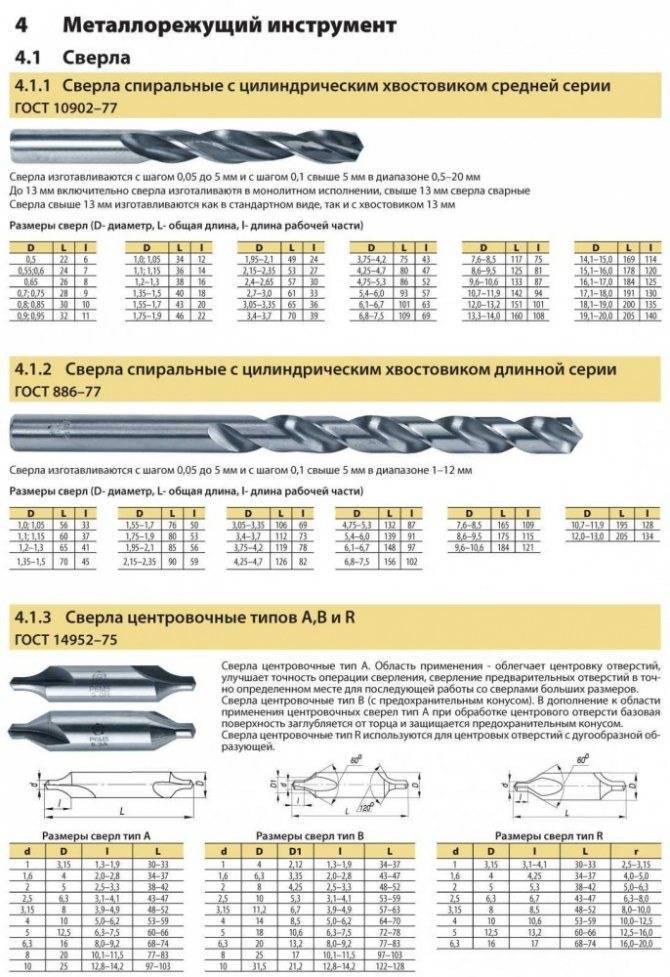
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы. Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам. Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
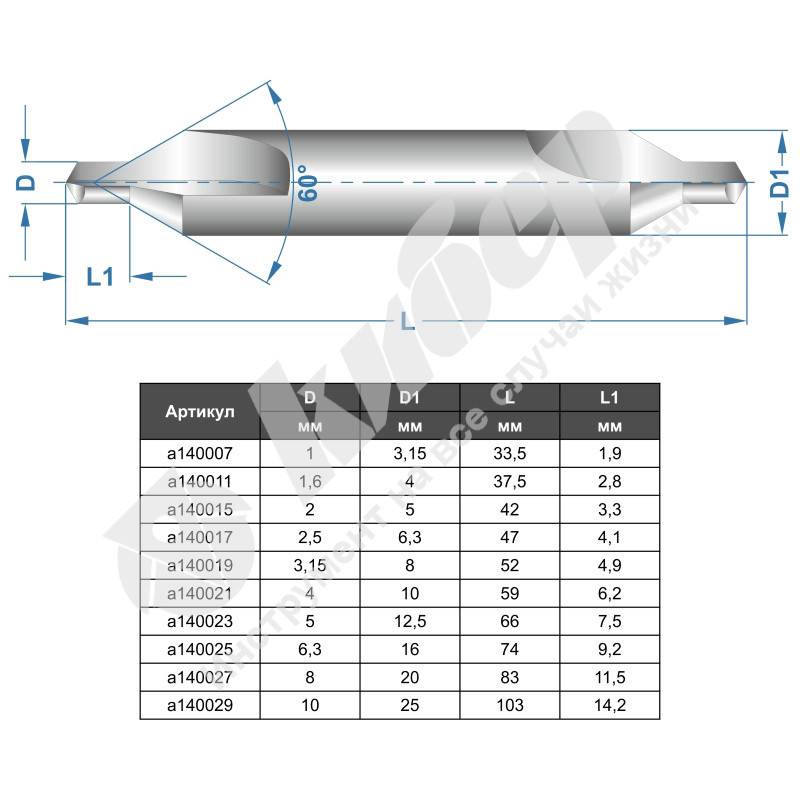
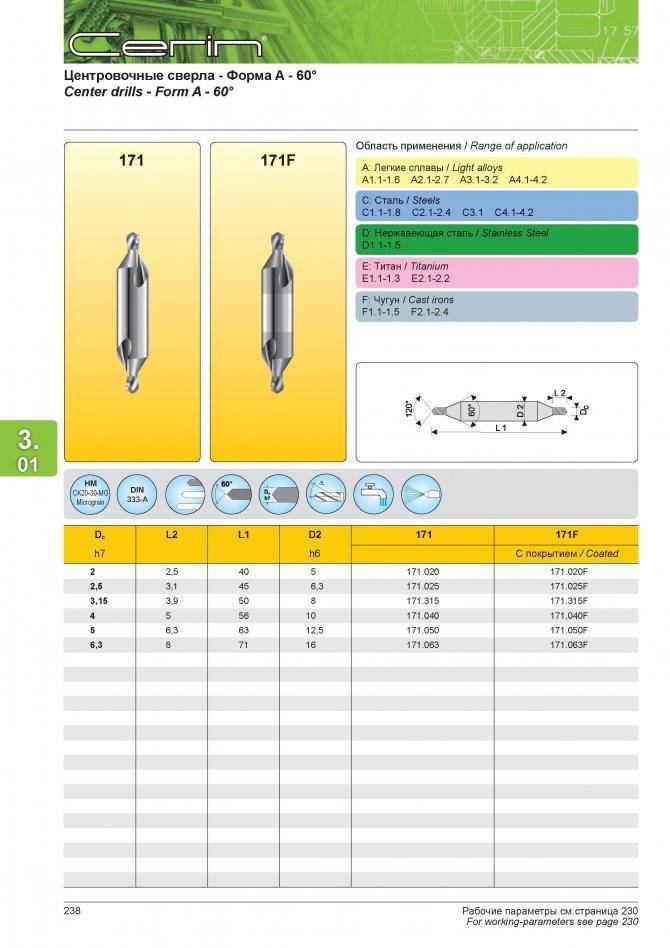
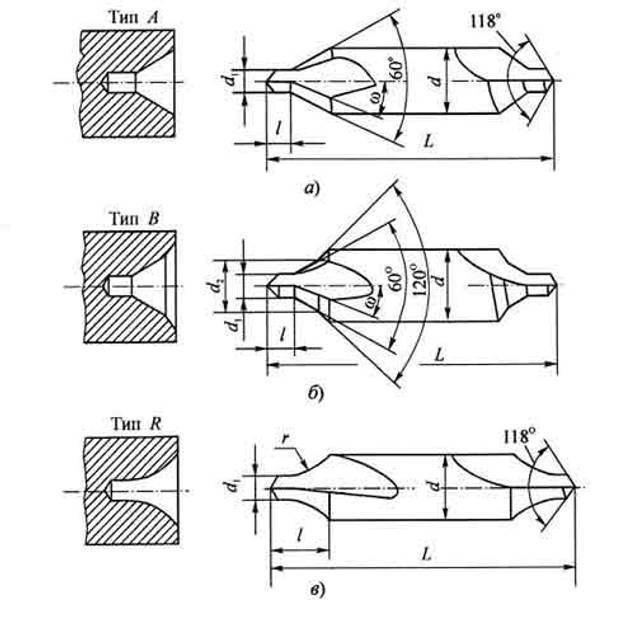
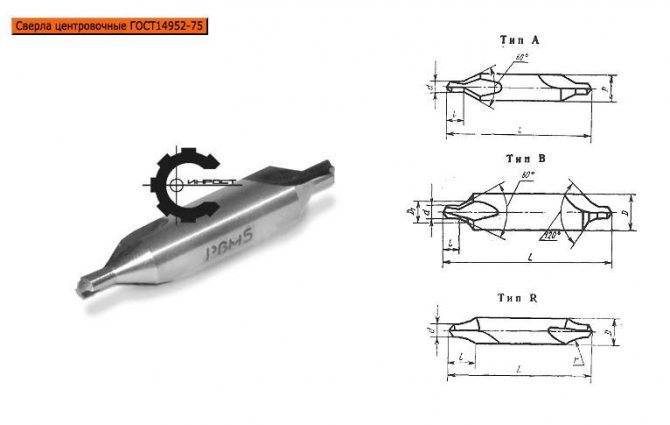
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.
- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

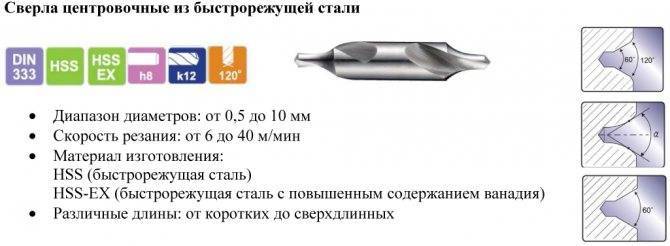
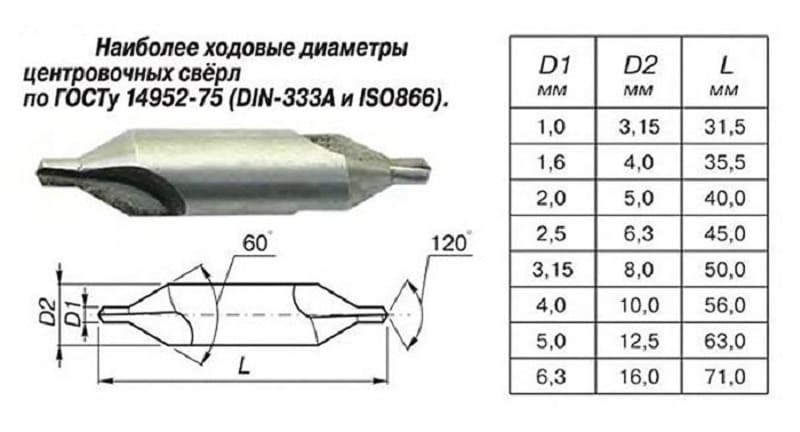
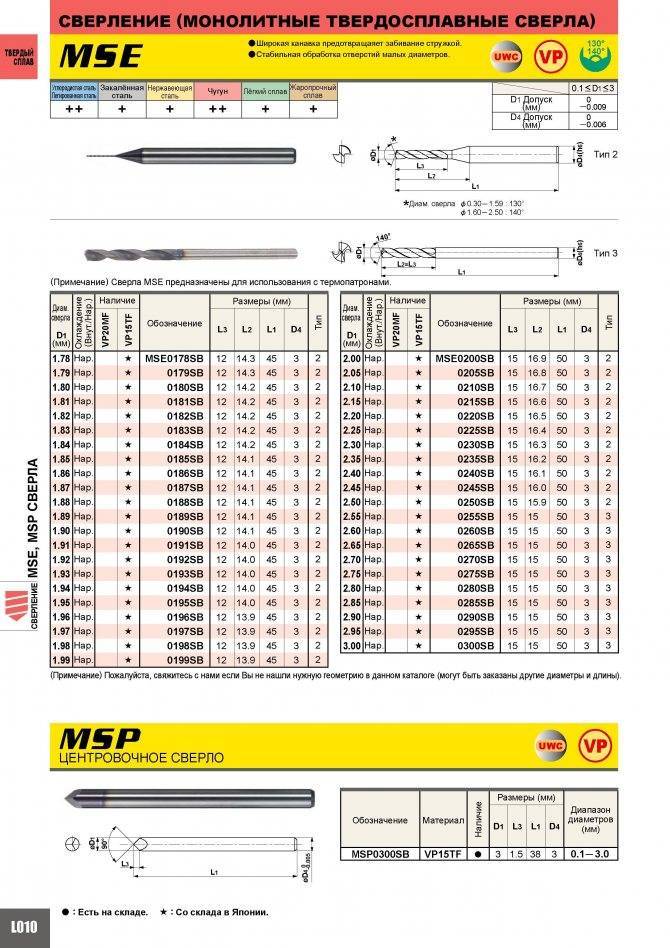
Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
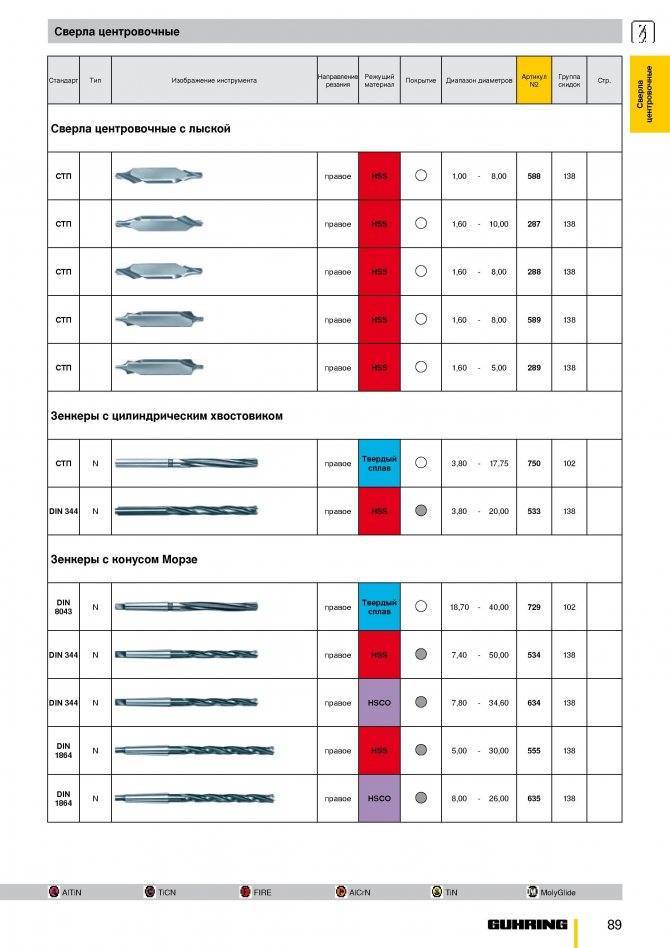
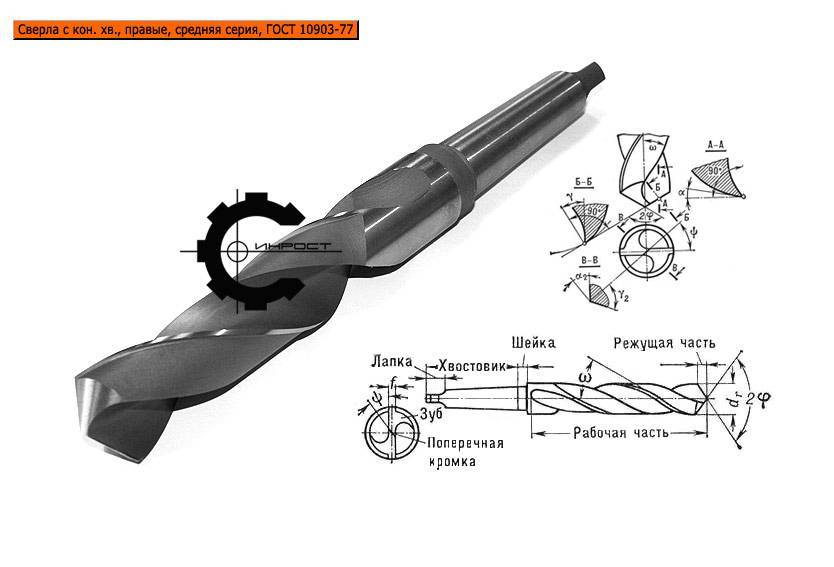
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла
Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
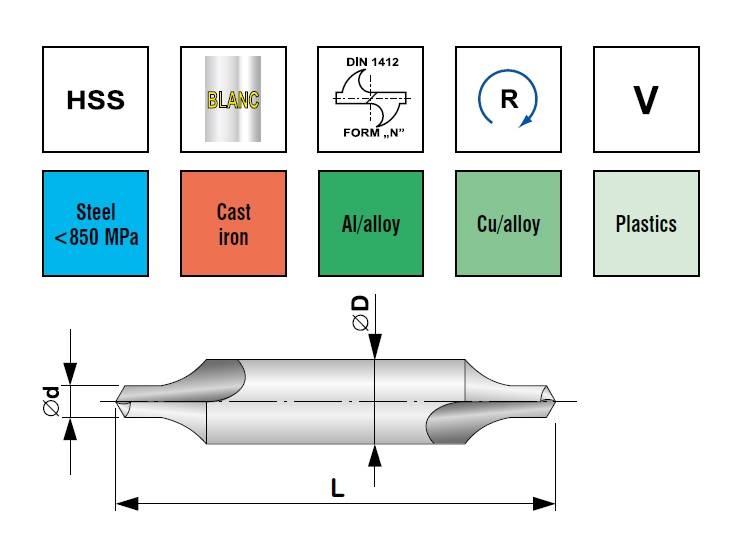
Что это и для чего нужны?
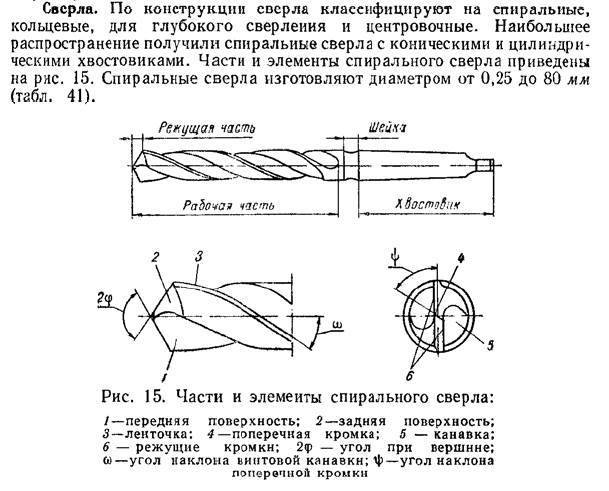
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
Производство и основные параметры
Сверло, называемое центровочным, – это профессиональный инструмент, применяемый преимущественно крупными и средними предприятиями, в арсенале которых имеются токарные и фрезерные станки. Его производство регулируется таким документом, как ГОСТ 14952-75. С помощью центровочных сверл получают отверстия, ось которых располагается перпендикулярно к поверхности обрабатываемого изделия.

Разнообразие видов и типоразмеров центровочных сверл
При выполнении отверстий с использованием центровочного сверла сводится к нулю вероятность накопления ошибок, допускаемых в процессе обработки. Получать отверстия, размеры и расположение которых строго соответствуют чертежу, не позволяют сверла многих других типов. ГОСТ 14952-75 определяет широкий диапазон диаметров сверл данного типа: от 0,5 до 10 мм. В данном нормативном документе также выделены 4 основных типа центровочных сверл:
- A – для формирования центровочных отверстий, конусность сторон которых составляет 60 градусов (на таких сверлах нет режущей поверхности, которая формирует так называемый предохранительный конус);
- B – для выполнения центровочных отверстий с предохранительным конусом на рабочей части (угол разворота его сторон составляет 120 градусов);
- C – для создания центровочных отверстий без предохранительного конуса с углом разворота сторон, который равен 75 градусам;
- R – для формирования центровочных отверстий, образующие поверхности которых имеют дугообразную конфигурацию.
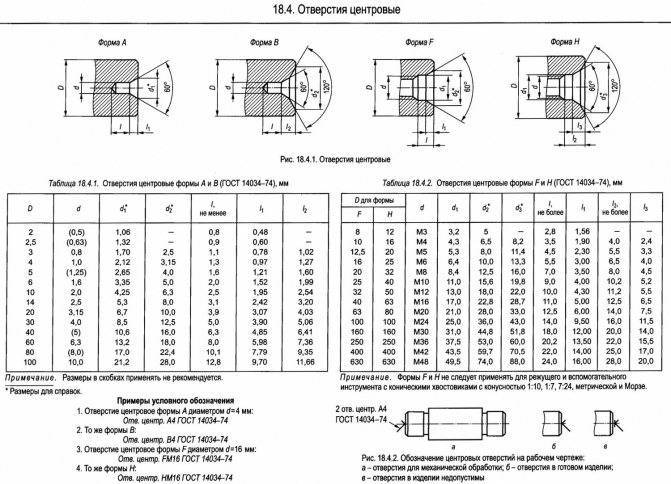
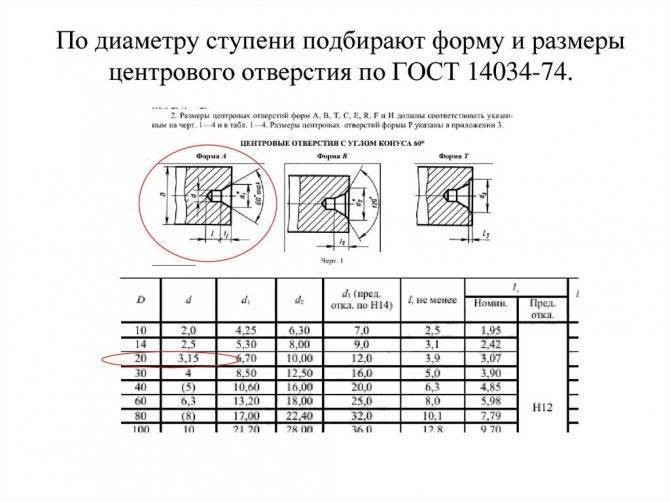
Размеры и формы центровых отверстий
Сверла каждой из представленных выше категорий выпускаются в двух вариантах: с диаметром основного режущего наконечника до восьми десятых миллиметра (первый тип) и больше восьми десятых миллиметра (второй тип). При использовании центровочного инструмента первого типа шероховатость стенок формируемого центрового отверстия меньше, чем при применении инструмента с диаметром наконечника больше восьми десятых миллиметра. Таким образом, на выбор сверла того или иного типа основное влияние оказывают требования к степени шероховатости стенок формируемого отверстия.
Определить, какого типа инструмент вы держите в руках, можно по его маркировке, правила которой также устанавливает ГОСТ 14952-75. Так, маркировка центровочных сверл с одинаковыми геометрическими параметрами, но различных типов выглядит следующим образом:
- сверла категории «А», диаметр которых составляет 1 мм: первого типа исполнения – 2317-0101, второго типа – 2317-0001.
- сверла категории «В», диаметр которых также составляет 1 мм: первого типа – 2317-0113, второго – 2317-0012.
- инструмент категории «С» диаметром 1 мм: первого типа – 2317-0124, второго – 2317-0022.
- сверла категории «R» аналогичного диаметра: первого типа – 2317-0129, второго – 2317-0027.

Центровочное сверло из быстрорежущей стали
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условияСкачать
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Принципы выбора
Строительные рынки, магазины представляют покупателям огромный выбор оснастки для электроинструментов, промышленного оборудования. Однако прежде чем покупать инструмент, необходимо ознакомиться с его характеристиками, изучить производителей.

Центровочное сверло
Производители
На качество и стоимость сверл влияет известность производителя. Чтобы подобрать наиболее надёжный, качественный инструмент, можно проконсультироваться с другими людьми. После анализа строительных форумов, отзывов, оставленных на торговых площадках, можно выделить оптимального производителя. Это компания Dormer. Покупатели выделяют производительность, точность, надёжность, долговечность продукции от этой компании. Фирма изготавливает сверла из быстрорежущей стали, проводя дополнительную термическую обработку. Чтобы оснастка выдерживала воздействие температур, производитель добавляет в состав кобальт. Этого компонента может быть до 5%.
Основные требования
Помимо выбора компании, которая изготавливает инструменты, при выборе оснастки следует учитывать ряд требований к сверлам:
- Изготавливаться профессиональные модели должны только из быстрорежущей стали. Дополнительными компонентами могут быть ванадий, кобальт.
- На поверхности стали не должно быть сколов, побежалостей, изменений цвета, неровностей, трещин.
Для оснастки допускаются отклонения по размерам. Например, модель диаметром до 0.8 мм может иметь погрешность +/- 0,05 мм. Конструкции диаметром до 5 мм может иметь отклонения +/- 0,15 мм.