

Использование различных пил
Для резки алюминия подходят ленточные и дисковые пилы. Достоинства первых:
- малая ширина реза;
- возможность угловой обработки;
- компактность.
Конструкция современных устройств включает полезные приспособления, среди которых вращающаяся пильная рама, измеритель натяжения нити (ленты), вариатор для плавной смены скоростей резки, встроенную систему очистки пильного полотна. Качество работы оборудования сопоставимо с лазером и плазмой, только мастер на многом сэкономит (на деньгах, времени работы и пространстве).
Второй тип пил, используемых при резке алюминия — дисковые. Они делятся на фронтальные и вырубные, могут выглядеть как напольный либо настольный станок, иметь одну или две рабочие головки. В устройствах среднего ценового диапазона имеются зажимы для фиксации заготовки под углом. Активный элемент — диск диаметром до 550 мм — должен иметь алмазное напыление на зубьях и указание, что он подходит для резки алюминия.
Достоинства работы с дисковыми пилами:
- современные установки гарантируют безопасность оператора при работе;
- возможна автоматическая резка;
- плавность подачи режущего элемента;
- наличие отсеков для отходов.
Материал диска — быстрорежущая сталь ( с маркировкой HSS). Некоторые установки допускают поворот заготовки на угол до 45 градусов для удобства работы.
Как устроен плазморез
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
не должен быть больше 10 – 50 градусов
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Плазменная технология
Фигурная плазменная резка листового металла дает возможность обрабатывать плазмой материал толщиной до 10 см.
Различные покрытия, ржавчина, загрязнения не снижают качество резки. Принцип работы следующий: в сопло плазмотрона подается газ под давлением.









Резка осуществляется за счет струи плазмы. Основой метода является воздушно-плазменная дуга постоянного тока прямого действия.
В процессе резки плазмой металл раскаляется до 30000°.
К достоинствам плазменной резки можно отнести:
По сравнению с резкой лазером, плазменная технология более производительная, менее затратная, имеет больший диапазон обрабатываемых материалов. Плазмой можно резать металл толщиной до 150 мм.
К недостаткам плазменной резки можно отнести большую ширину резки, которая способна увеличиваться пропорционально силе тока плазменной дуги, а также конусность кромки, которая образуется из-за формы плазменной струи.
Плазменная резка является самой востребованной для вырезания фигур, так как сочетает в себе основные критерии по соотношению цена-качество.
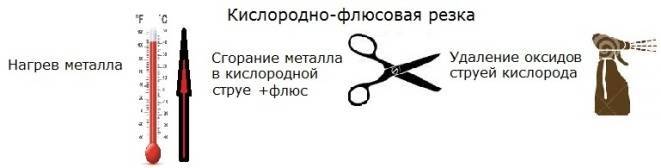
Кислородная резка
Кислородная резка заключается в сгорании разрезаемого металла в кислородной струе и удалении этой струей образовавшихся оксидов.
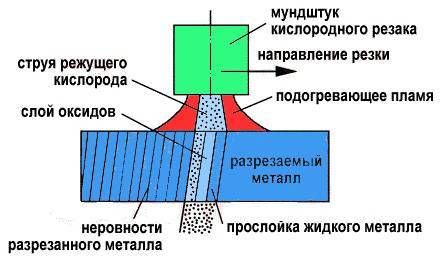
Рис. 1. Процесс кислородной резки металла.
Технология кислородной резки
Разрезаемый металл предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа (Ацетилен, пропан) в смеси с кислородом. При достижении температуры воспламенения металла в кислороде, на резаке открывается вентиль чистого кислорода (99 –99,8%) под давлением до 12 бар и начинается процесс резки. Чистый кислород из центрального канала мундштука, предназначенный для окисления разрезаемого металла и удаления оксидов, называют режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные оксиды, они в свою очередь, нагревают следующий слой металла, что способствует его интенсивному окислению. В результате разрезаемый лист подвергается окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под воздействием струи режущего кислорода.
Техника кислородной резки
Процесс кислородной резки начинается с того, что поверхность разрезаемого листа следует очистить от окалины, краски, масла, ржавчины и грязи
Особое внимание уделяется очистке поверхности листа от окалины, поскольку она препятствует контакту металла с пламенем и струей режущего кислорода. Для этого необходимо прогреть поверхность стали подогревающим пламенем резака, в результате чего, окалина отскочит от поверхности
Прогрев следует выполнять узкой полосой по предполагаемой линии реза, перемещая пламя со скоростью, приблизительно соответствующей скорости резки.
Перед кислородной резкой металл нагревается с поверхности в начальной точке реза до температуры его воспламенения в кислороде. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа резак перемещают по линии реза.

Рис. 2. Кислородная резка металла.
Как правило, прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение, а затем с наклоном в сторону, противоположную направлению резки (обычно на 20–30º). Наклон режущего сопла мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость кислородной резки, а, следовательно, и ее производительность. При большей толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.









Оборудование:
При кислородной резке используется такое оборудование, как резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор. 
Оборудование для художественной резки
Для самостоятельного изготовления резных картин на металле подходит механическая резка. Высокопроизводительное оборудование для художественной резки использует плазменную дугу и лазер. Такие станки имеют узкую специализацию. Они занимают большую площадь, работают на промышленном напряжении.
Для художественной обработки металла, дерева и пластика применяют фрезерно-токарные станки с ЧПУ. Они могут по заданным программам вырезать сквозной рисунок и сделать объемное изображение.
Сварочные аппараты используют для создания рисунков с крупными элементами без острых углов.
Плазменная технология
Фигурная плазменная резка листового металла дает возможность обрабатывать плазмой материал толщиной до 10 см.
Различные покрытия, ржавчина, загрязнения не снижают качество резки. Принцип работы следующий: в сопло плазмотрона подается газ под давлением.
Резка осуществляется за счет струи плазмы. Основой метода является воздушно-плазменная дуга постоянного тока прямого действия.
В процессе резки плазмой металл раскаляется до 30000°.
К достоинствам плазменной резки можно отнести:
По сравнению с резкой лазером, плазменная технология более производительная, менее затратная, имеет больший диапазон обрабатываемых материалов. Плазмой можно резать металл толщиной до 150 мм.
К недостаткам плазменной резки можно отнести большую ширину резки, которая способна увеличиваться пропорционально силе тока плазменной дуги, а также конусность кромки, которая образуется из-за формы плазменной струи.
Плазменная резка является самой востребованной для вырезания фигур, так как сочетает в себе основные критерии по соотношению цена-качество.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
- фигурный рез;
- рез вне зависимости от угла;
- автоматический рез (ЧПУ) без участия пользователя;
- обрабатывать металл различной толщины: для стали до 2 см, для титана – 1,7 см, сверхпрочные сплавы – 1,2 см, сплавы на основе меди;
- резать трубы;
- кран-балки с тельфером, которые могут оснащаться захватами на вакууме или механике, подъемники на пневматике или гидравлике.

Прайс лист на плазменную резку металла
| S mm | СТАЛЬ ЧЕРНАЯ (рублей за п/метр) | НЕРЖАВЕЮЩАЯ СТАЛЬ (рублей за п/метр) |
| До 1 мм | 20 руб. | 60 руб. |
| До 2 мм | 25 руб. | 70 руб. |
| До 3 мм | 30 руб. | 75 руб. |
| До 4 мм | 35 руб. | 80 руб. |
| До 5 мм | 40 руб. | 95 руб. |
| До 6 мм | 45 руб. | 100 руб. |
| До 8 мм | 50 руб. | 110 руб. |
| До 10 мм | 60 руб. | 130 руб. |
| До 12 мм | 70 руб. | 160 руб. |
| До 14 мм | 80 руб. | 230 руб. |
| До 16 мм | 90 руб. | 240 руб. |
| До 18 мм | 100 руб. | 250 руб. |
| До 20 мм | 110 руб. | 330 руб. |
| До 22 мм | 120 руб. | 420 руб. |
| До 25 мм | 200 руб. | 480 руб. |
| До 30 мм | 250 руб. | 570 руб. |
| До 32 мм | 300 руб. | 650 руб. |
| До 38 мм | 400 руб. | 780 руб. |
| До 40 мм | 450 руб. | 850 руб. |
| До 50 мм | 550 руб. | 1000 руб. |
| До 58 мм | 650 руб. | – |
| До 60 мм | 700 руб. | – |
- Стоимость дана в рублях с учётом НДС за один погонный метр;
- В случае отсутствия технической документации к заказу согласованная цена может увеличиться на 10% и выше в зависимости от сложности проекта;
- Работы выполняются с помощью систем CAD/CAM;
- Данные цены не являются окончательными; точная цена рассчитывается отдельно по каждому заказу в зависимости от сложности, объемов, номенклатуры;
- Возможна доставка готовых изделий нашим автотранспортом;
- По согласованию возможна резка из наших материалов;
- Минимальная стоимость заказа – 3 000 рублей;
- Срок выполнения заказа от 1-го дня.
Один из наиболее современных и высокоэффективных методов обработки металла – это плазменная резка, которая значительно выигрывает по сравнению с традиционными способами обработки металла. Она более точная и эффективная, дает возможность быстро и качественно осуществлять резку металлов любого типа, как обычную, так и фигурную.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».










10.11.2020
Ольга Супрунец / автор статьи
Имеет два высших образования. Первое — факультет психологии Омского педагогического университета им. Горького. Второе — по специальности «Управление персоналом» Омского государственного университета им. Достоевского. Возглавляла пресс-службу одного из градообразующих предприятий Омска. Отвечала за корпоративные и внешние коммуникации, продвижение бренда в информационное поле страны, курировала выпуск газеты компании.
Написано статей
2
Лазерная технология
Лазерная технология является универсальной, так как дает возможность обрабатывать любые металлические сплавы, ведь на станке устанавливаются определенные параметры для каждого металла.
Главной особенностью лазерной резки является отсутствие контакта металла и режущего устройства.
Лазерная резка материала осуществляется тонким сфокусированным световым лучом, благодаря которому металлический лист нагревается и проплавляется насквозь.
Преимуществами лазерной резки являются:
Оборудование бывает твердотелым и газовым. Твердотелый инструмент довольно простой в управлении и использовании.
Лазерный стержень производится из неодимового стекла, обладающего способностью пропускать импульсный лучевой поток мощностью 6кВт.
Трубка заполняется углекислым газом, азотом, гелием. Электроимпульсы активизируют молекулы газа, которые начинают излучать энергию, превращающуюся в направленный пучок.
Мощность некоторых моделей оборудования составляет 20 кВт. Такое оборудование отличается дороговизной.
Видео:
Лазерная технология обработки листового металла дает возможность формировать любые сложные фигуры с минимумом отходов.
ВАЖНО ЗНАТЬ: Методы раскроя металла — лазерный, плазменный
Благодаря точечному лучевому воздействию получаются гладкие и ровные кромки без неровностей не требующие дополнительной обработки.
Исключением для лазерной обработки является алюминий и сплавы алюминия с нержавейкой. Алюминий плохо поддается лазерной резке в связи с его отражающей способностью.
Виды художественной резки металла
Фигурная резка металла выполняется одним из четырех основных способов, в основе которых лежат следующие технологии:
- лазерная;
- плазменная;
- гидроабразивная;
- гильотинная.
Каждая из технологий имеет достоинства и недостатки. Наиболее современными и потому прогрессивными и широко используемыми считаются первые две.
Лазерная резка
При лазерной резке по металлу для обработки и раскроя материала используется мощный лазер. Чаще данная технология используется в промышленных масштабах, где лазерный луч управляется специальной компьютерной программой. В результате узконаправленного воздействия происходит быстрое нагревание, плавление, а затем испарение или выдувание материала на участке, подвергаемом резке. При этом технология позволяет получать узкий рез с крайне малой зоной воздействия на обрабатываемую поверхность.
Лазерная резка имеет ряд преимуществ:
- относительно невысокий уровень затрат (по сравнению с большинством альтернативных технологий, за исключением плазменной резки) при обработке твердых сплавов;
- возможность работы с хрупкими сплавами, которые легко деформируются;
- безопасность технологических процессов (при использовании исправного оборудования);
- отсутствие или крайне малая деформация материала, которая достигается за счет узконаправленной обработки;
- возможность создания самых разнообразных и сложных контуров;
- отсутствие необходимости последующей отделки или обработки поверхности.
Благодаря особенностям технологии, с использованием лазерной резки можно выполнять рисунки любой сложности, не требующие при этом дополнительной обработки, так как кромки и края сразу получаются гладкие и ровные.
К недостаткам лазерной резки относится невозможность работы с алюминием и его сплавами с нержавеющей сталью. Это вызвано отражающими свойствами материала. Он может быть обработан только с использованием особо мощного лазерного оборудования.









Художественная лазерная резка металла является качественным способом создать узор с наименьшими затратами материала и времени.
Плазменная резка
- образуется электрическая дуга (между соплом и электродом или между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания;
- из сопла подается газ, находящийся под давлением;
- под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с.
При помощи фигурной плазменной резки возможна обработка листа толщиной до 10 см, а при использовании некоторых промышленных станков — до 20 см.
Плазменная резка металла обладает следующими достоинствами:
- возможность создания рисунков и фигур любой сложности;
- качественный, чистый и гладкий разрез;
- возможность обработки всех видов металлов;
- скорость и производительность используемого оборудования;
- отсутствие деформации материала;
- безопасность технологических процессов (если используемое оборудование исправно).
Художественная плазменная резка может применяться к материалам с ржавчиной или загрязнением, что не приводит к ухудшению качества обработки. По сравнению с резкой при помощи лазерного оборудования, плазменное обладает большей производительностью и диапазоном материалов, которые возможно обработать.
К недостаткам данного способа резки относятся:
- образуемый на кромке конус, вызванный особенностью технологии;
- несколько большая, по сравнению с резкой лазером, ширина реза.
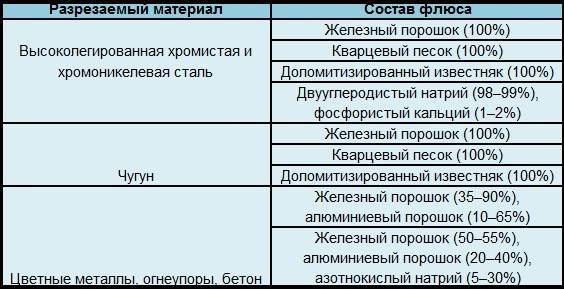
Кислородно-флюсовая резка
Данный вид обработки металлов был разработан для материалов, которые плохо поддаются кислородной резке. Такими материалами являются чугун, легированные стали, цветные металлы и др. Кислородно-флюсовая резка отличается от обычной кислородной резки лишь тем, что помимо подогревающего пламени и струи режущего кислорода, в зону реза подается порошок флюса, который обеспечивает процесс резки за счет термического, химического и абразивного действия.
Технология и техника при кислородно-флюсовой резке не отличается от обычной кислородной резки, за исключением нижеизложенных нюансов.
При кислородно-флюсовой резке в кислородную режущую струю дополнительно вводятся порошкообразные флюсы, частицы которых, сгорая, дают значительный тепловой эффект, способствуя плавлению тугоплавких окислов на поверхности контакта кислорода с обрабатываемым металлом без значительного расплавления кромок металла под этим поверхностным слоем. Основой таких порошкообразных флюсов является железный порошок.
В процессе горения флюса образуются высоконагретые частицы FeO, которые способствуют образованию комплексных более легкоплавких соединений (FeО.SiО2; FeО.Cr2О3 и др.) и облегчают доступ кислорода к неокисленным частям металла вследствие удаления тугоплавких окислов.
Таким образом, в дополнение к процессам окисления металла и выдувания расплавленных шлаков при обычной кислородной резке, при кислородно-флюсовой резке имеет место интенсификация температуры в реакционном пространстве в результате сжигания порошка флюса (железа, феррофосфора, алюминия), сопровождаемая флюсованием тугоплавких окислов и абразивным их удалением (окалиной, кварцевым песком, глиноземом). Кислородно-флюсовая резка применяется как в качестве разделительной, так и в качестве поверхностной.
Оборудование:
При кислородно-флюсовой резке используется такое оборудование, как емкости для флюса (флюсопитателя), резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Таблица 2. Состав флюса для резки различных материалов
Что такое художественная резка металла
С эстетической точки зрения художественная резка – это превращение грубого листа металла в картину с нежными линиями или оригинальный ажурный узор. Технически происходит вырезание большого количества замкнутых контуров, в результате чего возникает изображение на контрасте металла и пустот.
Металл режут различными способами на специальном оборудовании. Каждый тип станков имеет свои особенности и технические характеристики. Способ украшения забора и дома резьбой по металлу не является бюджетным, но значительно дешевле художественной ковки и проще в самостоятельном изготовлении резных деталей. Оборудования для резки в основном дорогостоящее и габаритное. В домашней мастерской его установить невозможно.
Специальный инструмент механическим способом и посредством нагрева до высоких температур режет тонкую полоску листа точно по нанесенной или запрограммированной линии. В результате получаются фигурки в рамке или со свободным криволинейным контуром. В зависимости от мощности оборудования могут обрабатываться листы до 10 мм толщиной. Для художественной резки используют прокат до 2 мм толщиной.
В результате получается элемент забора, ворота или решетка на окно. По степени неприступности изделия не уступают металлопрофилю и выглядят красивее тех, что выполнены с помощью художественной ковки. Вариантов рисунков неограниченное множество. Можно воссоздать любую двухцветную картинку из книги или интернета.
Преимущества и недостатки
Художественная резка широко используется для создания красивых и прочных вещей, украшающих дом и двор. Она имеет свои достоинства и недостатки. Технологией фигурной обработки украшают:
- заборы;
- ворота и калитки;
- решетки на окна;
- ограждения каминов;
- стойки под перила;
- флюгера;
- декоративные элементы фасадов;
- мебель.
Металлический декор сочетает в себе брутальность черного металла и нежность ажура. Ограды получаются прочные, пропускают свет.










Лист обрабатывается холодным точечным воздействием. Это гарантирует отсутствие деформации. Полотно остается плоским, если только не производится гибка.
К недостаткам относится высокая стоимость работы и оборудования, большой расход электроэнергии. Станок плазменной резки не поставишь в маленькой мастерской. Его не покупают ради красивого забора или декора окон.
Инструменты для резки
При работе в домашних условиях важно знать, чем режется металл. Чаще всего используются ручные ножницы или ножовка
Для промышленности требуются станки, с установленной на них пилой или гильотиной. Это связано с большими объемами производства и необходимостью выдержки точности размеров.

Резка металла ножницами
Ручные ножницы
Ручными ножницами можно разрезать материал, толщиной до 3 мм. Они имеют несколько видов резцов по металлу:
- Резцы для прямого реза.
- Для криволинейного.
- Пальцевые. Бывают прямого вида и зеркального. С их помощью вырезаются сложные фигуры.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
Пилы
Пилы часто используются для резки металла. Они бывают нескольких видов:
- Ручные. Вставляются в специальную раму, имеющую С-образный вид.
- Дисковые. В качестве привода используется электродвигатель или ручное приспособление.
- Ленточные. Применяются только в промышленных целях.
- Торцевые. Имеют возможность совершать рез под разными углами.
- Маятниковые. Отличительной особенностью является наличие на торцевой части твердосплавной напайки.
- Циркулярные. Торец изготавливается из абразивных или твердосплавных напаек.
Углошлифовальная машина
В качестве станка для резки используется углошлифовальная машина. Другое ее название — болгарка. Она обладает следующими преимуществами:
- Благодаря небольшому весу и малым габаритам приспособление удобно в работе.
- Возможность резки изделий разной толщины.
- Большой выбор вариантов сменных дисков.
Видео по теме: Станок гидроабразивной резки WTJ
https://youtube.com/watch?v=NLtRwSB1MvA%3Fenablejsapi%3D1%26autoplay%3D0%26cc_load_policy%3D0%26iv_load_policy%3D1%26loop%3D0%26modestbranding%3D0%26rel%3D0%26showinfo%3D1%26fs%3D1%26playsinline%3D0%26autohide%3D2%26theme%3Ddark%26color%3Dred%26controls%3D2%26





