

Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой.
Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Так не каждый как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав.
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Особенности работы со сталью
Основной целью закалки металла является изменение его структуры и перестроение атомной решетки. При повышении температуры выше пиковой отметки, называемой точкой Кюри, сталь обретает особую прочность и износостойкость. Последующее быстрое охлаждение позволяет снизить хрупкость металла, возникающую вследствие внутреннего напряжения, и повысить его пластичность. Сломать хорошо закаленную сталь будет уже непросто – трещины на ней появятся лишь при сгибании под углом свыше 45°. Однако нарушение технологии закалки может привести к переходу атомной решетки в промежуточное состояние. При этом прочность материала, напротив, снизится.
Правильная закалка ножа в домашних условиях не так уж сложна. Главное – точно соблюдать время, температуру нагрева и охлаждения. При отсутствии специального оборудования не каждый вид стали получится закалить. Для этой цели подходят лишь металлы с высоким содержанием углерода. Узнать, какой вид стали использовался для изготовления лезвия, можно по маркировке – клейму на клинке.
Проще всего работать с изделиями из конструкционной разновидности марок 45, 50, жаропрочной 40´13 или инструментальной. Причем, чем выше содержание углерода, тем прочнее будет лезвие, однако обрабатывать (затачивать) его будет сложнее. Клинки из стали высокоуглеродистых марок и легирующих сплавов закаливают при довольно высоких температурах в специальных камерах. Малоуглеродистые стали, содержащие в маркировке цифры 10, 20 и 25, и чугун данной процедуре не подвергают.
В качестве охладителя используются жидкая среда, машинное масло (отработка) или вода. Слишком быстрое снижение температуры нежелательно – оно может привести к появлению трещин
Поэтому важно соблюдать точное время не только закалки, но и дальнейшего охлаждения


Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей.
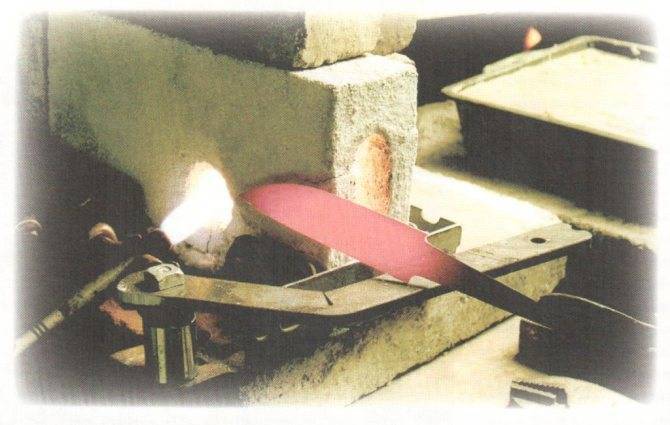
Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали.
К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки.
На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.

Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе.
Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия.
Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами. В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке.










Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров.
Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Как провести процедуру самостоятельно
Для этого не обязательно иметь какой-либо опыт – достаточно точно следовать инструкции, которая подскажет, как закалить ножи в домашних условиях своими силами. Процедура может применяться для любого типа лезвий – топора, ножниц, прочего режущего инструмента.
Источник нагрева
На открытом воздухе часть тепла, исходящая от костра, улетучивается – полученной температуры, особенно при термообработке высокоуглеродистой стали, может оказаться недостаточно. В этих случаях лучше использовать муфельную печь, резак, паяльную лампу, кузнечный горн, даже обычную электро или газовую плиту. При изготовлении партии ножей время закалки лучше определить экспериментально с помощью теста. Для этого несколько пластин из металла нагревают: одну по максимуму, другую – чуть меньше.
Топливом выступают угли, которые разогревают максимально до белого цвета. Оттенок пламени при этом – желто-оранжевый или малиновый. Огонь должен распределяться равномерно по всей площади костра. После термообработки раскаленный предмет трижды опускается на несколько секунд в масло. Последний этап – погружение в емкость с водой. Жидкость следует предварительно хорошо перемешать (взболтать).
Температурный режим
Существует несколько способов закалки стали с разной температурой нагрева, временем выдержки и скоростью охлаждения. Для каждой марки металла нужен определенный температурный режим:
- для ножей из низкоуглеродистой стали диапазон температур должен составлять 757-950 °С;
- клинки из высокоуглеродистых марок закаливают при 680-850 °С;
- легирующим сплавам потребуется разогрев до 850-1150 °С.
В производственных условиях для определения степени нагрева используют прибор для бесконтактного измерения – пирометр, в быту применяют обычный магнит. При значительном повышении температуры магнитные свойства металла снижаются: если стальная заготовка к нему не притягивается – температура оптимальна.
Опытные мастера способны определить качество закалки по цвету стали: чем он светлее, тем сильнее нагрев. Перекаливать металл не следует, иначе он почернеет и отчистить его будет невозможно. Затачиваемая часть клинка нагревается 3 раза до почти фиолетового цвета, то есть до температуры 285 °С. Режущую же часть обрабатывают на огне только раз, но нагревают сильнее, до появления желто-оранжевого оттенка, то есть до 950-1000 °С.
Красный цвет свидетельствует о нагреве до 720-950 °С. Малиновый или светло-вишневый оттенки стали означают, что температура разогрева соответствует 800-850 °С. Появление в пламени бордового цвета свидетельствует о том, что лезвие накалилось недостаточно, лишь до 650-720 °С, коричневого – температура не выше 530-580 °С.

Охлаждение и отпуск
В зависимости от метода термообработки и типа клинков используют разные способы охлаждения, к примеру, в минеральном масле (отработке) или обычной воде с добавлением соли. Варианты:
- если закаляемые лезвия нагревают докрасна, их остужают в масле, окуная в него трижды, чтобы каждое последующее охлаждение было продолжительнее предыдущего; последний этап – погружение в предварительно размешанную воду;
- для ножей с двухсторонними лезвиями, для придания им большей остроты и упругости, клинки, напротив, вначале опускают в воду на пару секунд, а затем в отработку;
- чтобы середина лезвия была максимально упругой, можно вначале прогреть ее металлическим прутком, затем на пару часов погрузить нож в кипяток, далее – в ледяную воду.
Следует учесть, что в масле (отработке) металл остывает в 2 раза быстрее. Для определения скорости охлаждения материала в разных растворах можно обратиться к сводной таблице.
| Используемая среда | Скорость охлаждения, °С |
| Вода, нагретая до 27 °С | 450 |
| Масло комнатной температуры | 150 |
| Ледяная вода | 600 |
| Машинное масло, прогретое до 20 °С | 150 |
Прошедшая закалку и охлаждение сталь все еще слишком хрупкая. Для дальнейшего увеличения характеристик пластичности и вязкости ее следует вновь прогреть в течение часа, но лишь до 150-200 °С (данную процедуру и называют отпуском). Для легированного металла температура должна быть в пределах 270-320 °С, для быстрорежущего – еще выше. Чтобы клинок при быстром охлаждении не прогнулся, его необходимо опускать в жидкость строго вертикально, режущая кромка должна быть внизу, а лезвие при этом – оставаться неподвижным.
Как определить степень твердости металла без специальных приспособлений?
В домашних условиях можно без прибора определить степень твердости изделия. Для этого следует запастись надфилем. С его помощью можно определить твердость плоской поверхности. Данный метод работает также с округлыми поверхностями. Если кромка изделия очень острая, для проверки прочности берется кусок стекла.
Если металл мягкий, то он не будет резать стекло (максимум оставит пару царапин). Когда металл твердый, то его сложно взять и надфилем. После некоторых усилий он может оставить на стекле заметный след.

Если металл подвергался сильной закалке, то его практически невозможно взять надфилем. Изделие легко режет стекло. В процессе можно услышать специфический хруст.
Определение качества работы
Пройдя все вышеописанные этапы, хотелось бы узнать, что из этого выйдет. Как проверить качество проделанной работы, довольно просто:
- заточки должно хватать надолго;
- лезвие не должно сминаться или крошиться при соприкосновении с плотными материалами;
- клинок должен иметь пластичность, изгибаясь – восстанавливать прежнюю форму;
- нормальный инструмент, при регулярной заточке и постоянном использовании, должен прослужить не менее 10 лет.
Не забывайте, что настоящее мастерство приходит с опытом. А опыт, как известно – сын ошибок трудных.
Если не получилось с первого раза, или со второго, то проявите настойчивость – с десятого выйдет не хуже, чем у других. Изучайте материал, упражняйтесь и ваяйте истинную красоту.
Предыдущая
Изготовление ножейКак сделать спуски на ноже в домашних условиях
Следующая
НожиКак подобрать нож для своих целей
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом и различными примесями. В зависимости от содержания последних компонентов, выделяют такие виды этого металла:
- углеродистая;
- легированная.
Углеродистая сталь содержит не более 2,14 % углерода. Чем его меньше, тем больше пластичность клинка, чем больше, тем тверже и прочнее будет изделие. Такое лезвие хорошо режет, но будет плохо держать заточку, быстрее изнашиваться. Однако не составит труда подобный нож наточить. Металл подвержен коррозии. В качестве плюса можно отметить хорошую способность к сварке. При этом малоуглеродистая сталь не подлежит закалке.










Особенностью данной стали, является низкая красностойкость, которая равна 250°С. При нагревании до более высоких температур (что и происходит во время закалки) она теряет свои свойства, становится хрупкой. Именно поэтому, приступив к закалке будущего ножа, следует учитывать, из чего он выполнен и, исходя из этого, выбирать оптимальный режим температур для последующей работы. Для тех, кто хочет сделать нож своими руками, эта сталь станет идеальным вариантом, ведь с ней легко работать.
При закалке углеродистой стали, следует соблюдать определенный температурный режим, дабы металл не покоробился и не потрескался. Для низкого содержания углерода идеально подойдет температура от 727 до 950°С; для высокого (до 2.0 % содержания углерода) – от 680 до 850°С.
Для изготовления ножей в домашних условиях наиболее часто применяется сталь следующих марок:
- от У7 до У16 (подвержены глубокой коррозии, лезвие таких марок стали будет острым и твердым);
- 65Г — идеальный вариант для ножей, предназначенных для рубки, ведь обладает ударной вязкостью. Такое лезвие будет плохо держать заточку и быстро ржаветь;
- О-1 — весьма популярна у знатоков своего дела, что обусловлено приемлемой стоимостью, легкостью в закаливании. Поскольку это высокоуглеродистая сталь, то она еще и очень твердая (до 60 HRC), износостойкая, но ей также страшна коррозия;
- M-2 — ее твердость достигает 66 HRC. Лезвие долго держит заточку, легко ржавеет. Имеет большую, по сравнению с другими, красностойкость;
- 1095 — часто используется для изготовления ножей. Из своей серии именно в этой марке содержится наибольшее количество углерода, благодаря чему такое лезвие будет хорошо точиться, неплохо держать заточку, сохраняя при этом приличную твердость.
Что нужно знать для проведения процедуры закаливания нержавейки в домашних условиях?
Перед проведением данной операции дома следует узнать некоторые правила:
Если металл имеет повышенную твердость, то его нужно максимально сильно накалить
Лучше всего дождаться, пока изделие не станет малинового цвета.
Если в составе стали отмечено большое количество углерода, то нужно отнестись с осторожностью к процессу остывания.
Если изделие требует закалки по всей поверхности, то следует равномерно нагревать его с каждой стороны.
Не стоит допускать перегрева нержавейки. На поверхности в результате накаливания не должны проявляться пятна.
Перед началом работы необходимо подготовить специальные щипцы
Потребуется емкость для охлаждения металла.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.









Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.

Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла
Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.

Режимы термообработки быстрорежущих сталей

Режимы термической обработки легированных инструментальных сталей
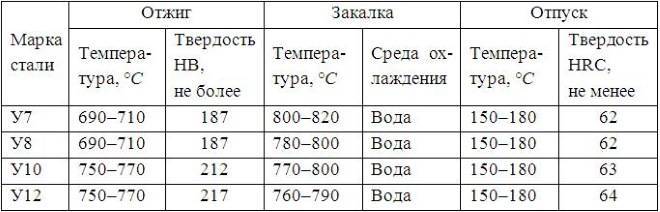
Режимы термической обработки углеродистых инструментальных сталей
Как изготовить камеру для закаливания металла?
Самодельная муфельная печь сегодня просто необходима в домашнем хозяйстве. Она позволяет без лишних действий подвергнуть изделие термообработке.










Чтобы изготовить печь своими руками, понадобится огнеупорная глина, которую используют для покрытия котлов. Из этого материала создают камеру толщиной не более 1 см.
А ее размеры должны вписываться в следующие параметры длины, высоты и ширины – 210*105*75 мм.
Вылепляя муфельную печь своими руками, надо иметь заранее сделанную из картона форму. Ее лучше пропитать парафином, чтобы она не прилипала.
Глина намазывается на форму с изнаночной стороны, потому что так она не даст во время сушки сильной усадки. Когда глина затвердеет, то самостоятельно отойдет от граней формы.
ВАЖНО ЗНАТЬ: Секреты меднения в домашних условиях
Эта же огнеупорная глина послужит материалом для изготовления дверки печи. Затем самодельная муфельная печь в виде двух деталей должна просохнуть на открытом воздухе.
Затем ее до конца просушивают в печи при стоградусной температуре.
Видео:
Потом дверку и камеру обжигают, мало-помалу увеличивая температуру до 900 градусов. Затем эти детали должны постепенно остынуть в самой печи.
Потом дверцу присоединяют к печи, осторожно действуя напильником и шлифуя поверхность шкуркой. На камеру нужно намотать 18 метров нихромовой проволоки
Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают
На камеру нужно намотать 18 метров нихромовой проволоки. Ее толщина должна быть 0,75 мм. Первый и последний витки скручивают.
Чтобы не было риска возникновения замыкания, расстояния между витками проволоки намазывают глиной. На подсохший слой глины намазывается еще один слой толщиной около 12 см.
Чтобы корпус собирался легко, его целесообразнее сделать с двумя съемными крышками, которые фиксируются винтами.
К крышке впереди на петлю прикрепляют дверцу, она должна открываться по горизонтали. На данную дверку посредством болтов и прокладок необходимо установить деталь из керамики.
Оставшиеся зазоры снова залепляют глиной, а края проволоки убирают на заднюю крышку каркаса.
Затем готовится разъем и стандартный шнур с вилкой. Все отверстия между элементами для нагревания и каркасом нужно заполнить крошкой асбеста.
Чтобы установить термопару и иметь возможность следить за процессом нагревания, в камере желательно сделать две дырочки.
Первую – диаметром 1 см, вторую – 2 см. К этим отверстиям нужно прикрепить закрывающиеся металлические шторки.
Самодельная конструкция печи весит 10 кг и может в течение часа раскаляться до 950 градусов.
Ее наличие облегчает процесс закалки сверла, напильника, матрицы и многих других изделий из металла. Как самодельная печка закаливает металлическое оборудование, показано на видео.










Видео:
Хотя муфельное оборудование, закаляющее металл, не единственный вариант. Термообработку может выполнить камерное и пламенное оборудование, электропечь, термопечь, а также печи-ванны.
Во всяком случае, сделать прибор для закалки самостоятельно выгоднее, чем покупать его. Например, средняя цена муфельной печи – 40 тысяч.
Электропечь используется для закалки металла при температуре около 1300 градусов и стоит электропечь гораздо дороже.
Закалка и отпуск заготовки для ножа
Для проведения закалки ножа из напильника следует подготовить горелку, позволяющую получить максимально высокие температурные значения, ёмкость с отработанным маслом, магнит и стекло для проверки качества закаливания. Прогревание металла горящей горелкой должно охватывать всю площадь клинка и поверхность прилегающей к нему ручки на протяжении 30 мм. Участок стилета, на котором будут расположены накладки рукоятки, не закаливают. Прогревание должно быть равномерным, без перегрева.
 Проверка правильности закаливания проводится магнитом — при достижении нужной температуры металл перестаёт реагировать на его приближение. Когда у равномерно окрашенной железной детали отсутствие реакции будет достигнуто, прогревание продолжают ещё 3−4 минуты, после чего опускают в масло для охлаждения. Получить лучший эффект можно, дополнительно установив сосуд с маслом в холодную воду. Закалённый таким образом клинок должен оставлять царапины на стекле.
Проверка правильности закаливания проводится магнитом — при достижении нужной температуры металл перестаёт реагировать на его приближение. Когда у равномерно окрашенной железной детали отсутствие реакции будет достигнуто, прогревание продолжают ещё 3−4 минуты, после чего опускают в масло для охлаждения. Получить лучший эффект можно, дополнительно установив сосуд с маслом в холодную воду. Закалённый таким образом клинок должен оставлять царапины на стекле.
Процедура закалки приводит к появлению высокого внутреннего давления в металле. Это может способствовать образованию трещин на полотне клинка при его заточке. Убрать повышенное внутреннее напряжение позволяет отпуск стали (при этом немного снизится и твёрдость материала). Чтобы отпустить металл, заготовку кладут в духовой шкаф на 1,5 часа, установив температуру нагрева 200 ° С. Охлаждение клинка должно быть постепенным, его не вынимают из духовки до её полного остывания.





