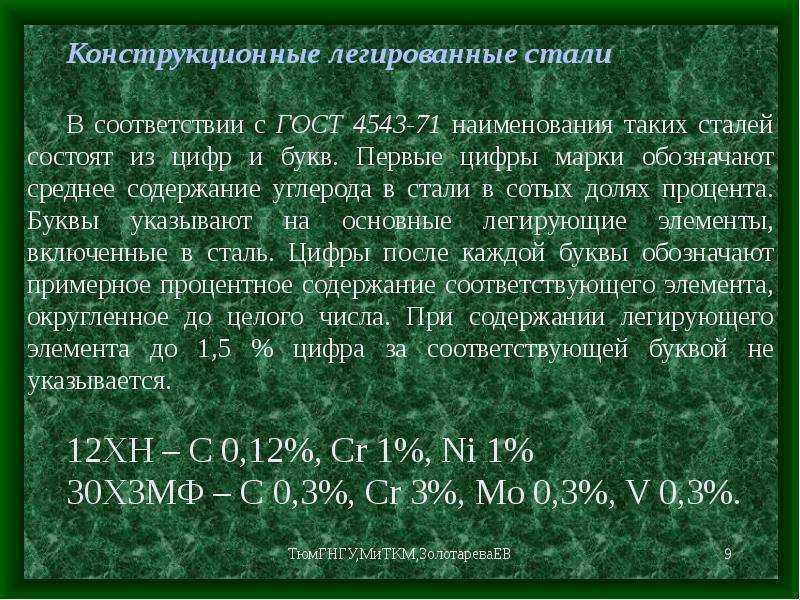
Расшифровка марки
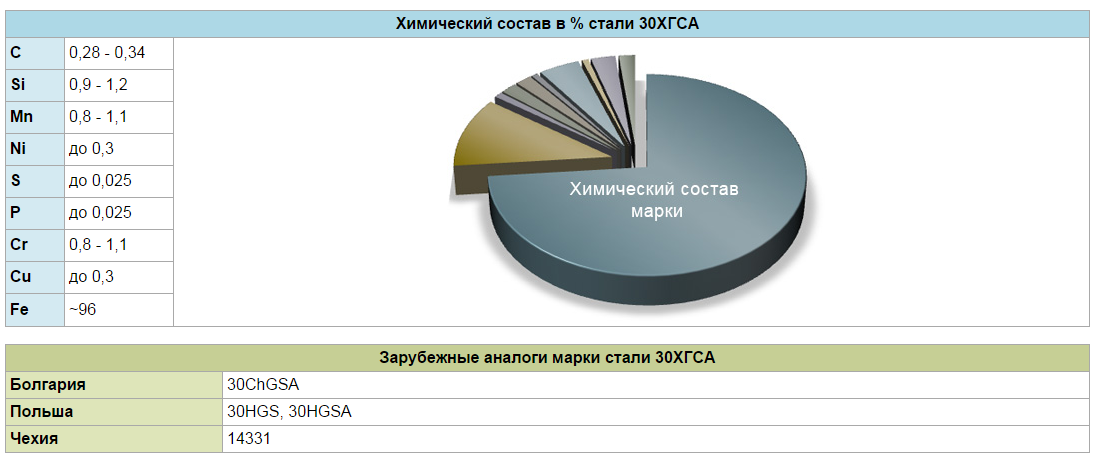
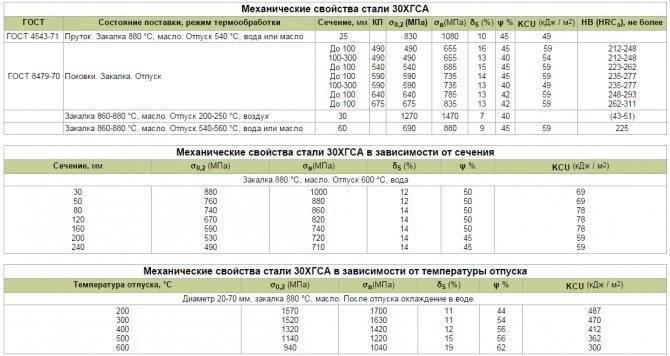
Химический составсплава задается ГОСТом 4543-71, который определяет содержание основных легирующих добавок, указанных в маркировке. Расшифровка марки стали 30ХГСАуказывает на то, что она принадлежит к классу среднелегированных сплавов. Первые две цифры слева направо обозначают концентрацию углерода, необходимого для придания твердостиметаллу. Одновременно углерод снижает пластичность стали, поэтому его содержание не превышает 0,28-0,34%.
За цифрами следуют буквы, указывающие на главные легирующие элементы, концентрация которых колеблется в пределах 1%:
- хром добавляют для повышения коррозионной устойчивости и жаропрочности стали;
- марганец и кремний – сильные раскислители, они также увеличивают пластичность и снижают опасность растрескивания сплава.
Буква «А», указанная в самом конце аббревиатуры, свидетельствует о высоком качестве материала. Он содержит небольшие примеси меди и никеля, но их концентрация слишком мала, чтобы существенно влиять на свойства сплава. Примеси серы и фосфора снижают прочность металла путем встраивания в узлы кристаллической решетки. Полностью удалить эти примеси невозможно, однако их содержание минимально — не более 0,25%.
По ГОСТу данный сплав можно заменить аналогами:
- 40ХФА;
- 35ХМ;
- 25ХГСА;
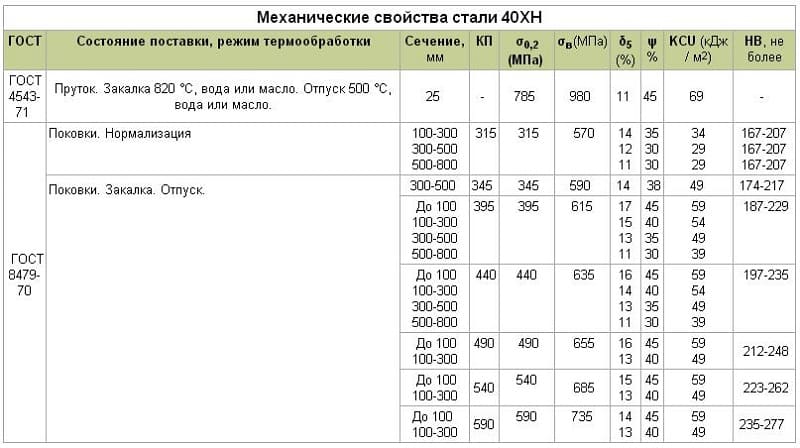
- 40ХН;
- 35ХГСА.
Среди зарубежных аналогов:
- 14331 – Чехия;
- 30ChGSA – Болгария;
- 30HGSA, 30HGS – Польша.
Сортамент выпускаемой продукции состоит:
- из труб разного диаметра;
- кованых заготовок;
- листов различной толщины;
- сортового проката;
- полосового железа;
- калиброванных и шлифованных прутков.
Сортамент продукции
- Трубы.
- Заготовки кованые и поковка.
- Полосовое железо.
- Листы – толстые и тонкие.
- Прокат – сортовой, фасонный.
- Прутки калиброванные и шлифованные.
Процесс маркировки сталей легированного типа выполняется согласно принятым стандартам. Именно благодаря маркировке становится возможно точно и быстро установить химический состав сплава. В стали 30ХГСА, как и во многих других легированных сталях, присутствует углерод. Его присутствие обеспечивает сплав крепостью, но избыток углерода может, наоборот, повысить хрупкость сплава.
Кроме углерода характеристики данной стали определяет ряд других элементов. Основным химическим компонентом сплава, после углерода, можно назвать хром. Легирование хромом даёт стали коррозионную устойчивость, внешнюю привлекательность и длительный период службы. Кроме того, в качестве присадочных материалов к описываемому сплаву добавляется марганец и кремний. Благодаря этим элементам эксплуатационные характеристики материала существенно улучшаются. Купить сталь 30ХГСА с отличными техническими характеристиками вы всегда можете в нашей компании. Стандартные ГОСТы для данной стали – 4543-71 и 84-79 70.
Состав сплава
Химический состав любого сплава, в том числе и рассматриваемого нами, оказывает непосредственное влияние на его технические характеристики. В сталь 30ХГСА входят следующие основные элементы:
- Углерод – 0,3%;
- Хром, кремний и марганец – все по 1 %;
- Медь и никель – около 0,3 %.
Помимо вышеперечисленных элементов в состав описываемого сплава входят в малых количествах (до 0,025%) сера и фосфор. Уровень содержания данных веществ должен тщательно контролироваться, так как их избыток ухудшает технические характеристики стали. Только у нас вы можете купить квадрат 30ХГСА с быстрой доставкой и по объективным расценкам!
Физические и химические свойства
У сплава 30ХГСА во многом схожие с другими среднелегированными сталями характеристики. Благодаря этому сплав получил довольно широкое распространение. В производстве особенно ценятся следующие его свойства:
- плотность – 7850 кг/м 3 (зависит от температуры среды);
- температура плавления – 1 500 ͦС;
- устойчивость к ударной нагрузке (выдерживает до 980 МПа);
- высокая степень пластичности;
- не очень высокая коррозионная устойчивость;
- способность переносить нагрузки переменного типа;
- сохранение изначальных характеристик до 400 ͦС.
Сплав 30ХГСА хорошо поддаётся штамповке и ковке, так как термообработку он переносит без потери пластичности. Купить шестигранник 30ХГСА вы можете у нас прямо сейчас!
Области применения 30ХГСА

- строительство (элементы крепежа);
- авиастроение (расходный материал для фланцев и валов);
- машиностроение (элементы, работающие под постоянными и переменными нагрузками).
Сталь 30ХГСА, аналоги которой 30ChGSA (Болгария) и 14331 (Чехия), производится нашим предприятием уже не первый год. Ждём ваших звонков и заказов!
Информация по наличию может быть не актуальной, актуальное наличие уточняйте у менеджера, или скачайте обновленный прайс
Плюсы и минусы
Необходимо отметить, что сталь, промаркированная обозначением 18ХГТ, является единственной в своем роде. Вместо нее можно задействовать другие марки, если в этом есть необходимость. Однако надо отметить, что альтернативные сплавы обычно стоят в разы дороже. Рассматриваемая марка стали привлекательна тем, что отличается высокой прочностью и надежностью. Детали, которые производят из качественного вида металла, получаются долговечными и практичными, поэтому пользуются большой популярностью. Кроме того, рассматриваемый материал характеризуется доступной стоимостью. Благодаря таким положительным качествам сталь 18ХГТ стала одной из самых популярных.
Несмотря на практичность и надежность рассматриваемой марки металла, нельзя не отметить и ее недостатки. Главный минус 18ХГТ заключается в возможном внутреннем окислении. Обычно такие события происходят в условиях цементации. Кроме того, имеются определенные ограничения, касающиеся величины прокаливания металла.


Теплоустойчивая качественная конструкционная сталь ГОСТ 20072-74
Нормативный документ: качественная конструкционная легированная сталь теплоустойчивая изготовляется согласно ГОСТ 20072-74.
Классификация теплоустойчивой стали
По видам обработки сталь подразделяют:
- горячекатаная;
- кованая;
- калиброванная;
- калиброванная шлифованная.
По состоянию материала:
- без термической обработки;
- термически обработанная — Т;
- нагартованная — Н (для калиброванной стали).
По назначению:
- а — для горячей обработки давлением;
- б — для холодной механической обработки (обточки, строжки, фрезерования и другой обработки по всей поверхности);
- в — для холодного волочения (подкат).
Марки теплоустойчивой конструкционной стали
Марки стали: 12МХ, 12Х1МФ, 25Х1МФ, 25Х2М1Ф, 20Х1М1В1ТР, 20Х1М1В1БР, 20Х1МФ, 18Х3МВ, 20Х3МВФ, 15×5, 15Х5М, 15ХВФ, 12Х8ВФ.
Обозначение марок стали: наименование состоит из обозначения элементов и следующих за ними цифр, указывающих среднюю массовую долю легирующего элемента в целых единицах, кроме элементов, присутствующих в стали в малых количествах. Цифры перед буквенным обозначением указывают среднюю или максимальную массовую долю углерода и стали в сотых долях процента. Сталь, полученную методом электрошлакового переплава, обозначают через тире в конце наименования марки буквой — Ш.
Применение теплоустойчивой конструкционной стали
Изготовление деталей, работающих в нагруженном состоянии при температуре до 6000С в течение длительного времени.
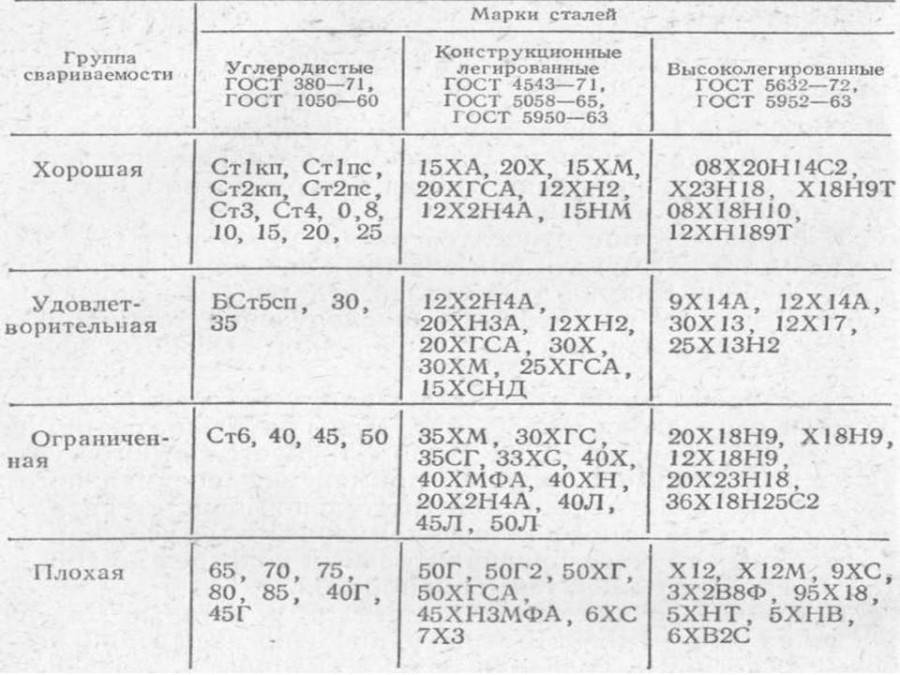
Свариваемость: ограниченно или трудносвариваемая.
Это интересно: Сталь марки 30ХГСА — характеристики, расшифровка, применение
Свойства
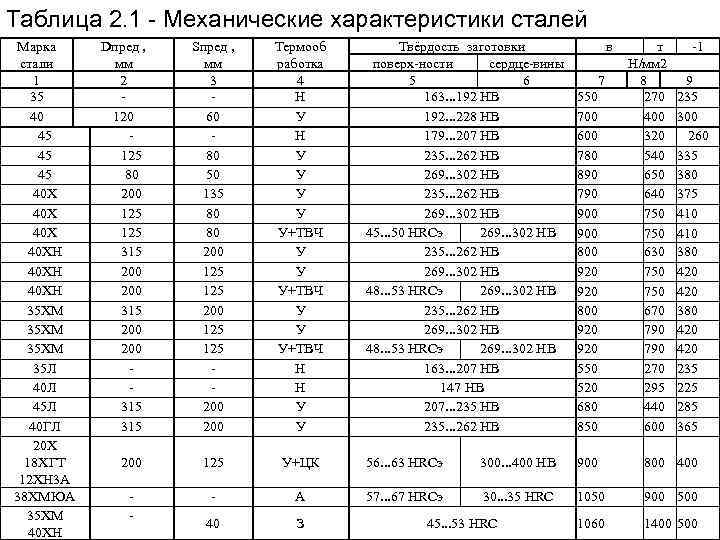
Сталь, которая принадлежит марке 18ХГТ, как и любые другие виды металлов, обладает определенными механическими и физическими свойствами. Исходя из подобных параметров определяется уровень твердости, плотности, свариваемости и других характеристик сплава.
Механические
Обозначим основные механические свойства, характерные для стали марки 18ХГТ.
- Уровень твердости рассматриваемого сплава можно определить по Бринеллю. Так, в отожженном состоянии материал характеризуется параметром твердости 217 HB.
- Показатель временного сопротивления после процесса закалки при установленных 870 градусах Цельсия составляет 980 H/мм2.
- Предел текучести стали с маркировкой 18ХГТ – 885 H/мм2.
- Что касается относительного удлинения рассматриваемого материала, то здесь актуальным является параметр в 9%.
- Имеется и параметр относительного сужения, который представляется 50%.
- Ударная вязкость металла доходит до отметки 78 Дж/см2.
- После цементации имеет место предел выносливости, составляющий 637 МПа.


Физические
Поскольку в составе рассматриваемого популярного сплава присутствует такой химический элемент, как марганец, он придает металлу большую свариваемость. Кроме того, этот компонент сказывается на ковкости стали. При этом марганец не способствует созданию карбида. Элемент просто растворяется, превращаясь в результате в особый легированный цементит.
Рассмотрим другие физические свойства стали с маркировкой 18ХГТ.
- Плотность рассматриваемого материала составляет 7800 кг/м3.
- Что касается модуля упругости, то здесь актуально такое значение – 211 ГПа.
- Коэффициентный показатель расширения линейного типа представляется в таких рамках – 10,0-10-6К-1.
- Коэффициентное значение тепловой проводимости металла – 37 Вт/м К.
- Удельная теплоемкость рассматриваемой марки составляет 495 Дж/кг К.


Описание и сфера применения различных марок стали, в частности у10, 18хгт и 20
Войдя в любой строительный магазин, можно увидеть различные инструменты, которыми многие из нас пользовались при проведении ремонта в доме на даче, а некоторые, в силу своей профессии – на работе. Однако мало кто задумывался над тем, что материалом для изготовления данных инструментов являются различные марки стали. Все инструменты, делящиеся на три категории – это режущие инструменты, измерительные инструменты и штампы. Что касается требований, предъявляемых к этим трем категориям, то тут стоит сказать, что измерительные инструменты должны быть обязательно износостойки, обладать твердостью и способностью сохранять свой первоначальный вид при длительной эксплуатации. К штампам предъявляют такие требования, как твердость, вязкость, устойчивость к трещинам и износостойкость. Режущие инструменты обязательно должны обладать твердостью, тепло и износостойкостью.
Для чего обычно используют сталь у10
Популярным материалом, который используется при изготовлении различных инструментов, и многого другого, является сталь марки у10. Исходя их названия у10, можно сделать вывод, что данная марка является углеродистой сталью, о чем свидетельствует буква «у», причем количество углерода составляет не более 0,10 %. Как правило, из стали у10 изготавливают сверла, отвертки, проволока, напильники, различный столярный инструмент и так далее. Несмотря на свои достоинства, сталь у10 имеет и недостатки, такие в частности как низкая теплостойкость, что приводит к потере твердости данного материала при температуре свыше 200 градусов по Цельсию.
Назначение стали 18хгт
Помимо инструментальной стали, широко используется сталь конструкционная легированная хромомарганцевая марки 18хгт гост. Данная марка стали используется там, где от деталей требуется вязкость сердцевины, повышенная прочность, поверхностная твердость и многое другое. Заменителями стали марки 18хгт, являются сталь 25ХГТ, 30ХГТ, 12Х2Н4А, 12ХН3А, 20ХН2М, 20ХГР и 14ХГСН2МА. Наиболее популярными изделиями, изготовленными из стали 18хгт, являются разрезные кольца, цанги, фрикционные диски, пружинные шайбы, полуоси, коленчатые валы, шестерни и тому подобное.
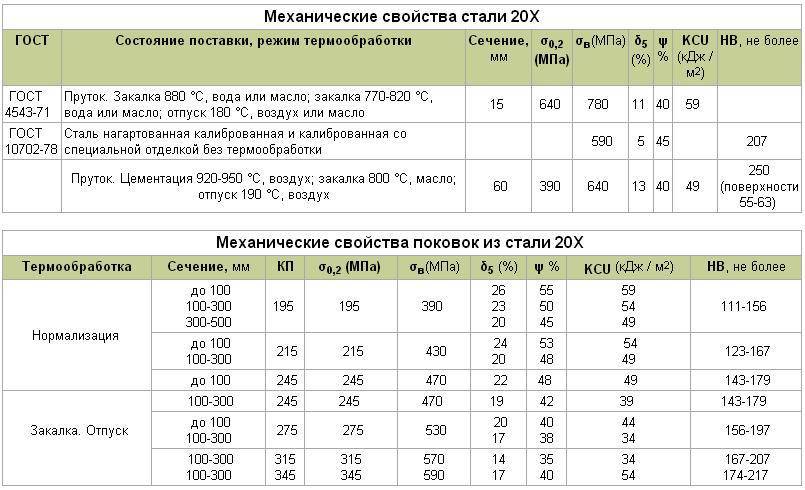
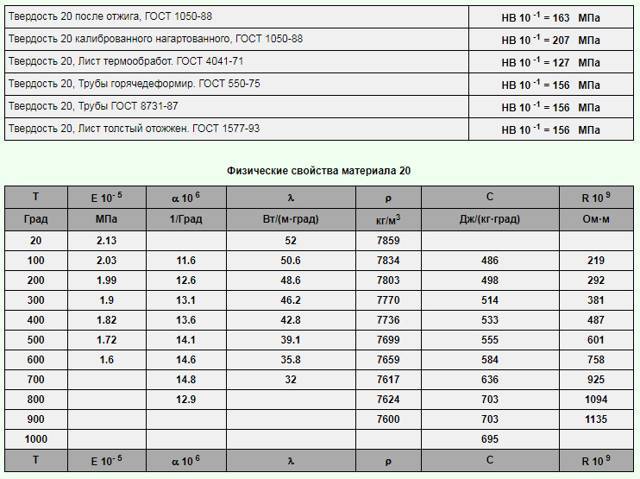
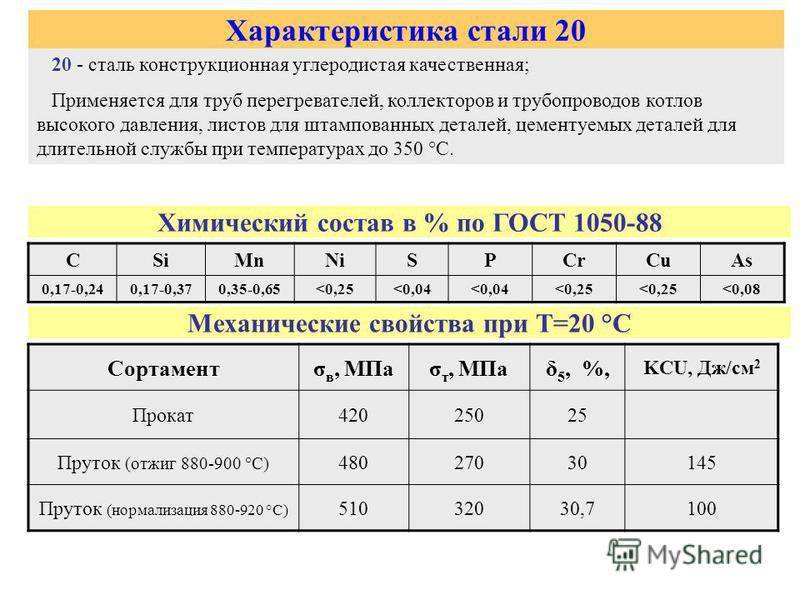
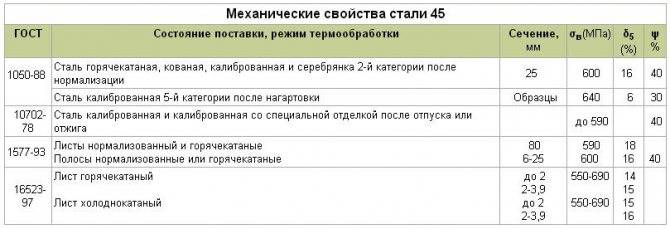
Назначение стали 20
Представителем конструкционной углеродистой качественной марки стали, можно назвать сталь 20. Главное назначение данной марки стали – это изготовление удароштамповочного, мерильного и режущего инструмента. Такой выбор связан в большей мере с твердостью, износостойкостью и прочностью марки стали 20. Не лишним будет выделить такое качество стали 20, как податливость к закалке в масле, прокалываемость и устойчивость к деформированию. Данная марка стали содержит в своем составе вольфрам, хром и ванадий, что и обеспечивает ей твердость и износостойкость.
Предыдущая | Следующая |
Термическая обработка
Наиболее распространенный технологический процесс окончательной термической обработки инструмента для горячего деформирования состоит из закалки и отпуска. Большое разнообразие условий работы такого инструмента предопределяет не только применение различных сталей, но и необходимость получать в каждом конкретном случае оптимальное для данных условий сочетание свойств за счет правильного выбора режимов термической обработки. При этом в зависимости от назначения инструмента возможен выбор разных температур нагрева под закалку, закалочных сред и способов охлаждения, температур отпуска. Режимы закалки и отпуска не универсальны, а их следует назначать дифференцированно в соответствии с условиями работы инструмента.
В частности, следует учитывать, что при повышении температуры нагрева под закалку возрастает теплостойкость и прокаливаемость штамповых сталей, но из-за укрупнения зерна снижается их вязкость. Поэтому, например, для прессового инструмента, работающего с большим разогревом, но без значительных динамических нагрузок, целесообразно повышать температуру нагрева под закалку для получения большей теплостойкости. Вместе с тем при выборе режимов закалки и отпуска следует учитывать их влияние на деформацию инструмента в процессе термической обработки и возможность последующей механической обработки.
Повышение температуры отпуска, как правило, повышает вязкость стали, но снижает ее твердость, прочность и износостойкость. В связи с этим для сохранения износостойкости и твердости стали температуру отпуска выбирают пониженной, однако не ниже температуры разогрева инструмента при эксплуатации.
Общие сведения
Заменитель |
| стали: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС. |
Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 5950-73, ГОСТ 2590-71, ГОСТ 2591-71. Калиброванный пруток ГОСТ 5950-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 5950-73, ГОСТ 14955-77. Полоса ГОСТ 4405-75. Проволока ГОСТ 10543-82. Поковки и кованые заготовки ГОСТ 5950-74, ГОСТ 1133-71, ГОСТ 7831-78. |
Назначение |
| молотовые штампы паровоздушных и пневматических молотов с массой падающих частей свыше 3 т, прессовые штампы и штампы машинной скоростной штамповки при горячем деформировании легких цветных сплавов, блоки матриц для вставок горизонтально-ковочных машин. |
Химический состав
| Химический элемент | % |
|---|---|
| Кремний (Si) | 0.10-0.40 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo) | 0.15-0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni) | 1.40-1.80 |
| Фосфор (P), не более | 0.030 |
| Хром (Cr) | 0.50-0.80 |
| Сера (S), не более | 0.030 |
Механические свойства
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | HRCэ |
|---|---|---|---|---|---|---|---|
Закалка 850 °С, масло. Отпуск 460-520 °С. | |||||||
| <100 | 57 | ||||||
| 100-200 | 1420 | 1570 | 9 | 35 | 34 | 375-429 | 42-47 |
| 200-300 | 1270 | 1470 | 11 | 38 | 44 | 352-397 | 40-44 |
| 300-500 | 1130 | 1320 | 12 | 36 | 49 | 321-375 | 37-42 |
| 500-700 | 930 | 1180 | 15 | 40 | 78 | 302-341 | 35-39 |
Технологические свойства
| Температура ковки |
| Начала 1240, конца 750. Сечения до 100 мм охлпждаются на воздухе, 101-350 мм – в яме. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Обрабатываемость резанием |
| В отожженном состоянии при НВ 286 и sB = 900 МПа Ku тв.спл. =0,6, Ku б.ст. = 0,3. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| чувствительна |
Твердость
| Состояние поставки, режим термообработки | HRCэ поверхности | НВ |
|---|---|---|
| Прутки и полосы отожженные или высокоотпущенные | 241 | |
| Образцы. Закалка 850 С, масло. Отпуск 550 С. | 36 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 400-480 С (режим окончательной термообработки) | 44-48 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 500-550 С (режим окончательной термообработки) | 40-43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 400 С. | 43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 500 С. | 39 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 550 С. | 37 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 600 С. | 26 | |
| Закалка 850 С. Отпуск 500 С. Температура испытания 400 С | 39 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 500 С. | 28 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 600 С. | 26 |
Физические свойства
Температура испытания, °С | 100 | 200 | 300 | 400 | 500 | 600 |
|---|---|---|---|---|---|---|
Температура испытания, °С | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 |
Коэффициент теплопроводности Вт/(м ·°С) | 38 | 40 | 42 | 42 | 44 | 46 |
Коэффициент линейного расширения (a, 10-6 1/°С) | 12.6 | 14.2 | ||||
Уд. электросопротивление (p, НОм · м) | 12.6 | 14.2 |
Другие марки из этой
Обращаем ваше внимание на то, что данная информация о марке 18ХГТ, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки 18ХГТ могут отличаться от значений, приведённых на данной странице
Более подробную информацию о марке 18ХГТ можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!



Сферы применения
По существующей классификацией инструментальных легированных сталей 5ХНМ относят ко второй группе подобных сплавов. Они предназначены для изготовления инструментов и оборудования, используемого на предприятиях среднего и тяжёлого машиностроения. Его производят посредством штамповки и ковки. Из этого сплава изготавливают:
- различные штампы (как горячие, так и холодные);
- так называемые молотковые штампы (применяются в различных пневматических, гидравлических, паровоздушных прессах);
- блоков матриц, используемых в качестве дополнительных вставок;
- валов и колец обрабатывающих станков и прокатных станов.

Круг ст 5ХНМ
Применение стали 5ХНМ для изготовления такого оборудования обусловлено способностью удовлетворять высоким требованиям. К этим требованиям относятся:
- высокие прочностные характеристики;
- максимально возможное сопротивление скоротечному удару;
- высокая износоустойчивость;
- отличная теплопроводность (должен обеспечиваться быстрый отвод образовавшегося у поверхности штампа тепла);
- глубокая прокаливаемость (особенно это свойство особенно необходимо для крупногабаритных штампов);
- способность сохранять целостность поверхности (обладать высокой сопротивляемости образованию на поверхности трещин из-за так называемого разгара, то есть быстрого нагрева и последующего охлаждения);
- способностью хорошо подвергаться таким видам обработки как отжиг и закалка;
- допустимой красностойкостью (жаропрочные свойства изготовленного штампа не должны снижаться в процессе работы, под продолжительным воздействием повышенных температур, он должен продолжительное время сопротивляться отпуску);
- высокая вязкость (во время работы штампа ударному воздействию одновременно подвергается обрабатываемая заготовка и поверхность штампа, поэтому металл штампа должен обладать требуемой вязкостью, чтобы сохранять продолжительное время свои геометрические формы);
- обладать заданной отпускной хрупкостью (особенно это необходимо для штампов больших размеров);
- иметь хорошую слипаемость (штамп должен противостоять эффекту адгезии, прилипанию поверхности заготовки к рабочей поверхности штампа, это позволит получать штампованные изделия с заданными свойствами в течение длительного времени и значительно увеличить срок службы агрегата).
Этот материал имеет как отечественные, так и зарубежные аналоги. Отечественными аналогами стали 5ХНМ являются — 5ХНВ, 5ХГМ, 5ХНВС и некоторые другие из второй группы. Более подробную информацию можно найти в марочнеке сталей и соответствующих стандартах.
Подобный металл производятся во многих странах мира. Наиболее известным аналогами являются: Т61206 – производится в США, 1.2711 и 1.2713.55 – изготавливается в Германии, 55NCDV7 и 55NiCrMoV7 – во Франции, 5CrNiMo в Китае.
Вакуумная цементация
— возможность эффективного регулирования профиля распределения углерода в цементованном слое и его микроструктуры;
— отсутствие кислородсодержащих компонентов в атмосфере, что исключает внутреннее окисление деталей;
— лучшее проникновение газа-карбюризатора в отверстия малого диаметра, что обеспечивает равномерную цементацию внутренних полостей;
— высокая повторяемость результатов процессов, проходящих в одинаковых условиях;
— получение светлой поверхности деталей после цементации;
— отсутствие газоприготовительных установок и приборов контроля угле родного потенциала;
— уменьшение удельного расхода электроэнергии и технологического газа;
— большая мобильность оборудования (пуск и остановка занимают несколько минут);
— сокращение длительности процесса в результате проведения его при высокой температуре и изменения потенциала атмосферы;
— повышение культуры производства и улучшение условий труда.
Первая информация о процессе вакуумной цементации относится к началу 70-х годов, когда специалисты (США) впервые осуществили вакуумную цементацию в модернизированных печах типа VCQ.
При вакуумной цементации, загрузку деталей производят в холодную камеру, далее пуск печи, и дальнейшее управление всеми технологическими параметрами (температура, расход газа, давление, длительности периодов цементации и диффузии) производится с помощью программы, введенной в управляющий компьютер. Сначала печь вакуумируется, затем следует ступенчатый нагрев до температуры цементации. Затем садка с деталями выдерживается при постоянной температуре для выравнивания температуры внутри садки и удаления загрязнений с поверхности стали, препятствующих проникновению углерода. Продолжительность выдержки при температуре составляет от 20 до 60 мин. (в зависимости от поперечного сечения деталей). Далее происходит подача в камеру реакционного газа, в качестве которого применяют такие углеводороды как метан, пропан, бутан или ацетилен. Давление и расход газа зависят от типа газа, объема камеры и площади поверхности деталей. Давление газа может находиться в интервале 4 — 400 мбар, а расход в интервале 500 -5000 нл/ч. При этом стараются как можно больше обогатить поверхностную зону углеродом, чтобы концентрация углерода в этой зоне достигла более высоких значений, чем задаваемые значения для окончательно обработанной детали. За стадией науглероживания следует диффузионная стадия процесса. Для того, чтобы избежать дальнейшего науглероживания во время диффузионной стадии, по окончании стадии науглероживания печь снова вакуумируют. Далее закачивают в печь немного азота (до установления давления в печи 2 мбара) с целью уменьшения эффекта сублимации (выветривания, улетучивания) в вакууме углерода и легирующих элементов с поверхности деталей при прохождении стадии диффузии. Стадии науглероживания и диффузии чередуют до тех пор, пока не будут получены требуемые глубина цементованного слоя и концентрационный профиль углерода. Оптимальный технологический процесс вакуумной цементации состоит из трех стадий науглероживания и трех стадий диффузии. На следующем этапе, осуществляется охлаждение печи и садки с деталями до цеховой температуры и в зависимости от конструкции печи это может происходить как в самой камере с использованием инертного газа (азот, аргон или гелий) при разных давлениях, так и в масле закалочного бака. После достижения печью цеховой температуры компьютерное управление отключается и с помощью погрузчика садку выгружают.
Некоторые особенности технологии — вместо заключения
Иногда при цементации необходимо защитить некоторые поверхности. Для этого применяют 3 основных способа: защита допусками, меднение поверхности, защита пастами.
Цементацию широко применяют в машиностроении для повышения твердости и износостойкости изделий с сохранением высокой вязкости их сердцевины. Удельный объем закаленного науглероженного слоя больше, чем сердцевины, и поэтому в нем возникают значительные сжимающие напряжения. Остаточные напряжения сжатия в поверхностном слое, достигающие 400–500 МПа, повышают предел выносливости изделия. Низкое содержание углерода (0,08–0,3 %) обеспечивает высокую вязкость сердцевины за счет неполной прокаливаемости. Цементации подвергают качественные стали 08, 10, 15 и 20 и легированные стали 12ХНЗА, 18ХГТ и др. Твердость поверхностного слоя для углеродистой стали составляет 60–64 HRC, а для легированной – 58–61 HRC; снижение твердости объясняется образованием повышенного количества остаточного аустенита.
Способы обработки и существующие аналоги
Марка 13ХФА достаточно легко подвергается основным способам обработки:
- резанию механическим инструментом;
- основным видам сварке;
- ковке;
- обычной инструментальной обработке.
Для поперечного или продольного резания, выпускаемых изделий, не требуется специального инструмента. Об этом свидетельствуют физические и механические свойства сплава. Свариваемость такого сплава не имеет ограничений. Его можно подвергать ковке уже при температуре более 860 °С. Произведенные исследования выпускаемого металла показали, что он не флокеночувствителен.
Наличие в сплаве необходимых легирующих добавок приводит к появлению специфических, так называемых закалочных структур. Во время сварки их образование может привести к снижению стойкости от холодных и горячих трещин. При сильном перегреве снижаться стойкость к хрупкому разрушению. Этот эффект вызван образованием увеличенного аустенитного зерна.
Наличие легирующих добавок, положительно влияет не только антикорроизийные свойства, но и на стойкость к перегреву. Происходит повышение ударной вязкости у границ образованного шва. Значительно повышается надёжность места сварки.
Применение
Рассматриваемый тип материала представляет собой хромо-марганцевую конструкционную и легированную сталь. Обычно подобный металл задействуется при конструировании модернизируемых деталей либо цементируемых объектов особого значения. Речь идет о таких конструкциях, от которых ожидается самая высокая прочность, а также достаточная вязкость сердцевинного участка. К таким конструкциям относятся и те объекты, от которых ожидается повышенная твердость поверхностных оснований.
Сталь марки 18ХГТ может быть использована для производства предметов, работа которых проходит под воздействием серьезных ударных нагрузок. Это:
- шестеренки полуосевых оснований либо коробок передач;
- сателлитные запчасти;
- разного рода втулки;
- валы червячного типа;
- муфты кулачковой модификации;
- пальцы;
- конусообразные кольцевые элементы подшипников, диаметр которых составляет от 60 до 250 мм;
- роликовые компоненты, диаметр которых составляет до 25 мм.
Определение
Сталь конструкционная легированная – сталь конструкционного типа, которая включает химические элементы, позволяющие изменять физико-механические свойства материала.
Легирующие добавки дают возможность повысить антикоррозийные свойства стали и показатели прочности, а также обезопасить материал от преждевременного разрушения. В группу легирующих элементов входят: хром, никель, медь, азот, ванадий.
В зависимости от массы легирующих компонентов легирована сталь бывает:
- Низколегированная (вместимость легирующих элементов до 2,5 %);
- Среднелегированная (от 2,5 до 10 %);
- Высоколегированная (от 10 до 50 %).
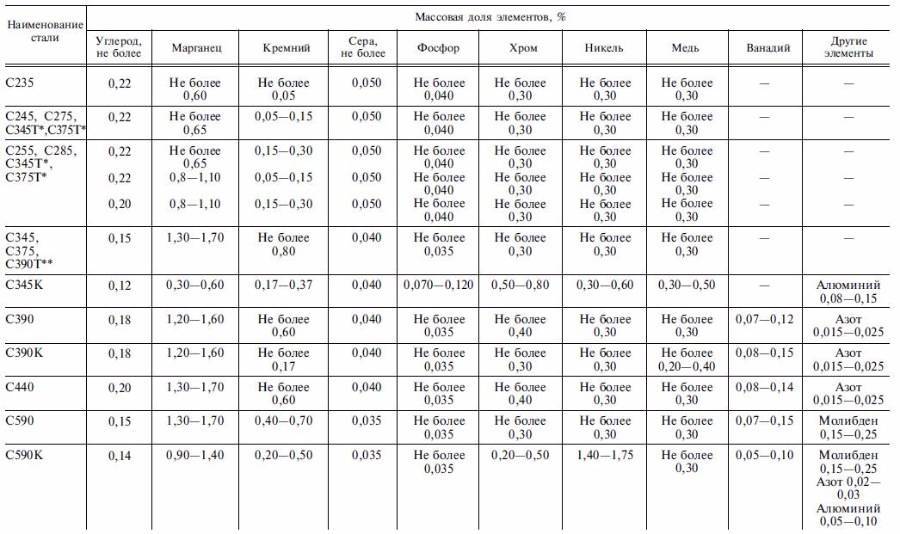
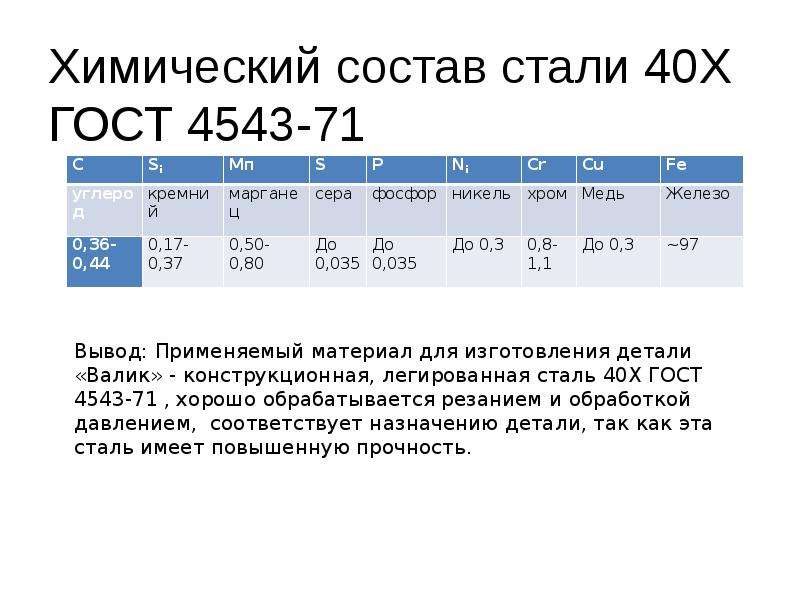
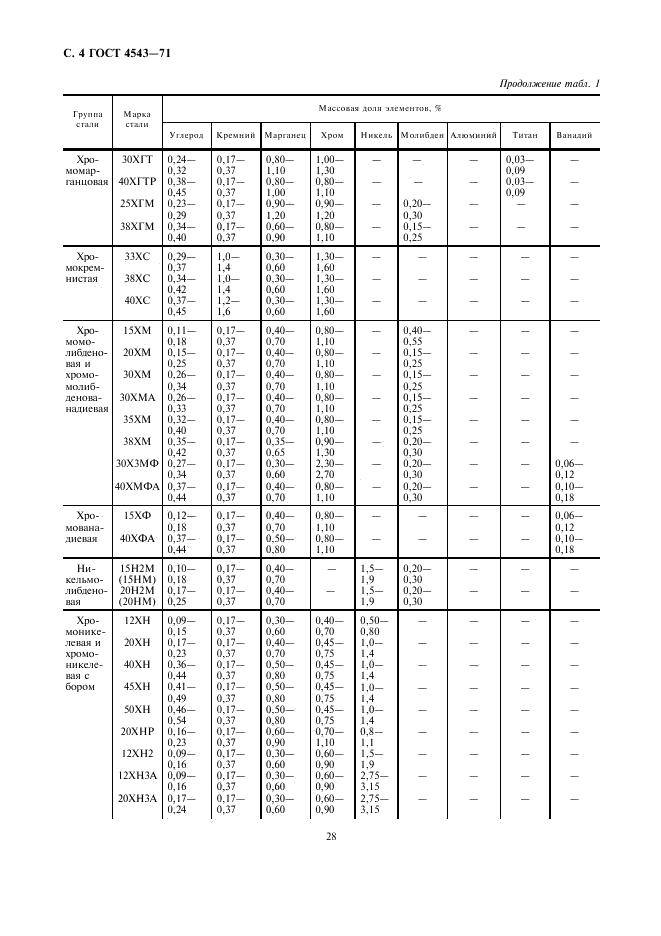
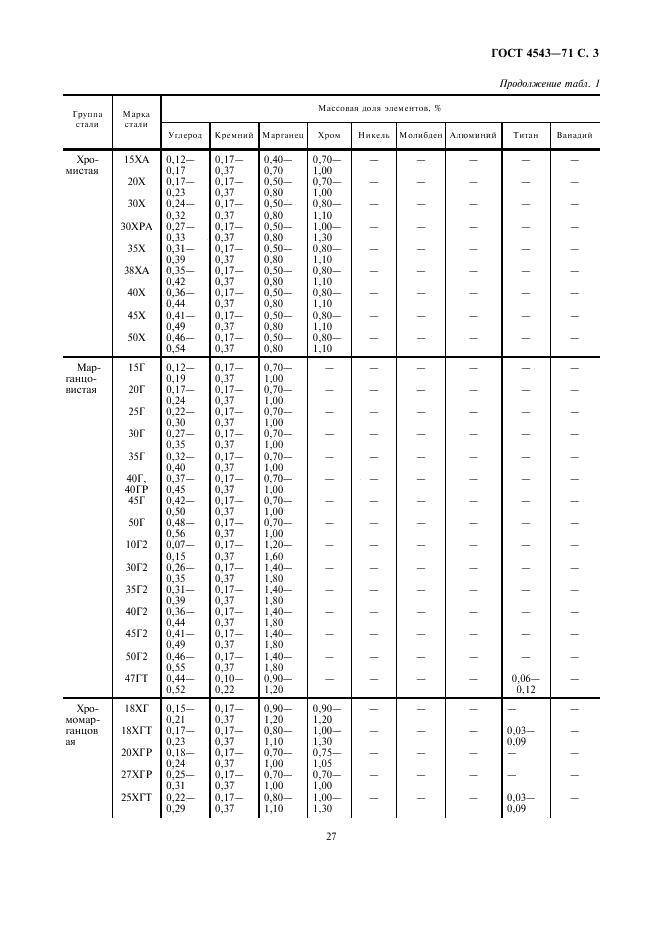
Химический состав сталей конструкционных легированных представлен в ГОСТ 4543-71.
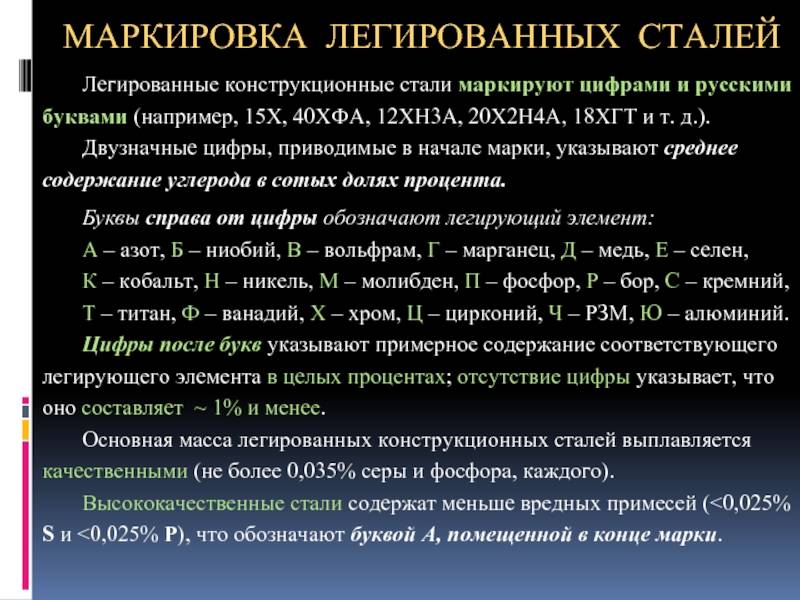
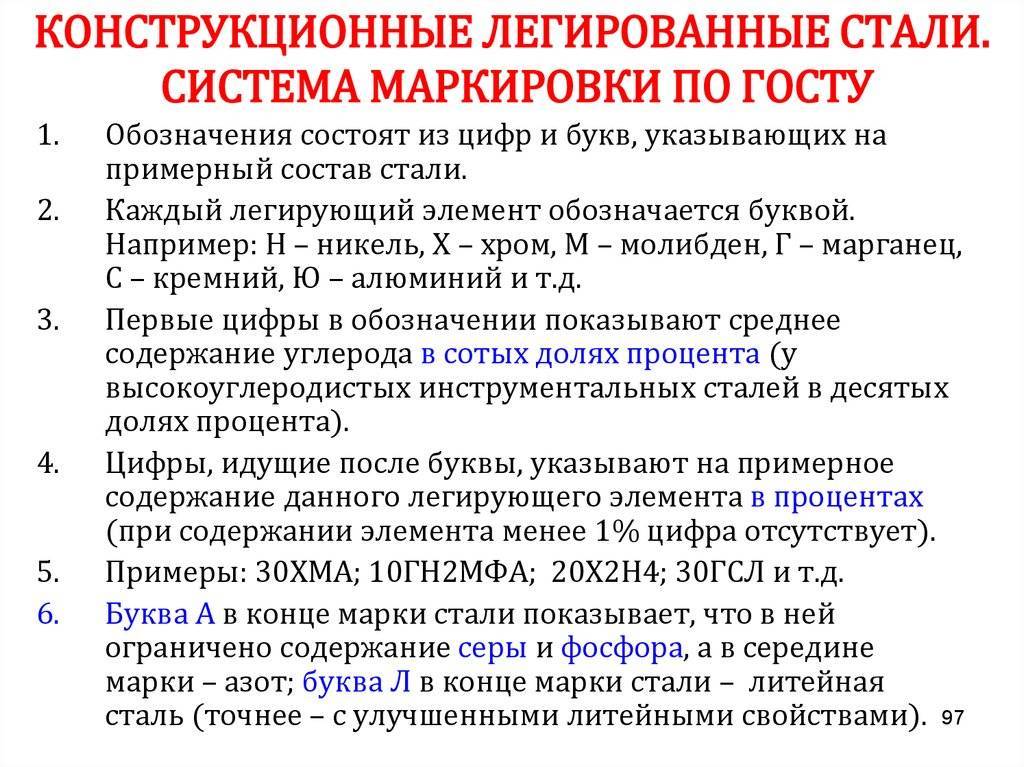
Маркировка стали легированного типа производится при помощи цифр и букв, которые позволяют определить составляющие элементы стали. Буквенные обозначения относятся к легирующему компоненту, который входит в состав стали.

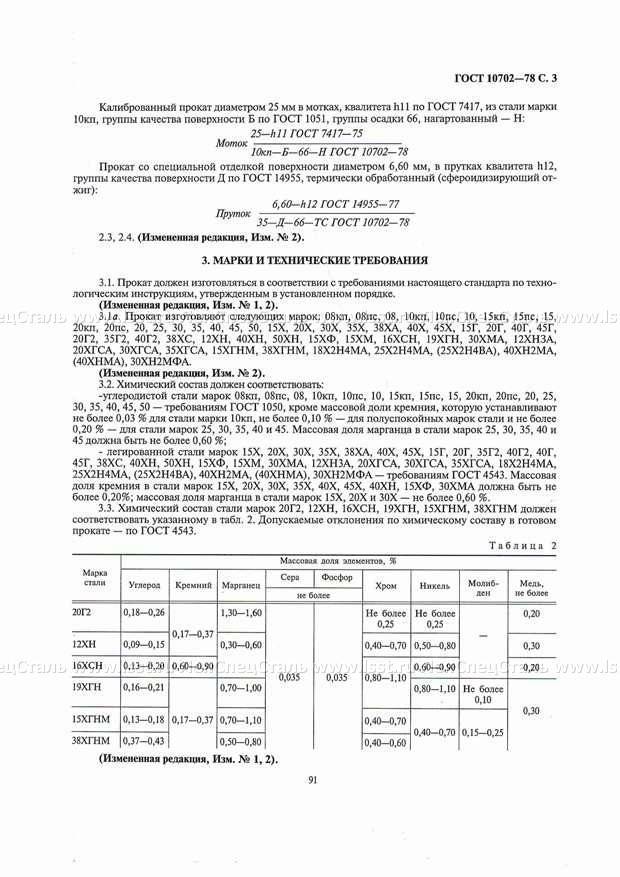

Основные легирующие элементы отображены в таблице:
Маркировка | Элемент | Маркировка | Элемент |
Г | Mn (Марганец) | К | Co (Кобальт) |
С | Si (Кремний) | Л | Be (Берилий) |
Х | Cr (Хром) | М | Mo (Молибден) |
Н | Ni (Никель) | Р | B (Бор) |
Д | Cu (Медь) | Т | Ti (Титан) |
А | N (Азот) | Ю | Al (Алюминий) |
Ф | V (Ванадий) | Ц | Zr (Цирконий) |
Б | Nb (Ниобий) | П | P (Фосфор) |
В | W (Вольфрам) | Ч | Редкоземельные металлы |
Е | Se (Селен) |
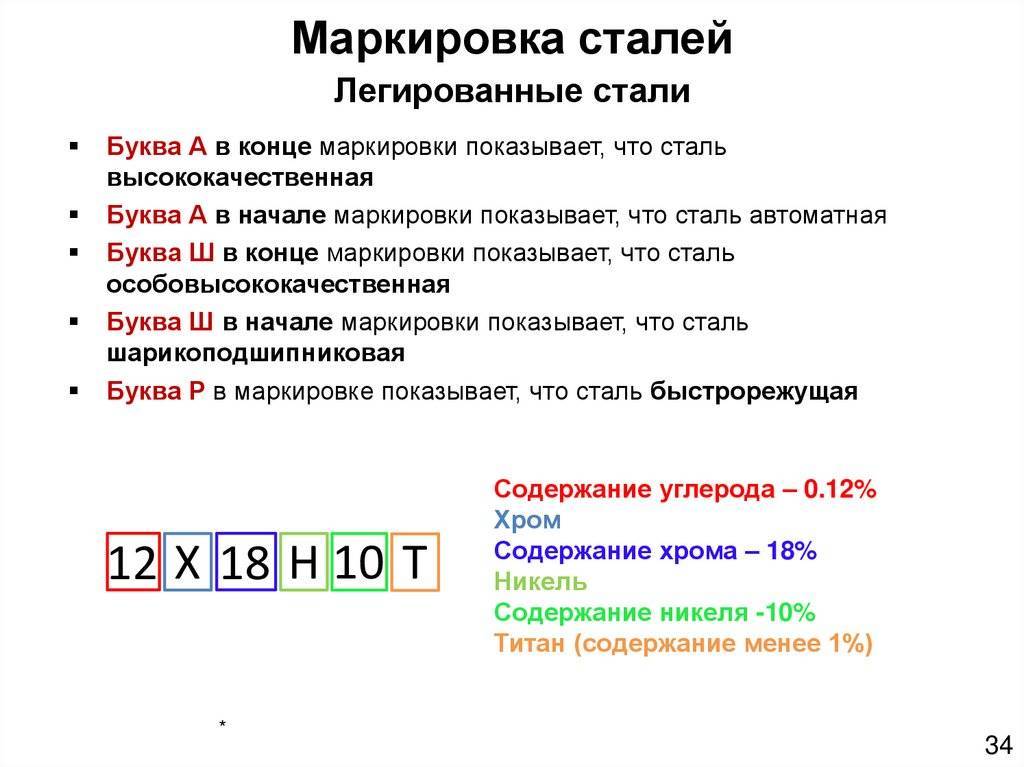
Первые две цифры указывают среднее содержание углерода в сотых долях процента.
Стоящая за буквой цифра, показывает среднее количество элемента в процентах, которое присутствует в стали. В случае, если цифра в маркировке отсутствует, тогда доля легирующего компонента составляет 0,8-1,5 %. Исключение составляют молибден и ванадий, которые обычно занимают 0.2-0.3 % в составе легирующей стали, и бор, содержание которого для стали с маркировкой Р не превышает 0,010 %.


Также в начале маркировки используются дополнительные обозначения, которые отражают способ получения стали:
- Р — быстрорежущая;
- Ш — шарикоподшипниковая;
- А — автоматная;
- Э — электротехническая;
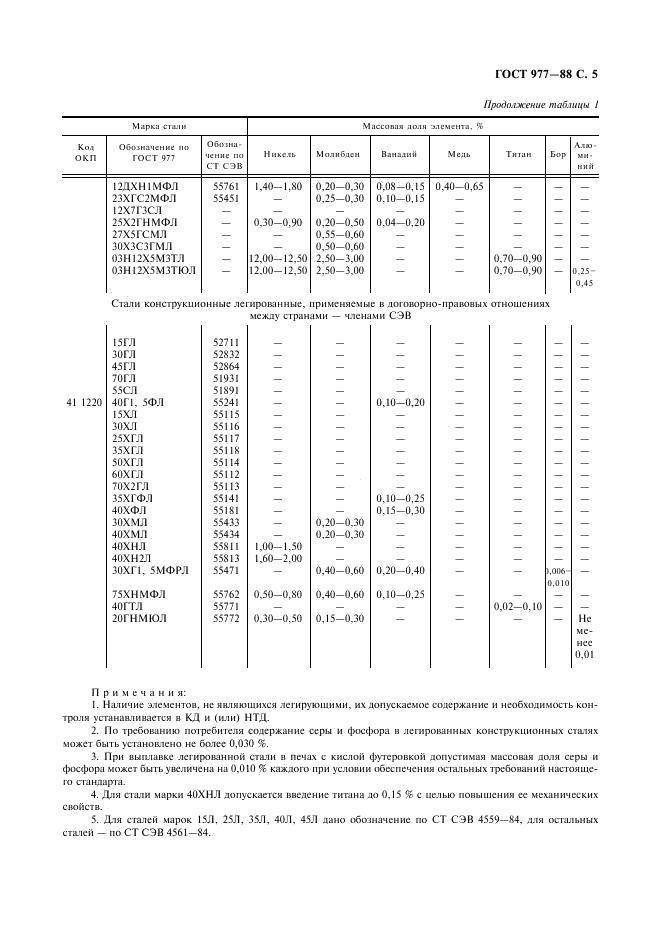
- Л — полученная литьём;
Исключениями являются:
- Шарикоподшипниковые стали предусматривают обозначение процентного содержания хрома в десятых долях (к примеру ШХ4 — Cr 0,4 %);
- Для марки быстрорежущего типа стали цифра, расположенная после буквы «Р», отмечает количество вольфрама в %, а наличие хрома во всех сталях данного типа соответствует показателю 4 %.
Если буква «А» располагается посередине маркировки, то она обозначает долю азота в изделии, а если «А» находится в конце, значит сера и фосфор в стали присутствуют в количестве не более 0,03 %. Наличие двух букв «А» в конце маркировки свидетельствует об особой чистоте от серы и фосфора в составе материала и подтверждает повышенное качество стали. Если сталь соответствует высококачественным параметрам, тогда она маркируется буквой Ш.
Примеры:
- Сталь 18ХГТ — 0,18 % С, 1 % Сr, 1 % Мn, около 0,1 % Тi;
- Сталь 38ХНЗМФА — 0,38 % С, 1,2—1,5 % Сr; 3 % Ni, 0,3—0,4 % Мо, 0,1—0,2 % V;
- Сталь 30ХГСА — 0,30 % С, 0,8—1,1 % Сr, 0,9—1,2 % Мn, 0,8—1,25 % Si;
- Сталь 03Х13АГ19 — 0,03 % С, 13 % Сr, 0,2—0,3 % N, 19 % Мn.
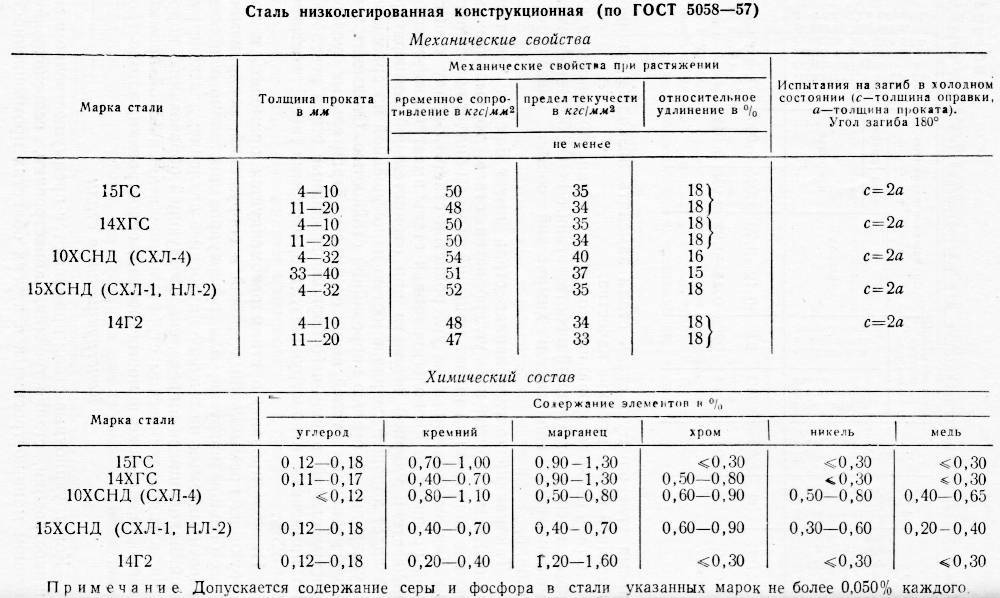
Согласно ГОСТ 30732-2006 для прокладки труб в ППУ изоляции в тепловых трассах и использования легированной стали углеродистого типа можно применять материалы со следующими маркировками: 10Г2, 09Г2С, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У (улучшенная), 15ХМ, 12Х1МФ, 15Х1М1Ф, 10Х9МФБШ, 06ГФАА. Для труб, которые соответствуют параметрам по ГОСТ 8731 группа В, 8733 группа В легированная сталь разрешена только 10Г2 по ГОСТ 4543. Для ГОСТ 10705 группа В, ГОСТ 10706 группа В легированные стали не предусмотрены.
Состав и расшифровка
Сталь, соответствующая маркировке 18ХГТ, является легированной, относящейся к конструкционному типу. Сперва стоит расшифровать непосредственное наименование этого вида металла. В название этого сплава добавлены буквы, обозначающие присутствие соответствующих химических элементов в его составе. Так, буквенные значения «ХГТ» в расшифровке названия марки металла свидетельствуют о том, что в нем содержатся хром, марганец и титан.


Если подробнее рассматривать химический состав популярной марки стали, то стоит обозначить наиболее важные компоненты:
- в металле содержится углерод – 0,17-0,23%;
- присутствует и такой элемент, как хром – 1,00-1,30%;
- марганец – 0,80-1,10%;
- титан содержится в таких количествах – 0,030-0,090%;
- кремний – 0,17-0,37%.
Химический состав рассматриваемого сплава соответствует государственным стандартам. Каждый из перечисленных компонентов выполняет те или иные функции. Так, от процента содержания углерода зависит прочностная степень материала. Что же касается марганца, то он в сталях играет роль заменителя более дорогостоящего никеля, положительно сказывается на прокаливании. Умеренные добавки, такие как титан, сокращают склонность материала к перегреву. Хром, который тоже имеется в составе качественной стали 18ХГТ способствует повышению прочности, а вместе с этим и жесткости готового продукта.

Основные свойства
На основные характеристики стали 18ХГТ присутствие таких элементов, как хром. Он является дешевым легирующим элементом. В соединении с углеродом химический элемент придает марке данного сплава прочность и устойчивость материала. При этом наблюдается незначительное понижение вязкости. А также хром положительно влияет на критическую скорость термообработки стали 18ХГТ.
Присутствие марганца положительно влияет на ковкость и дает хорошую свариваемость металлу. Этот компонент не образует карбида. Он растворяется и превращается в легированный цементит. Присутствие большого количества марганца делает ее хрупкой при закалке.
Присутствие кремния в этом типе сплава придает ей прочность. Благодаря этому элементу также не теряется пластичность. Другой элемент – титан. При соединении с углеродом компонент образует высокотвердые изделия. Детали, в которых присутствует титан, способны сопротивляться смятию.
Свариваемость 18ХГТ не имеет ограничений. Металл хорошо соединяется с любыми сплавами.
Способы сварки:
- Контактная точечная сварка.
- Ручная дуговая сварка.
Свариваются детали без подогрева и термообработки в последующем. Только с деталями, обработанными химико-термически, возможны проблемы во время сварки.
Конструкционная легированная сталь не подвержена различным внутренним дефектам. Во время проверки на излом или разрыв сплав данной марки показывает отличные результаты. Изделия из нее также не склонны к хрупкости во время отпуска детали и проверки на излом.
К физическим свойствам относится отличная износостойкость, вязкость. Из этой марки изготавливаются детали, которые могут работать под длительными и высокими вибрационными и динамическими нагрузками.
Температура среды, в которой допустима работа деталей из конструкционного сплава, может колебаться от минус семидесяти градусов по Цельсию до четырех сот пятидесяти со знаком плюс.

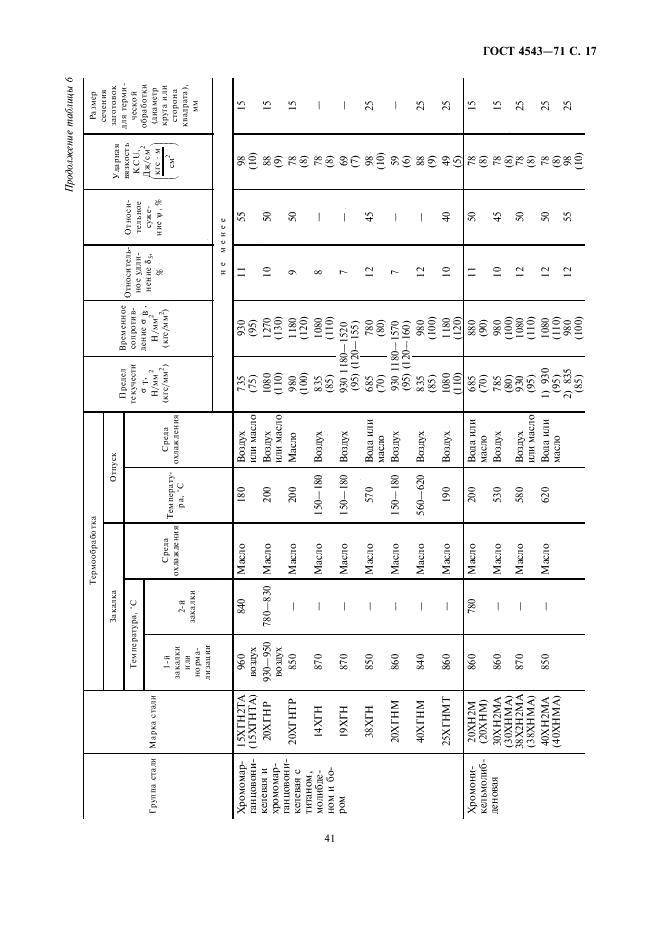
Механические свойства 18ХГТ таковы, что пятимиллиметровое изделие выдерживает давление до 1520 Мпа, если материал прошел термообработку при 850 градусах по Цельсию с отпуском в двести градусов. Двадцатимиллиметровые детали из нее выдерживают давление до 950 Мпа при той же закалке и отпуске. Для охлаждения используется масло вместо воды. Оно замедляет процесс, так как от скорости охлаждения зависит результативность закалки.
Твердость изделия из этого металла после отжига равна 217 HB. При повышении температуры до 500 градусов твердость стали 18ХГТ повышается. ГОСТ данного материала 4543-71.