

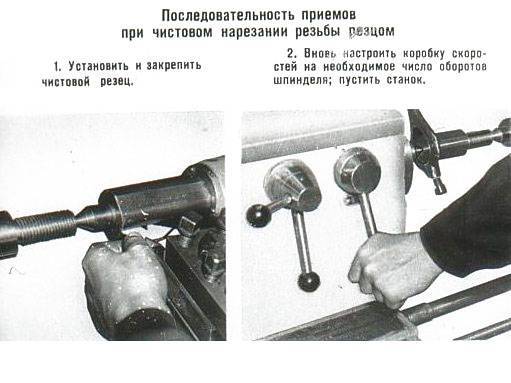
Правила работы
Процесс нарезки внутренней резьбы на трубах с помощью станка производится по следующему алгоритму:
- Заготовка своими руками устанавливается в тисках зажимного устройства, рукоятка «зажим» до предела проворачивается, и изделие плотно закрепляется.
- Для того чтобы обеспечить минимальный ход зажимных трубок заготовка размещается с торцевой стороны зажима.
- Рукоятка с обозначением «вперед» поворачивается и суппорт с установленной трубой направляется к резцу.
- После того, как труба будет захвачена плашками резца, нарезание резьбы будет производиться за счет самозатягивания, так как она будет постепенно ввинчиваться в головку.
Проводя нарезание резьбы, также следует обратить внимание на ряд технологических моментов. Так, например, при повороте рукоятки в положение, обозначающееся как «разжим», зажимное устройство тисков разжимается, и готовое изделие можно снимать. Нарезка внутренней резьбы
 Нарезка внутренней резьбы
Нарезка внутренней резьбы
В случае необходимости раскрыть плашки резака можно своими руками воспользовавшись рукояткой.
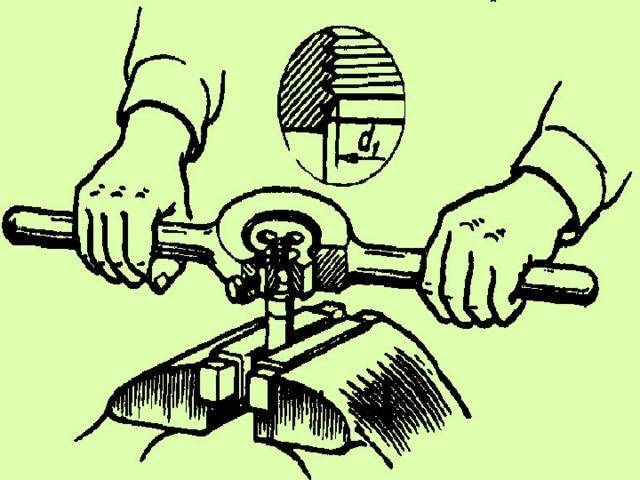
Для обеспечения накатки резьбы тиски несильно затягиваются при помощи клина. Накатка будет проходить успешно в том случае, если труба, которая была зажата в тисках, будет обладать небольшим люфтом.
Некоторая свобода перемещения заготовки в тисках станка обеспечит необходимое самоцентрирование относительно резца.
Таким образом, в процессе вращения шпинделя по часовой стрелке резец будет погружаться в трубу, и формировать внутреннюю резьбу
Важно помнить о том, что перед началом накатки трубу необходимо тщательно очистить от следов грязи и окалин
Некоторые станки для выполнения накатки могут использовать специальную резьбонакатную плашку. Она представлена в виде цилиндра с диаметром в 80-90 мм со сквозным отверстием в центре корпуса.
После того, как накатка резьбы будет завершена, шпендель начнет вращаться в обратную сторону и резец выйдет из трубы. Далее тиски разжимаются, и готовая труба с резьбой вынимается.
Стоит отметить, что накатка выполняется в полуавтоматическом режиме, для этого используются кнопочные переключатели.
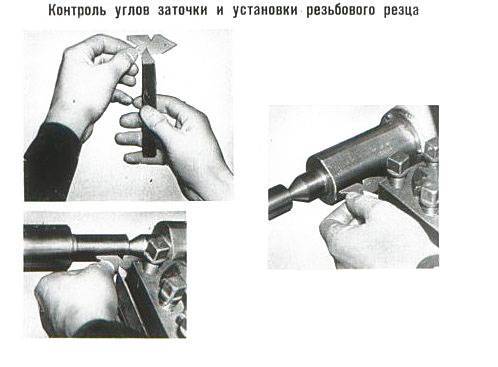
Контроль резьбы
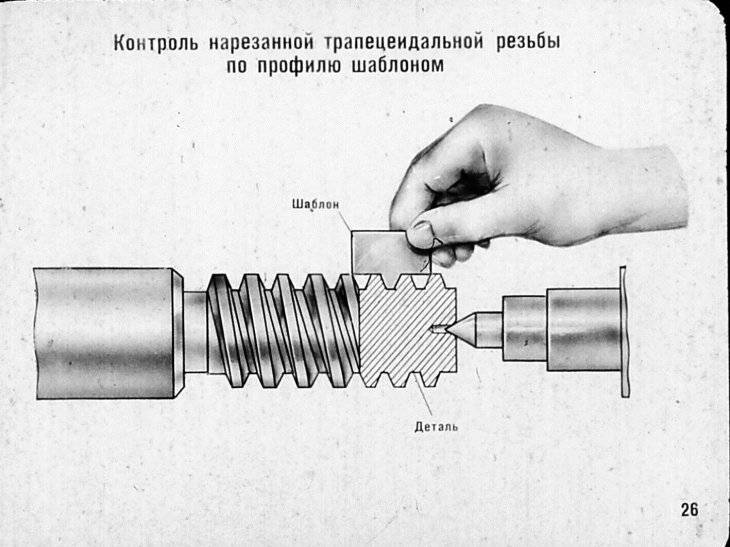
При создании внутренней резьбы в трубе с помощью токарного станка, ее шаг измеряется с помощью резьбовых шаблонов. Такой шаблон представлен в виде пластины, на которой имеются специальные резцы.
Резцы отмечены шагом резьбы, который обозначается на лицевой плоскости шаблона. Есть наборы шаблонов, которыми замеряется как метрическая, так и дюймовая резьба. Такие шаблоны могут измерять только параметр шага резьбы.
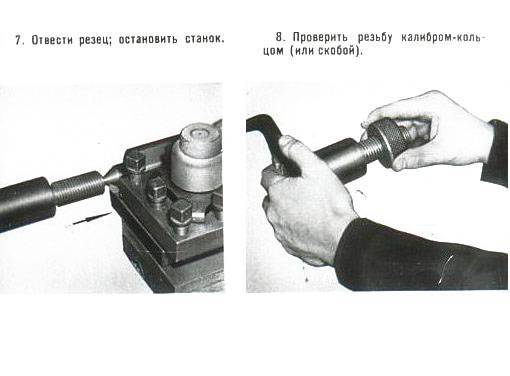
Чтобы оценить точность выполненной внутри трубы резьбы применяются различные резьбовые калибры. Эти калибры могут быть проходными.
Проходные калибры сочетают в себе полноценный профиль резьбы и считаются прототипом будущего внутреннего соединения трубы.
Непроходные калибры способны контролировать значение среднего диаметра резьбы, и оснащены укороченным профилем. Перед тем, как произвести контрольные измерения все детали тщательным образом очищаются от металлической стружки и грязи.
 Пластины резца с механическим креплением
Пластины резца с механическим креплением
Калибры нужно прикладывать крайне аккуратно, чтобы не допустить появления на их поверхности царапин и потертостей. С целью замера внутренних, наружных и средних диаметров шага внутреннего соединения используется резьбовой микрометр.
Его шпиндель оснащен рядом посадочных отверстий. В них вставляются комплекты со сменными вставками, они полностью соответствуют элементам резьбы, которые необходимо измерить.
Для того чтобы удобно проводить такие измерения микрометр закрепляется на стойке, после чего производится настройка с ориентировкой на шаблон или эталон.
Правила безопасности при работе
С целью предотвращения несчастных случаев во время работы с трубонарезным станком нужно неукоснительно соблюдать следующие требования:
- если производится нарезка резьбы в длинной трубе, то один ее конец должен ложиться на специально предназначенную для этого стойку;
- провода электропитания должны быть надежно заизолированы и находится в защитной трубке;
- рубильник подачи питания располагается в специальной защитной коробке;
- все части станка, которые при работе вращаются, следует огородить;
- как электродвигатель, так и рубильник после установки станка заземляются.
Также стоит отметить, что при нарезке резьбы в трубах на станке устанавливается защитное стекло, которое будет предохранять глаза оператора от вылетающей стружки.
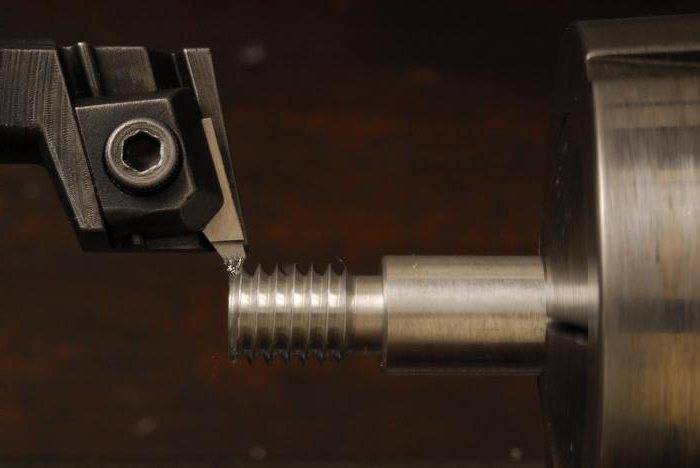
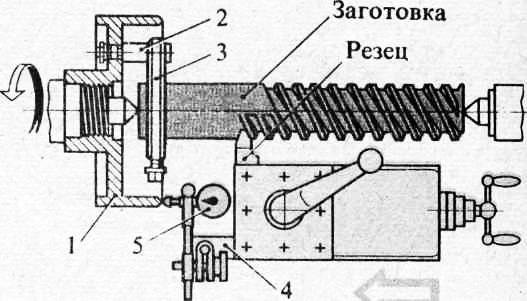
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.


У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
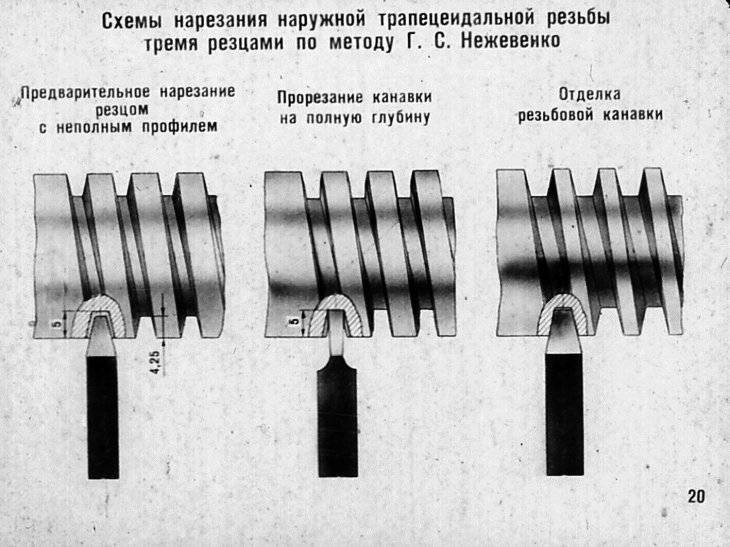
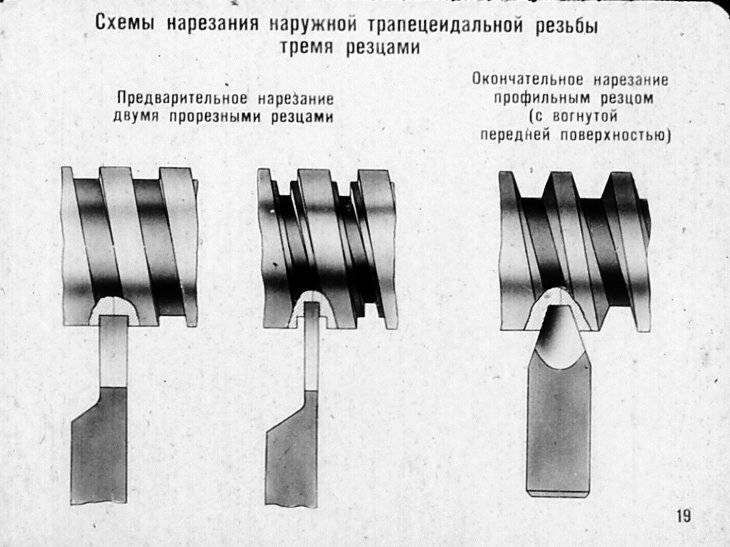
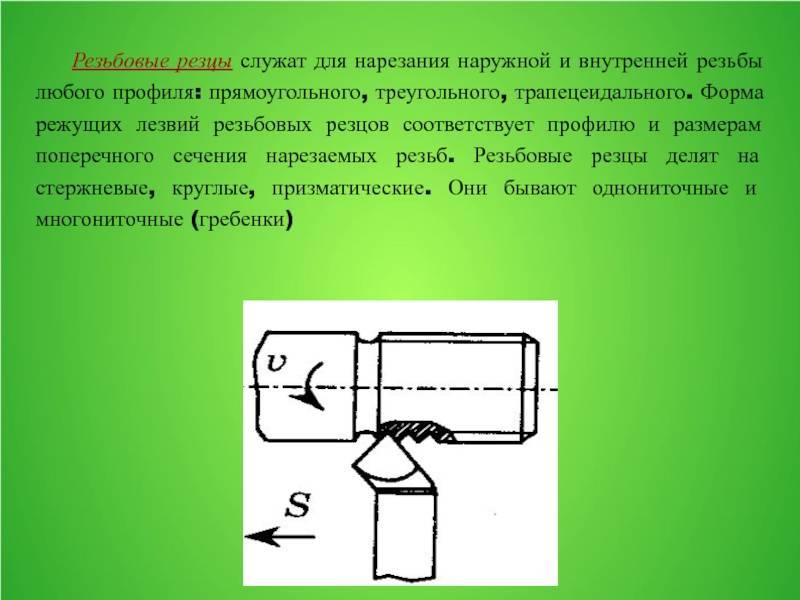
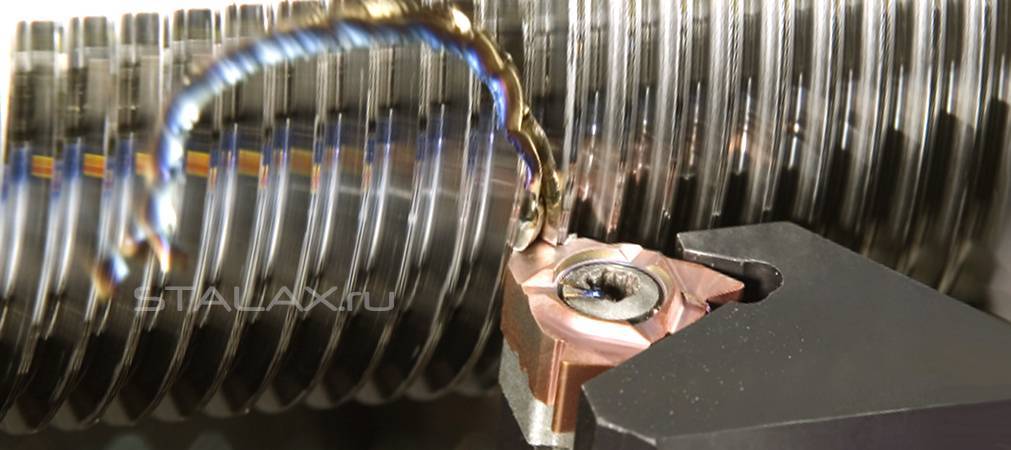
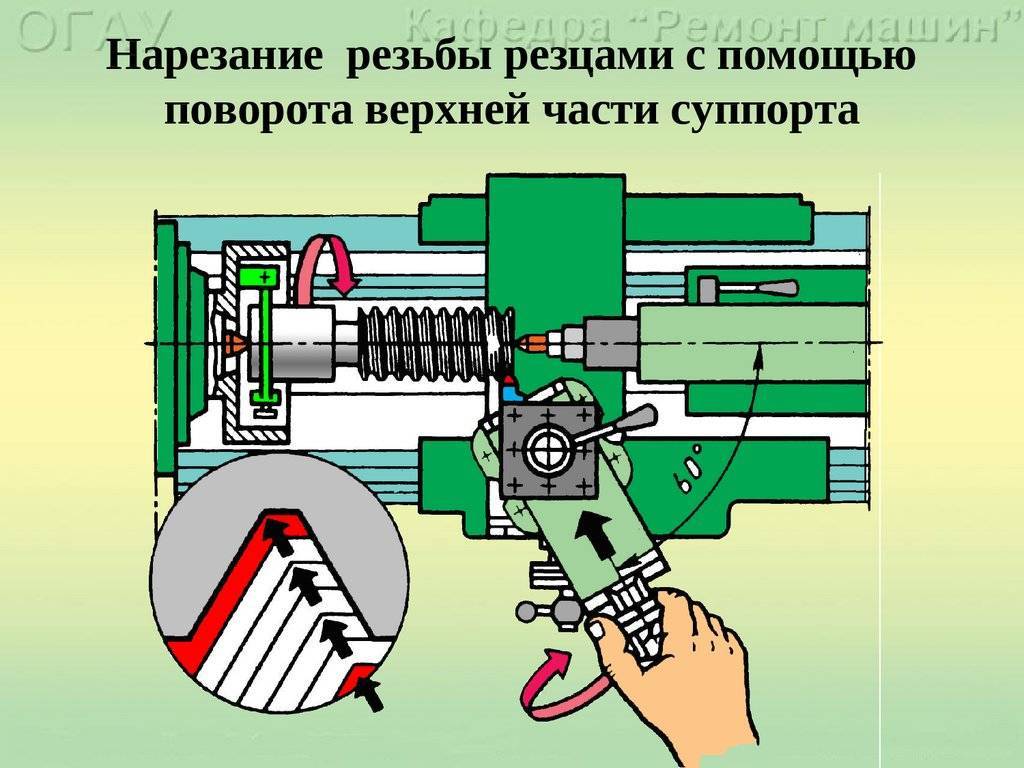
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.

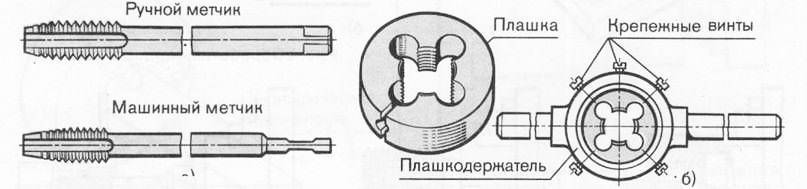
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
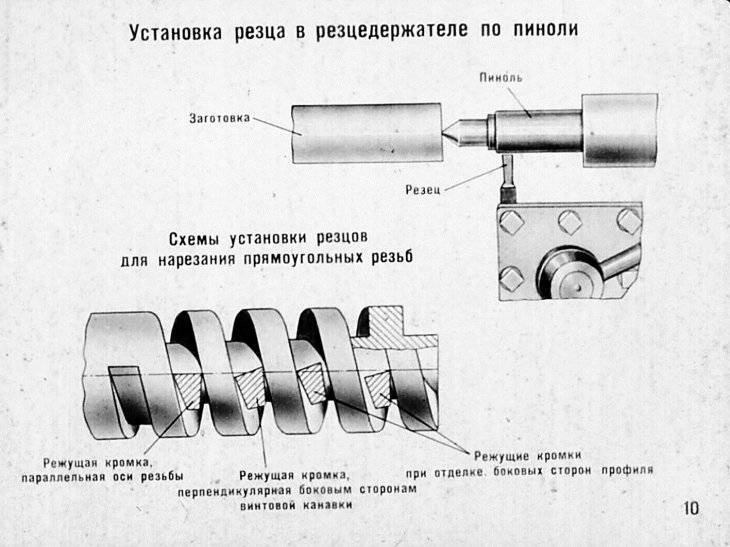
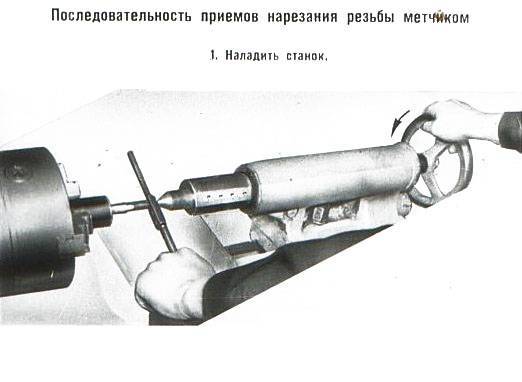
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
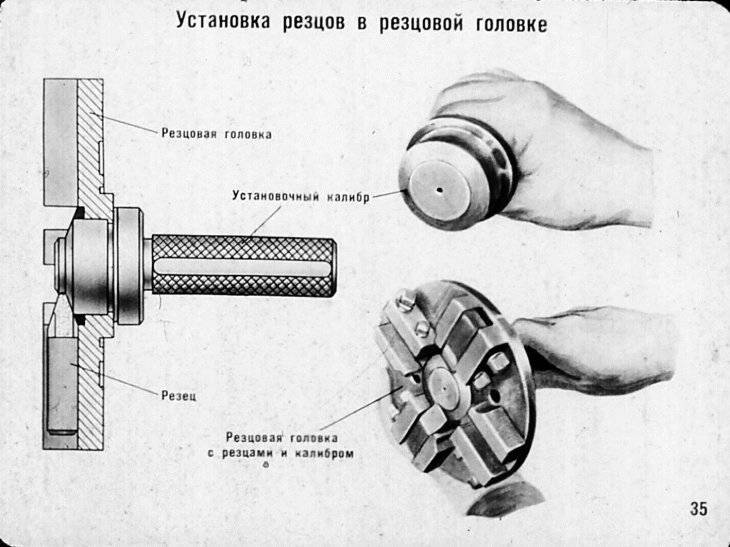
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Техника нарезания резьбы
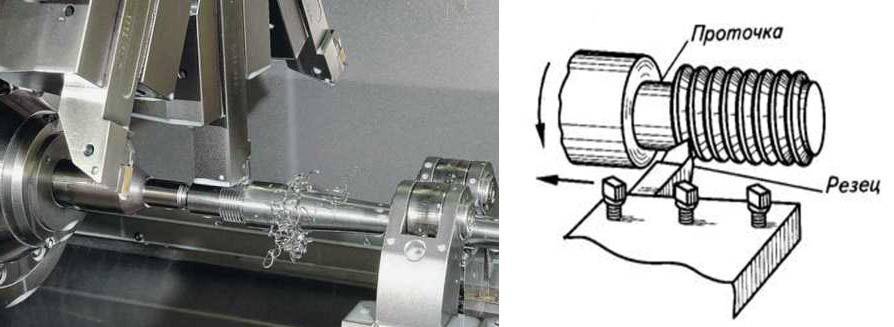
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.
Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
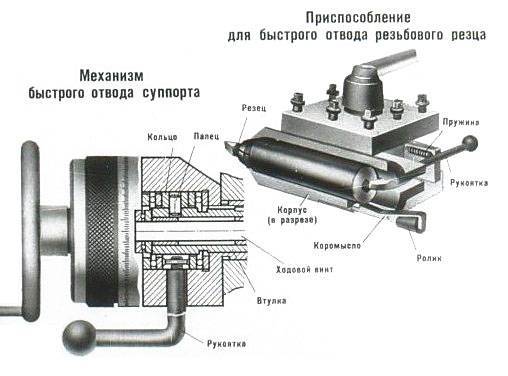
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
Способ нарезки винтовой нити на токарном станке определяется количеством и размером детали, наличием соответствующего инструмента.
Как нарезать резьбу на токарном станке 1к62</index>
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Выбор электролобзика для дома: характеристики, параметры, ТОП-5
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.





Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Нарезания многозаходной резьбы.
Чтобы нарезать многозаходную резьбу необходимо настроить станок на определенный шаг. Параметры резьбы следующие — диаметр 20 мм, шаг 2 мм, количество заходов 3 (Tr 20-6 (P2)). Путем перемножения получаем ход резьбы PH=2*3=6 мм. Станок настраиваем на шаг 6мм. Уточняю, шаг резьбы = 2 мм, ход = 6 мм станок настраиваем именно на ход резьбы то есть 6 мм.
После того как настроен станок, стандартным методом нарезаем первый ход до полного профиля и отводим резец от заготовки. Для деления на последующий заход перемещаем резец в продольном направлении верхними салазками суппорта на величину PH/Z , в данном случаи 6/3=2мм. Контроль размера ведут по лимбу верхних салазок.
Можно увеличить точность данного метода поставив индикатор между резцедержателем и патроном (см рис 3).
Третий и последующие заходы нарезаются по данному алгоритму.
Обозначения для резцов
Если на токарном станке делают резьбу с использованием специальных резцов, то важно выбрать такую модель, которая соответствует заданным параметрам. Для того, чтобы правильно выбрать деталь, достаточно узнать точное название
В нём указывают следующие характеристики:
Буквенная часть определяет тип резца. Каждый из них имеет свои сильные и слабые стороны, которые необходимо учитывать при выборе.
Цифры, характеризующие номинальный размер инструмента.
Указывают шаг резьбы, который можно создать этим резцом. Если их несколько, то в названии указывают самый мелкий из них.
Если предполагается создать многозаходную резьбу, то сообщают количество заходов и шаг
Последнее число берут в скобки.
Важно знать, для какого направления применяется резец. По умолчанию считается, что оно правое
В случае, если речь идёт о левом, то применяется обозначение LH.
Класс точности инструмента или используемое поле допуска.
Указывают длину свинчивания в том случае, если она отличается от обычной.
Правила обозначения можно объяснить на следующем примере. Вот обозначение на резце: 1: М16х1,5LH–6H. Далее будет рассмотрен каждый его элемент:
«М» говорит о том, что речь идёт об обработке цилиндрической детали. Предполагается, что резец предназначен для создания метрической резьбы.
«16» — это номинальный диаметр.
«1,5» говорит о том, что используется шаг резьбы, равный 1,5 мм.
«LH» означает, что таким образом нарезают левую резьбу.
«6Н» говорит о том, что точность равна 6, а Н — основное отклонение. Использование прописных букв говорит о том, что речь идёт о нарезке внутренней резьбы.
Поскольку длина свинчивания не указана, то это означает, что она нормальная.

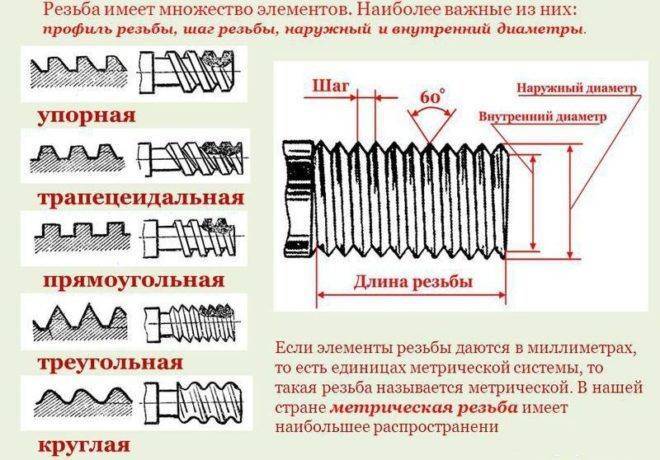
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.




Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Правила нарезки
резьбовой шаблон используется для контроля правильности нарезания резьбы
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
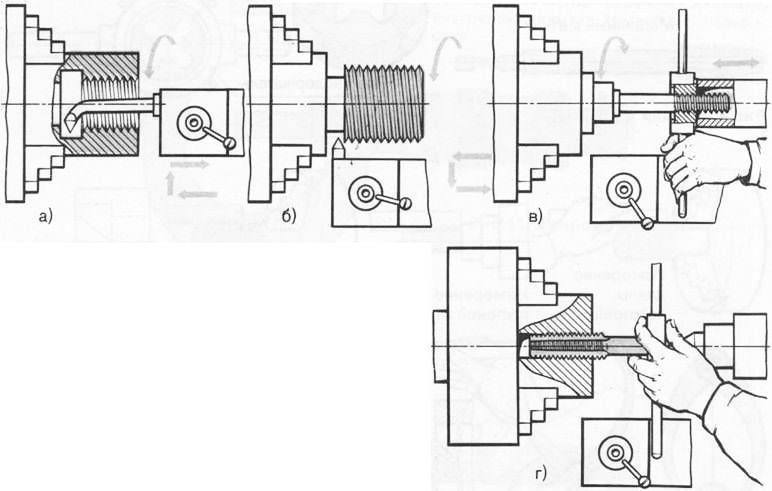
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
- Показатель боковых углов инструмента сзади должен быть таковым, чтобы во время нарезки боковые грани не соприкасались с поверхностью резьбы. Обычно справа и слева они равны: при угле резьбового подъема выше 4 градусов — от 6 до 8 градусов и от 3 до 5 градусов, если угол до 4 градусов.
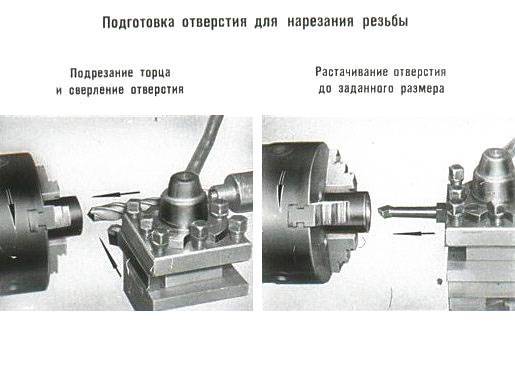
- Внутренние резьбы режут непосредственно по окончанию расточки или сверления. В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких.
- Иногда резьбу следует оканчивать канавкой. Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
- Чтобы на торце выполнить качественную резьбу, необходимо сделать уступ до 3 мм не меняя диаметр. С помощью этого выступа обозначают итоговый проход резака. По окончанию нарезки уступ удаляют.
- Черновой проход выполняется со скоростью до 30 метров в минуту, чистовой до 55 метров в минуту. При обработке чугуна скорость не более 25 метров в минуту. Твердосплавными инструментами сталь режется со скоростью до 150 м\минуту. Когда шаг резьбы меньше 2 мм используют повышенные скорости, когда шаг от 6 мм — пониженные (точные показатели можно найти в специальных таблицах).
- Режется резьба в несколько проходов, по окончанию каждого прохода инструмент устанавливается в начальную позицию.
- Когда необходимо на длинную заготовку нанести наружную резьбу, суппорт вручную устанавливают в начальную позицию, отключив гайку разъема. Чтобы сделать следующий проход нарезания следует попасть точно в канавку.
Параметры и соответствующие ГОСТы
Инструкция по нарезанию резьбы в видеоролике:
Особенности нарезки внутренней резьбы
Над такой резьбой могут работать разные виды винторезной оснастки. В отличие от поверхностной внешней обработки, такие операции требуют изначального создания отверстия путем сверления. В некоторых случаях требуется и соответствующая расточка, которая позволит в дальнейшем использовать резьбу для сопряжения с деталями конкретного диаметра.
Но при неверных расчетах диаметра нарезание внутренней резьбы на токарном станке может испортить заготовку. Это бывает в случаях, когда изначальный диаметр сам по себе соответствует размерам целевой детали, которая должна интегрироваться в целевую полость. Избежать этого можно путем допуска технологического утолщения внутренних стенок перед сверлением. Этот допуск должен соответствовать высоте гребня резьбы.
На нержавеющей трубе
Часто при изготовлении труб применяется нержавеющая сталь. Она характеризуется высокой прочностью и устойчивостью к воздействию коррозии. Однако, присутствие большого количества легирующих элементов приводит к снижению степени обрабатываемости. Именно поэтому с нарезанием резьбы может возникать довольно много трудностей.
Упростить процесс нарезания можно при обильном применении смазывающего вещества. Кроме этого, нужно выбирать плашку или метчик из износостойкого материала, который не будет тупится в процессе обработки.
В заключение отметим, что необязательно обладать какими-либо навыками или иметь специальные инструменты для получения резьбы на поверхности труб
Важно правильно использовать выбранный механизм нарезания резьбы, а также следить за наличием смазывающего вещества. Стоит учитывать, что недостаточное количество смазки может привести к заклиниванию плашки или метчика
Нарезание многозаходных резьб
Нарезание многозаходной резьбы любого профиля начинают так, как если бы требовалось нарезать однозаходную резьбу с шагом, равным длине хода. Нарезав одну винтовую канавку на полный профиль, отводят резец обратно (на себя) и, дав ходовому винту обратный ход, возвращают суппорт в начальное положение. После этого при неподвижном ходовом, а, следовательно, и неподвижном резце поворачивают деталь на такую часть окружности, сколько заходов имеет резьба, т. е. при двухзаходной — на половину оборота, при трехзаходной — на третьи т.д.
Весьма просто нарезается многозаходная резьба при помощи поводкового патрона с несколькими пазами; количество пазов должно равняться количеству заходов винта или быть кратным этому количеству (Рис. 7,а).
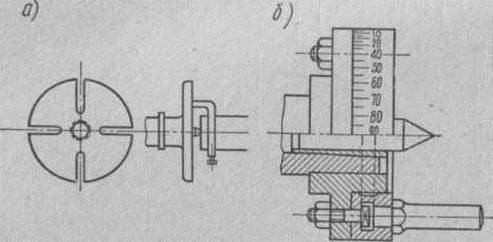
Рис.7. Поводковые патроны.
а
— с пазами;б — со специальной планшайбой
После нарезания каждого хода деталь снимают с центров и ставят вновь на них так, чтобы хомутик попал в следующий паз поводкового патрона, затем нарезают следующий ход.
Большое распространение имеет метод нарезания многозаходных при помощи специальной планшайбы (рис. 7, б)
с двумя дисками; один из этих дисков может поворачиваться относительно и» на различные углы в зависимости от числа заходов резьбы. На цилиндрической поверхности вращающегося диска нанесены деления, при помощи которых один диск устанавливается относительно другого на определенный угол.
На токарных станках, имеющих передачу к ходовому винту через сменные зубчатые колеса (рис. 8), многозаходные резьбы можно нарезать при помощи промежуточного колeca 1 и колеса 2,
сцепляемогос ним на гитаре. На колесе1 имеется метка, после чего гитара расцепляется, а шпиндель поворачивается на угол, соответствующий количеству зубьев колеса и количеству заходов нарезаемой резьбы.
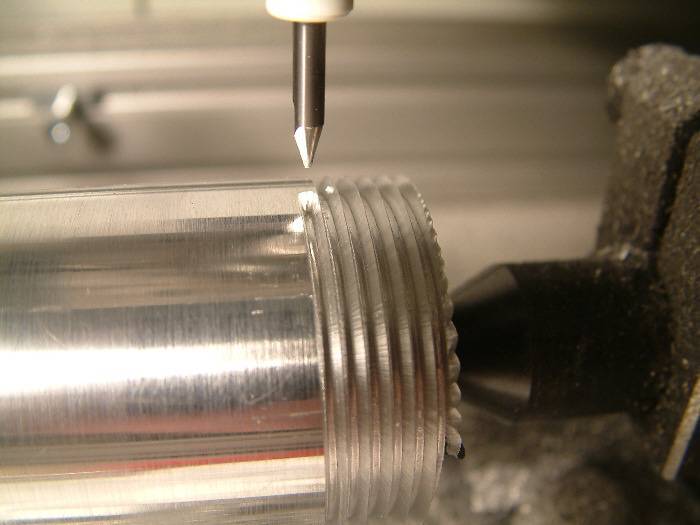
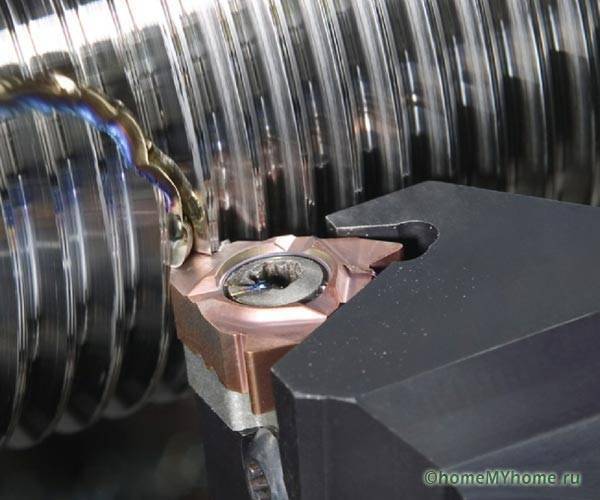
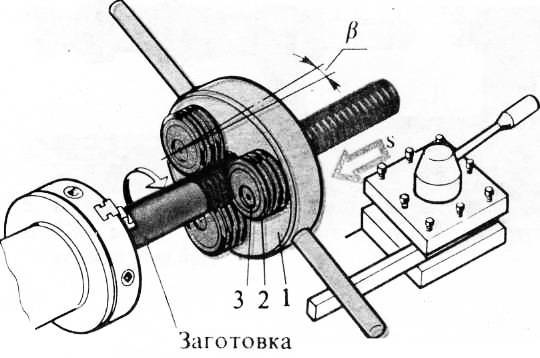

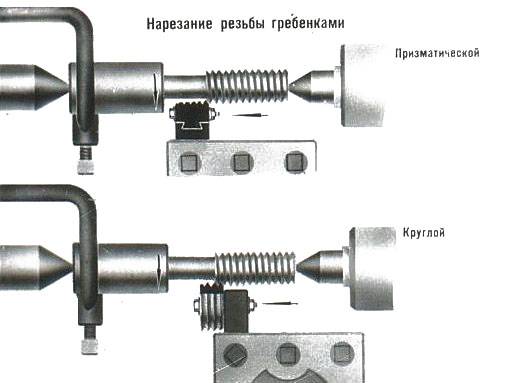
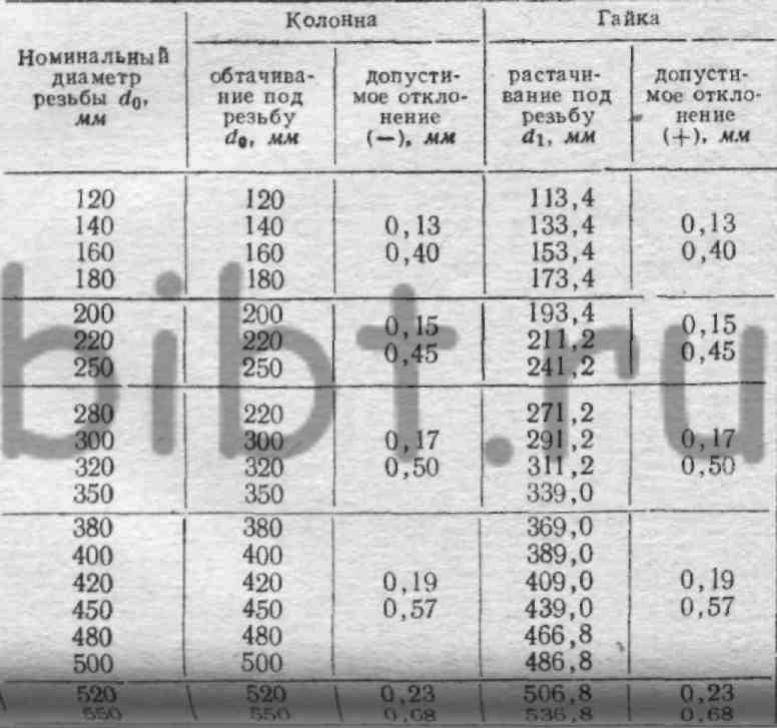
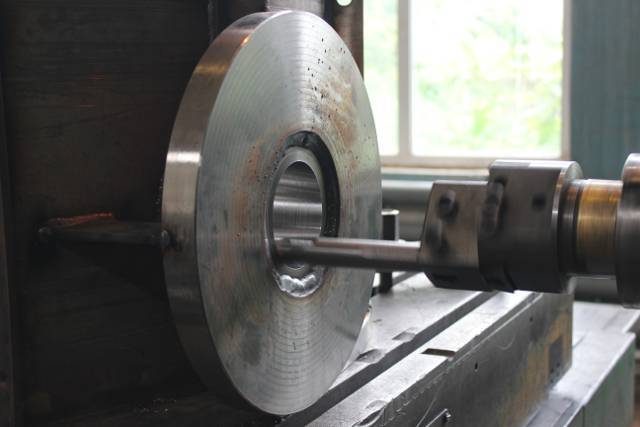
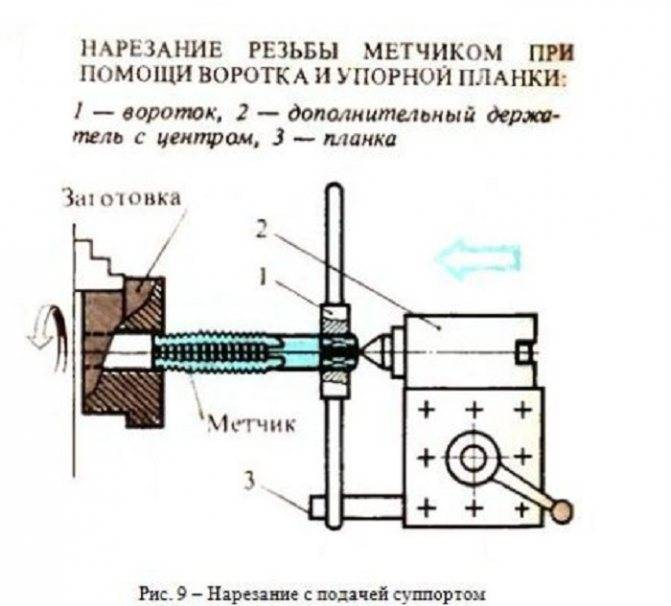
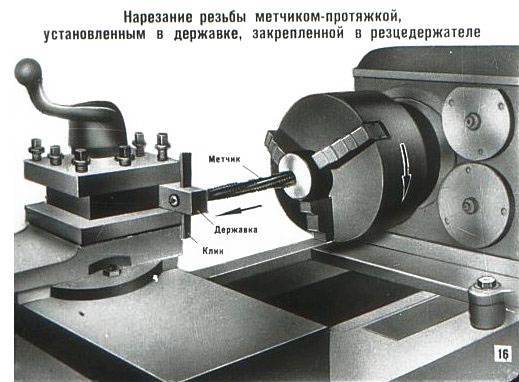
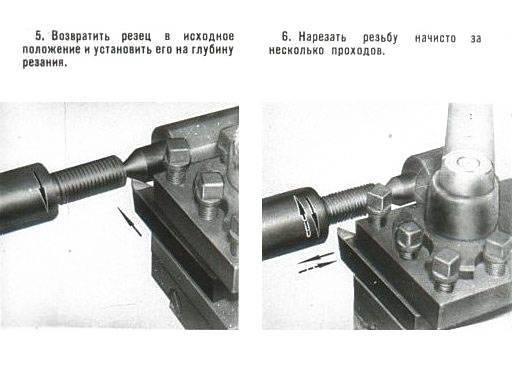
Рис.8.
Многозаходную резьбу можно нарезать при помощи многорезцовых державок в которых резцы отстоят друг относительно друга на опрелделенном расстоянии.

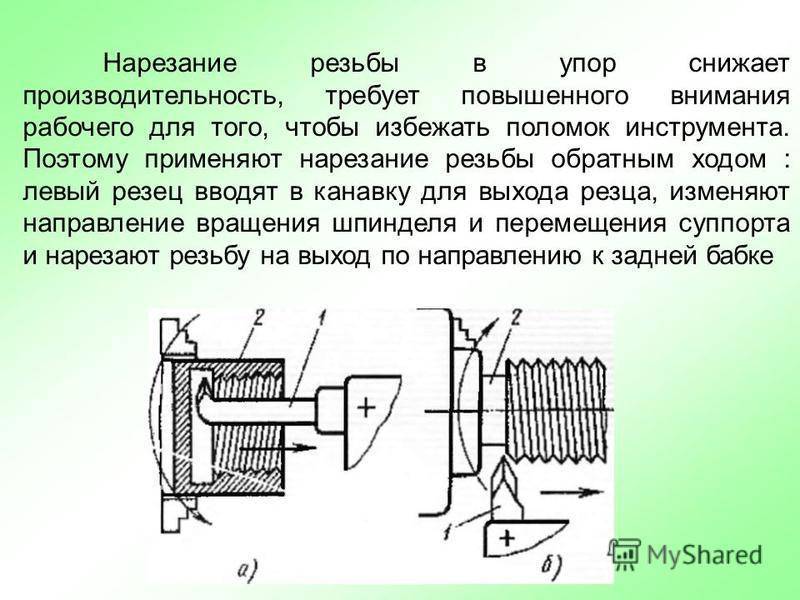
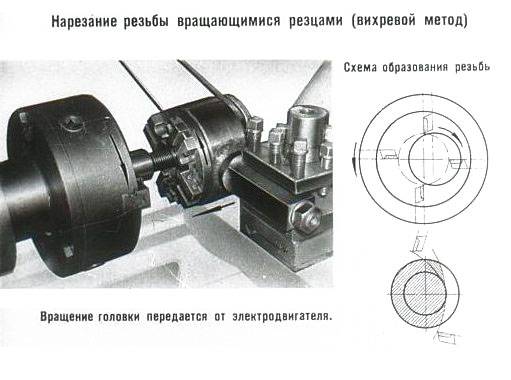
Рис. 9. Схема нарезания резьбы вращающимися резцами (вихревой метод нарезания резьбы): О
—Ох расстояние между осями вращения
детали и резца.
Деталь, на которой должна быть нарезана резьба, закрепляется в центрах или патронеи и медленно вращается. В специальной головке, установленной на суппорте станка (рис. 9, а), закрепляется резец с пластинкой из твердого сплава. Головка, вращающаяся от специального привода, расположенаэксцентрично относительно оси нарезаемой детали. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра детали. Периодически(один раз за каждый оборот головки) резец соприкасается с деталью по дуге и за каждой оборот головки прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали при перемещении вращающейсяголовки вдоль оси детали на величину шага резьбы на детали, будет образовываться один виток резьбы. При нарезании резьбы головку повертывают относительно оси детали на величину угла подъема винтовой линии резьбы.
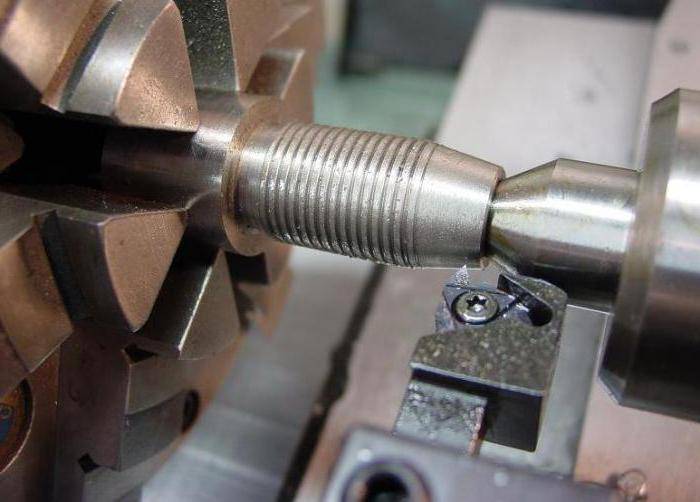
Нарезание резьбы плашками и самораскрывающимися резьбонарезными головками
Основной недостаток всех типов плашек — это необходимость свинчивания их по окончании нарезания, что вызывает значительную затрату времени и снижает производительность, а также ухудшает качество резьбы.
|

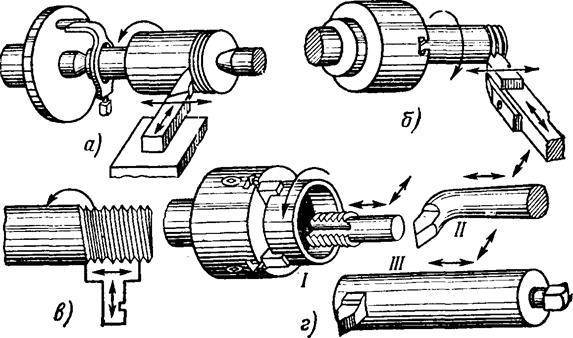
Рис. 10. Схемы нарезания резьбы:
а
— круглой плашкой; б — резьбонарезной головкой
Нарезание резьбы самораскрывающимися резьбонарезными головками (рис. 10,6), применяемыми на автоматах, револьверных и болторезных станках, значительно производительнее (в 3—4 раза), чем нарезание плашками (рис. 10,а),
так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется. Резьбонарезные головки нормализованной конструкции изготавливаются серийным порядком с тангенциальным и радиальным расположением плашек, а также с круглыми плашками.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.

Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.

Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.

Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
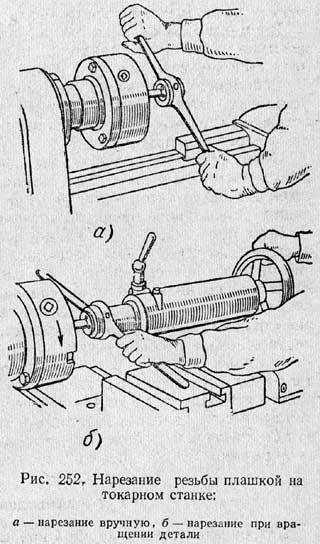
Режем резьбу плашкой
Способы проведения нарезки
Для создания наружной резьбы можно воспользоваться метчиком. При такой технологии перед началом выполнения поверхность детали проходит дополнительную обработку. Диаметр детали должен быть немного больше по сравнению с внутренним диаметром метчика.
Нарезание начинается с того, что снимается фаска, величина которой соответствует глубине профиля резьбы плашки. После этого плашку закрепляют в специальном патроне и непосредственно переходят к созданию резьбы. Скорость вращения детали должна соответствовать шагу резьбы. Если размер детали превышает несколько дюймов, то для создания резьбы используются специальные резцы.
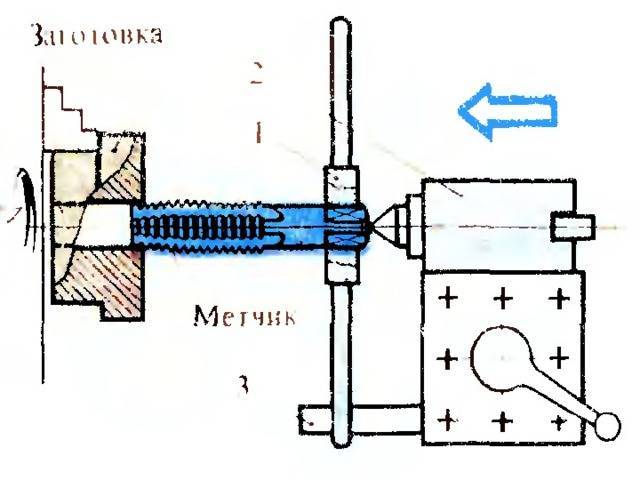
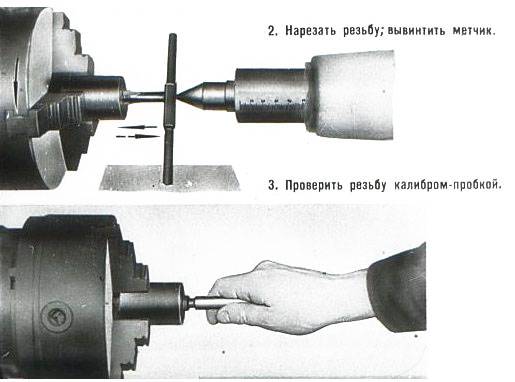
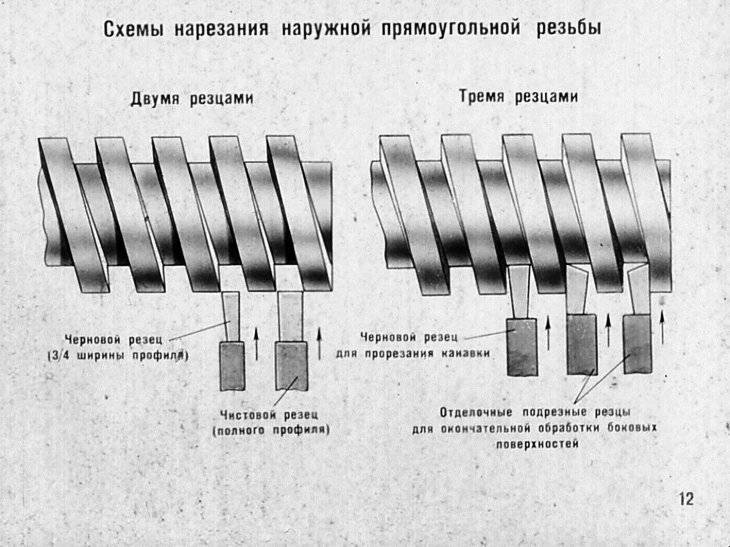
Чтобы сделать трубную внутреннюю резьбу применяются метчики. Они изнутри прорезают трубу с нужными параметрами. Обычно нарезание такой резьбы делают на токарном станке в течение одного прохода. Если обрабатывается металл обладает повышенной твёрдостью или вязкостью, то используется комплект из двух или трёх метчиков.

При этом первый делает основную часть работы, а второй и третий делают резьбу, которая полностью соответствует заданным параметрам. В комплекте из двух инструментов при подаче первого выполняется 75%, а в комплекте из трёх — 60% работы.
Также для нарезания применяются резьбонарезные головки. На них крепится одновременно четыре резца, между которыми помещается деталь. Нарезка происходит аналогично тому, как это делается с помощью метчика.
При работе с метчиком на токарном станке также могут использоваться метчики, состоящие из двух участков. Первый из них является режущим, второй — калибровочным. В задачу режущей части входит создание профиля, а калибровочной — точная обработка для того, чтобы резьба соответствовала необходимым нормам.

4.1 Свёрла
Пример сверла представлен на рисунке 3.
Для обработки отверстий на токарных станках применяют в том числе и свёрла. Они предназначены для сверления сквозных или глухих отверстий в сплошном материале, а также для увеличения диаметра ранее просверленных отверстий, а также для надсверливания.
По конструкции режущей части свёрла делятся на: спиральные, или свёрла с винтовыми канавками (для сверления сравнительно неглубоких отверстий), с прямыми канавками, свёрла для глубоких отверстий, центровочные и др.
Сверло состоит из:
режущей (заборной) части (выполняет работу резанья);
шейки (промежуток между хвостовиком и рабочей частью);
хвостовика (для закрепления в патроне или пиноли);
лапки (у свёрл с коническим хвостовиком служит упором для выбирания сверла из гнезда);
поводок (у свёрл с коническим хвостовиком, предназначен для дополнительной передачи крутящего момента сверлу от шпинделя).





