ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шкивы для приводных клиновых ремней должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Номинальные расчетные диаметры шкивов должны соответствовать указанному ряду: 50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620), 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900) 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000) мм.
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.3. Расчетный диаметр меньшего шкива передачи должен быть не менее значений, указанных в табл.1
Обозначение сечения ремня
Расчетный диаметр меньшего шкива, мм
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
2.4. Размеры профиля канавок шкивов должны соответствовать указанным на черт.10 и в табл.2.
Правила выбора
При правильном подборе и отработанном технологическом цикле резец для обработки канавок может работать длительное время без заточки. Основные факторы, влияющие на выбор:
- режущая кромка должна подходить для обработки материала (нержавейку не стоит обрабатывать углеродистой инструментальной сталью);
- следует учитывать особенности станка (износ, обороты, специфические возможности);
- температурный режим проводимых операций (при повышении температуры снижаются режущие качества, алмазные накладки просто выгорают на больших температурах);
- расчет оптимальной скорости подачи инструмента и соответственно реза (при расчете цикла может потребоваться проведение пробных проточек для правильной оценки);
- возможность заточки (составные резцы с набором режущих пластин вне конкуренции, их можно точить до упора);
- специфика изделия (фасонная поверхность, форма канавок, требования по допускам и чистоте обработки).
Например, необходимо выточить ступенчатый вал, в торцах которого прорезать полости заданного диаметра. Заготовка из легированной стали, износ станка большой и нет возможности работать на высоких оборотах.

Оптимально для этой ситуации подобрать три инструмента:
- для черновой обработки внешней поверхности можно использовать инструмент из высоколегированной стали, операцию производить на низких оборотах при подаче порядка 0.1 мм/об;
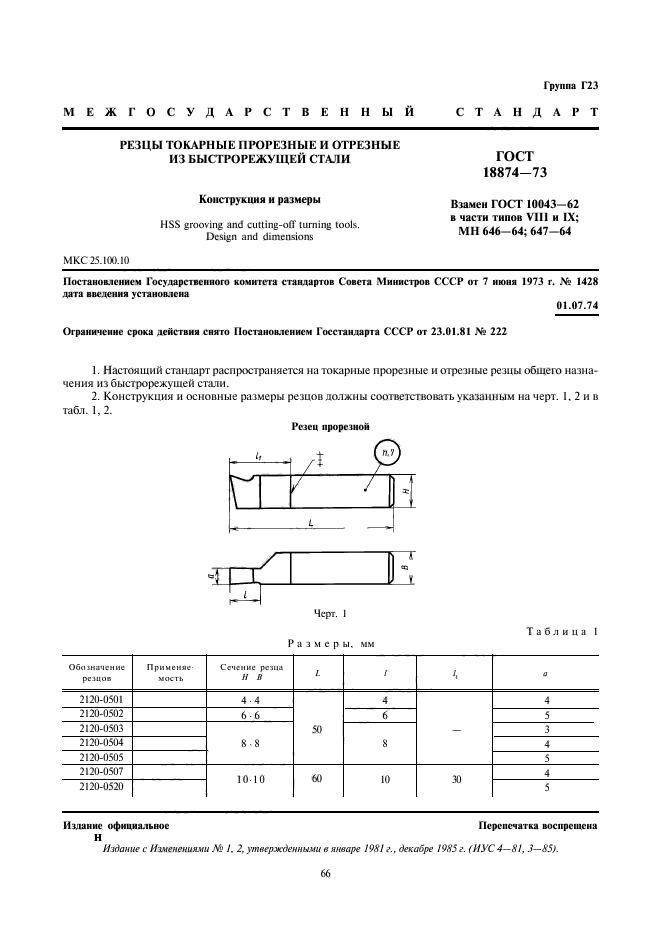
- для чистовой обработки хорошо подойдет токарный резец из стали Р6М5, соответствующий ГОСТ 18874-73, материал инструмента относится к быстрорежущей стали, держит температуру до 600 градусов;
- внутреннюю полость следует выбрать расточным инструментом для чистовой обработки с рабочей поверхностью из твердых сплавов.
Рекомендации по выбору резцов канавок
При выборе канавочного резца следует руководствоваться следующими соображениями:
- В первую очередь анализируют чертеж, по которому будет изготавливаться деталь. На чертеже указаны все параметры канавок: ширина, глубина, форма, а также нормативы по точности изготовления, возможные допуски.
- Металл, из которого изготовлена деталь. Для твердосплавных металлов берут соответствующие резцы с твердосплавным лезвием, для мягких металлов – обычные канавочные.
- При выборе инструмента для нарезания канавок внутри отверстия важен диаметр державки и величина выступающей кромки ножа. Здесь тоже целесообразней применять твердосплавную оснастку.
- Оборудование для проведения операций. Выбор канавочного резца определяется в этом случае в зависимости от возможных режимов работы станка, конфигурации и типа резцедержателя.
- Особенности технологического процесса. Техпроцесс может влиять на скорость обработки изделия. Чем скорость выше, тем более крепкую и выносливую канавочную оснастку нужно применять для достижения целей обработки.
- Предусмотрена ли смазка зоны обработки во время проведения операции. Смазка положительным образом влияет на работу, снимая часть нагрузки с канавочного инструмента и давая возможность тем самым применять более простую оснастку.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.



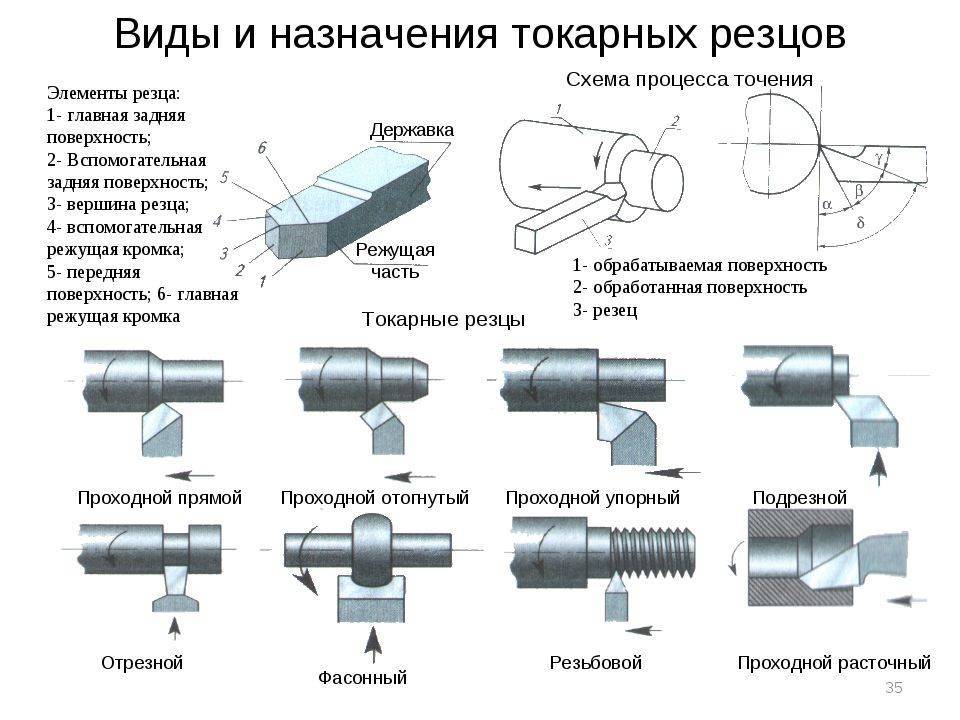
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.
Конструкция резца
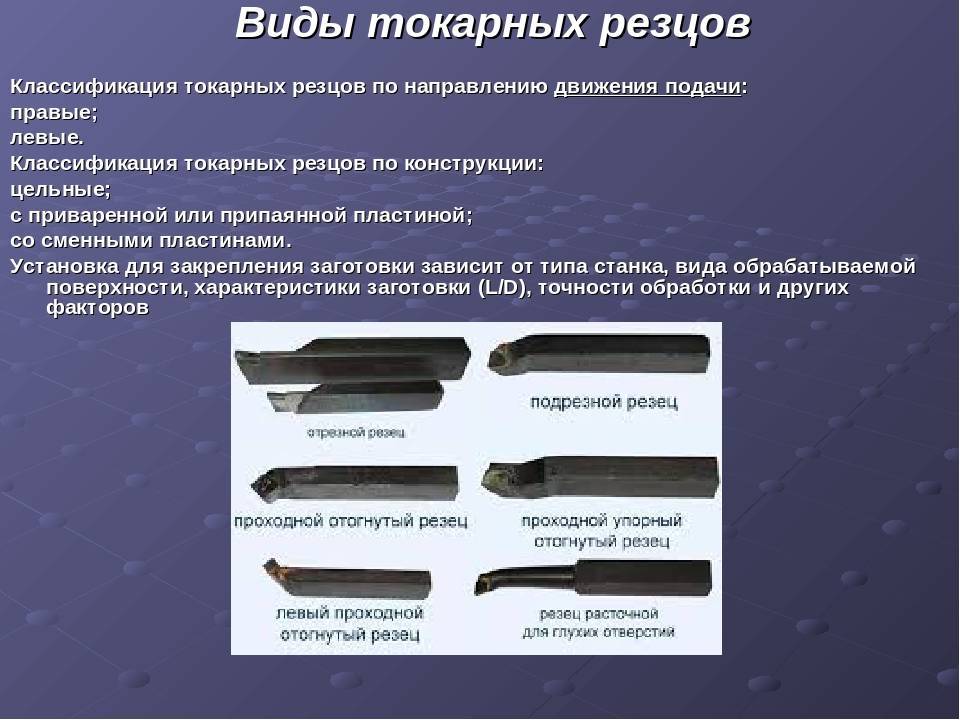
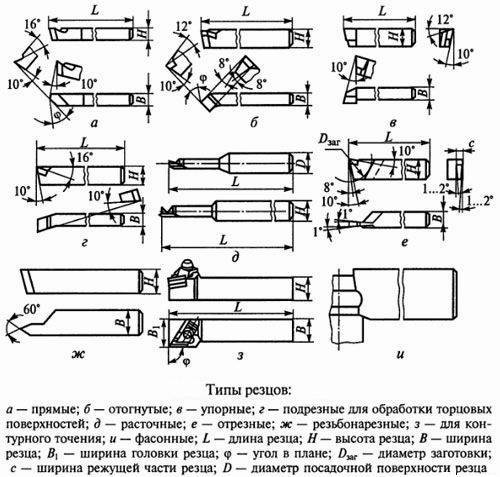
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Разновидности резцов по конструкции
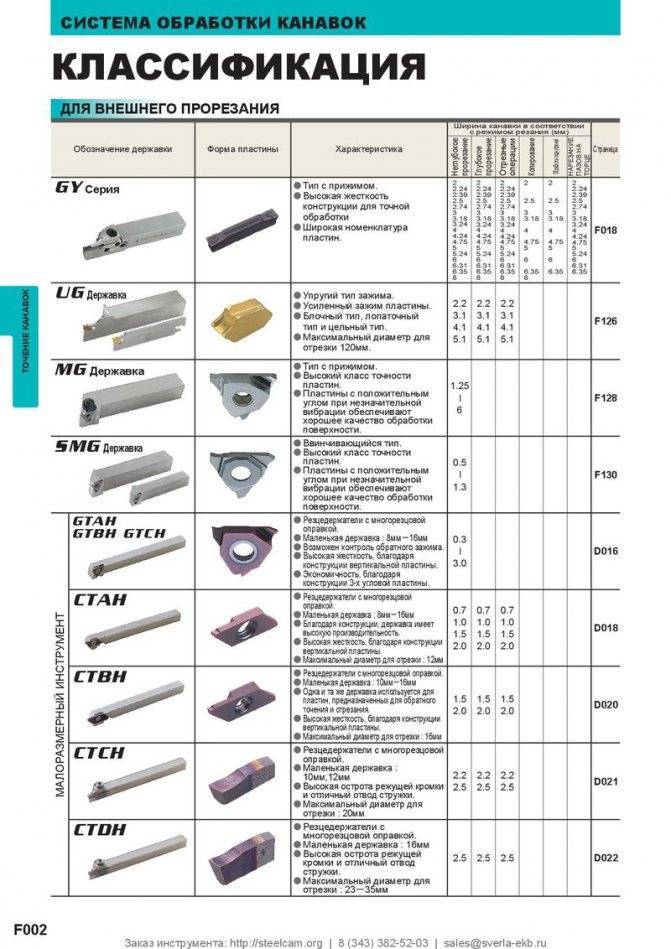
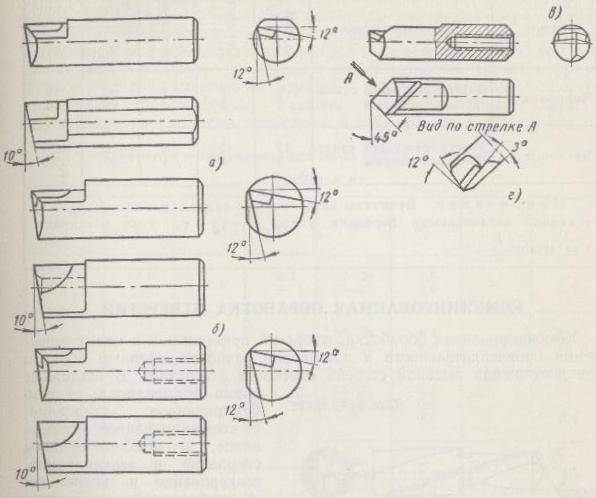
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Читать также: Краскопульт для любых видов покраски
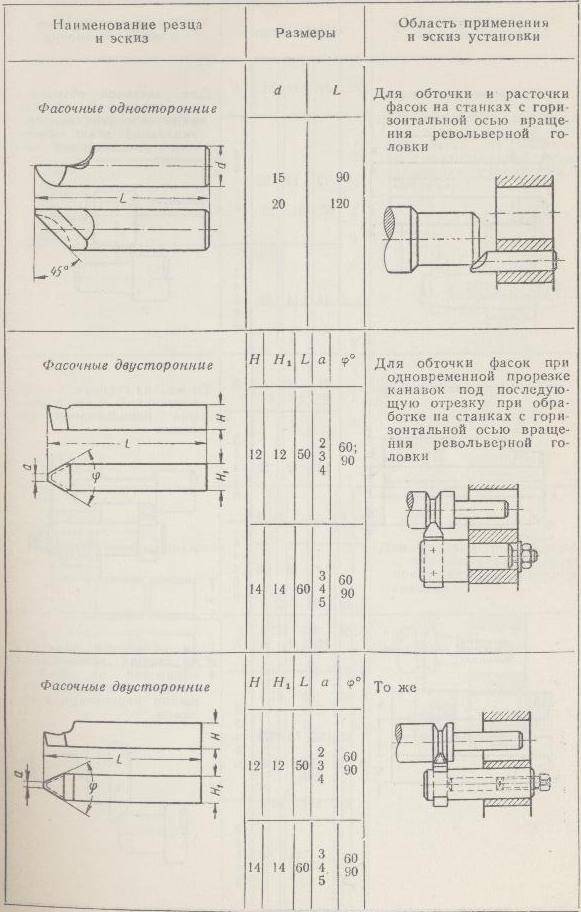
Геометрия и размеры резцов канавочного типа
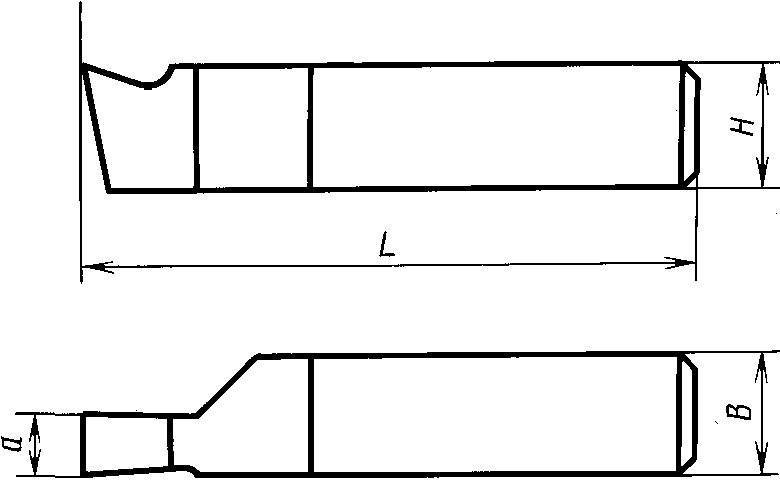
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
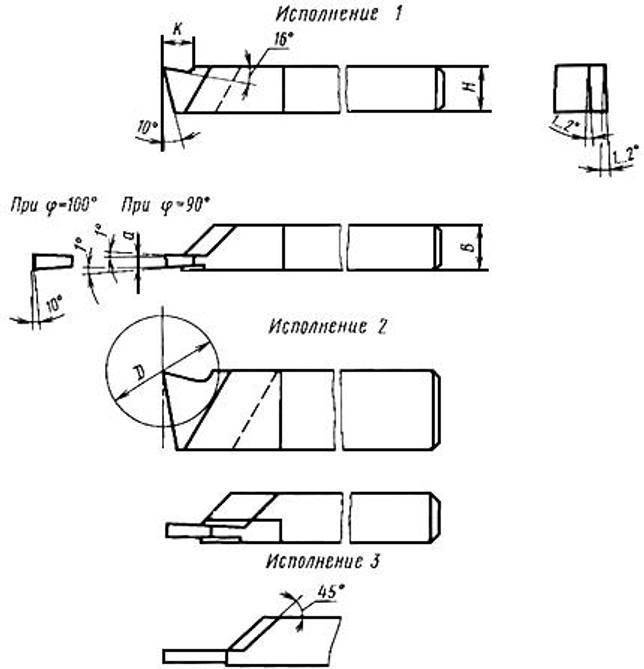
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
Геометрические параметры канавочного резца
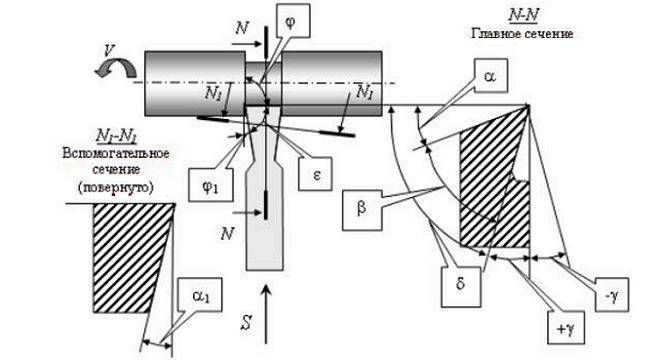
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–250 (передний), 8–120 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Особенности конструкции резцовых устройств для токарного станка
Металл обрабатывают с помощью токарных резцовых приспособлений с двумя основными компонентами:
- Рабочие головки берут на себя основную часть работы по металлу.
- Державка надёжно фиксирует детали на станке.
Когда плоскости соединяются друг с другом, появляются рабочие головки. В комплекте с конструкцией – несколько головок, у которых режущие поверхности. Их выбирают с опорой на тип обработки, характеристики материалов у заготовок. Резец державки обладает поперечным сечением двух типов:
- Квадрат.
- Прямоугольник.
«Світ Покрівлі» (https://svitpokrivli.ua/) – одна из лучших компаний кровельных и фасадных материалов на рынке стройматериалов
Их коллектив состоит из молодых, активных, целеустремлённых специалистов, которые особое внимание уделяют профессиональному росту, развитию, усовершенствованию
Следующие виды токарных резцов, каждый из которых выполняет своё назначение, выделяют по конструкции:
- Оттянутые. Державка с увеличенной шириной по сравнению с рабочими головками.
- Отогнутые. Название связано с положением, характерным для рабочей головки по отношению к оси державок. При виде сверху характеристика более заметна.
- Изогнутые. При боковом взгляде форма державки становится изогнутой.
- Прямые. Когда одна ось вмещает одновременно рабочие головки с державками. Допустимо расположение на двух осях, но параллельность друг к другу детали сохраняют.

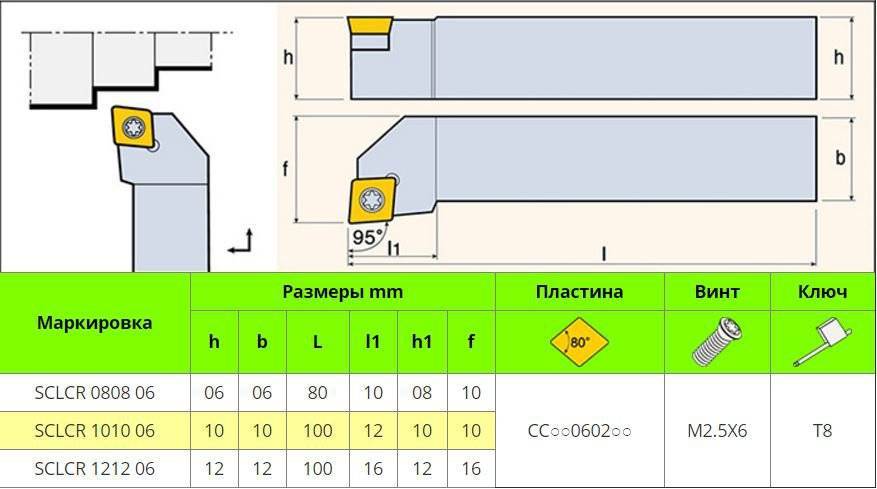
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.






Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
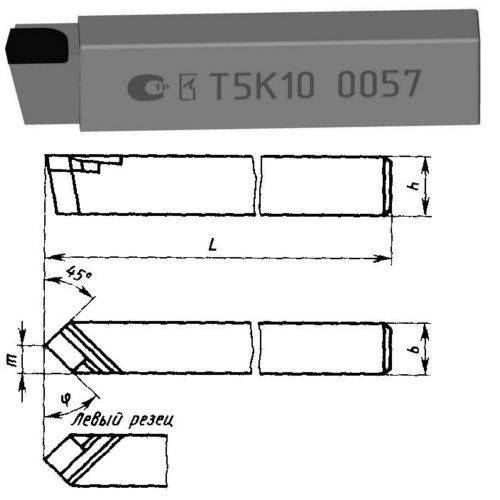
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Классификация токарных резцов
Выделяют несколько особенностей, по которым существующие сегодня модели разделяют на группы. Предлагаем подробнее взглянуть, по каким именно признакам.
По способу изготовления:
- Монолитные (цельные) – головка с державкой сделаны неразрывно, из одной и той же заготовки, из стали (как правило, легированной).
- Сборные – на их рабочую часть путем пайки нанесена твердосплавная пластина.
- Съемные (регулируемые) – похожи на предыдущие, с той лишь разницей, что элемент усиления у них обычно сделан из металлокерамики и закреплен болтами (винтами, прижимами), а значит его можно демонтировать и заменить.
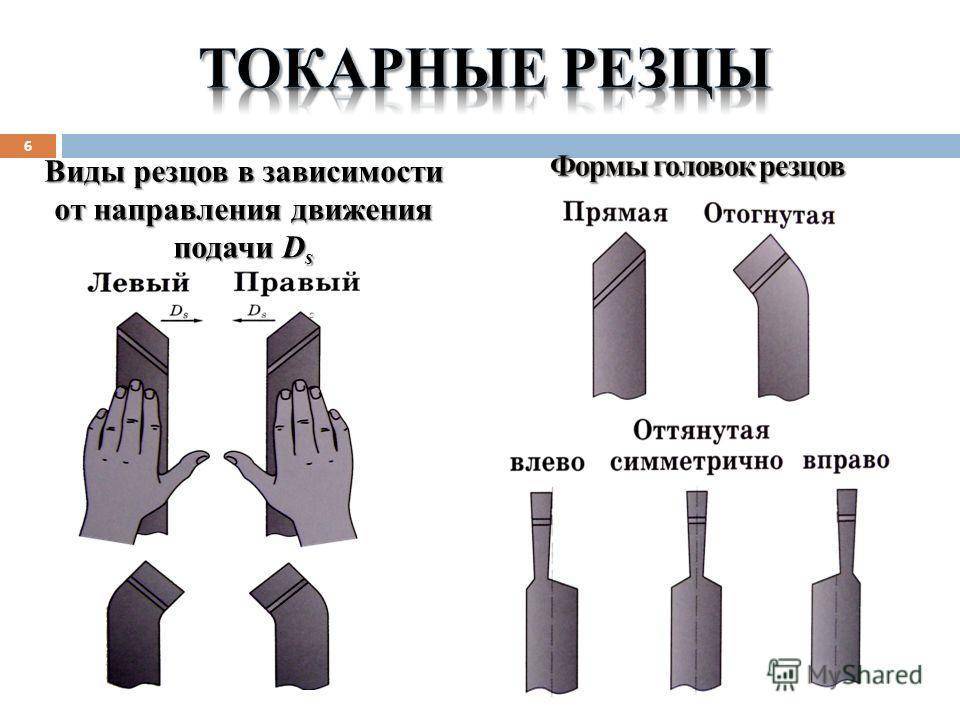
По направлению движения:
- правые – на практике применяются значительно чаще; для проверки положите соответствующую руку на поверхность, – режущая кромка инструмента должна располагаться с той стороны, где окажется большой палец, смотрящий на деталь;
- левые – используются реже; если сравнивать их с более популярными собратьями, они подаются наоборот, а значит и лезвие их, если поднести ладонь, окажется с другой стороны.
Теперь вернемся к вопросу габаритов и посмотрим, учитывая специфические особенности, какие бывают резцы для токарного станка с точки зрения их геометрии.
По форме державки:
- квадратные – размерами от 4 на 4 до 40 на 40 мм;
- прямоугольные – с соотношением сторон от 16 на 10 до 63 на 50 мм.
Строение головки мы рассмотрели выше, и напоминаем, что по этому параметру инструменты могут быть прямыми, изогнутыми, отогнутыми или оттянутыми. Есть еще один важный момент – та функция, которую они будут выполнять.
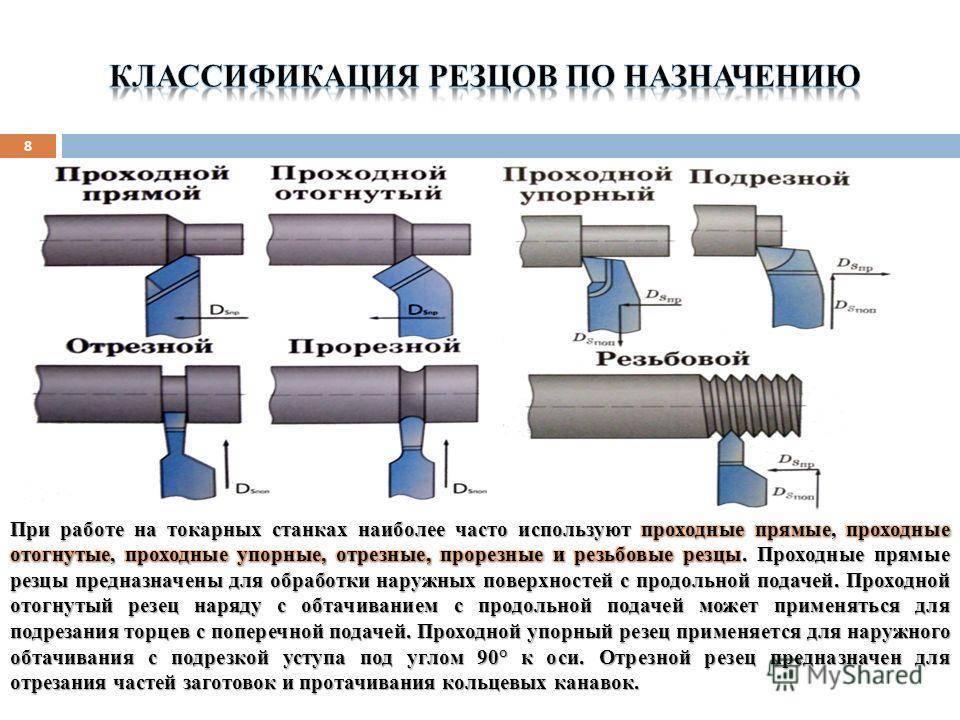
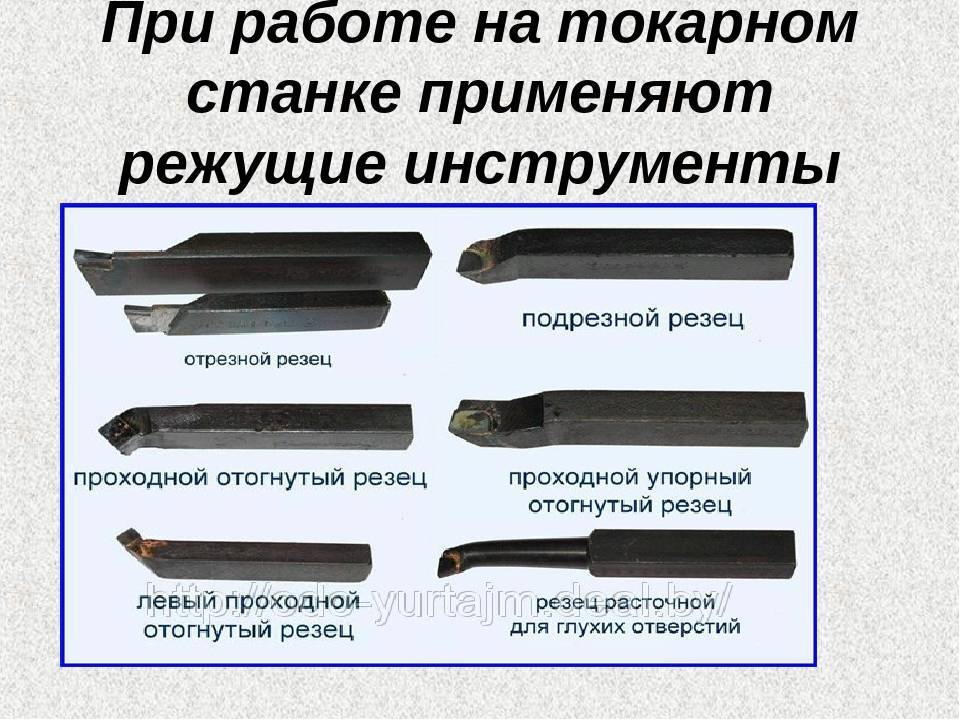
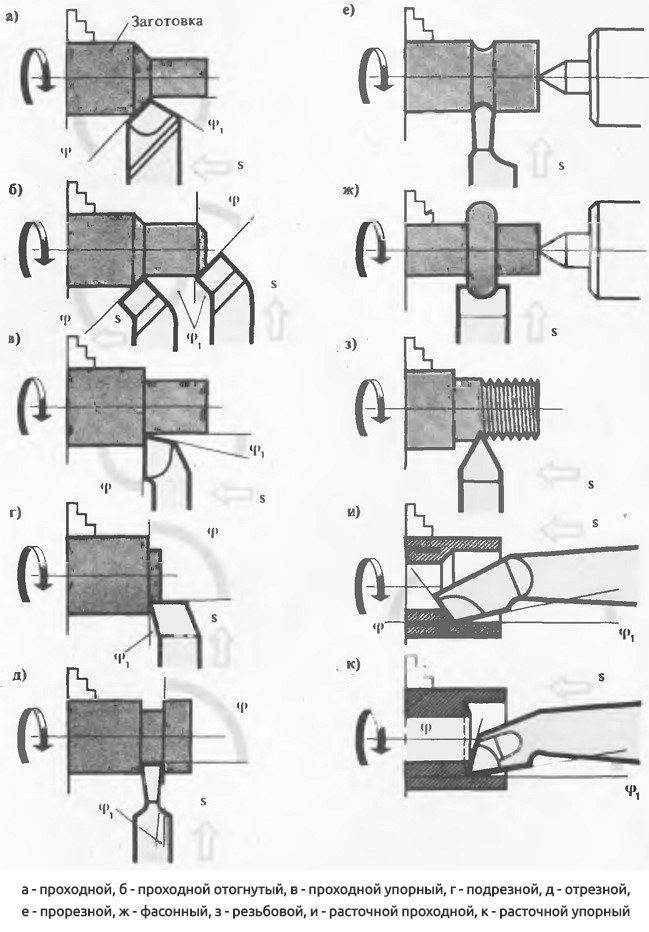
По типу назначения:
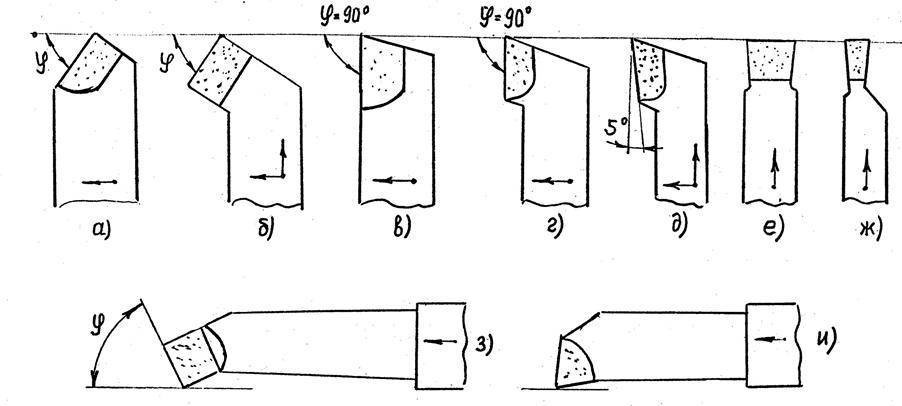
- отрезные – для формования заготовок с прямотой граней (углов);
- проходные – для торцов, снятия фасок, внешних поверхностей;
- канавочные – для создания канавок нужной глубины;
- расточные – для обработки отверстий, сквозного и/или глухого вида;
- резьбовые – для исполнения винтовых соединений.
По характеру выполняемых работ:
- обдирочные (черновые) – слои материала снимаются быстро, но без особой аккуратности;
- полу- и чистовые – для более обстоятельного и точного проведения технологических операций;
- тонкие – для быстрого решения особенно ответственных и даже прецизионных задач.
По способу установки:
Если рассматривать, как зависит тип токарных резцов и их назначение от особенностей фиксации обрабатываемой заготовки, классификация будет осуществляться по варианту расположения:
Радиально – то есть под углом в 90 градусов к оси детали; это классический вариант для большинства промышленных предприятий, на которых важно, чтобы крепление и геометрические положения инструмента были унифицированными.
Тангенциально – кромка находится под непрямым углом; такой монтаж применяется сравнительно реже, потому что фиксация сложнее, но он актуален для нестандартных случаев, требующих максимальной точности.
По материалу режущей части:
- Углеродистые металлы с твердостью закаливания на уровне 60-64 или на основе хромокремения, хромовольфрама; используются сравнительно редко, так как быстро перегреваются и при 240 или 300 градусов, поэтому уже показывают плохие результаты.
- Стали закалки до 62-65, категории Р9К5Ф2, Р9, Р12; применяются часто, так как не подлежат протирке и даже при высоких скоростях вращения способны сохранять свои свойства и выдерживать температуру до 650 0С.
- Металлокерамика – сплавы на базе вольфрамокобальта (ВК8, ВК6 – для чугуна) или титановольфрамокобальта (особенно популярен Т15К6); не деформируются даже при 900 градусах Цельсия.
Отдельного внимания заслуживает маркировка: обозначения токарных резцов по металлу состоят из 9 или 10 символов. Каждая цифра (или буква) регламентирует:
- 1я – вариант монтажа;
- 2я – форма пластины;
- 3я – тип инструмента;
- 4я – значение заднего угла;
- 5я – направление движения;
- 6я – высота державки;
- 7я – ширина хвоста;
- 8я – общая длина;
- 9я – размер кромки;
- 10я – проставляется опционально, когда это нужно, и определяет ключевые (для данного случая) параметры точности.
Теперь, чтобы не усложнять обзор, самое время перейти к максимально подробному рассмотрению наиболее часто эксплуатируемых вариантов – чтобы у вас сложилось полное представление о том, как, когда и для чего они используются.
Черт.4
Вариаторные:
Имеют тот же принцип, что и ременная передача. Т.е. передают движение от двигателя к узлу с помощью ремня. Это механическая передача, которая имеет бесступенчатую регулировку.





Кроме этого есть еще плоские и поликлиновые шкивы. Они используются менее, чем другие. В любом случае, перед тем как продать любой шкив, он проходит отбалансировку. Используя шкивы, ощутимо экономятся средства на обслуживание и ремонт оборудования.
«Мир Привода» в своем ассортименте имеет различные виды шкивов. Все они отличного качества и имеют все надлежащие сертификаты. Покупайте только лицензированное оборудование у официального дилера.
Особенности токарной обработки с использованием канавочного резца
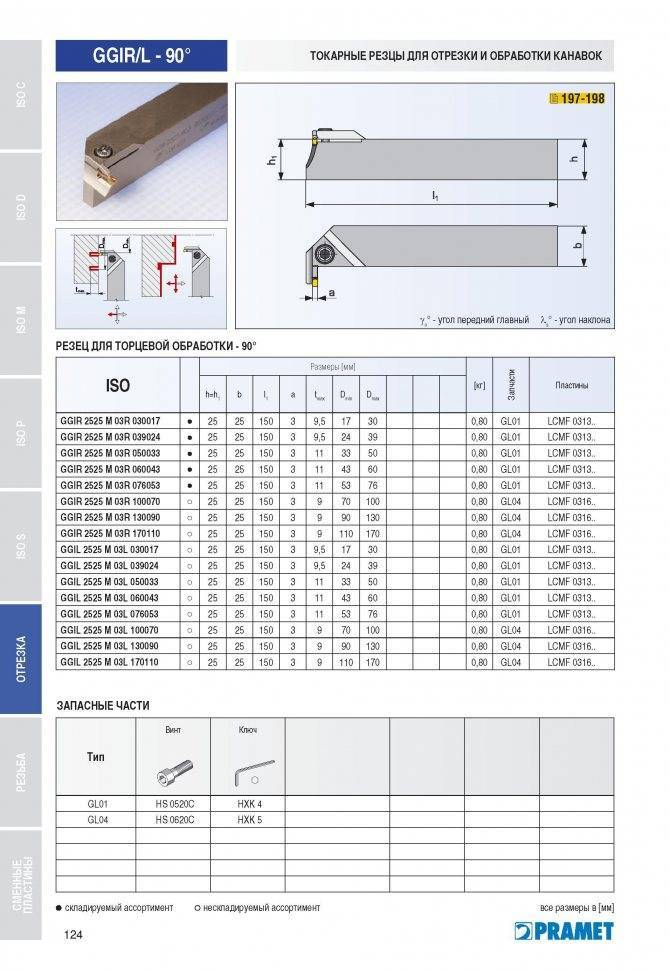
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
Читать также: Диаметр отверстия под резьбу 1 дюйм
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.
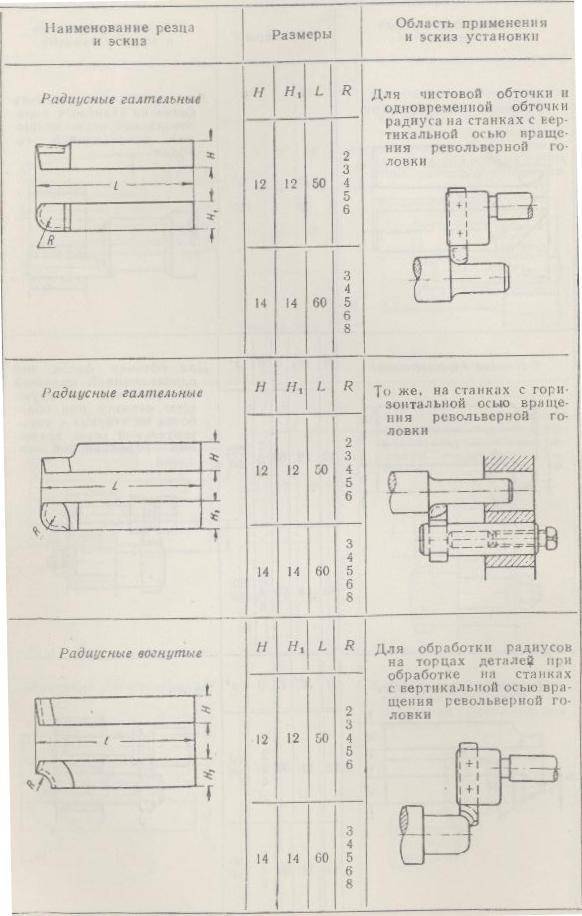
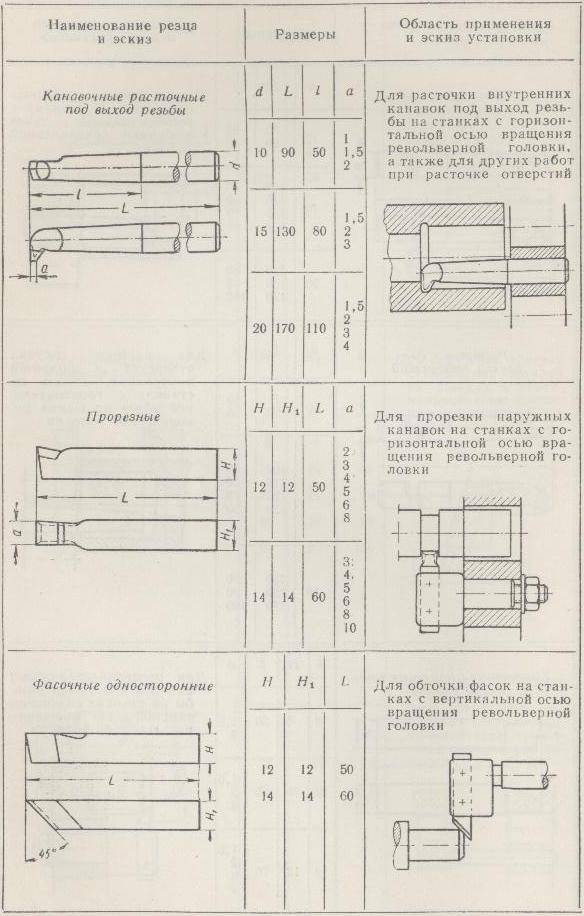
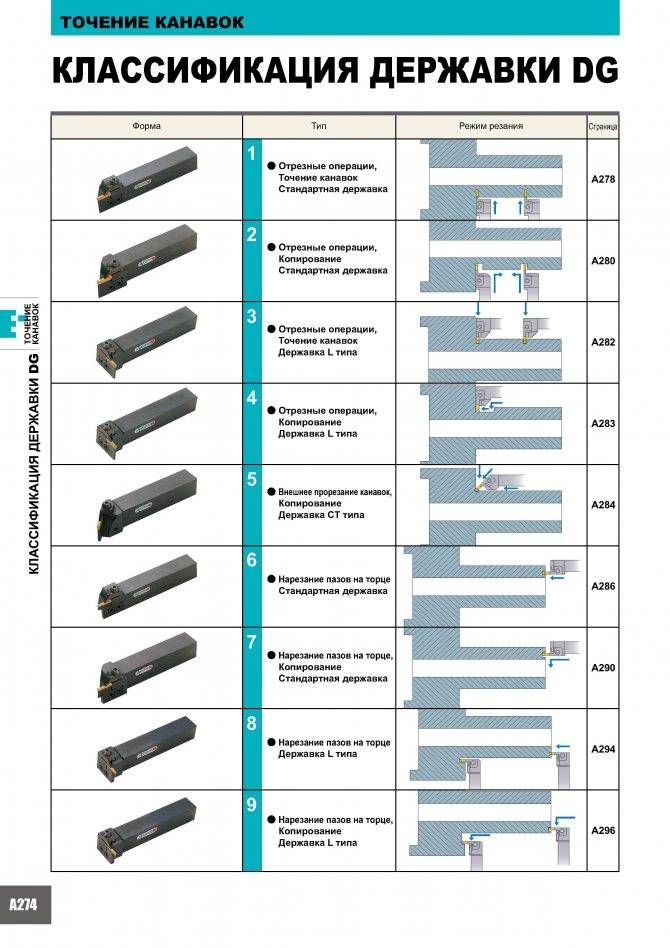
Виды работ, производимых канавочными резцами
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
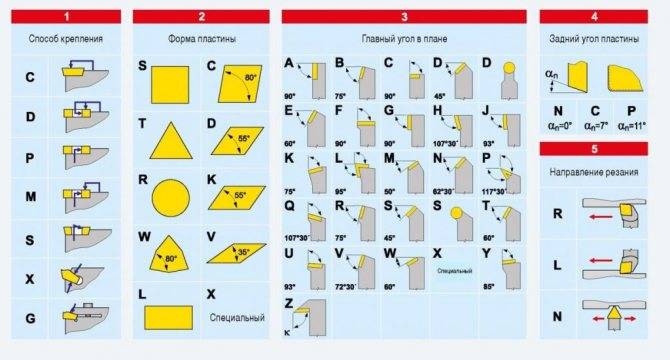
Изображение №6: возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
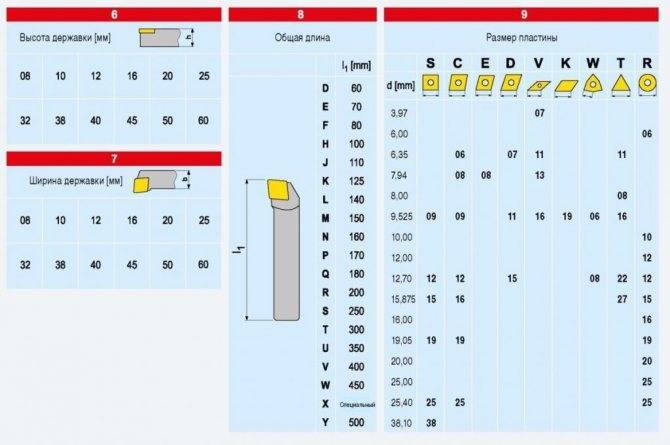
Изображение №7: возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
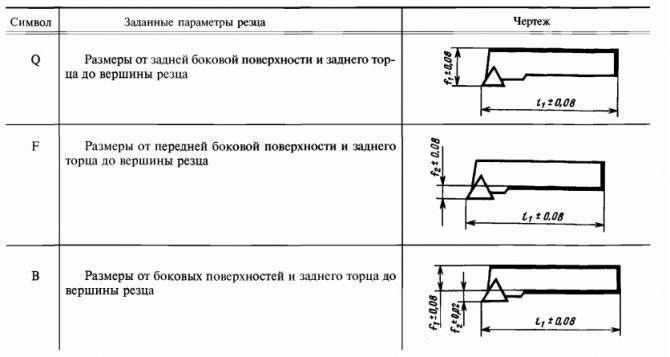
Изображение №8: возможные значения параметра 10
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.

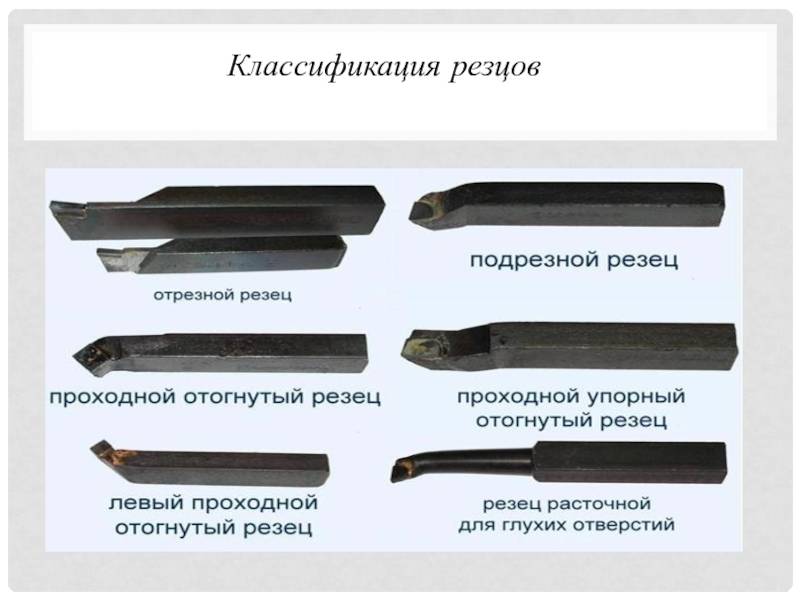
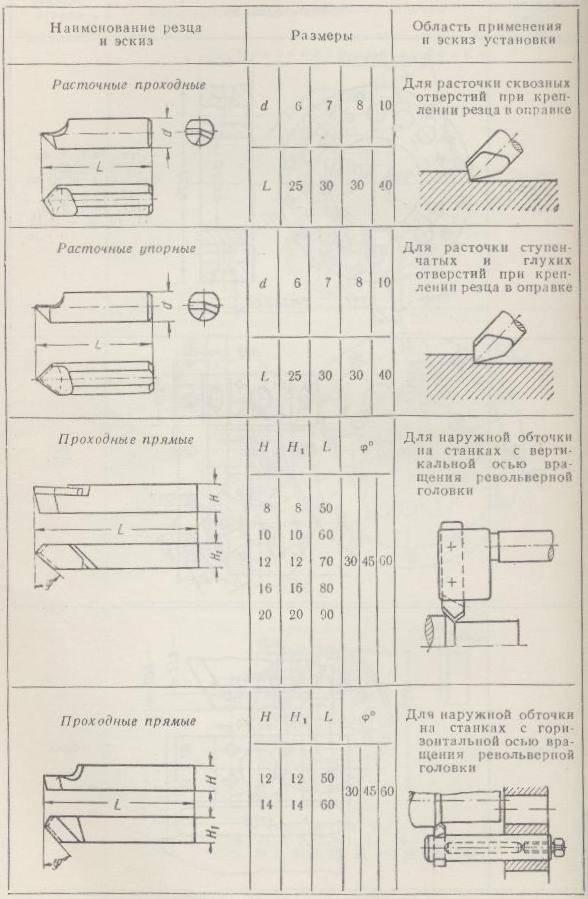
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.


Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.

Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
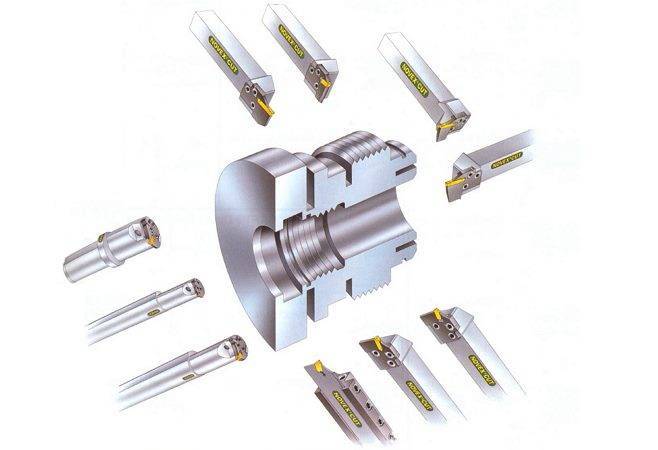
Сборные резцы для использования на токарных станках
Все предыдущие резцы обладали узкими областями применения. Но в токарной обработке существуют инструменты, способные выполнять универсальные задачи. Речь идет о резцах, называемых сборными. На них возможно установка практически любых режущих пластин (в зависимости от текущих задач). Имея такое изделия, можно выполнять различные токарные работы.

Сборные резцы для использования на токарных станках
Подобный вид резцов используется в двух случаях:
- на станках с ЧПУ,
- на специализированных токарных станках.
Они имеют практически неограниченную область применения: от обычной расточки, до контурной обработки и т. п.
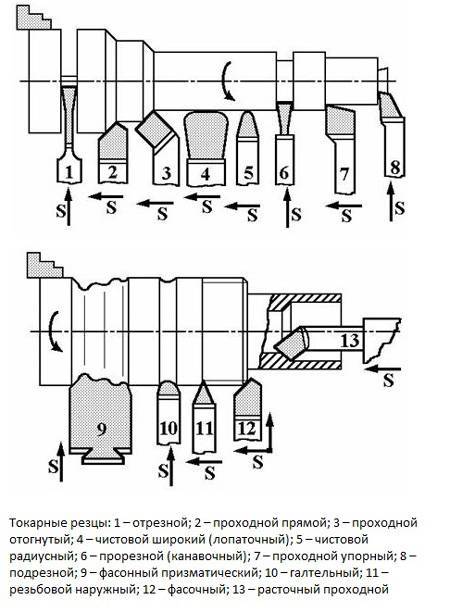
Это не весь список существующих резцов. В токарном деле существуют и другие типы инструментов, например, фасонные, прорезные и т. д. В таблице вверху страницы подробно показаны все основные виды инструментов.
Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Заключение
Державка и рабочая голова – самые важные элементы у этого инструмента
Потому и внимание на них обращают по максимуму. От них зависит качественное выполнение всей работы, в целом
Эта же характеристика позволит заранее узнать, какими размерами будут обладать отверстия в готовом виде.
Неправильный выбор рабочих инструментов приведёт к различным проблемам при проведении обработки, особенно это касается металла. Потому стоит заранее внимательно изучить классификацию и понять, какими особенностями обладает каждая из представленных разновидностей. После этого определиться с подходящей моделью не составит труда.