Технология визуально — измерительных методов испытания сварных швов
Для того, чтобы осуществить качественную и полноценную оценку работоспособности различных систем и конструкций на промышленных предприятиях обязательно проводят контроль сварных швов, используя несколько методов, например, ультразвуковой контроль сварных швов. Все методы подразделяются по принципу воздействия на исследуемый объект на две обширные группы: методы неразрушающего контроля и методы разрушающего контроля. Предпочтительней и практичней в применении методы первой группы, но многие из них являются достаточно дорогостоящими и имеют свои особенности проведения. Поэтому экономически выгодней начинать любой контроль сварного шва с самого простого метода — визуальный контроль качества.
Этот способ контроля считается самым доступным и оперативным и потому является обязательным, предварительным методом обследования, перед проведением любого другого метода испытания шва.
Какие выявляет дефекты
Главным источником информации теплового контроля является температурное поле проверяемой поверхности, отражающее процессы теплопередачи, характеристики которых зависят от наличия внутренних и наружных повреждений:
- Пористость
- Трещины
- Пустоты
- Литейные дефекты (непровары, скрытые раковины)
- Инородные включения
- Локальные перегревы
- Отклонения физических параметров от нормативов
Основанный на взаимодействии теплового поля объекта с чувствительными термодинамическими элементами, ТК позволяет выявлять разрушения на поверхностях, разделяющих тепло и холод:
- Стены и кровли строений
- Корпуса холодильников
- Функционирующие двигатели
- Прочие объекты с переходными тепловыми процессами
У метода много плюсов, таких как дистанционность, универсальность, точность, оперативная обработка информации и возможность комбинирования с другими разновидностями НК.
Плюсы, минусы и порядок проведения ВИК
К несомненным преимуществам визуально-измерительного контроля относятся:
- Доступность
- Информативность. Если требуется собрать данные о качестве объекта, то на вик приходится около 50 процентов от всего объема полученной информации
- Отсутствие необходимости в приобретении специального оборудования
- Простота проведения повторной проверки и подтверждения результатов
Ключевой недостаток метода –
это человеческий фактор. Статистика показывает, что он оказывает влияние на все получаемые результаты. Кроме того, к минусам отнесем возможность проверить только видимую часть объекта и выявить исключительно крупные дефекты. Чтобы обнаружить мелкую трещину, неразличимую глазом, требуется специальное оборудование.
Визуально-измерительный контроль осуществляется в несколько основных этапов:
- Внешний осмотр сварного шва, выявление дефектов и коррозийных процессов
- Измерение ширины, катета, толщины шва, для чего достаточно использования простых инструментов
- Инструментальный контроль, представляющий собой более глубинные исследования
На последнем этапе осуществляется проверка результатов, полученных при внешнем осмотре, выполняются такие операции, как:
- Выявление усталости металла, а также определение степени износа шва с применением вихретокового метода
- Дефектоскопия, позволяющая обнаружить поверхностные и сквозные дефекты
- Проверка посредством ультразвука. Она дает возможность выявить низкое качество соединения в нижних слоях шва, недоступных при внешнем осмотре
Что лучше — биксипластия или кератиновое выпрямление
Биксипластию часто считают разновидностью кератинового выпрямления. Это не совсем так. Ее прелесть в том, что она сочетает в себе эффект выпрямления (аналогичный кератиновому) и восстанавливающий уход. Конечно, каждый решает сам, что лучше — биксипластия или кератин. Мы голосуем за биксипластию, которая ко всему прочему обладает накопительным эффектом, то есть со временем проводить ее требуется все реже и реже. Биксипластия считается улучшенной версией кератинового выпрямления или даже неким гибридом кератинового выпрямления и ботокса для волос, так как во время процедуры локоны не просто вытягиваются и разглаживаются, но еще и восстанавливаются, получают питательный и оздоравливающий уход.
Плюсы и минусы способа

Визуальный контроль качества сварных швов обладает многими достоинствами:
- Самый экономичный метод, не требующий практически никаких затрат.
- Отсутствует надобность в специальных реактивах, других расходных материалах.
- Дает возможность выявить основную массу дефектных швов.
- Оценка состояния поверхности производится обычно достаточно оперативно.
- Человек, выполняющий визуальный неразрушающий контроль, может не иметь специальных знаний и навыков.
Это прекрасный предварительный способ, за которым обычно следуют другие, с применением специальных средств. Однако у него есть отрицательные стороны, среди них:
- Система визуального контроля дает возможность выявить лишь изъяны на поверхности изделия. Внутренние остаются незамеченными.
- Дефекты можно зарегистрировать только вручную, даже если применяются приборы визуального контроля.
- Небольшая вероятность поверхностных дефектов небольшого размера.
- Большая зависимость обнаружения недостатков от субъективных обстоятельств. Среди них острота зрения, переутомление, недостаточные навыки работы сотрудника, осуществляющего проверку.
Несмотря на перечисленные недостатки, небольшая трудоемкость и хорошая информативность метода делают его проведение обязательной процедурой, вслед за которой выполняются другие проверки. Любой контроль изделия начинается с его простого осмотра.
Аттестация ВИК что это и как получить
Аттестация ВИК — это процесс подтверждения теоретических знаний и практических навыков специалистов неразрушающего контроля, с целью его допуска к работам по поиску дефектов сварных соединений на различных объектах и оборудовании, в том числе подведомственных Ростехнадзору.
Основные моменты
ВИК расшифровывается как визуально-измерительный контроль и является одним из методов неразрушающего контроля. Также он является самым простым и предшествует другим видам, таким как УЗК (обследование ультразвуком), РК (радиационный), МК (магнитный) и другим.
Как проводится визуальный контроль
Сама процедура визуально-измерительного контроля заключается во внешнем осмотре исследуемой детали (конструкции), а также с использованием простейших оптических средств и средств измерений (лупа, штангенциркуль).
ВИК проводят на этапах:
- Входного контроля деталей и изделий, при их поступлении
- Подготовке деталей к сборке и сварке
- Обследования готовых сварных соединений
- Исправления дефектов сварных соединений и материала
- В процессе эксплуатации устройств и сооружений
Кто проводит
Визуально-измерительный контроль проводит специалист, прошедший аттестацию и имеющий соответствующее удостоверение. Процедура аттестации регламентируется руководящим документом СДАНК-02-2020 (до этого времени действовал ПБ 03-440-02 скачать).
Различают 2 уровня квалификации специалистов ВИК, это 1 и 2-ой. И тот и другой уровень проводят работы по визуальному контролю, разница в том, что второй уровень имеет право подписывать заключения ВИК, что во многом является ключевым.
Так выглядит квалификационное удостоверение ВИК

Ниже приведем объекты (пункты)
- Объекты котлонадзора
- Объекты горнорудной промышленности
- Оборудование металлургической промышленности
- Объекты хранения и переработки зерна
- Подъемные сооружения
- Оборудование нефтяной и газовой промышленности
- Объекты железнодорожного транспорта
- Системы газоснабжения (газораспределения)
- Объекты угольной промышленности
- Оборудование взрывопожароопасных и химически опасных производств
- Здания и сооружения (строительные объекты)
- Электрооборудование
К примеру для того, чтобы провести визуальный контроль сваренного элемента, относящегося к котельному оборудованию, специалисту необходимо иметь удостоверение ВИК 2-го уровня п.1 (объекты котлонадзора, см. выше)
Срок действия выданного удостоверения составляет 3 года, после чего его можно продлить еще на 3 года, а по истечении шести лет, проводится повторная аттестация.
Когда ваши специалисты заняты работой на различных объектах, не всегда приходится возможным отстранить их от работ и отправить на обучение. При помощи нашего образовательного портала, вы можете пройти обучение удаленно, с использованием современных методик обучения и получить итоговые удостоверения на специалистов
Определение
Визуальный контроль качества — это процедура обследования места соединения как до, так и после выполнения шва. Целью проверки является удостоверение в том, что все этапы работы выполнены в соответствии с правилами. Несоблюдение стандартов может привести к разрушению конструкции, травмам и смерти. Технологические нарушения из-за игнорирования стандартов преследуются по закону. В связи с этим разработан ГОСТ, который регламентирует порядок и способ проведения осмотра, а так же ведение соответствующей документации.
Измерение швов и соединений с применением оптических инструментов и шаблонов — это неразрушающий контроль, позволяющий сохранить целостность конструкции и его стыков, но дающий определенное представление об их состоянии. В случае обнаружения подозрений на скрытые дефекты назначается обследование другими способами (ультразвук, спектроскопия).

Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и иметь аттестат. Контроль осуществляется зрительно, с использованием оптического инструмента, измерительных приспособлений и тактильных ощущений (относится к определению шероховатости шва). Оценка и все замечания заносятся в акт освидетельствования и сохраняются.
Учебные центры
Уральский центр аттестации
В центре аттестации открыто много программ подготовки для дефектоскопистов (капиллярный, ультразвуковой, магнитный и другие виды контроля). Можно пройти подготовку и переподготовку, получив практические навыки и профессиональные знания. Выпускники в обязательном порядке получают удостоверения (переподготовка) или свидетельства (подготовка).
АРЦ НК
Здесь занимаются подготовкой специалистов в сферах газового и жидкостного, магнитного и ультразвукового контроля, а также рентгено-гаммаграфирования. Обучение проводится в очной форме, выпускники получают свидетельства государственного образца.
Выявляемые дефекты
ВИК необходим для обнаружения:
- чешуйчатости металла, образуемой при микрорастрескивании;
- неравномерности шовного валика;
- наплывов, возникающих при непроварах;
- трещины различного происхождения;
- следы прожогов;
- подрезы, снижающие прочность сварки.
Вооружившись лупой, можно выявить другие дефекты:
- пористость диффузного слоя;
- непровары;
- изломы;
- волосовины;
- следы коррозионных разрушений;
- структурное расслоение;
- повреждение полимерного покрытия в зоне термического влияния;
- осевые смещения шовного валика;
- риски;
- раковины.
Проверка соединений, совмещенная с измерениями необходима на всех стадиях сварочных работ. Последний раз деталь или конструкция проверяются на выходе. Когда возникает подозрение на скрытые трещины, непровары, места сварки просвечивают рентгеном или проверяют другими методами.
Порядок проведения контроля
Если вы только начинаете изучать тему визуально-измерительного контроля, то наверняка представляете этот процесс так: вы осматриваете шов и если замечаете на нем видимые дефекты, то награждаете его характеристикой «некачественный» и приступаете к контролю следующей детали. Но это не совсем так. Вы должны понимать, что у шва может быть много характеристик и нельзя называть его просто качественным или просто некачественным.
На деле же ВИК состоит из множества этапов, каждый из которых играет большую роль
При этом не важно, что именно подвергается контролю: отдельная деталь или большая металлоконструкция. Порядок проведения работ всегда одинаковый

Сначала выполняется визуальный контроль. Контролер внимательно осматривает шов, сверяет его физические характеристики (длину, ширину и прочее) с показателями в технической карте и чертежах . Когда осмотр закончен составляется акт. Если были замечены видимые дефекты, деталь отправляют на дополнительный контроль. Проверяется характер, размер дефекта и процент его отклонения от нормы. Далее проводят измерительный контроль сварных швов, если он требуется. Используют инструменты, описанные выше. Такой контроль называется детальным или инструментальным.
Если контролер считает, что этих методов недостаточно, он может направить деталь на дополнительный контроль с помощью других методов. Например, ультразвукового или радиографического . Дополнительные методы позволяют выявить особо скрытые дефекты и отправить деталь в брак или выявить дефекты на ранних «стадиях». В отдельных случаях можно даже исправить ошибки и переварить шов.
Как вы понимаете, визуально-измерительный контроль нужно проводить во время и после сварки. Но существует еще ряд случав, когда визуально-измерительный контроль является необходимостью. Итак, ВИК обязателен при выполнении многослойных швов (контролю подвергается каждый слой), при сборке металлоконструкции из множества деталей, при автоматической и роботизированной сварке, при окончании срока эксплуатации сварных соединений и перед выпуском изделия. Кроме того, во время контроля выявляются не только дефекты, но и наличие маркировки ил клейма на металле, сверяются физические характеристики шва и проверяется правильность катетов .
ОСНОВНЫЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Методы оптического вида контроля основаны на применении электромагнитного излучения в диапазоне длин волн от до мкм.
1.2. Методы оптического вида контроля и области их применения приведены в табл.1.
Таблица 1
| Название метода | Область применения | Факторы, ограничивающие область применения | Контролируемые параметры | Чувстви- тельность | Погреш- ность, % |
| Визуальный | Дефектоскопия, контроль формы | Диапазон длин волн должен быть 0,38-0,76 мкм | Дефектность, отклонение от заданной формы | 0,1 мм | — |
| Визуально- оптический | Дефектоскопия с помощью микроскопов, стереоскопия, размерный контроль с помощью проекционных устройств, эндоскопия внутренних поверхностей, интроскопия | Минимальная яркость изображения объекта контроля не менее 1 кд/м | Размеры изделий, дефектов, отклонения от заданной формы | 0,1-1,0 | |
| Интерферо- метрический | Оптическая толщинометрия, контроль формы полированных изделий, анализ шероховатости | Применим только для полированных поверхностей | Сферичность, плоскостность, толщина | 0,1 | |
| Дифракци- онный | Контроль размеров тонких волокон, формы острых кромок, структуры | Размеры дефектов должны быть сравнимы с длиной волны света | Диаметры волокон, размеры дефектов, острых кромок | 1,0 | |
| Поляризаци- онный | Контроль напряжений в прозрачных средах методом фотоупругости, анализ степени поляризации источников света, эллипсометрическая толщинометрия | Применим только для оптически прозрачных сред | Вращение плоскости поляризации двулучепреломление, толщина | 1,0 | |
| Фазово- контрастный | Контроль оптической неоднородности прозрачных сред | Применим только для оптически прозрачных сред | Градиент показателя преломления | 0,01 | |
| Рефракто- метрический | Дисперсионный контроль оптических сред, измерение концентрации растворов | Применим только для оптически прозрачных сред | Показатель преломления | 0,01 | |
| Рефлексо- метрический | Контроль шероховатости поверхности изделий, измерение блеска и глянца | Коэффициент отражения должен быть не менее 1% | Коэффициент отражения, индикатрисса отражения | 1,0 | |
| Денсито- метрический | Анализ оптической плотности светофильтров, прозрачных пленок | Применим для нерассеивающих прозрачных сред | Оптическая плотность, коэффициент пропускания | 1,0 | |
| Спектраль- ный | Контроль спектральных характеристик изделий в отраженном и проходящем свете, анализ состава газовых смесей, жидкостей, твердых веществ | — | Спектральные коэффициенты отражения, поглощения, пропускания, концентрация вещества | 1,0 | |
| Колоримет- рический | Анализ цвета изделий | Наличие источников посторонней засветки | Координаты цвета | 100,0 мкм | 1,0 |
| Нефеломет- рический | Анализ структуры кристаллов, стекол, растворов, газов, гранулометрия | — | Индикатрисса рассеяния, коэффициенты рассеяния, концентрация объемных включений | 1,0 | |
| Стробоско- пический | Дефектоскопия и размерный контроль подвижных объектов | — | Угловая скорость | с | 5,0 |
| Фотометри- ческий | Измерение характеристик источников оптического излучения | — | Яркость Освещенность | кд/м лк | 5,0 |
| Голографи- ческий | Контроль геометрии объектов сложной формы, однородности оптических сред | Малая когерентность лазера, вибрации | Деформации, перемещения, отклонение от заданной формы, градиенты показателя преломления | 1,0 | |
| Телевизи- онный | Электронно-оптический анализ структуры веществ, измерение линейных размеров | — | Гранулометрические характеристики, размеры дефектов | 1,0 |
Примечание. — минимальная разность длин волн, при которой возможно измерение спектральных характеристик объектов;
— длина волны света;
— апертура оптической системы,
где — показатель преломления;
— апертурный угол.
Подготовка к выполнению осмотра

Независимо от типа и характеристик исследуемого объекта, его поверхности должны быть соответствующим образом зачищены. Удалению подлежат любые инородные покрытия, не входящие в естественную структуру шва. Это касается окалины, краски, грязи, следов ржавчины и оставшегося после сварки шлака. Не всегда к контролю допускаются и объекты, поверхности которых имеют цвета побежалости. Если контролируемая поверхность относится к частям работающего оборудования, то агрегат необходимо остановить на время исследований.
Как правило, это относится к технологическому оборудованию, прошедшему ремонт сваркой. Речь идет о системах вентиляции, охлаждения, компрессорных установках и т. д
Особое внимание при подготовке отводится инструментальному комплекту визуального контроля и расходным материалам, которые будут задействоваться в ходе работы. Инструменты должны быть соответствующим образом настроены, откалиброваны, проверены на работоспособность и точность показаний
Подготовка
Перед проведением группового интервью организуйте встречу со всеми интервьюерами. Убедитесь, что они понимают цели и процесс. Чтобы быть эффективным, собеседование должно быть хорошо спланировано. Продумайте структуру собеседования, его этапы и временной регламент. Распределите роли: например, может понадобиться, чтобы один из интервьюеров задавал вопросы, другой молчаливо наблюдал, третий выступал в роли модератора, четвертый — в роли провокатора и т.д. До собеседования необходимо обсудить, какие вопросы они будут задавать и как оценивать ответы.
Подготовьте необходимые материалы для интервьюеров: оценочные листы, резюме кандидатов, вопросы для собеседования, задания.
Определите время и место проведения собеседования. Это должно быть просторное, хорошо проветриваемое помещение, в котором будет комфортно как кандидатам, так и интервьюерам. Подготовьте помещение в соответствии с вашими целями. Например, вы можете расположить стулья вокруг, чтобы стимулировать взаимодействие между людьми. Кроме того, круговая рассадка может создать непринужденную атмосферу для опрашиваемых. Если планируются более традиционные вопросы, можно расположить столы как в классе. Обеспечьте соискателей и интервьюеров прохладительными напитками.
Инструменты для проведения проверки
Когда проводится визуальный и измерительный контроль сварных соединений, то для этого могут использоваться дополнительные инструменты, которые помогут зафиксировать точное положение и размеры обнаруженных дефектов, а также определить параметры шва. Ведь неровность его поверхности, а также слишком большая или малая высота также могут относиться к дефектам. Среди используемых инструментов можно отметить:
- Щуп – бесшкальный измерительный инструмент, который имеет ряд пластин определенного размера, по которым и можно определить соответствие заготовки заданным параметрам;
- Штангенциркуль – инструмент с тремя видами измерения, который может помочь измерить внешние и внутренние размеры, в том числе и диаметр, а также глубину пор и трещин;
- Лупа – оптический инструмент, которая обладает определенной величиной кратности и помогает увеличить внешние дефекты для их лучшего обнаружения;
- Металлические линейки – один из самых простых и часто используемых инструментов измерения, который используется в данной области;
- Угломер – позволяет определить угол соединения и относительное расположение свариваемых деталей.

Инструменты для визуального контроля сварных швов
Суть проведения внешнего осмотра
Физические основы визуально оптического метода контроля обеспечивают определение первичной информации о том, какими качествами может обладать соединение. Если изделия надежно сварены и не имеют дефектов, то они обладают примерно такими же качествами, как и основной металл. Чем больше дефектов, тем ниже надежность соединения. Благодаря своей простоте и отсутствию какой-либо стоимости на расходные материалы, метод позволяет определиться с явными дефектами, которые можно исправить еще до проведения других способов.
Существуют различные виды сварных швов и соединений, но практически ко всем из них применяется визуальный осмотр. В профессиональной сфере он не используется как основной, за счет невозможности определить внутреннее состояние шва, но все равно всегда используется, чтобы не подвергать дорогостоящим методам контроля явно бракованные изделия. После того, как будет пройдена профессиональная проверка, составляется акт визуального контроля сварных швов.
Требования к сварным швам
Акт визуального осмотра сварных швов, образец которого выдается специалисту проводящему данный осмотр, должен содержать все важные данные о конкретном исследуемом объекте
Это очень важно, когда контролю поддается один или несколько образцов из серии. Он должен соответствовать основным требованиям, выдвигаемым к такому типу соединений
Высота валика и ширина должна быть в заданных предела, он должен быть равномерным, без различных впадин и выпирающих частей. Структура шва должна выглядеть однородной, а в зависимости от типа определяется наличие или отсутствие чешуек. Должны отсутствовать поры, раковины, трещины, сколы, не проваренные места и так далее.
Поэтапный порядок
- Первым делом, шов подготавливается к осмотру. С него очищается шлак, стираются брызги металла, а также зачищается поверхность.
- Далее следует осмотр невооруженным взглядом, который помогает бегло проверить качество соединения. В таком случае можно обнаружить только наиболее явные дефекты.
- Далее проводится осмотр при помощи дополнительных инструментов, которые могут дать точные данные о полученном соединении.
- Если параметры соответствуют требованиям, то изделие допускается к работе, если нет, то обнаруженные дефекты фиксируются и вносятся в акт.
Возможности метода
Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них:
- Поры;
- Трещины и микротрещины;
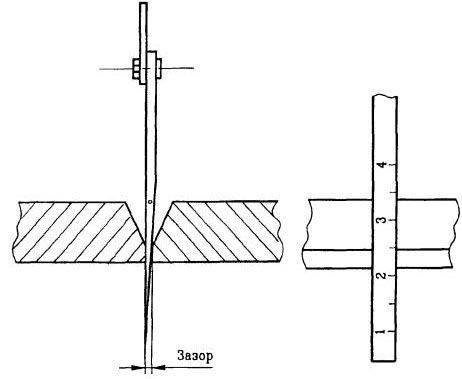
Схема измерения зазора сварного шва
- Раковины;
- Сколы;
- Недостаточный уровень проварки.
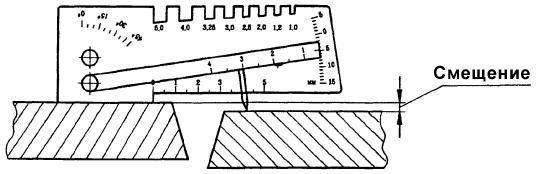
Схема измерения смещений при сварке швов
Задачи визуального и измерительного контроля
Работы, на которых проводится ВИК носят разный характера. Это производство готовой продукции и полуфабрикатов (фасонный, листовой прокат, литье заготовок, слябов, изделий), сборка и монтаж новых конструкций (все виды сварки), проведение ремонтных или укрепляющих операций, проверка состояния в процессе эксплуатации. Но, независимо от того на каком этапе проводятся освидетельствования, их цель состоит в подтверждении соответствия изделий, заготовок, элементов соответствию ГОСТ, ТУ и прочей нормативной документации:
- Выявлении деформации, трещин, свищей в процессе эксплуатации.
- Определении причин получения брака для последующего устранения при изготовлении изделий или на подготовительном этапе монтажных, сварочных работ – расслоение, забоины, закаты, раковины, зацепы, торцевую рванину (после рубки), ромбичность, плены.
- Проверке на качество при приемке сварочных работ – прожоги, неметаллические включения (флюсовые, шлаковые, вольфрамовые), размер и качество околошовной зоны.
- Определение размеров дефектов (ширина, глубина залегания, допустимое количество на площадь и т. д.).
- Проверка геометрических параметров – соосность расположения, точность угла, зазоры, смещения.
После выявления признаков и устранения проблем (это может быть неправильная работа оборудования, ведение технологического режима) проводится вторичная проверка.
Порядок проведения визуального и измерительного контроля
Визуальная методика исследования соединений с применением измерительного оборудвоания единая для всех видов сварных заготовок
Не важно, какой объект исследуется: небольшая сварная деталь или огромная конструкция. Порядок проведения работ всегда одинаковый: сначала проводится тщательный осмотр соединения, затем измерительный контроль сварных швов
Обязательно визуально проверяется наличие маркировки металла, правильность катетов. На эксплуатируемых деталях, конструкциях определяется степень усталостных деформаций, величина износа наплавки.
ВИК проводится в определенных ситуациях:
- после сварки;
- во время формирования многослойных соединений, проверяется каждый слой шва;
- в процессе сборки металлоконструкций;
- при работе автоматами, роботами-манипуляторами;
- по истечение срока эксплуатации сварных деталей и конструкций.
Предварительно исследуемый участок соединения обрабатывается. Необходимо подготовить шов к визуальному контролю сварных соединений. Металлической щеткой счищаются частички шлака, окалины, удаляются брызги расплавленного металла. Поверхность шва зачищается до блеска.
При внешнем осмотре выявляются области коррозионного поражения, структурные дефекты металла. Проверяется не только диффузный слой, но и зона термического влияния, подвергающаяся температурному воздействию. В этой области в металле в процессе сварки возникают внутренние напряжения, возможно появление трещин.
Используя инструменты, выявляют мелкие нарушения целостности. Нужно внимательно осматривать очищенную для осмотра область, сверять геометрические параметры заготовок с данными технологической карты или чертежа. В акт вносят все визуально выявленные дефекты, отклонения от техдокументации.
 Технология исследования соединений методом ВИК единая для всех видов сварных заготовок
Технология исследования соединений методом ВИК единая для всех видов сварных заготовок