

Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
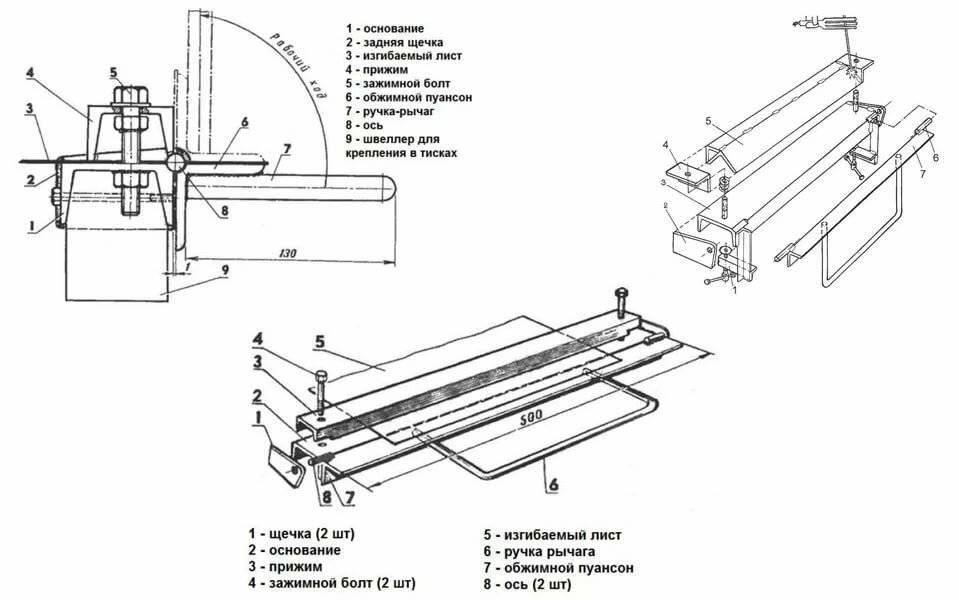
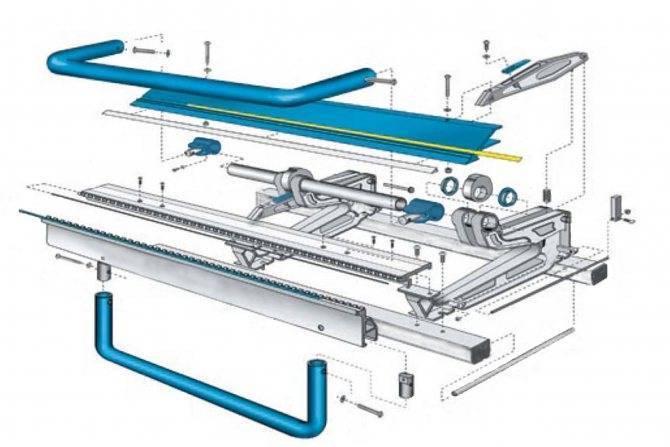
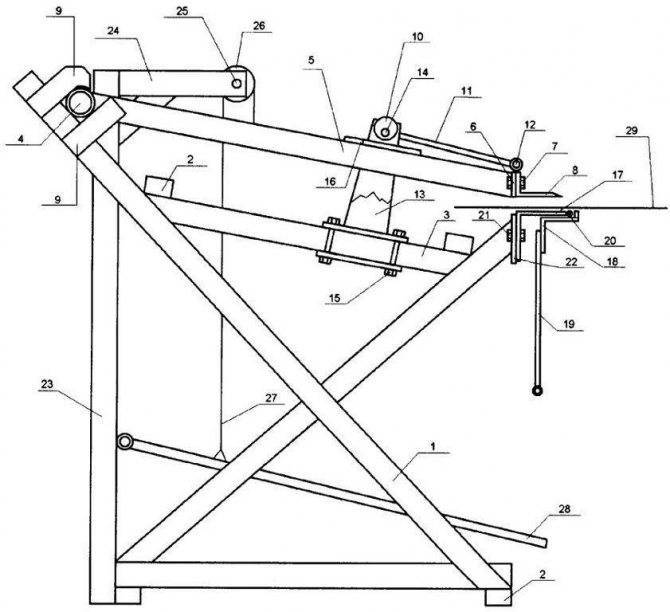
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм; Шаровая опора для автомобиля, с кронштейном для крепления; Тяга стабилизатора от него же, диаметром 10 мм; Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.









Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Последовательность сборки гибочного оборудования (adsbygoogle = window.adsbygoogle || []).push({});
Ручной листогиб собирается в последовательности, предусмотренной в описании к чертежам. Друг за другом собирают струбцину, состоящую из воротка, пятки и винта, на основе уголка № 60, затем конструируют щечку. Следом делают основание с кронштейном из уголка № 110, на котором устраивают прижимную балку. Все детали вместе с пуансоном на оси крепят на станине.
Прижимную балку снизу фрезеруют после сборки посредством сварки всего конструкционного узла. Не рекомендуется для придания ровной поверхности использовать шлифовку болгаркой или проходку напильником. Прижимную балку следует дополнительно усилить металлическим прокатом, а длину предусмотреть на 5 см короче основания.









На торцах прижима делают стопоры из обрезков уголка. Детали прижима, касающиеся к материалу заготовки, фрезеруют. Центр полки на кронштейнах оснащается отверстием диаметром 8 мм. Чертежи листогиба ручного предусматривают, что пуансон делается короче прижима на 100 мм. Рычаг изготавливают из арматуры и сваркой приваривают к пуансону. Для изготовления щечек берут стальной лист и сверлят в нем отверстия в 1 см для установки осей. На ребре с торцов снимают фаску глубиной 0,6 см, длина ее составляет 3,2 см
При соединении сваркой осей следует принять во внимание, что направление их и ребер должно совпадать
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
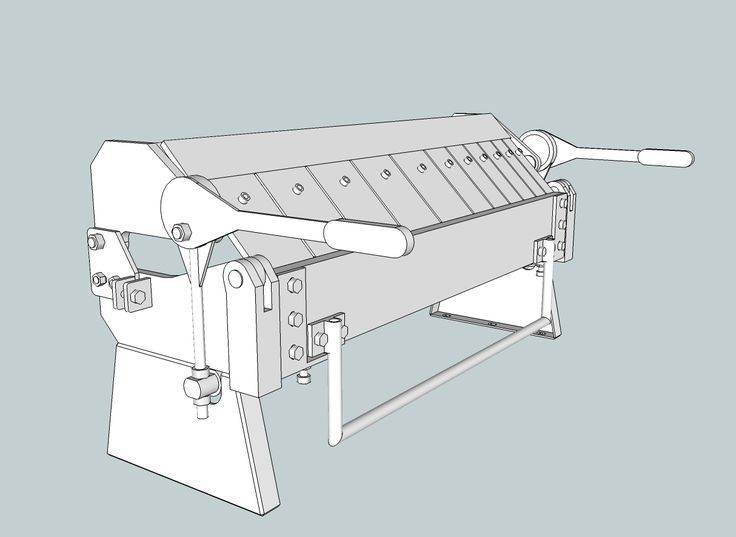
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.





Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Типы листогибочного оборудования
Листогиб, изготовить который можно и своими руками, – это устройство, позволяющее выполнять не только гибку, но и резку металлических листов. Такое оборудование сегодня можно встретить практически на любом производственном предприятии. Впервые его стали использовать еще в XIX веке, когда в развитии промышленных технологий произошел резкий скачок.

На сегментных листогибах можно делать лотки, кожухи, воздуховоды, профили, хомуты и многое другое
Первые устройства подобного назначения были ручными, значительно позже стали появляться гидравлические и электромеханические листогибы. Сегодня, когда современные технологии шагнули далеко вперед, производители предлагают специалистам по обработке металла листогибочные станки, работающие полностью в автоматизированном режиме, оборудование с электромагнитными прижимами и другие типы гибочных устройств.
Если изначально аппараты для гибки листового металла использовались только для оснащения крупных производственных предприятий, то сегодня даже для бытовых целей или нужд небольшой мастерской можно приобрести компактный электромеханический или ручной станок, позволяющий выполнять большой перечень гибочных операций.

Большинство сегментных листогибов оснащаются дисковым ножом для обрезки заготовок
Отличаются листогибы не только по виду установленного на них привода, но и по типу рабочих органов. Так, различают роликовые, валковые листогибы, а также устройства с поворотной балкой.
Совершенно уникальными по своей конструкции являются сегментные листогибы, которые начали активно применяться относительно недавно. Фактически такой станок – это листогиб с поворотной балкой. Его особенность заключается в том, что его рабочий орган, который и оказывает воздействие на металлический лист, деформируя его, составлен из отдельных сегментов. Сегментный (сегментарный, сегментальный) листогиб благодаря особенностям своей конструкции позволяет, используя одну единицу оборудования, выполнять гибку изделий различных размеров и конфигурации. Таким образом, сегментные листогибы являются более универсальными устройствами, чем стандартный листогиб с поворотной балкой.

Балки сегментного листогиба состоят из секций, которые можно перемещать и менять, подбирая практически любой необходимый рабочий размер
Современный рынок предлагает разнообразное листогибочное оборудование, различающееся как по своим функциональным возможностям, так и по основным техническим характеристикам – мощности, производительности, уровню автоматизации и др. Благодаря такому разнообразию выбор сегментного листогибочного станка не представляет сложности для производителей и домашних мастеров.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
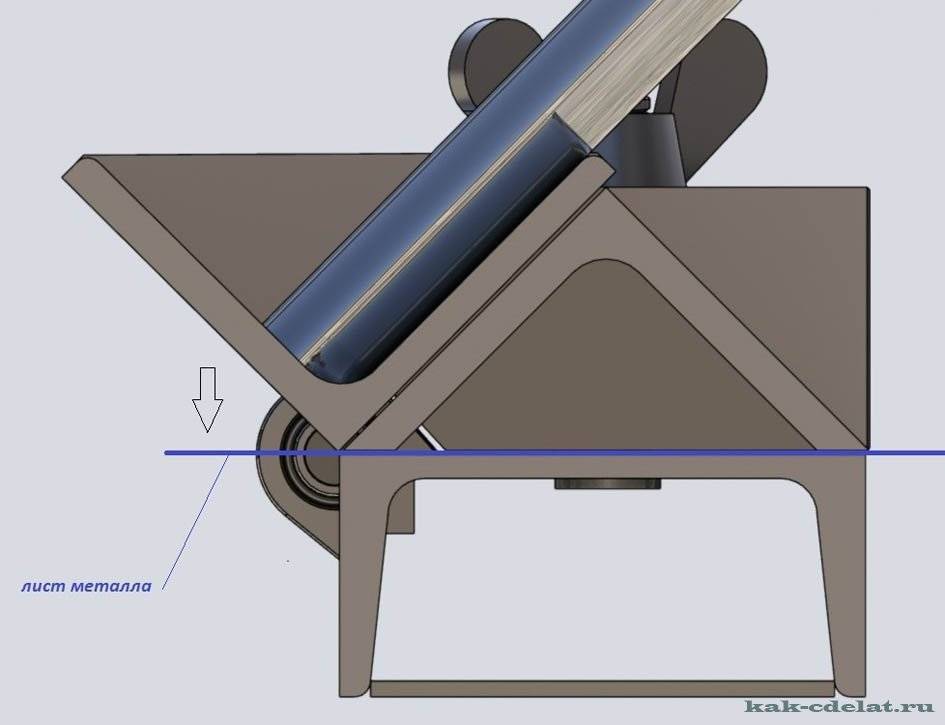
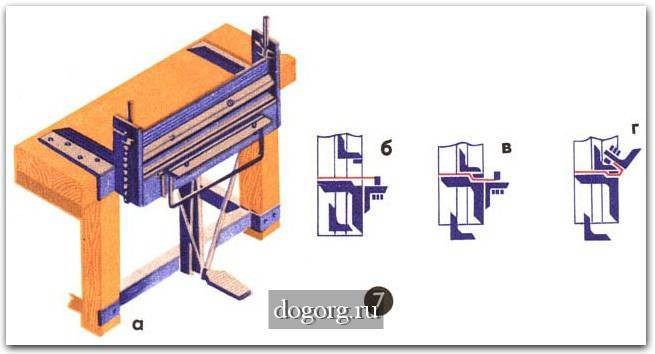
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Сегментный станок
В станках с ручным приводом гнутье металла происходит за счет физической силы работника путем нажима на поворотную балку. Некоторые модели изготавливают с педалью. С помощью ручного станка можно производить обработку не слишком толстого листа и на небольшие углы. Приспособление подобного типа часто встречается на частном подворье для изготовления гнутых деталей, предназначенных для хозяйственных нужд. Тот факт, что ручной листогиб не содержит трущихся и скользящих элементов, делает станок прочным и долговечным. Народные умельцы используют станок с установленными скобами на опорных балках и выбранным угловым радиусом для создания сложных деталей.
Листогибочное оборудование польского производства и его особенности
Листогибы польского производства в нашу страну поставляются от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek представляет собой довольно удачную компиляцию от оборудования Tarco max (которое уже не поставляется в Россию). При достаточно высоком качестве сборки (не в пример китайским моделям) продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster весьма надёжна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6 — 1,0 мм. При этом агрегаты Metalmaster могут устанавливаться в самых неприхотливых условиях, поскольку все основные узлы листогибов Metalmaster последовательно проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, при этом профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают свою многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно влияет на точность;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.







Важно отметить также долголетние традиции производства от компаний Metalmaster и Mazanek, что положительно сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик в процессе эксплуатации
Чертежи создания листогибочных станков
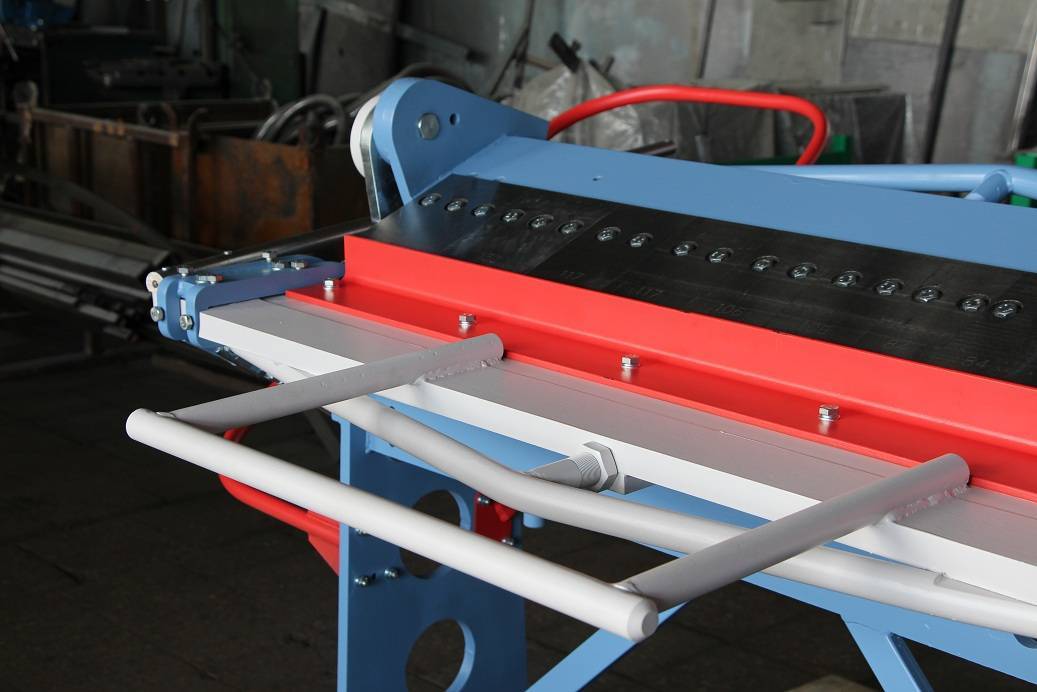
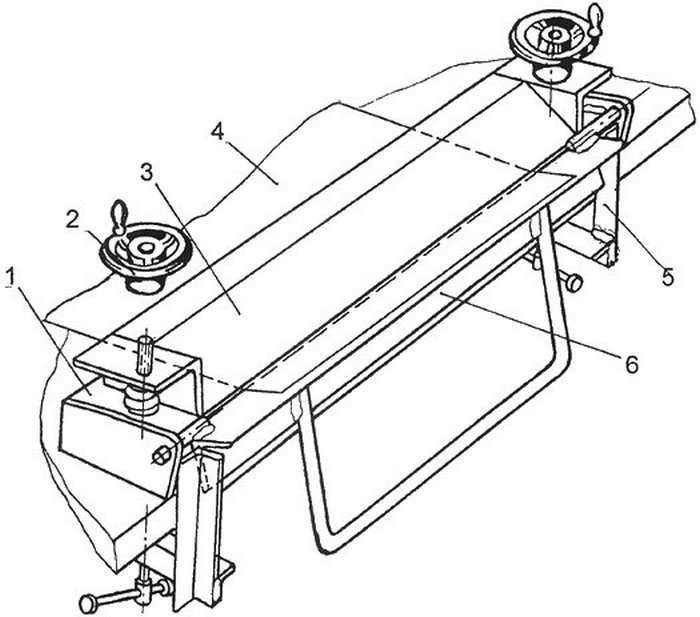
Инструмент с поворотной рамой для гибки заготовок
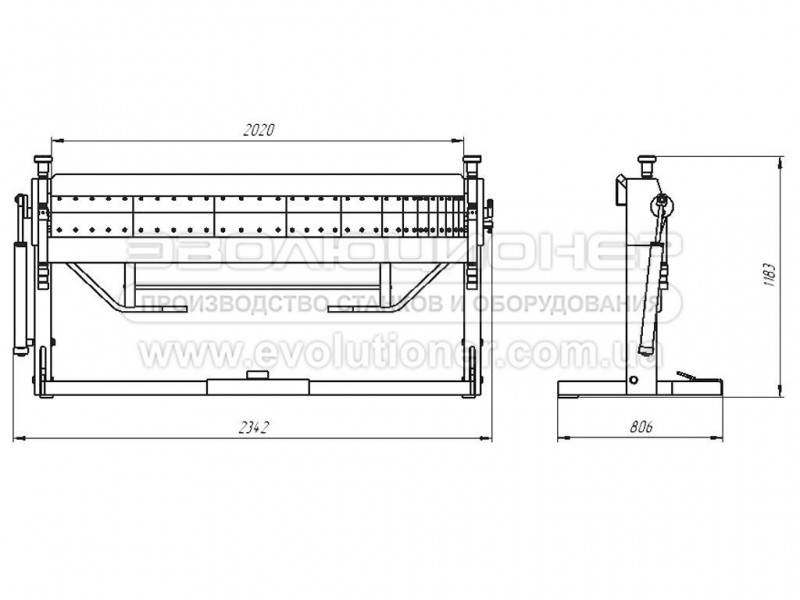
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
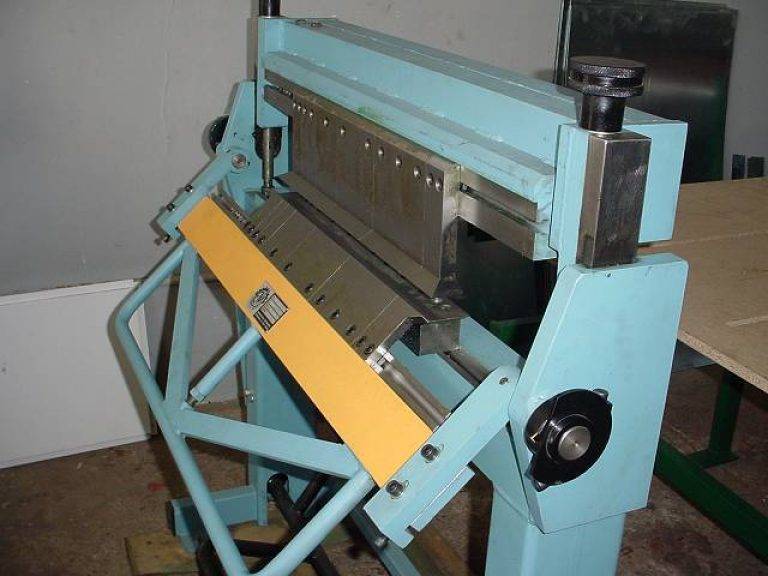
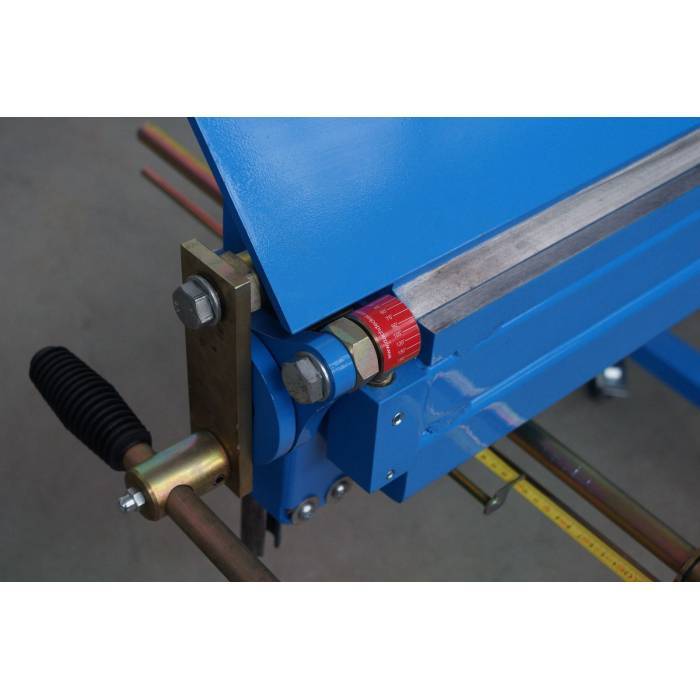
Листогибы поворотные с гибочной балкой (траверсой)

Принцип работы станка прост:
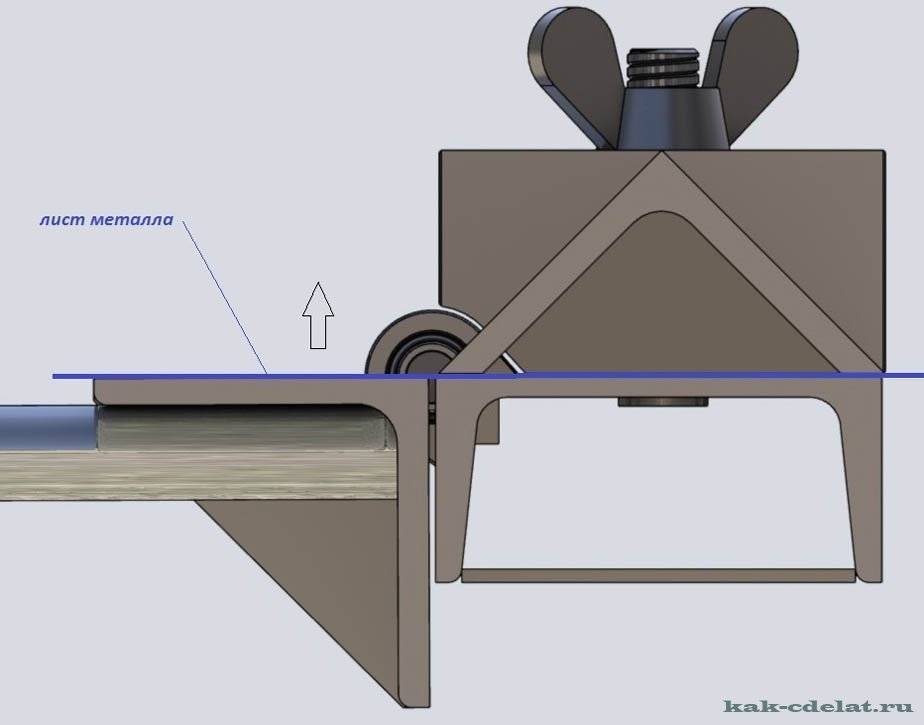
- Металлический лист помещается на опорной балке, под прижимом.
- Часть металла, которая должна быть загнута, выдвигается на уровень поворотной балки.
- Прижимная балка фиксирует металл в станке.
- С помощью рычага поворотная балка перемещается на нужный угол, в процессе чего металл приобретает нужную форму.
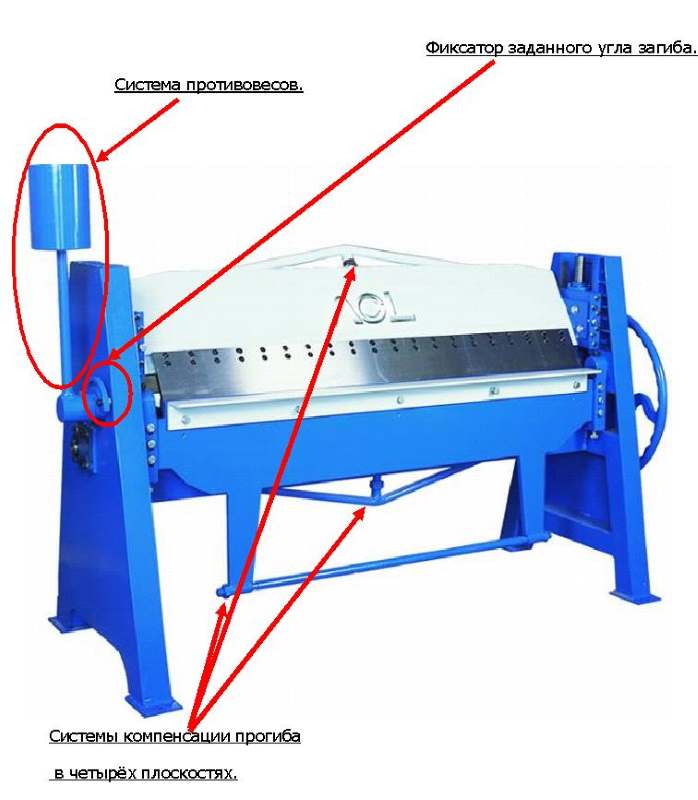
Некоторые модели листогибов могут дополнительно оснащаться ограничителем свободного хода гибочной балки и приборами для контроля угла изгиба заготовки.
Многие станки поддерживают совместимость со специальными ножницами по металлу, с помощью которых можно легко разрезать лист металла по всей длине рабочей части гибочного станка.

Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.







Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Станки с электрическим приводом
Ручной сегментный листогиб отличается высокой эффективностью и простотой конструкции, однако имеет и ряд недостатков, наиболее значимыми из которых являются невысокая мощность и низкая производительность. Чтобы значительно улучшить технические характеристики такого оборудования, на сегментный или любой другой листогиб устанавливают электромеханический привод.
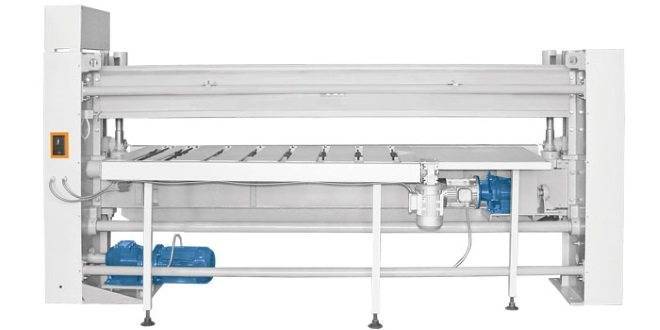
Электромеханический листогиб ЛГМ-6 предназначен для холодной гибки металла толщиной до 6 мм
Основными элементами сегментного листогиба, оснащенного электромеханическим приводом, являются:
- станина, на которой крепятся все остальные узлы станка;
- механизмы прижима и гибки, которые приводятся в действие при помощи электродвигателей;
- сам электромеханический привод;
- направляющие и стопорные элементы, обеспечивающие правильное позиционирование и перемещение металлического листа в процессе его обработки;
- механизмы фиксации заготовки, которые могут быть как механическими, так и электромагнитными;
- шкаф для электрооборудования и органы управления станком.
Для того чтобы увеличить мощность электромеханического листогибочного станка, его дополнительно оснащают редукторами, что приводит к значительному увеличению его размеров и массы.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
В заключение
Понятно, что подобный листогиб может пригодиться в гараже не каждому. Однако, даже если использовать его всего несколько раз, изготовление такого приспособления себя точно оправдает. К тому же времени подобная самоделка много не займёт. Если полностью понять суть всей работы, то на изготовление листогиба можно потратить не более двух часов. Приплюсуем сюда дешевизну материалов, требуемых для самоделки, и получим на выходе функциональное приспособление за копейки, которое позволяет гнуть металл под различными углами.
Надеемся, что изложенная сегодня информация будет полезна не только начинающим домашним мастерам, но и тем, кто не первый год занимается подобной работой. Редакция HouseChief обязательно ответит на все ваши вопросы по теме, если таковые возникли. Просто изложите их суть в обсуждениях ниже. Там же вы можете прокомментировать прочитанное, поделиться своим мнением, насколько подобная самоделка может пригодиться в гараже или домашней мастерской.
Если статья была вам интересна, не забывайте ставить оценки прочитанному
Для нас очень важно ваше мнение
Берегите себя, своих близких и будьте здоровы!





