

Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
20Х13, Р6М512Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.







Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
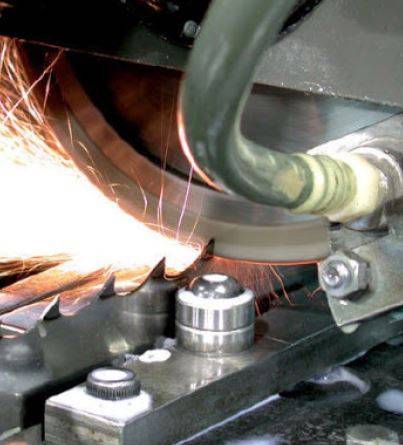
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Как производится заточка
Заточка ленты происходит поэтапно:
- установка ленты в станок, настройка положения толкателя;
- установка соответствующего кулачка для получения нужной формы зубьев;
- запуск обработки, контроль за процессом;
- остановка и снятие подготовленной к работе ленты.
Вся сложность процедуры состоит в настройке, установке нужных параметров перемещения и глубины опускания режущего диска. Когда настройка выполнена должным образом, от мастера больше ничего не требуется и не зависит — только наблюдение и остановка процесса в нужное время.
Режимы работы

Во время заточки лент используют два основных режима:
- Формирование зубьев. Это процесс, при котором происходит нарезка новых, или изменение профиля зубьев, уже имеющихся на ленте. Обработку производят так, чтобы не перегревать и не слишком перегружать станок и полотно. Используется несколько оборотов (их может быть довольно много, от 5 до 10), при каждом из которых глубина обработки постепенно увеличивается.
- Заточка зубьев без изменения формы. Это достаточно быстрая процедура, во время которой обновляется лишь режущая кромка (острие) зуба. Опытные мастера называют этот процесс «заточка на две искры», так как режущий диск касается только самого кончика зуба, действительно высекая лишь пару искр.
Выбор режима производится исходя из необходимости, исходного состояния зубьев. Как правило, заточка происходит в легком, щадящем режиме. Смену ленты необходимо производить через каждые несколько часов работы, поэтому слишком глубокой обработки, как правило, не требуется.
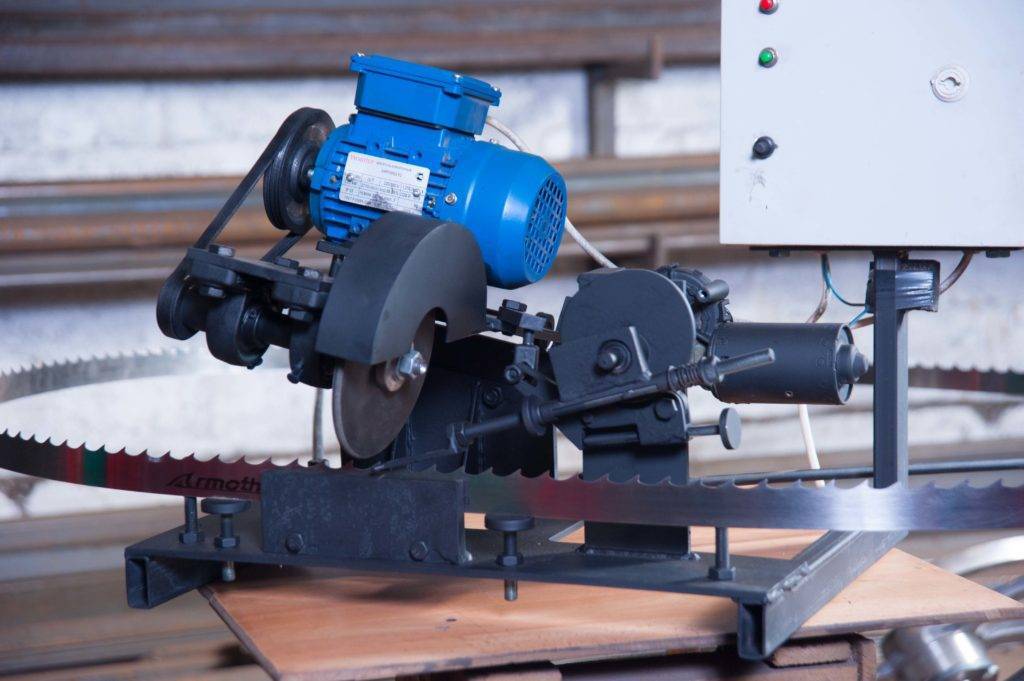
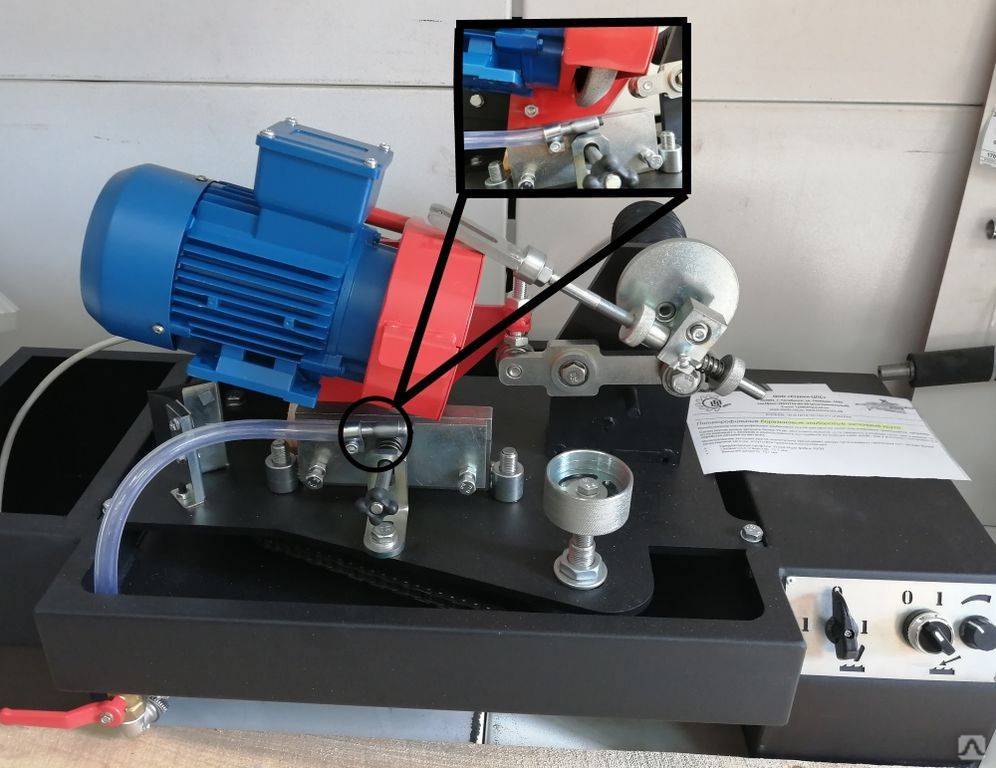
Принцип действия
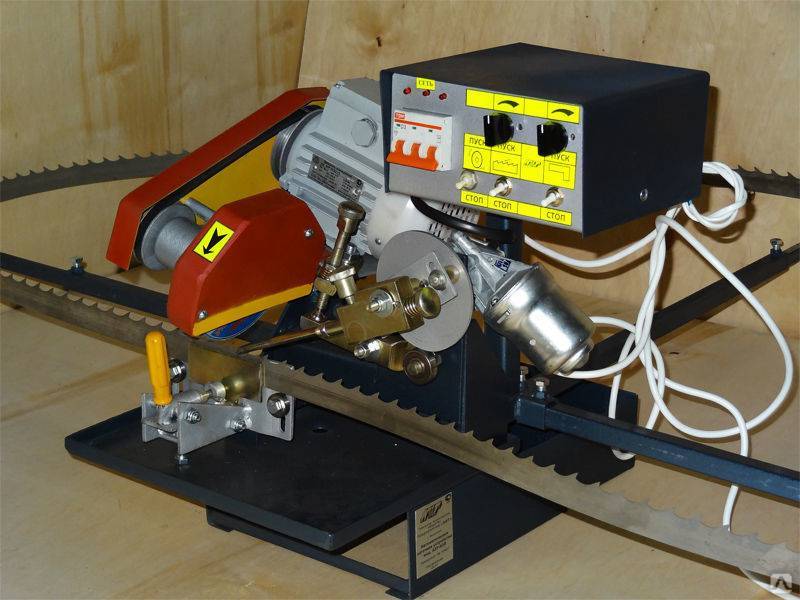
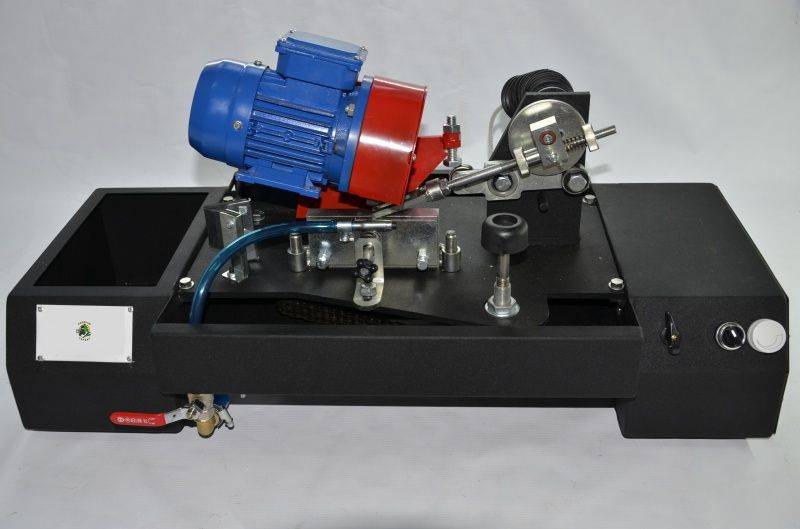
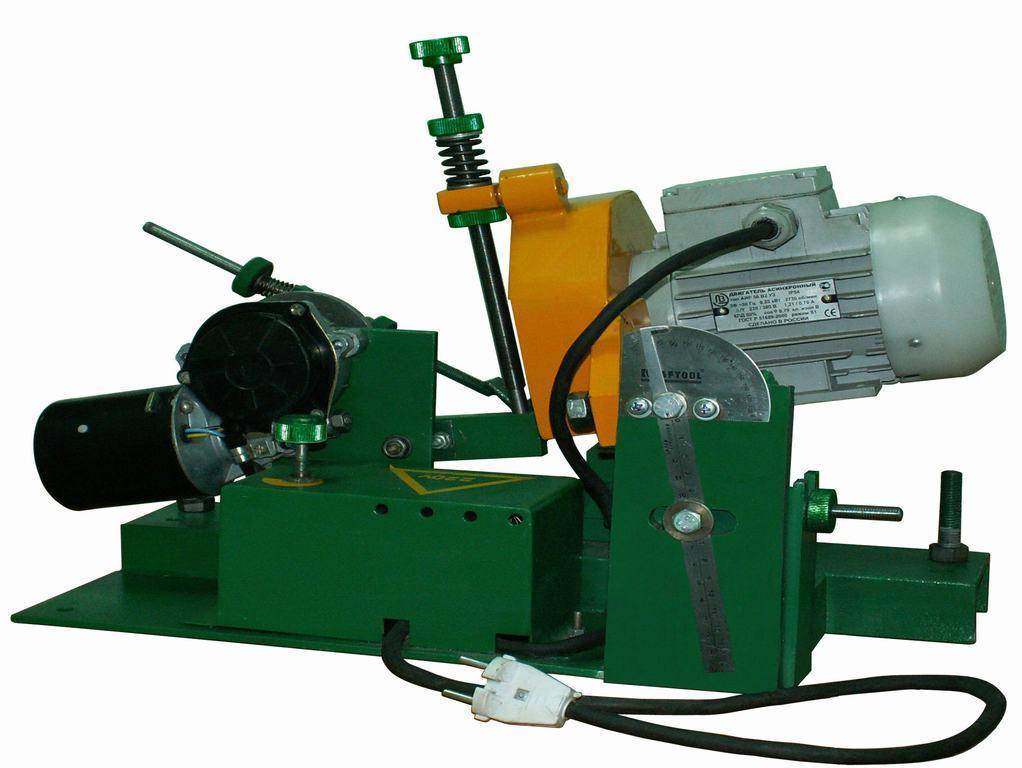
 Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.
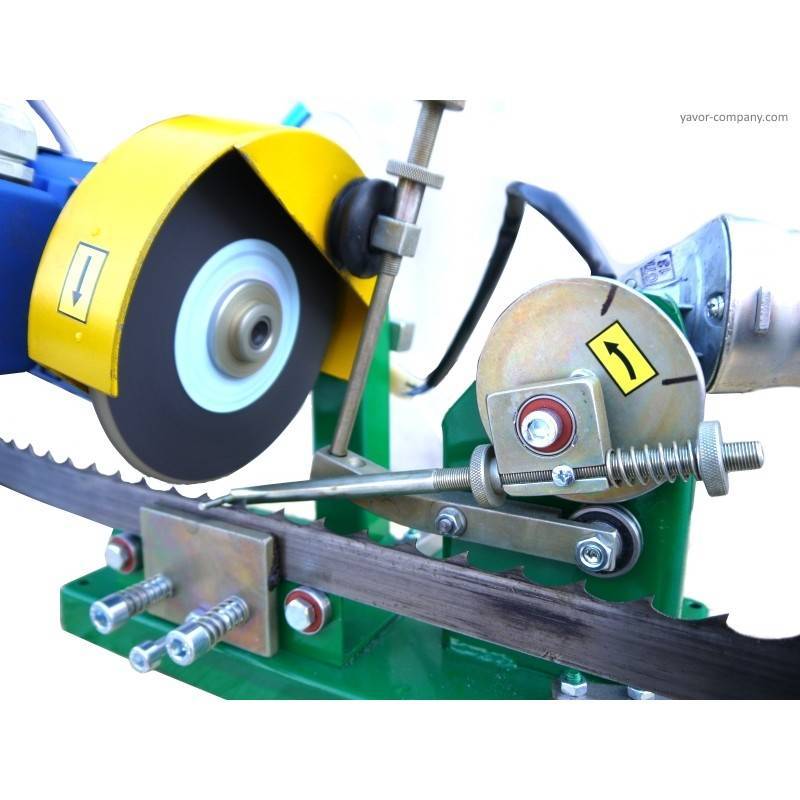
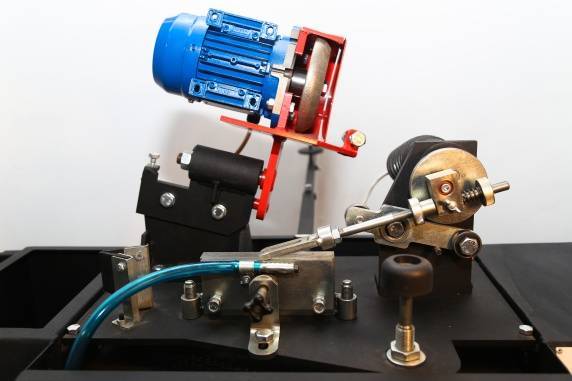
Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).

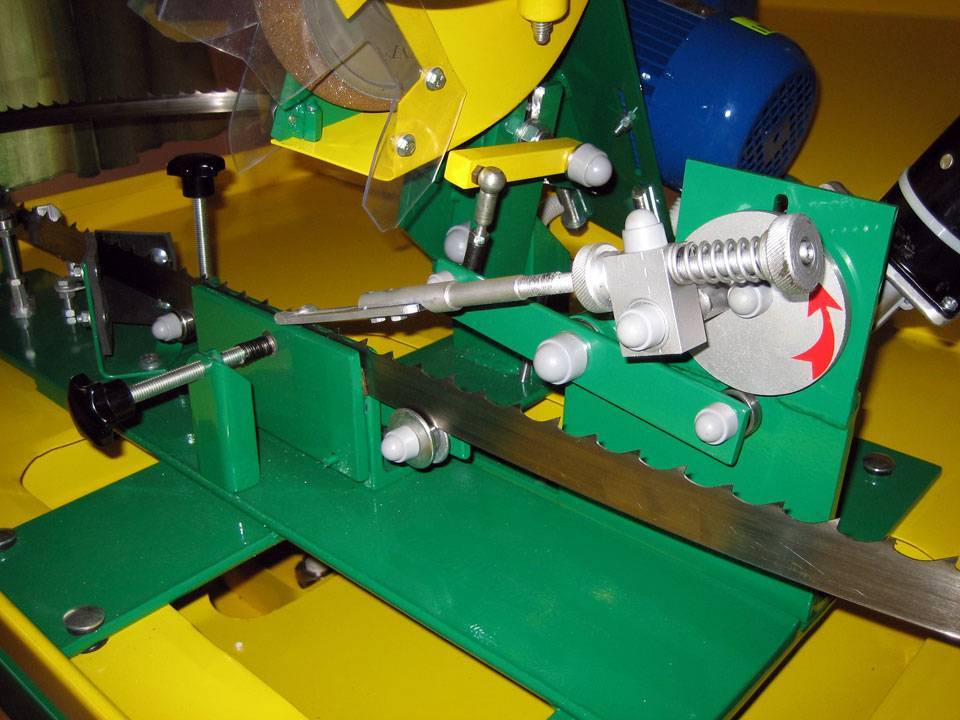
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину. Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.








В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта
Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
 Основные параметры станка:
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.
Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.
Заточка и ремонт
Ключевые неисправности
Высокая сложность конструкции ленточной пилы предполагает, что эксплуатировать ее будут достаточно бережно. Но даже при самом ответственном подходе и соблюдении всех правил настройки рано или поздно в работе устройства будут возникать сбои.
От точности выставления направляющих зависит качество работы
В таблице ниже мы приведем перечень основных неполадок, а также опишем вероятные причины, которые могут эти неполадки вызывать:
| Неисправность или дефект | Возможные причины |
| Избыточный нагрев полотна при пилении |
|
| Волнообразная линия распила |
|
| Увод полотна в сторону при врезании/пилении |
|
| Вибрация пильной части |
|
| Биение пильного полотна |
|
| Разрыв режущего элемента |
|
Нужно отметить, что все эти неполадки могут встречаться даже у опытных мастеров. Все дело в том, что в процессе работы настройка станка постепенно сбивается, потому желательно перед выполнением операции проконтролировать положение основных элементов и выполнить хотя бы один холостой пуск.
Использование затупленного инструмента часто ведет к разрыву
Что касается устранения неисправностей, то в ряде случаев с задачей можно справиться своими руками. И если для выставления направляющих или регулировки опор достаточно будет следовать рекомендациям производителя, указанным в инструкции к ленточной пиле, то процесс заточки полотна представляет определенную сложность.
Как правильно точить полотно
Если говорить о заточке, то мастера, которые используют ленточные пилы на постоянной основе, практикуют три подхода:
Полностью сработавшиеся зубья. Восстановлению не подлежат.
- . Восстановление кромки не проводится, поскольку в этом случае используются изделия из низкокачественной стали, которая не допускает заточку. Примером подобных деталей являются полотна фирмы Morze (США) – цена их такова, что они вполне могут рассматриваться как одноразовые.
- . Минусом такого подхода является сильная выработка зубьев, что при заточке машинным способом приводит к изменению их геометрии. Как следствие, полотно раньше выходит из строя.
- . При этом восстановление режущих кромок минимально меняет геометрию зубьев, что позволяет довести напил до 80 кубометров.
Станок для автоматической заточки пилы
Сам процесс заточки также может быть организован двумя способами:
- Полнопрофильная обработка. Возможна только при использовании заточного станка с кругом, подобранным специально под конфигурацию зубьев пилы. При автоматическом движении ленты абразивные части проходят весь профиль зуба, качественно восстанавливая режущую кромку.
- Заточка граней. При этом пильная лента обрабатывается практически так же, как и полотно для сабельной пилы по дереву. Вручную или на полуавтоматическом станке с помощью плоского круга только внешняя или и внешняя и внутренняя поверхности каждого зуба стачиваются до получения острой кромки.
Процесс восстановления режущей кромки зубьев
https://youtube.com/watch?v=6JIfjl_lHoI







На крупных производствах предпочтительнее использовать первый способ, но если вы применяете ленточную пилу дома и делаете это эпизодически, то куда проще подправить режущую часть с помощью электрогравера для деревянный поверхностей или заточного станка, чтобы снова получить работоспособный инструмент.
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Аппарат для работы с металлом
Все инструменты для резьбы делятся на несколько видов, но основным и самым удобных является вертикальный тип. Именно такой станок при работе позволяет перемещать заготовку, в то время как другие виды крепко закрепляют её.
Основная классификация подразделяет аппараты по материалу, для которого они будут использованы:
- Для резьбы по металлу.
- Для обработки синтетических материалов.
- Для дерева.
- Для камня.
А также инструмент делится в зависимости от зубьев. Здесь выделяются ленты с незакаленным зубом, которые отличаются довольно низкой стоимостью, но работают с минимальной скоростью подачи около 7 метров в минуту. Ленты же с закалёнными зубьями имеют высокую износостойкость и более высокую скорость подачи, но такой аппарат дороже.










Правила выбора инструмента
В арсенале каждой пилорамы и мастерской имеются ленточные пилы по металлу. Как выбрать качественный аппарат:
Для начала нужно выбрать две или три фирмы, которые занимают лидирующие позиции на рынке и отличаются своей надёжность и качеством.
Важное место занимает соотношение цены и затрат на обслуживание. Аппарат в первую очередь должен быть без изъянов, легко затачиваться, легко распиливать материал.
Количество зубьев
Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём. Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.
https://youtube.com/watch?v=DoIIwx4mCqI
Основные производители пил
Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Ещё одной фирмой, зарекомендовавшей себя на рынке, является Wood-mizer, которая изготавливает аппараты для разных условий. Первой разновидность — это стандартные пилы. Но даже у такого вида инструмента есть свои особенности, а именно Wood-mizer делает зубья прочнее с помощью электромагнитной индукции, что позволяет увеличить промежуток между заточкой. А также фирма производит инструменты для промышленных предприятий и для распилки сверхпрочных металлов и древесины.
Arntz — знаменитая германская фирма, которая приобрела популярность во всём мире. Пилы этой марки изготовлены из материалов, имеющих в своём составе кобальт, что делает инструмент прочным и износостойким. Особенностью этой марки является то, что у пилы имеется функция увеличения скорости.
Именно эти производители ленточных пил являются самыми надёжными, проверенными временем и имеют множество положительных отзывов.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем










Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.





