

Как легирующие элементы влияют на характеристики сплава ХВГ и другого металла.
Добавление легирующих компонентов в состав основы изменяет свойства стали. Характеристика стали будут зависеть от процентного содержания элементов в стали. Кроме того, на свойства нового материала будет влиять порядок взаимодействия дополнительных элементов друг с другом и с основным элементом – железом. Это задается термической обработкой.

Для того, чтобы легирующие материалы определенным образом заполнили кристаллическую решетку и задали необходимые свойства, они добавляются в расплав основы. Таким образом определяются следующие характеристики стали:
- Изменение прочностных характеристик. Для этого необходимо каким либо образом исказить кристаллическую решетку.
- Если при процессе обработки температурный градиент минимален, то это увеличивает толщину слоя закалки.
- Снижение степени деформации влияет на укомплектованность кристаллической решетки.
- Возможность образование трещин. При образовании карбидов на границах зерен, происходят разрывы межкристаллических связей, что приводит к образованию трещин.
Количество углерода, которое содержится в стали, определяет ее прочность. Чем выше процентное соотношение, тем прочнее сталь. Молекулы железа и углерода по размерам примерно равны. Углерод заменяет молекулы железа в кристаллической решетке, образуя при этом карбиды. В зависимости от их формы, размеру и количеству, будут установлены характеристики нового материала.
Хром является основным легирующим элементов в стали ХВГ. Небольшие по размеру атомы хрома размещаются в кристаллической решетке и придают ей стабильность и повышают плотность. Хром при взаимодействии с кислородом образует оксиды, по размерам не намного больше его атомов. Это позволяет применять хром для получения нержавеющей стали. Если содержание хрома не превышает 10,5%, то сталь обладает хорошей прокаливаемостью.
Чтобы уменьшить зерно ХВГ, повысив качество стали и увеличить слой закалки в сплав добавляют вольфрам и молибден. Данные элементы, так же как и углерод обладают способностью образовывать карбиды. Эти компоненты являются точками кристаллизации, уменьшают зерна, что приводит к увеличению пластичности металла, но не к изменению его прочностных характеристик.
Чтобы повысить прочность металла, в него добавлены второстепенные элементы — кремний и марганец. В этой паре кремний – основной легирующий элемент повышающий прочность, а марганец выполняет роль баланса, увеличивая пластичность и вязкость.
Отечественная промышленность выпускает сталь ХВГ по нескольким ГОСТам. Эти стандарты определяют как форму готовых изделий, так и их состав. В зависимости от приобретаемого проката, цена на данный материал может различаться.
Нагрев металла
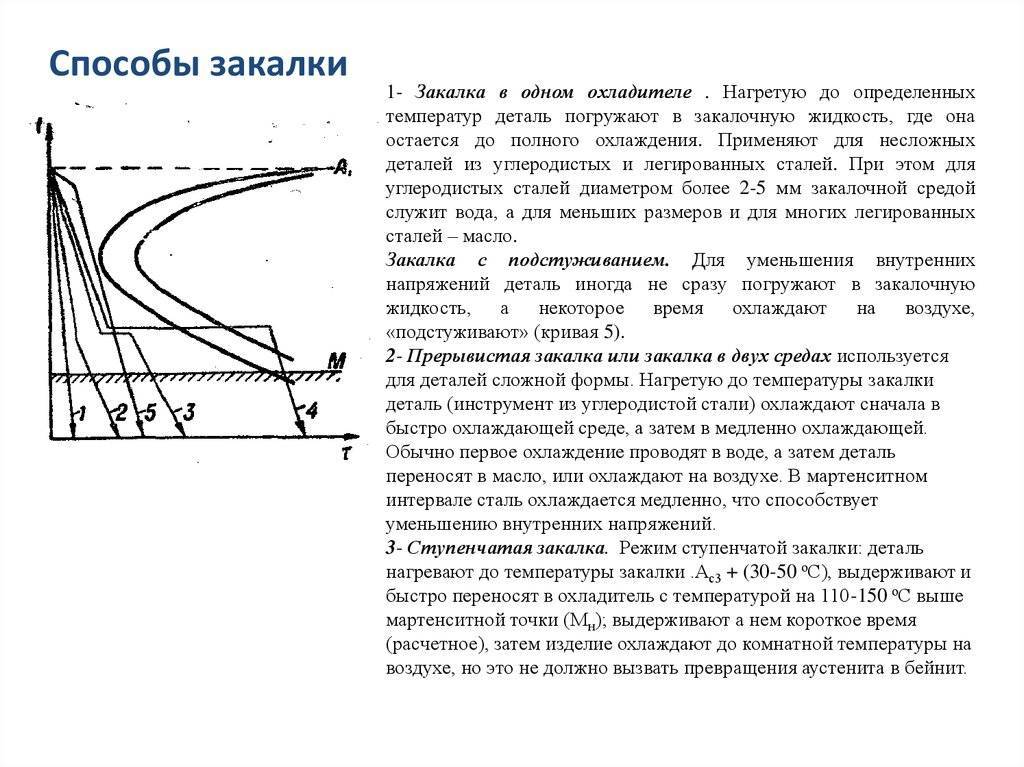
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Температурный режим
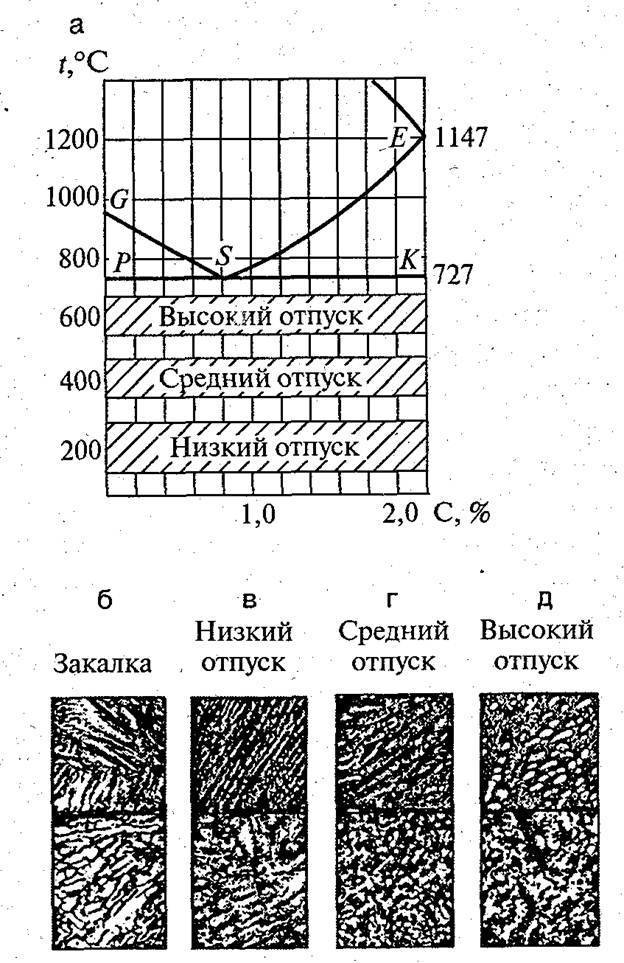
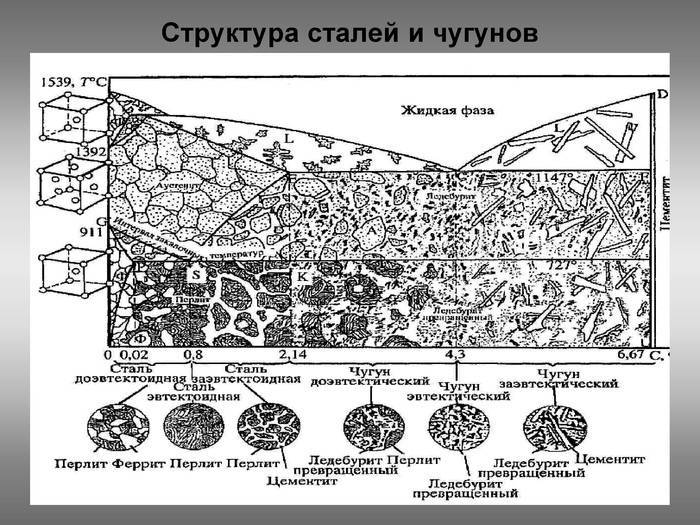
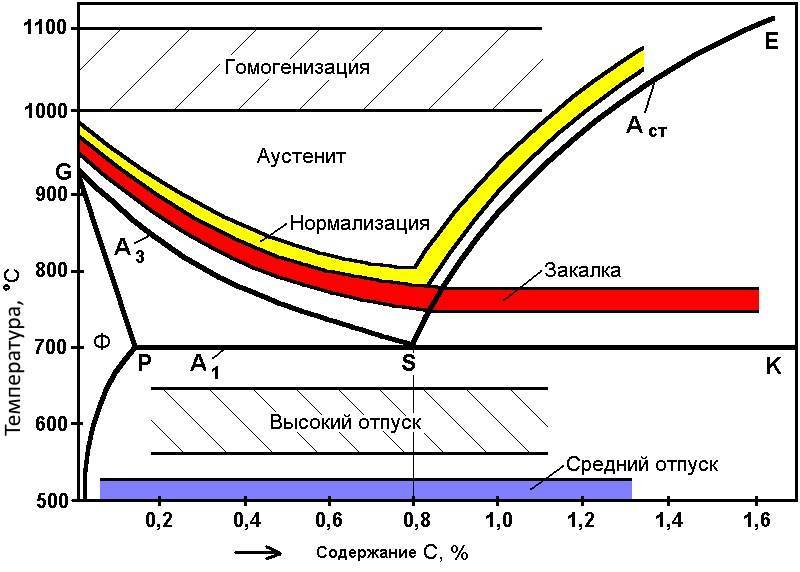
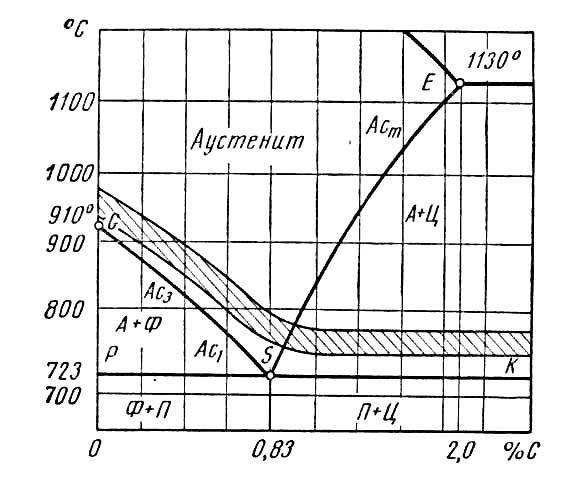
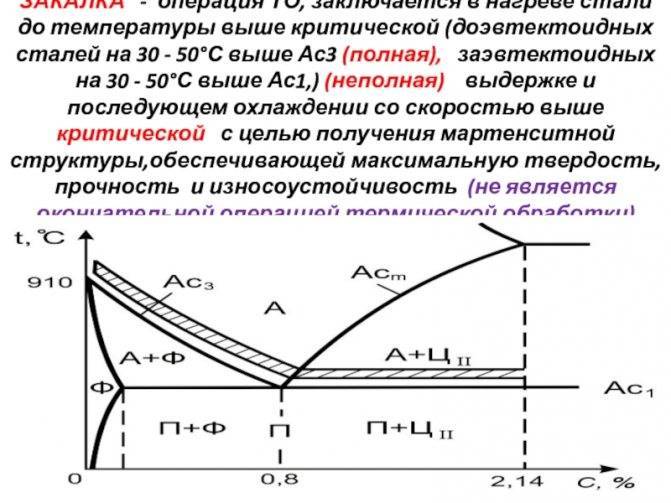
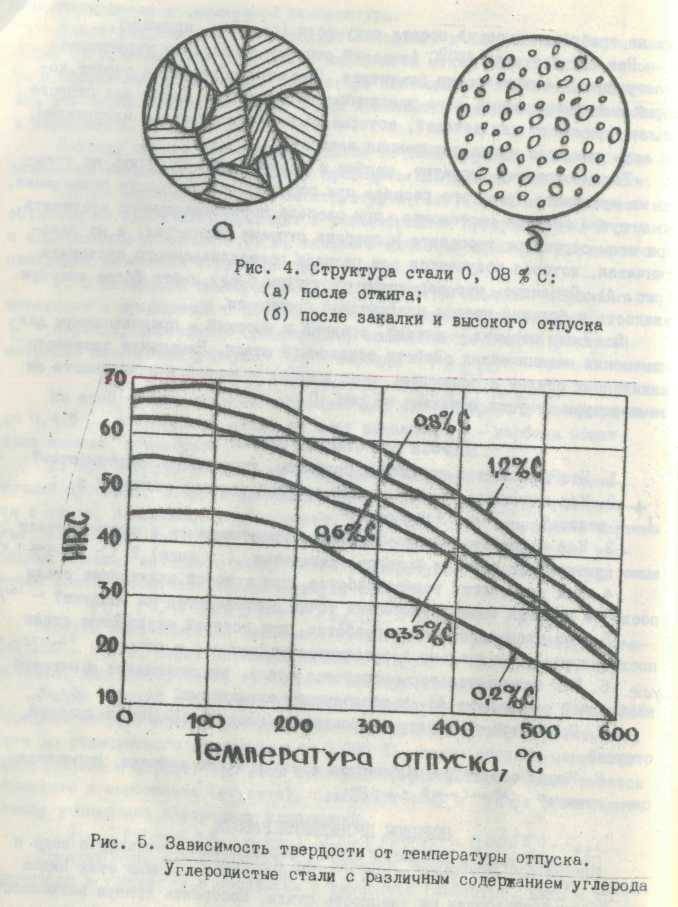
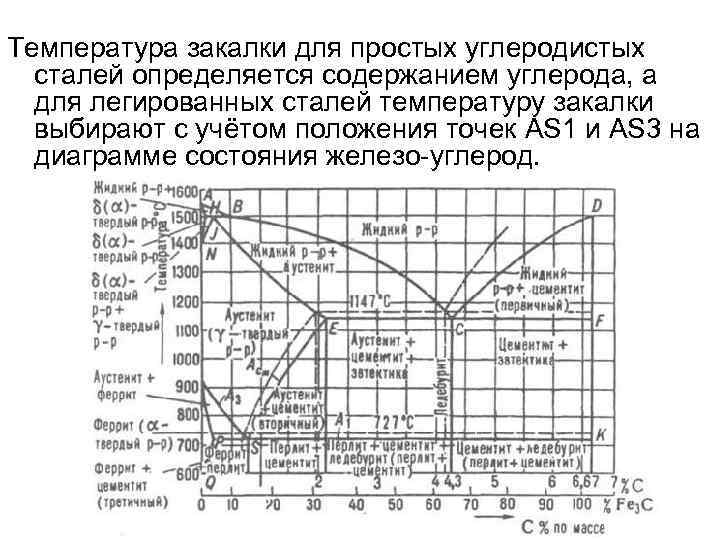
Закалка — это превращение аустенита в мартенсит. На производстве при выборе температур термообработки пользуются диаграммой «железо-углерод». Температуру закалки углеродистых сталей определить очень легко. Нагрев конструкционной стали с содержанием углерода менее 0,8% доводят до температур, расположенных над линией GS и выше точки Ас3 на 30-50 градусов. Нагрев сталей, содержащих более 0,8% углерода, проводят при температурах на 30-50 градусов выше тех, которые расположены выше линии PSK. Температуру закалки легированной стали также выбирают, исходя из критических точек, но данный процесс много сложнее, так как помимо углерода такие стали содержат и другие компоненты.

Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.

Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.

Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
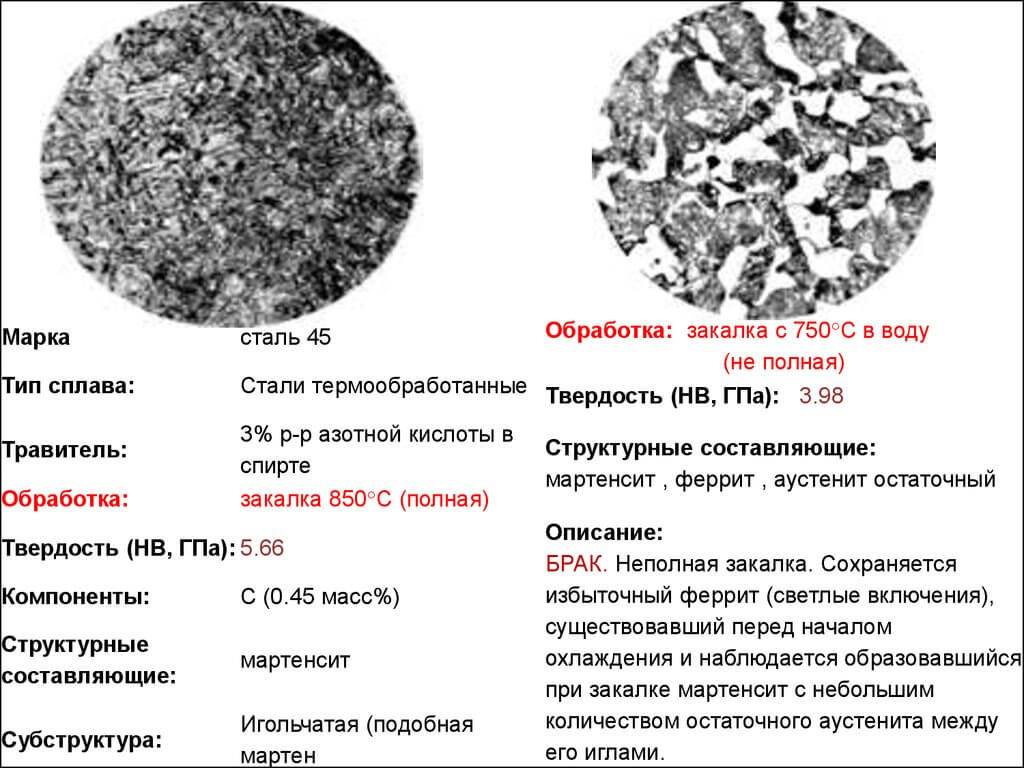
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Структурные превращения при термической обработке.
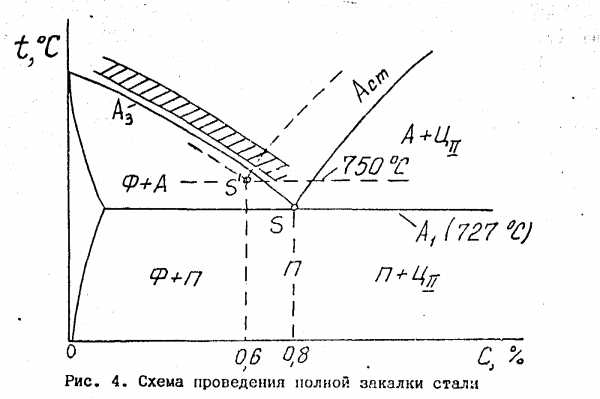
Сталь подвергаем неполной закалке при этом её нагреваем до образования аустенита и цементита вторичного. Далее выдерживаем при данной температуре (840 ºС) для получения однородного аустенита.
Последующее охлаждение в масле со скоростью большей, чем Vкрит (меньшая скорость охлаждения, при которой аустенит превращается в мартенсит ), обеспечивает получение мелкозернистого мартенсита.
Рассмотрим превращение в масле, происходящее в стали 9ХС, при нагреве исходной равновесной структуры Ф+Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет своё пластинчатое или зернистое строение до температуры Ac1 (770 ºС для стали 9ХС). При температуре Ac1 в стали происходит превращение перлита в аустенит. Кристаллы (зёрна) аустенита зарождаются в основном на границах фаз феррита и цементита. Образование зёрен аустенита происходит с большей скоростью, чем растворения цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Изменения структуры стали при закалке в масло
При непрерывном охлаждении в стали с Vохлажд > Vкрит аустенит превращается в мартенсит. Мартенситное превращение развивается в стали с высокой скоростью ( 1000-7000 м/с) в интервале температур Мн…Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температуры Мн и Мк понижаются ( точки Мн и Мк изменяют своё положение на графике ). Введение легирующих элементов также изменяет положение точек Мн и Мк . Например, введение кремния и хрома их повышает. В результате закалки стали 9ХС её структура имеет
кроме мартенсита и некоторое количество остаточного аустенита ( 6-8 % ).
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Отпуск – это нагрев закалённых сталей до температур, не превышающих Ac1
При отпуске происходит несколько процессов. Основной – распад мартенсита, состоящий в выделении углерода в виде карбидов. Кроме того, распадается остаточный аустенит, совершаются карбидное превращение и коагуляция карбидов, уменьшаются несовершенства кристаллического строения твёрдого раствора и остаточные напряжения.

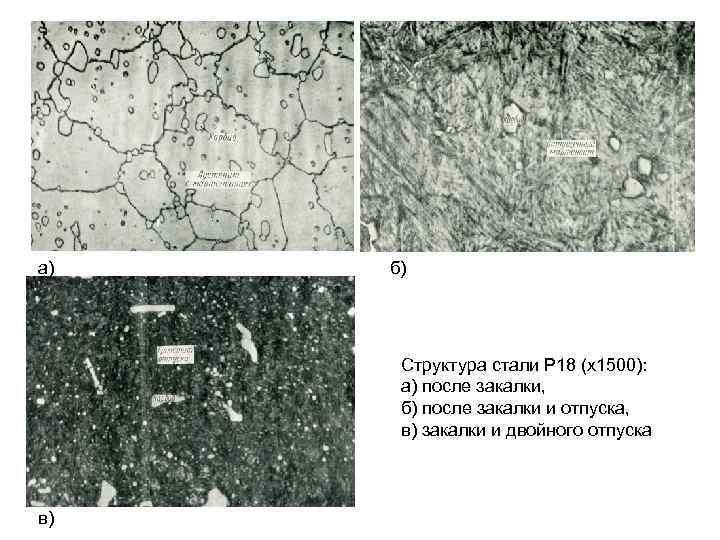


Рассмотрим превращения в закаленной стали при отпуске. Первое превращение при отпуске развивается в диапазоне 80. 200ºС и приводит к формированию структуры отпущенного мартенсита. В результате этого уменьшается удельный объем мартенсита, снижаются остаточные напряжения. Второе превращение при отпуске развивается в интервале температур 200. 260 о С и состоит из следующих этапов:
1) превращение остаточного аустенита в отпущенный мартенсит;
2) распад отпущенного мартенсита
3) снижение остаточных напряжений;
4) некоторое увеличение объема, связанное с переходом А ост
М отп.
Третье превращение при отпуске развивается в интервале 300. 400ºС . При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется феррито-карбидная смесь, существенно снижаются остаточные напряжения.
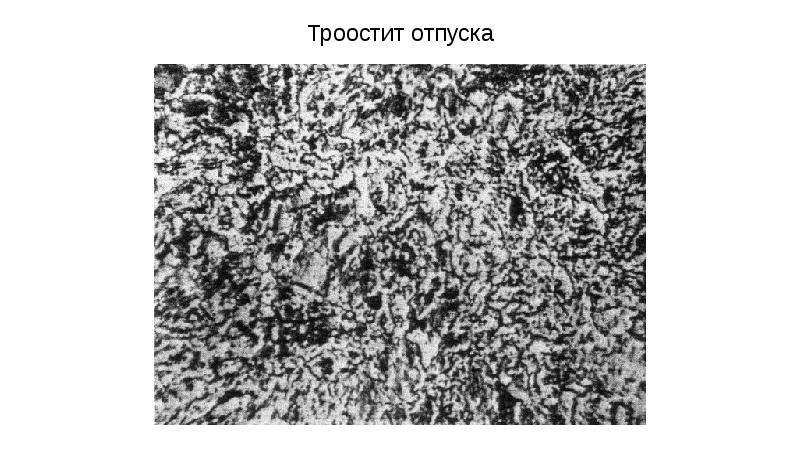
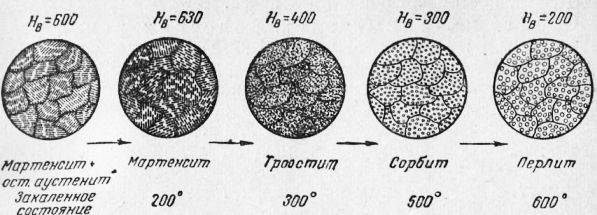
Структуру стали после низкого отпуска (до 250 С) называют отпущенным мартенситом; структуру стали после среднего отпуска 350. 500ºС – трооститом отпуска; после высокого отпуска 500. 600 ºС – сорбитом отпуска.
В стали 9ХC после неполной закалки в масле и низкого отпуска при 170ºС образуется структура отпущенного мартенсита.
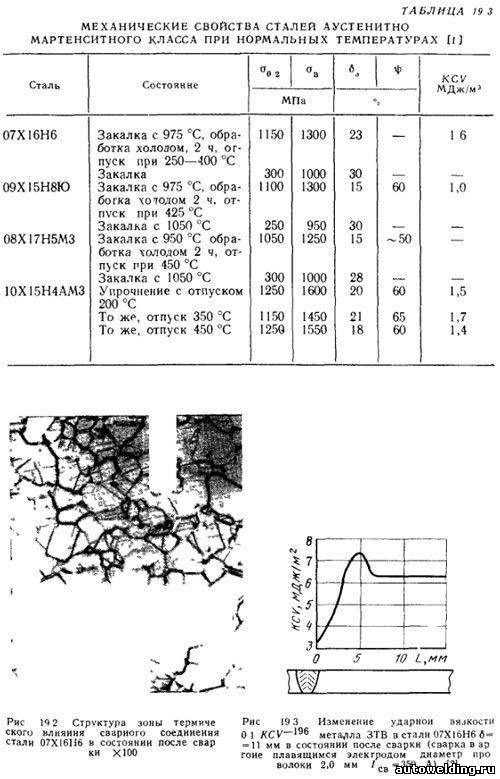
Сталь 9ХС. Основные данные
ГОСТ 5950-73. Инструментальные легированные стали.
Назначение: сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.


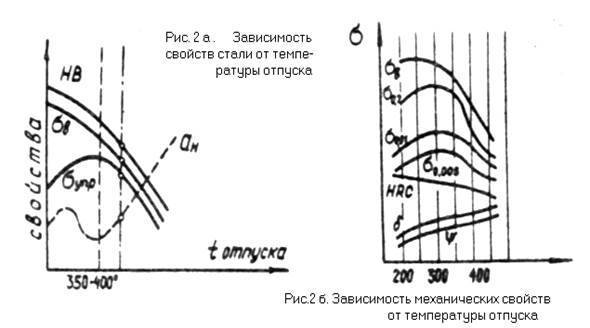
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
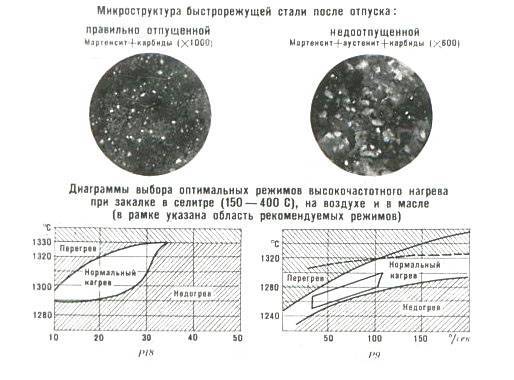
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
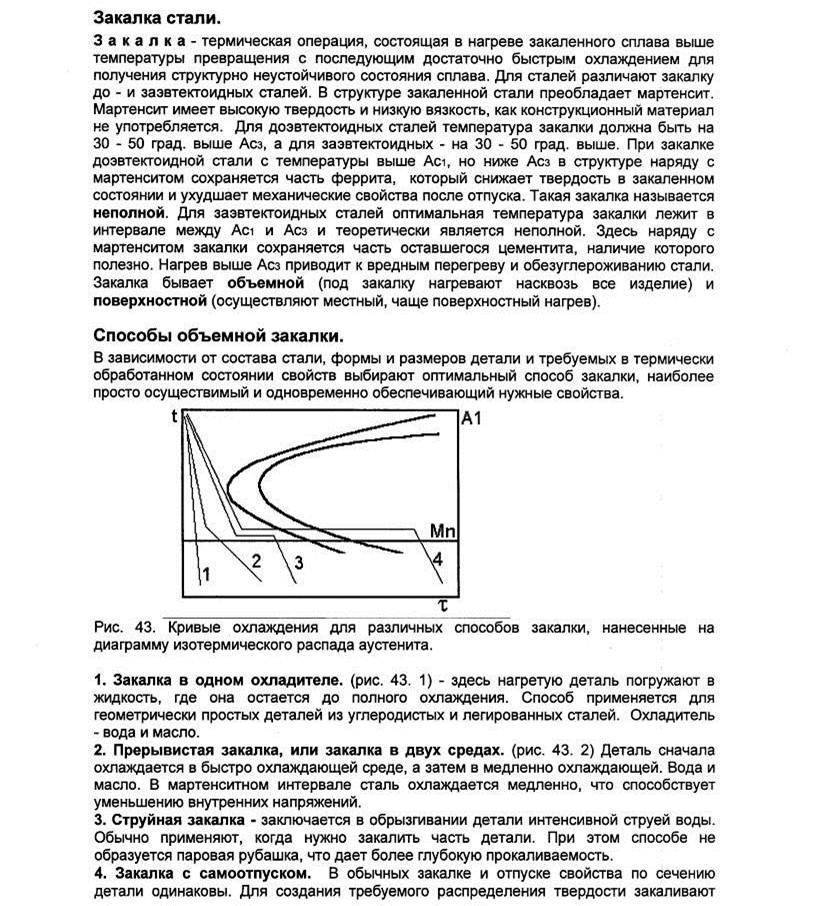
Факторы, влияющие на положение с-кривых:
— Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
— Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
— Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
— Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
В чем же особенность ножа из рессоры?
Причина популярности такого изделия, как нож из рессоры, заключается в свойствах металла. Высокая износостойкость и прочность в сочетании с высокой пластичностью позволили многим поколениям мастеров пользоваться рессорами как главным источником сырья.
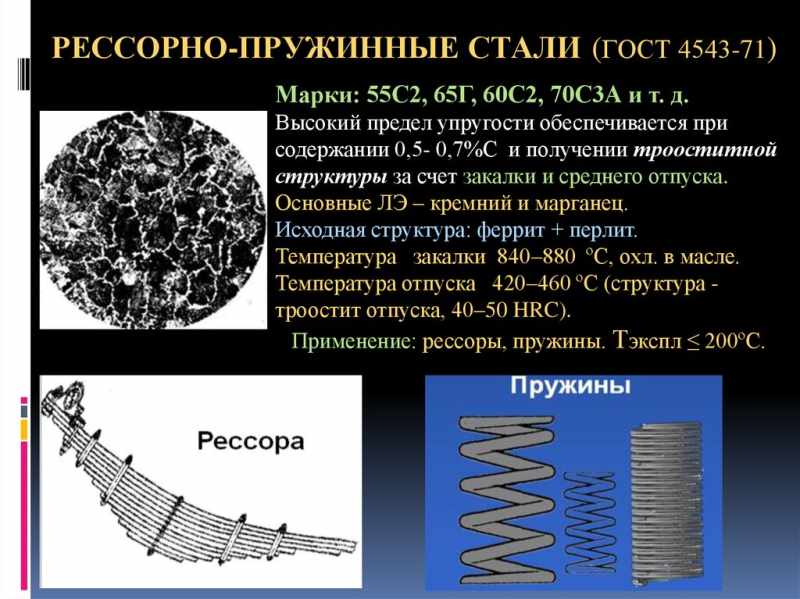
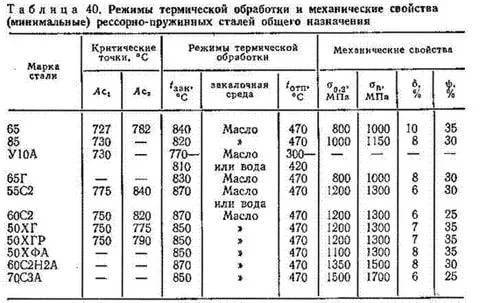
Характеристики рессорно-пружинной стали
Рессоры изготавливают из рессорно-пружинной стали 65Г, но могут быть применены другие марки: 50ХГСА, 50ХГА, 50ХФА. Это тоже рессорно-пружинные стали – определить какая из них взята в качестве материала для клинка можно только с помощью химического анализа. Либо по нюансам поведения металла при обработке, но с этим справятся только опытные мастера. Для начинающего изготовителя разница между перечисленными материалами будет практически незаметна.
Температура для закалки
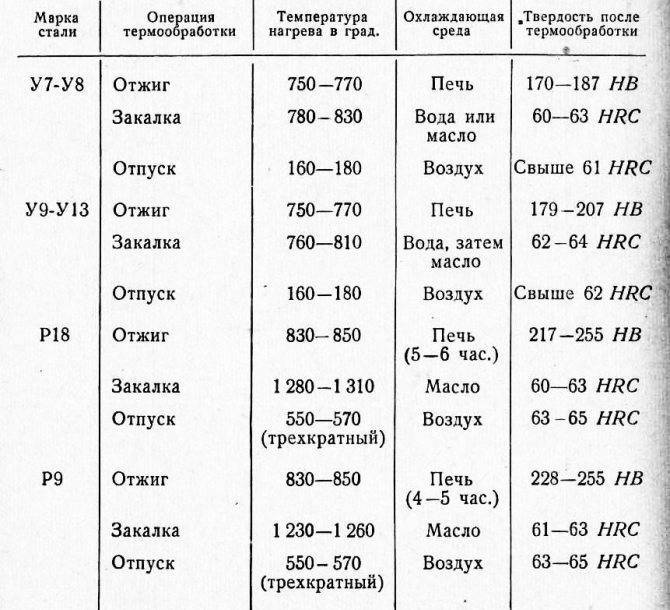
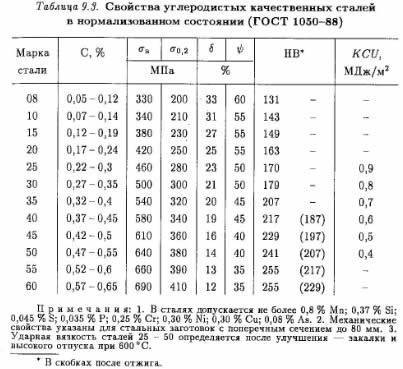
Нормативная температура нагрева стали при ее закалке напрямую зависит от массовой доли углерода и легирующих добавок. В целом наблюдается следующая зависимость: чем меньше содержание углерода, тем выше температура закалки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей.

| Марка стали | Температура, С | ||
|---|---|---|---|
| закалки | отжига | отпуска | |
| 15Г | 800 | 780 | 200 |
| 65Г | 815 | 790 | 400 |
| 15Х, 20Х | 800 | 870 | 400 |
| 30Х, 35Х | 850 | 880 | 450 |
| 40Х, 45Х | 840 | 860 | 400 |
| 50Х | 830 | 830 | 400 |
| 50Г2 | 805 | 830 | 200 |
| 40ХГ | 870 | 880 | 550 |
| ОХ13 | 1050 | 860 | 750 |
| 3Х13 | 1050 | 880 | 450 |
| 35ХГС | 870 | 860 | 500 |
| 30ХГСА | 900 | 860 | 210 |
| У7, У7А | 800 | 780 | 170 |
| Р9, Р12 | 1250 | 860 | 580 |
| Р9Ф5, Р9К5 | 1250 | 860 | 590 |
| Р18Ф2 | 1300 | 900 | 590 |
| ШХ15 | 845 | 780 | 400 |
| 9ХС | 860 | 730 | 170 |
| Р18К5Ф2 | 1280 | 860 | 580 |
| 1Х14Н18Б2БРГ | 1150 | 860 | 750 |
| 4Х14Н1482М | 1200 | 860 | 750 |
Определение температуры нагрева в промышленном производстве осуществляется посредством контактных и бесконтактных пирометров. В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
Зачем проводить закалку?
В последнее время закалка все чаще проводится для того, чтобы повысить твердость поверхность для повышения срока службы детали. Если закалка прошла правильно, ее результатом станет:
- Существенно повышается прочность и твердость. Для того чтобы поверхность зуба зубчатого колеса не деформировалось при воздействии нагрузки выполняется рассматриваемая процедура. Также пружины и рессоры могут выдерживать большие нагрузки по причине существенного повышения прочности путем изменения структуры при сильном нагреве и быстром охлаждении материала.
- Повышается износостойкость поверхности. Несмотря на хорошие эксплуатационные качества стали, при ее использовании для изготовления деталей, используемых в машиностроении, авиастроении, есть вероятность быстрого износа из-за возникающей силы трения при контакте. Существенно повысить срок службы деталей можно путем изменения начальной структуры металла.
- Современные методы проведения рассматриваемого процесса позволяют улучшить качества только поверхности детали, сердцевина, ее вязкость, остается неизменной. Этот момент определяет то, что прочность, твердость и износостойкость повышаются без проявления хрупкости, то есть получаемая деталь также имеет хорошую пластичность, может выдерживать продольную нагрузку.
Качество проводимой закалки зависит от скорости нагрева и правильности выбора температуры, времени выдержки и охлаждения. При этом наиболее важным параметром можно назвать температуру нагрева и скорость охлаждения, так как они определяют твердость, прочность металла. Закалка является сложным технологически процессом, для реализации которого нужно специальное оборудование и определенные навыки в проведении подобной работы.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.


Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Источник
Явление отпускной хрупкости
Изучая сущность процесса, можно было бы сделать вывод, что при любом увеличении температуры отпуска станет повышаться и ударная вязкость. Но при обработке стальных сплавов в определённых температурных интервалах возникает внезапное падение ударной вязкости без изменения прочих механических характеристик. Это явление обозначается термином «отпускная хрупкость» и объясняется следующим образом:
- Отпускная хрупкость Ι рода — необратимый процесс. При температурах от 250 °C до 300 °C карбиды из мартенсита начинают выделяться неравномерно, что приводит к резкому различию прочности на поверхности зёрен кристаллов и внутри их. Этому подвержены все виды стальных сплавов вне зависимости от состава и скорости охлаждения по окончании отпуска. Это явление невозможно устранить и для его предотвращения стараются просто не выполнять обработку при данных температурах.
- Отпускная хрупкость ΙΙ рода — обратимый процесс. Возникает при замедлении охлаждения некоторых легированных хромом, марганцем и никелем сталей, которые отпускались при температурах выше 500 °C. Причиной опять является выделение и диффузное перераспределение карбидов, а также фосфидов и нитридов. Чтобы подавить развитие обратимой хрупкости, применяют повторный отпуск с масляным охлаждением, при этом скорость последнего должна быть как можно более высокой. Добавки в легированную сталь до 1% вольфрама или до 0,3% молибдена тоже помогают решить эту проблему. Интересно, что если во время эксплуатации детали будут снова подвергаться нагреву до температуры выше 500 °C, отпускная хрупкость возникнет повторно, почему она и получила название обратимой.





