Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
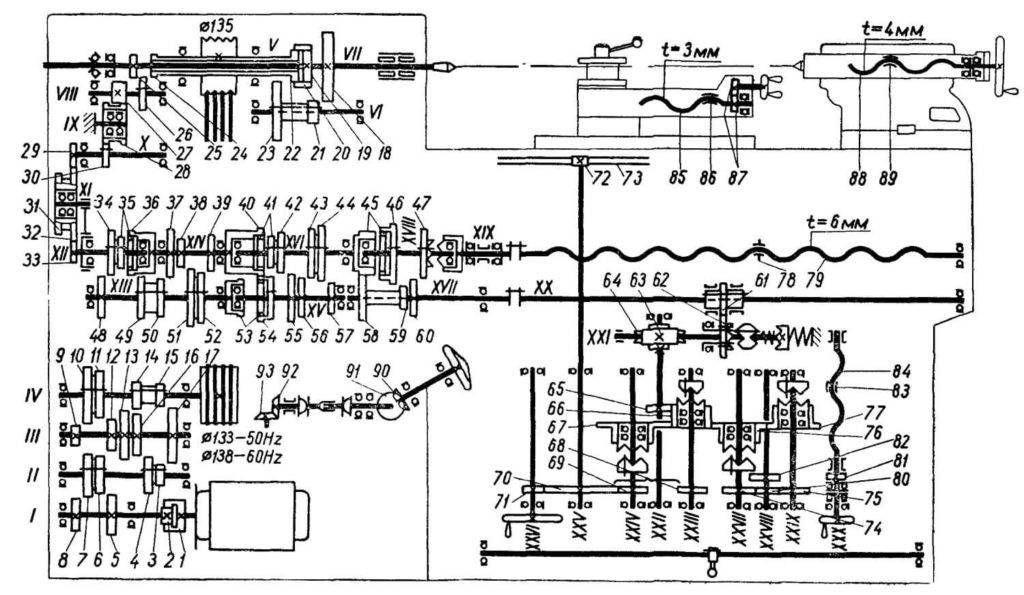
Конструкция КПП станка
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).
Назначение узла
Этот элемент металлообрабатывающих и деревообрабатывающих станков выполняет большое количество функций. Поэтому назначение передней бабки включает:
- закрепление обрабатываемой детали;
- передачи вращательного движения от основного электрического двигателя станка к крепёжной головке;
- изменению скорости вращения (за счёт установленной коробки передач);
- крепление нескольких режущих инструментов (для станков с ЧПУ).
Переднюю бабку применяют совместно с задней бабкой для жёсткой фиксации обрабатываемой детали. Заднюю бабку располагают на правой части станины. На ней кроме края детали закрепляют режущий инструмент. Для металлорежущих и обрабатывающих станков это могут быть резцы, фрезы, шлифовальные инструменты. Для деревообрабатывающих станков применяют инструмент для обработки более мягких (деревянных) заготовок.
Каждый элемент передней бабки выполняет заданные функции. Шпиндель предназначен для закрепления крепёжного элемента. Они делятся на резьбовые и фланцевые. В качестве зажимного устройства применяется:
- патрон (кулачковый или поводковый);
- планшайбы;
- байонетные поворотные шайбы.
Коробка скоростей и служит для изменения числа оборотов шпинделя. В современных станках применяют следующие способы изменения этого параметра:
- с помощью передвижных колёс или блоков;
- изменение частоты оборотов при помощи муфт (фрикционных или кулачковых).
Кулачковые муфты обладают простотой конструкции, высокой надёжностью и ремонтопригодностью. Однако они имеют существенный недостаток. Включений новой частоты возможно только после полной остановки двигателя.
Наибольшее распространение получили агрегаты, в состав которых входят передвижные колёса или блоки. Количество переключений определяется числом шестерёнок, их передаточными числами и размерами.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).

Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.


Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.
Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.
Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.
Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
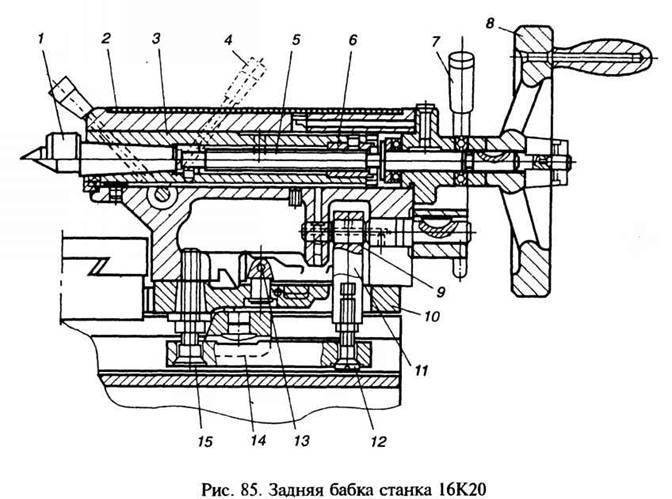
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.
Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.

Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
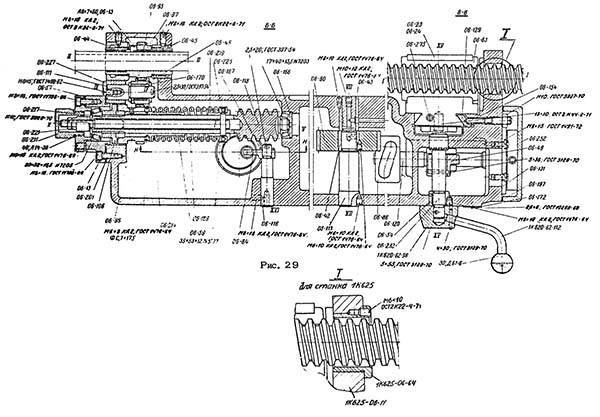
Устройство передней бабки токарно-винторезного станка
Передняя бабка или шпиндельная бабка токарно-винторезного станка представляет собой литую чугунную коробку, внутри которой размещается коробка скоростей — механизм переключения скоростей шпинделя.
Шпиндель — основной узел передней бабки (шпиндельной бабки). Передний конец шпинделя имеет внутреннюю коническую расточку с конусом Морзе № 5, в которую вставляется передний центр и различные приспособления для закрепления заготовок. На переднем конце шпинделя имеется посадочный конус, по которому устанавливаются патроны для закрепления заготовок.
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Токарно-винторезные станки имеют практически однотипную компоновку. Передняя шпиндельная бабка закреплена на левом конце станины. В ней находится коробка скоростей станка, основной частью которой является шпиндель. Движение передается от шкива клиноременной передачи. Взаимодействие зубчатых колес объяснено при описании кинематической схемы. Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики. В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца. Валы коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами. Так как валы — длинные, у них предусмотрена средняя опора.
В левой части фрикционной муфты, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами. Ступица колеса на валу является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик). Маховиками и рукоятками переключают блоки колес.
В некоторых станках коробка скоростей размещена в тумбе станины. В этом случае она связана со шпинделем ременной передачей. Такие станки называют станками с разделенным приводом.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.


Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.

Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.

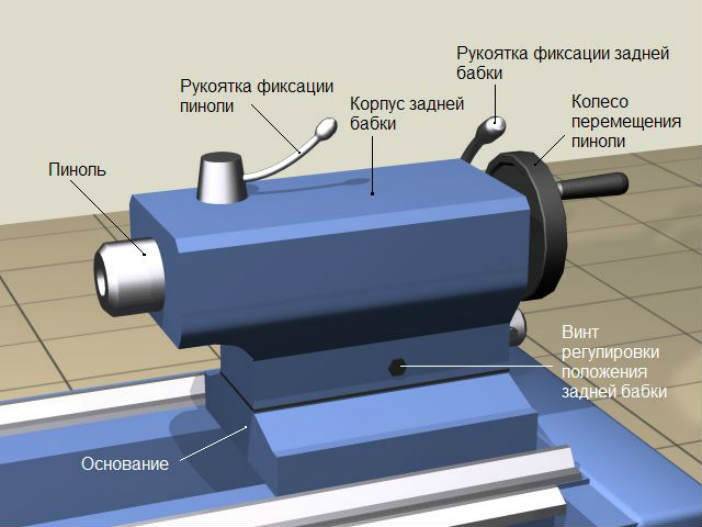
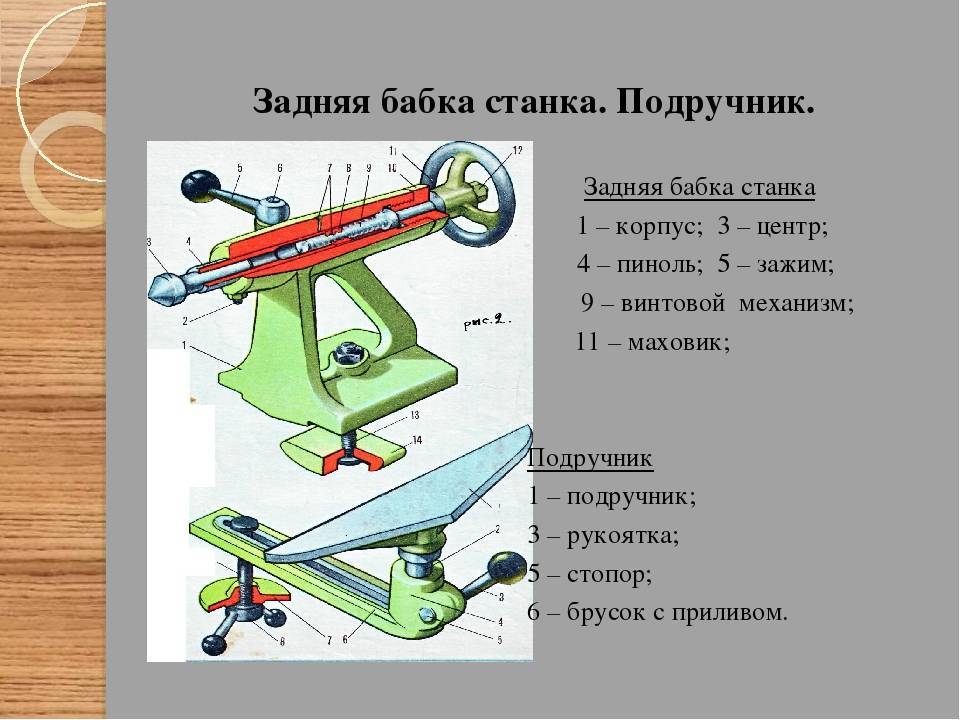
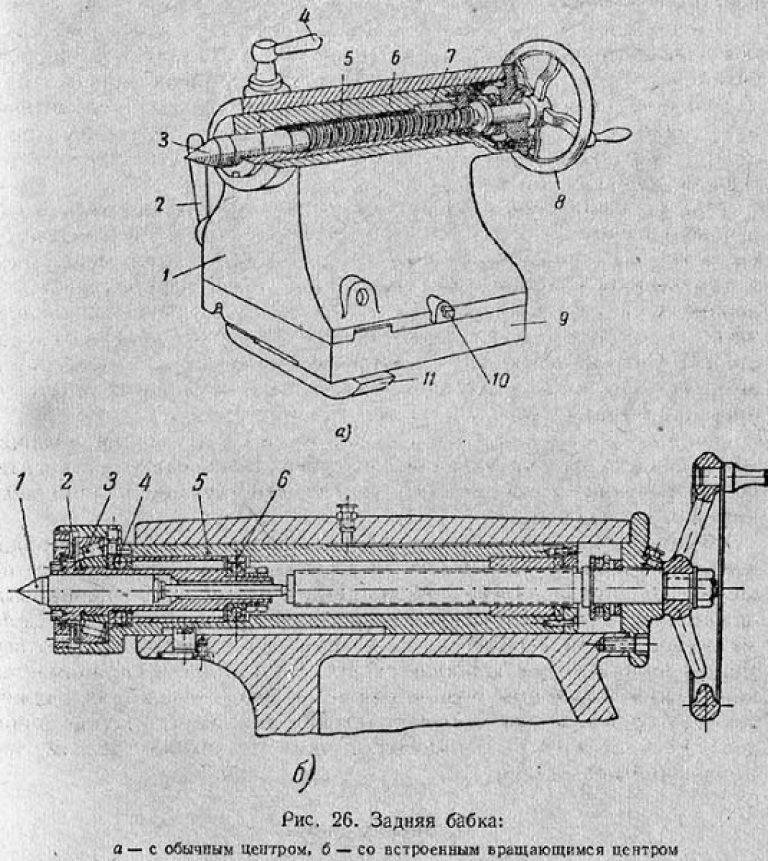
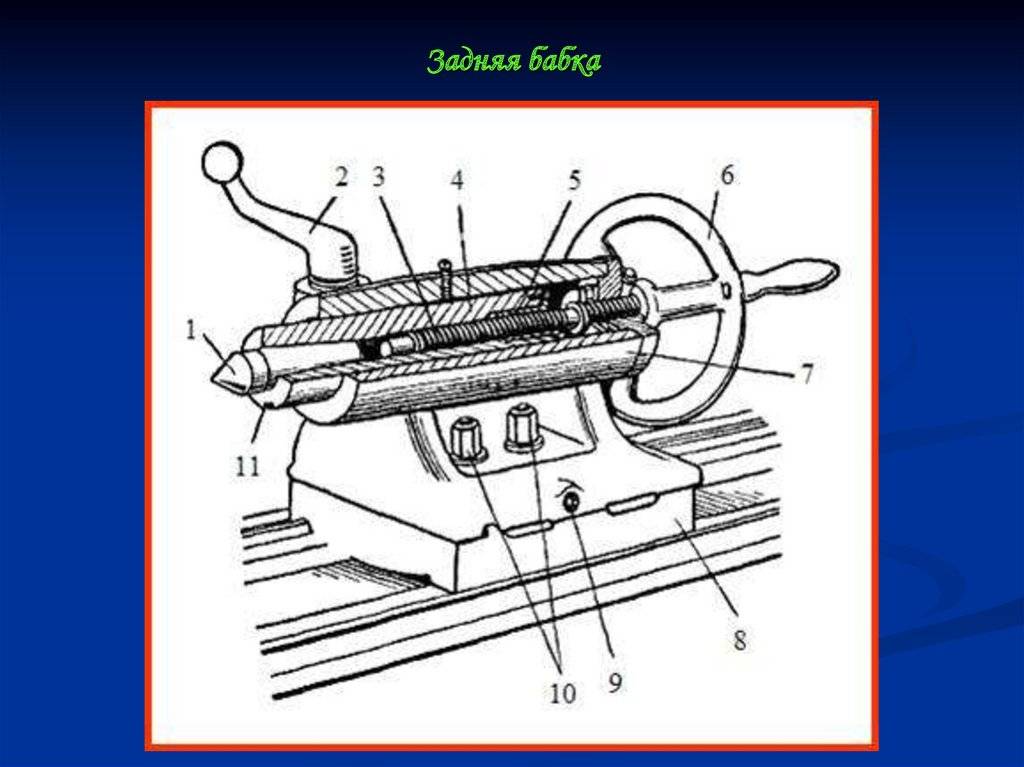
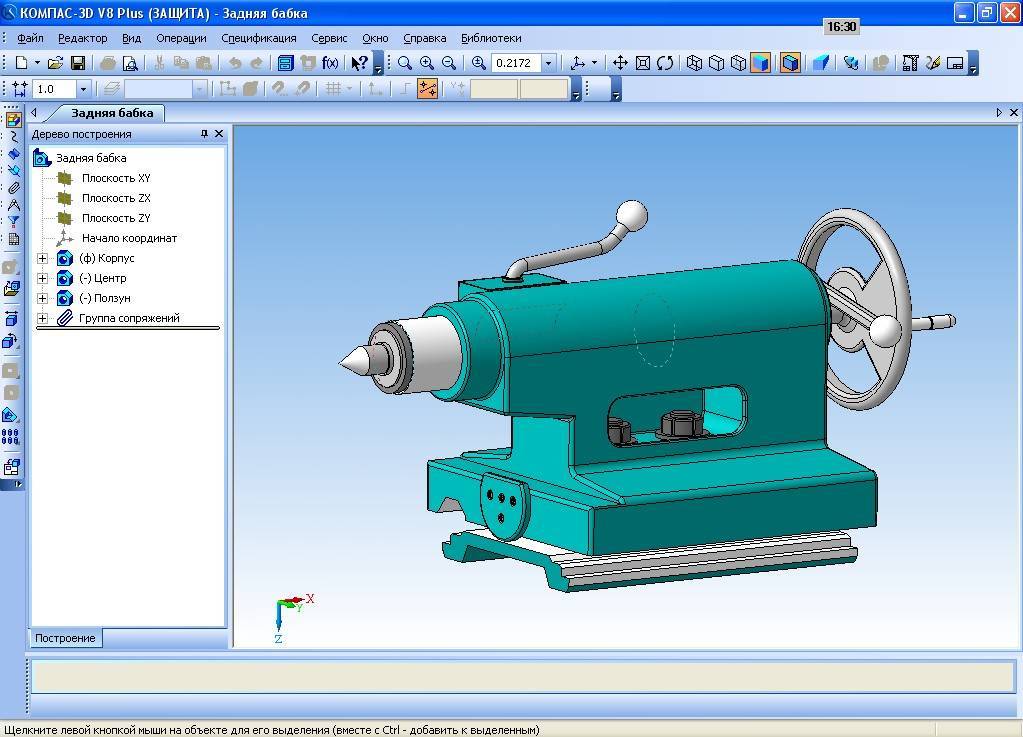
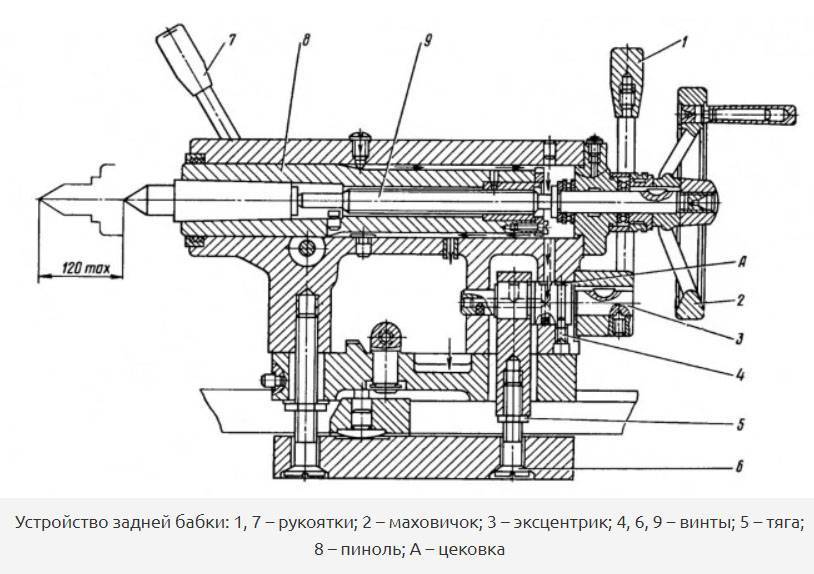
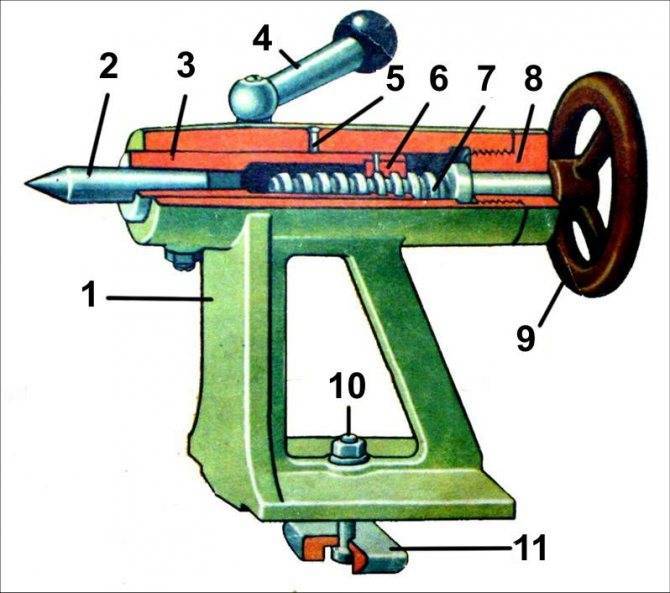
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.

Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Конструкция передней бабки
Станина представляет собой две параллельные стенки, скрепленные ребрами жесткости между собой, а также направляющими. Внутренняя пара направляющих — реечная. На них установлена задняя бабка, которая может перемещаться в зависимости от длины заготовки. Внешние направляющие призматической формы, по ним передвигается каретка, удерживающая суппорт. Все направляющие должны быть строго параллельны друг другу.
Здесь располагается шпиндель, передающий на обрабатываемую деталь движение кручения, а также устройство для крепления заготовки: цанга, зажимной патрон или центр.
Комплектующие передней бабки:
- корпус;
- шпиндель;
- подшипники;
- устройство для контролирования направления движения шпинделя;
- устройство для контроля над скоростью движения шпинделя;
- устройство включения и остановки оборудования.
Форма корпуса может быть разной, она зависит от устройства бабки. Нижняя плоскость гладкая, с пазами по краям либо шпунтом посередине, в которые установлены направляющие. Пазы выполняются своими руками под сечение-треугольник, шпунт прямоугольный или трапециевидный.
На станках по дереву устаревших моделей, кожух передней бабки представляет собой пару стоек с проемом, в котором устанавливается подшипник для вращения шпинделя, а также двух ушек переборного валика.
Устройство более современных передних бабок иное — это кожух с проемами для установки шпинделя и рычагами управления оборотами.
На внешней стенке находятся рычаги управления одного из важнейших узлов токарного станка по дереву — коробкой оборотов (скоростей). Рычагами устанавливается количество оборотов шпинделя или скорость его вращения, т.е. управляем станком своими руками.
Рядом с рычагами (кнопками, тумблерами или рукоятками) находится табличка с графическим пояснением соответствия положений рычага и скоростей вращения. Для кручения шпинделя в корпусе бабки установлены подшипники. От их конструкции зависит максимальная скорость кручения и производительность станка по дереву.
Оглавление
Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
Устройство токарного станка 1и611п
- 1и611п 10.00 – станина;
- 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
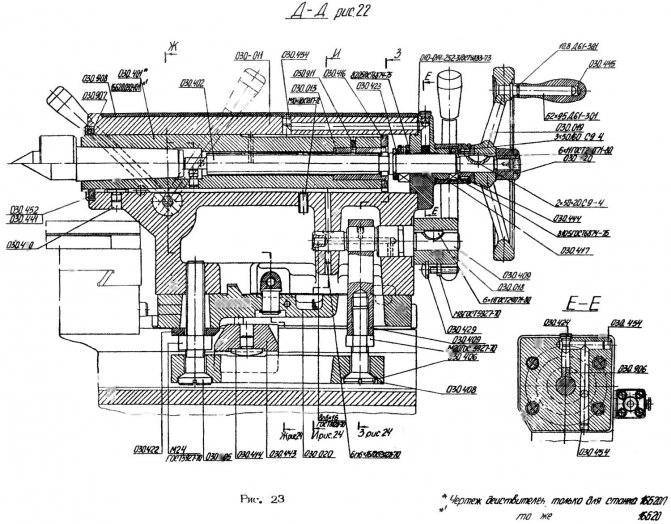
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
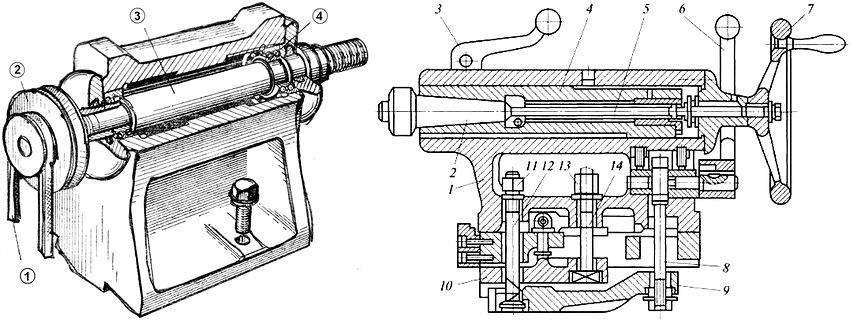
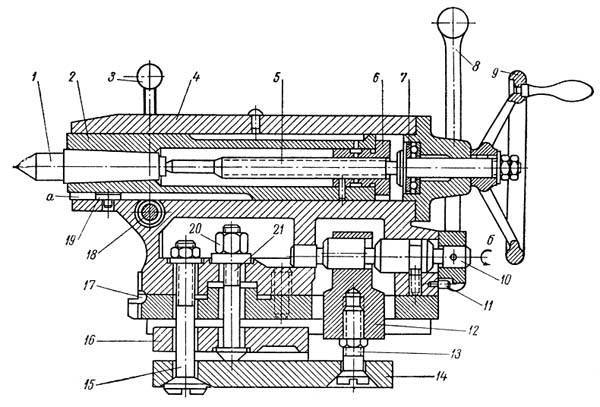
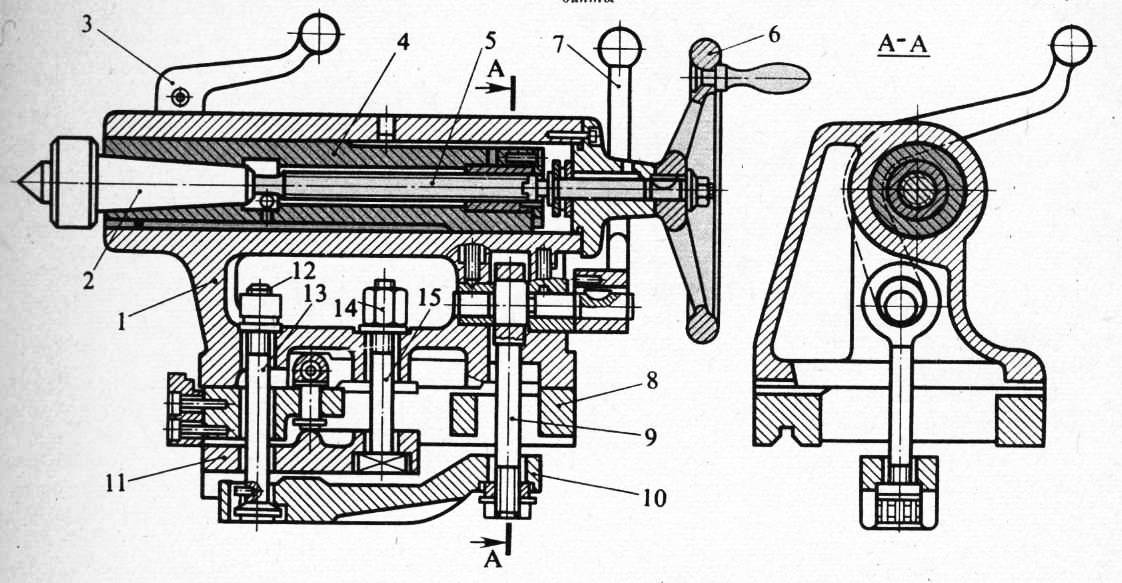
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
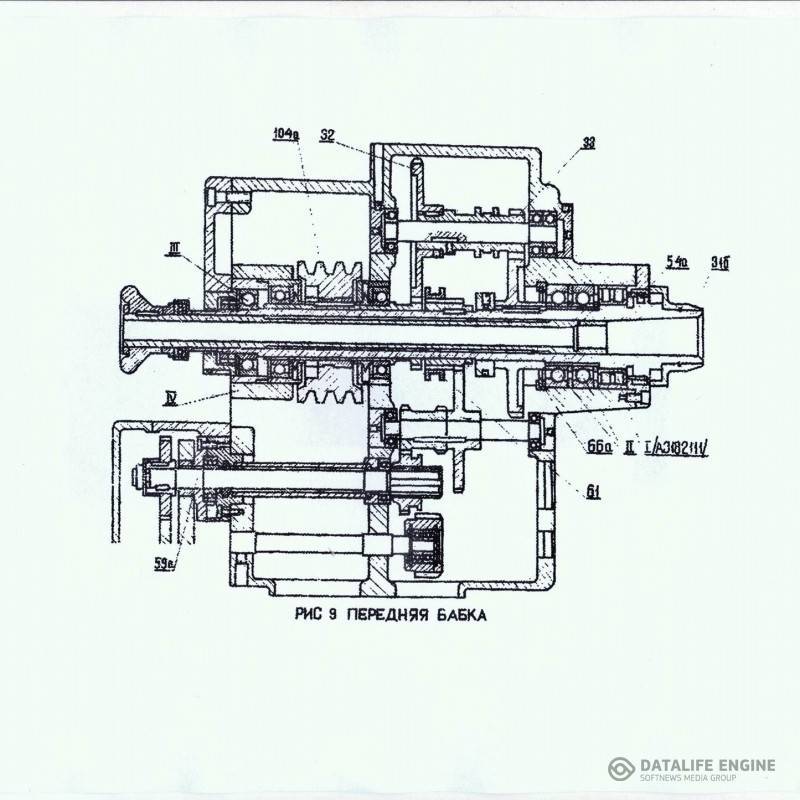


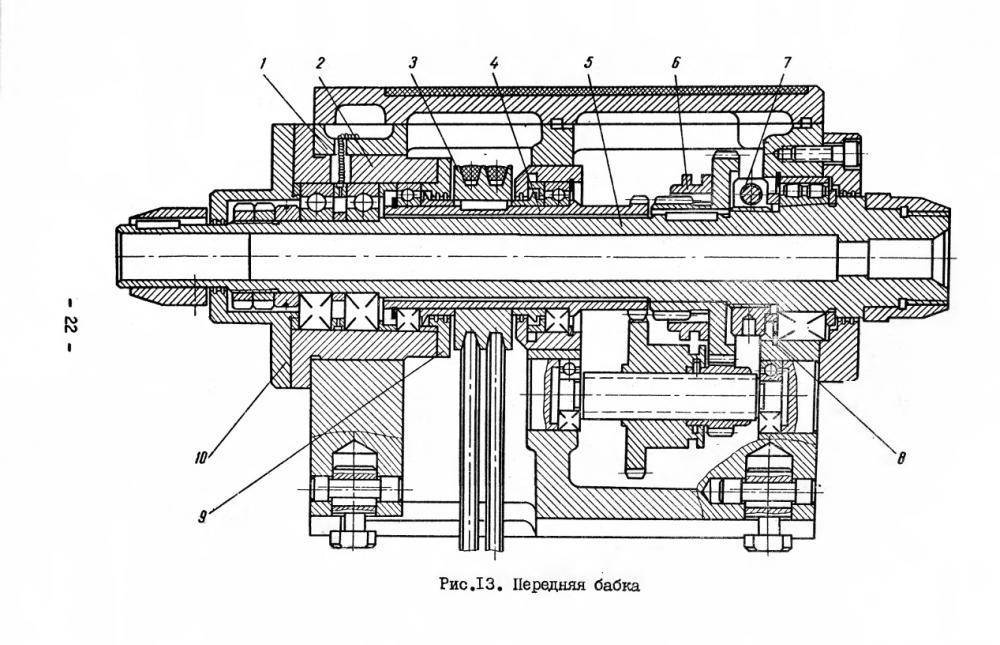
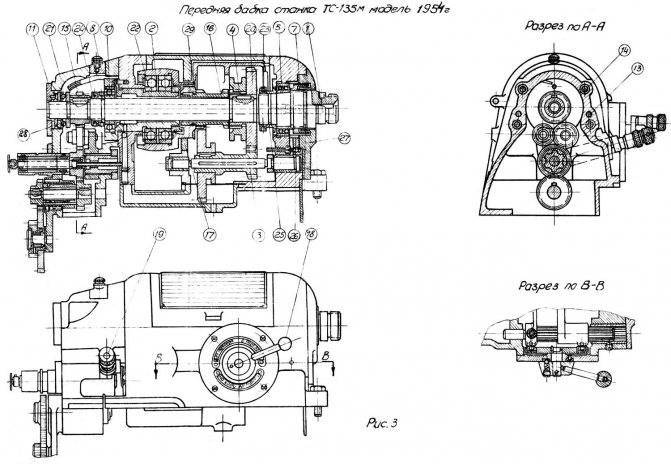

Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
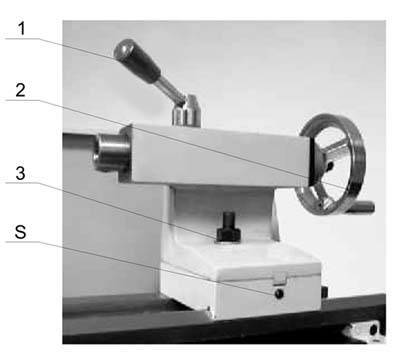
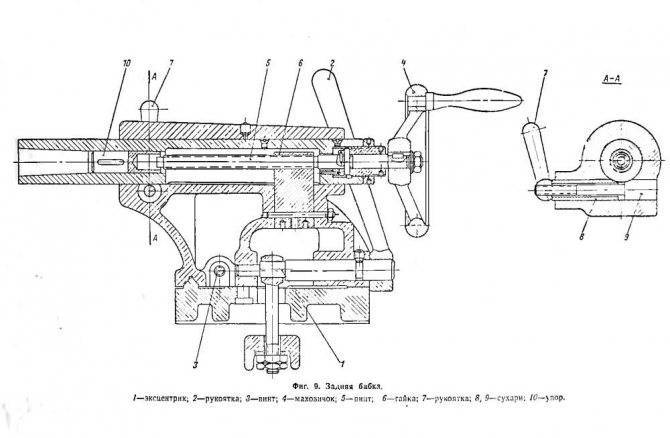
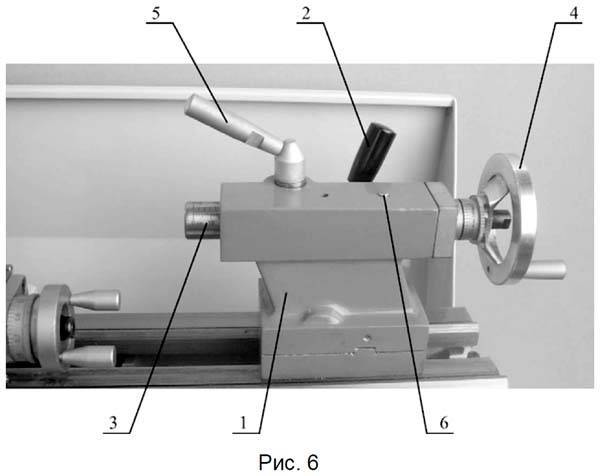
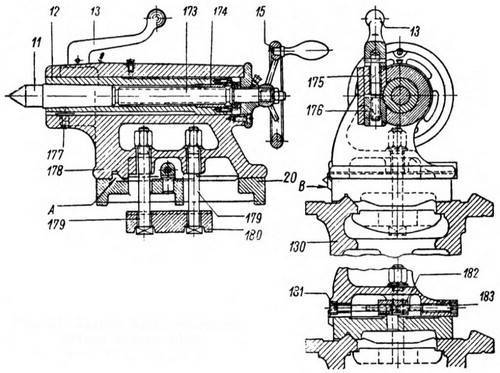
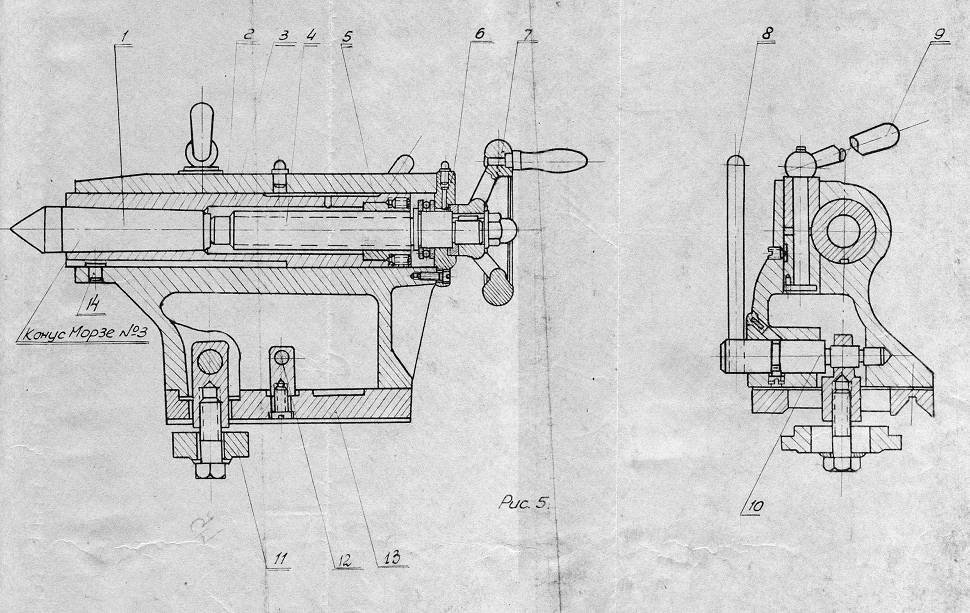
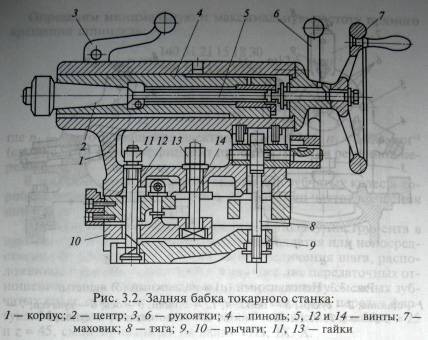
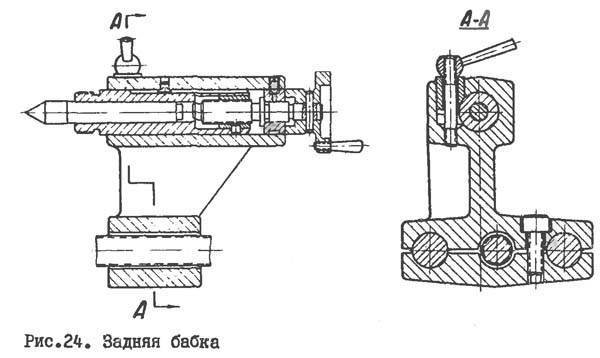
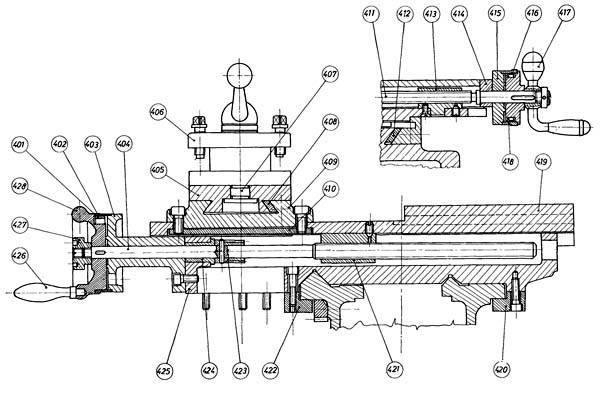
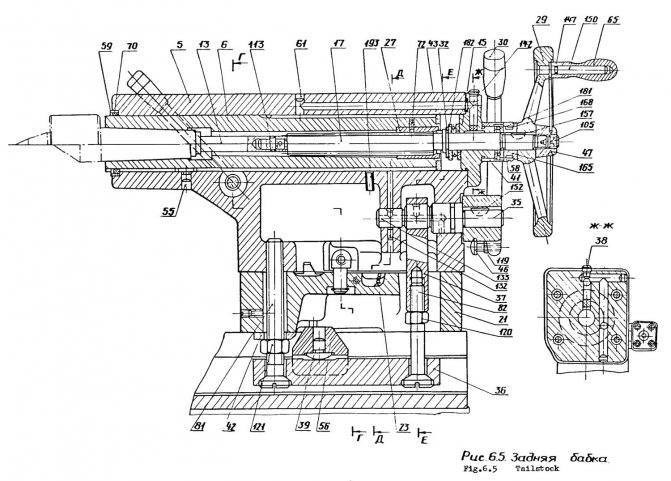
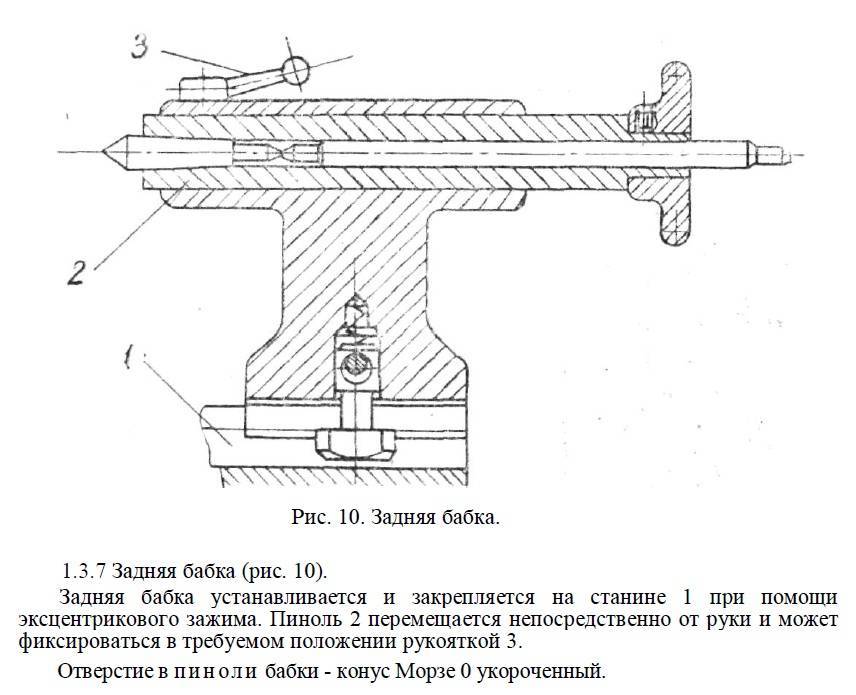
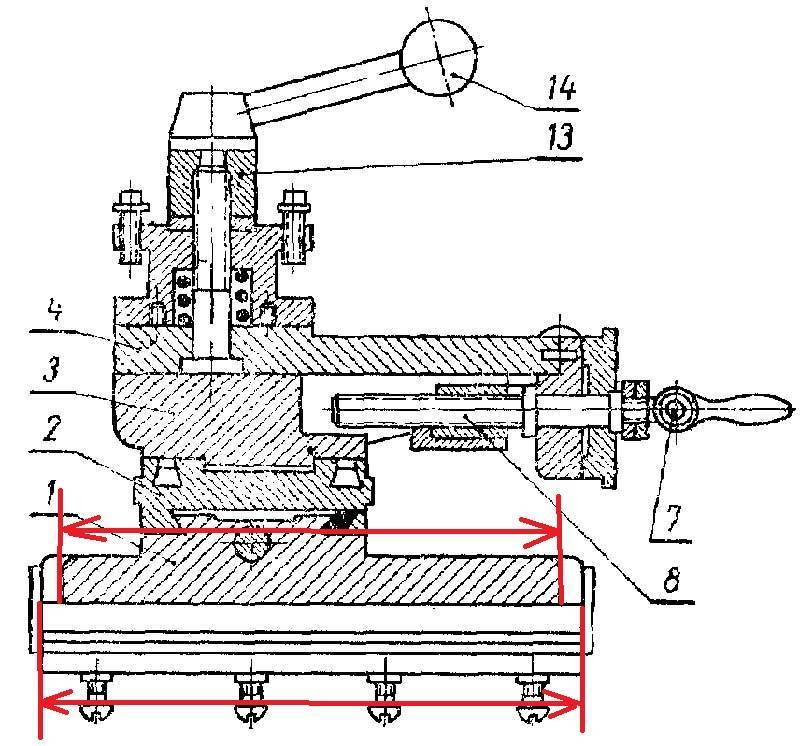
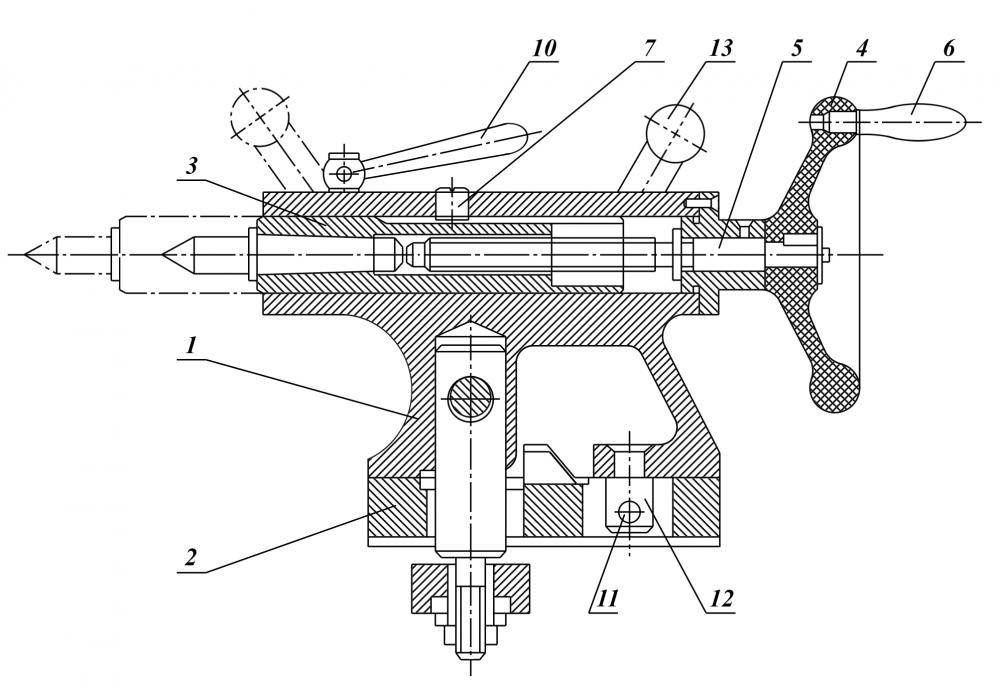
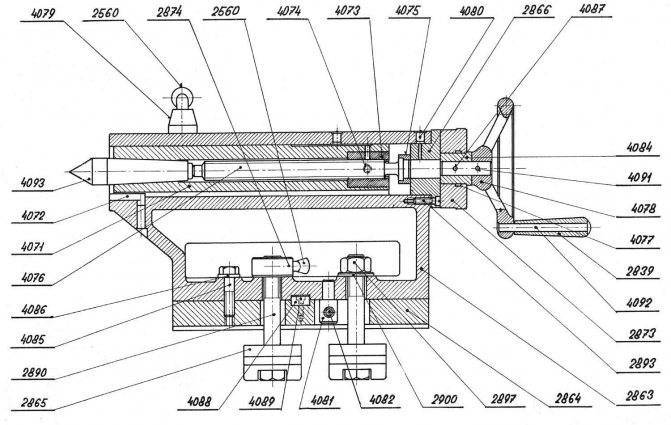
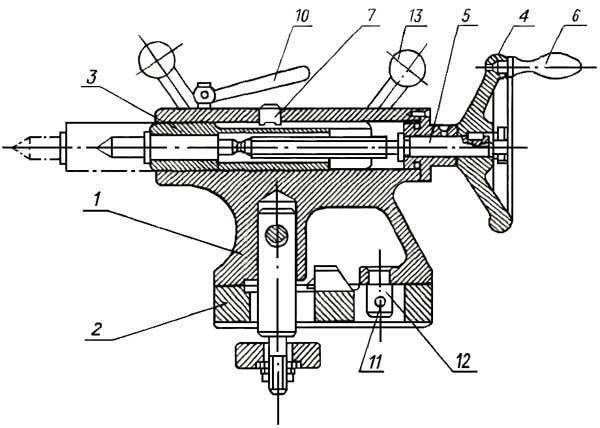
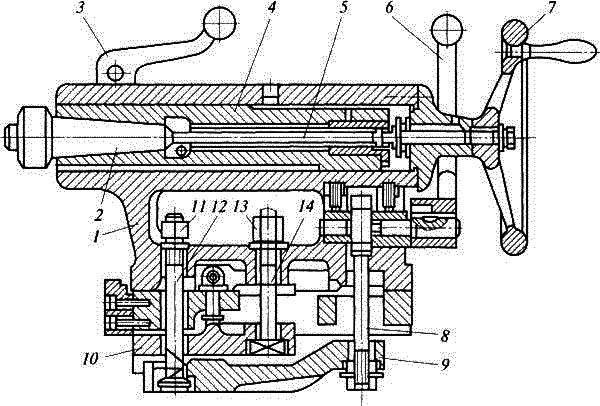
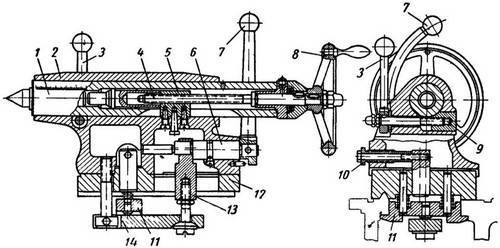
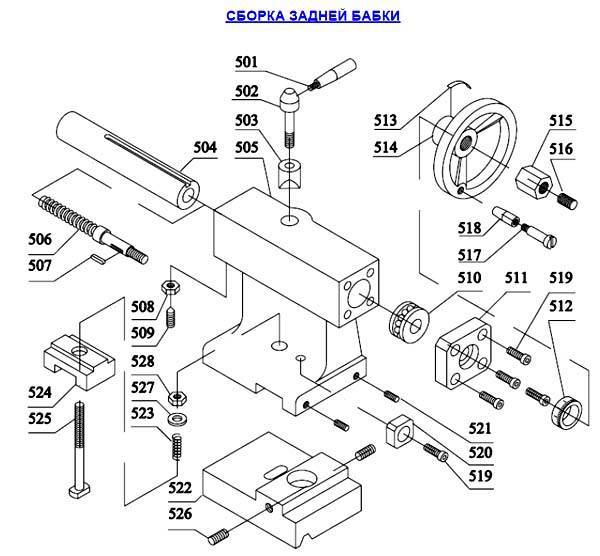
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
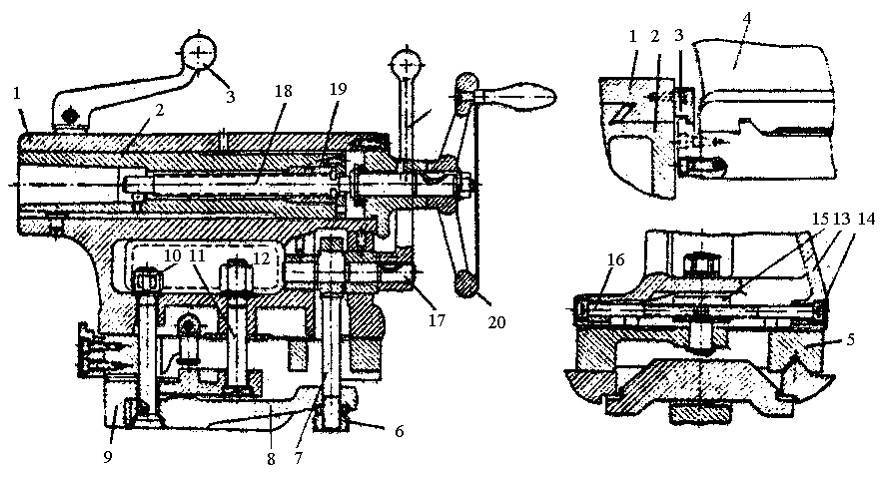
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.