

3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
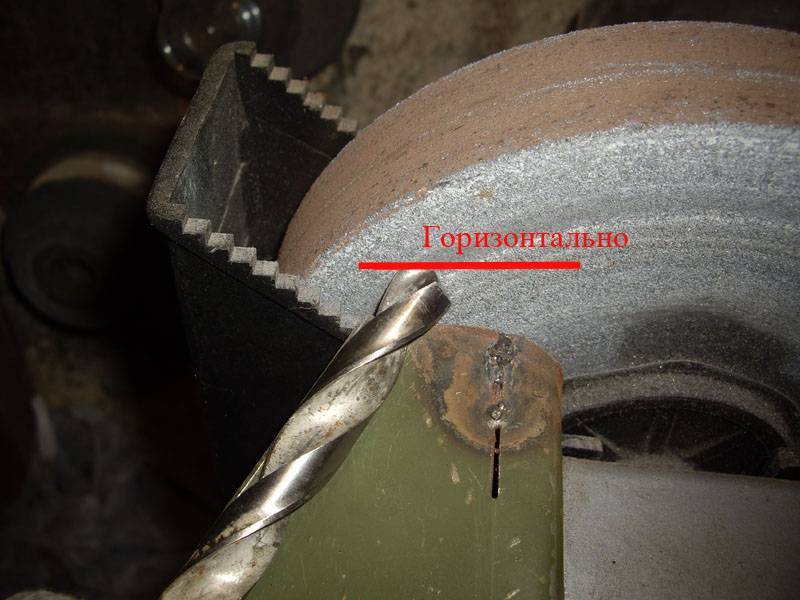
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Способы затачивания
В столярных мастерских используют заточные станки для сверл. Профессиональное оборудование точное и позволяет быстро восстановить режущую способность. Однако стоимость хороших станков достаточно высокая – 90–200 тыс. руб.









В домашних условиях вместо заточных станков используют болгарку, наждак или специальную насадку на дрель. Все три способа относительно легкие и позволяют заточить спиральные сверла за несколько минут.
Опытные мастера способны выдерживать нужный угол заточки «на глаз». Новичкам это сделать сложно – им рекомендуется изготовить специальное приспособление из подручных предметов. Например, из подходящего по размеру болта, гайки и мощного магнита, металлических уголков, деревянного бруска:
Как минимум, следует нанести на подручник наждака (в крайнем случае, стол) линию под нужным углом. Воспользуйтесь транспортиром.
Заточка на точильном круге
Наждачный станок, оснащенный точильным кругом, – универсальное устройство. При его наличии заточка сверл займет несколько минут.
Что нужно делать:
Расположите сверло под углом 60 градусов относительно плоскости точильного круга. Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.
- Если сверло крупное, сильно повреждено, источено, следует воспользоваться сначала грубым точилом по металлу, а затем мягким. В остальных случаях можно использовать только один круг – для тонкой заточки.
- Положите левую руку с инструментом на подручник. Зафиксируйте сверло большим пальцем. Правой рукой возьмитесь за хвостовик.
- Включите наждак. Аккуратно придвиньте сверло. Прижмите режущую кромку к поверхности круга и плавно подвиньте кончик вверх, опуская хвостовик. Выполняя скользящие движения, сохраняйте угол 60 градусов и не ослабляйте нажим.
- Поверните сверло на 180 градусов. Расположите его аналогичным образом (см. п. 1) и выполните заточку (п. 4). Главная задача – сделать задние поверхности ровными и с одинаковым наклоном.
- Продолжайте затачивать инструмент равномерно с обеих сторон до тех пор, пока режущие кромки не станут острыми.
- Проверьте, симметричны ли кромки. При необходимости откорректируйте их длину.
- Уменьшите перемычку, если она слишком широкая. Это поможет уменьшить сопротивление при резке металла.
Заточка на болгарке
Использовать болгарку нужно только в крайних случаях. Будучи подвижной, она может стать причиной травм. Во избежание неприятных ситуаций инструмент рекомендуется надежно закрепить на листе фанеры или вставить в тиски. Также любители изготавливают специальные приспособления для направления и удерживания сверл под определенным углом. Они крепятся к болгарке. В результате получается удобный и эффективный станок для заточки.
Для заточки на болгарку устанавливается абразивный круг. Дальнейший ход работы точно такой же, как и при использовании точильного станка:
- Сверло устанавливается под нужным углом к абразивному диску.
- Стачивается задняя поверхность одного зуба, затем второго.
- Корректируется длина режущих кромок.
- Затачивается перемычка.
С помощью насадки на дрель
Мастера, которые хотят облегчить себе работу по затачиванию сверл, используют специальную насадку на дрель. Приспособление имеет вид патрона. Внутри находится наждачный камень особой формы с предустановленным углом 118 градусов. Также на насадке располагаются 15 отверстий для спиральных сверл разного диаметра (3,5–10 мм). При включении камень вращается и затачивает инструмент. Средняя стоимость насадки составляет 800 руб. (SPARTA 912305).
Рекомендуем: Как заменить батарейку в часах – настенных, настольных, наручных?
Для затачивания необходимо:
- Установить насадку на дрель.
- Вставить сверло в отверстие насадки соответствующего диаметра до упора.
- Включить электродрель на 20–30 секунд.
Несмотря на очевидные преимущества насадки – простоту и удобство использования, – у способа имеются минусы:
- С помощью приспособления получится заточить только слегка затупившиеся инструменты без серьезных повреждений.
- Насадку можно присоединить к дрели с диаметром шейки 43 мм, а заточку производить только под одним углом – 118 градусов. Для сверл по дереву, цветному металлу насадка не подходит.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.








Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
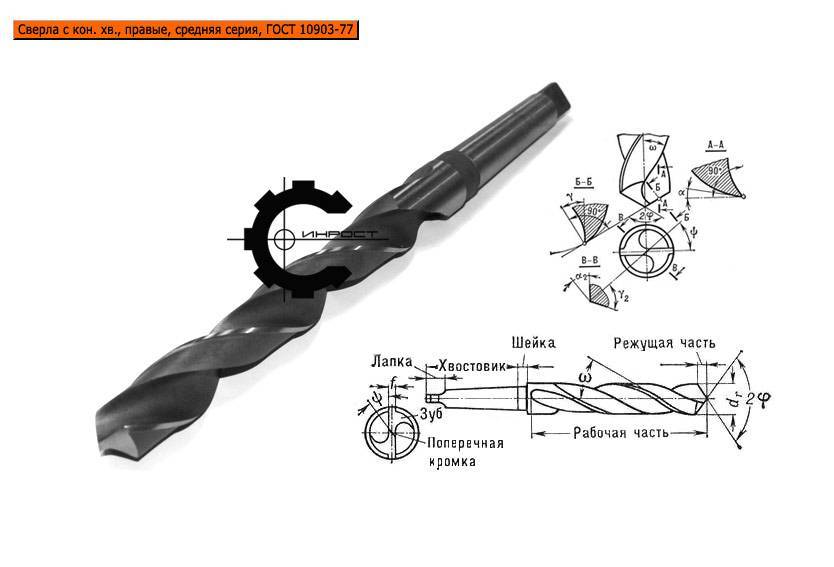
Основные составные части спирального сверла.
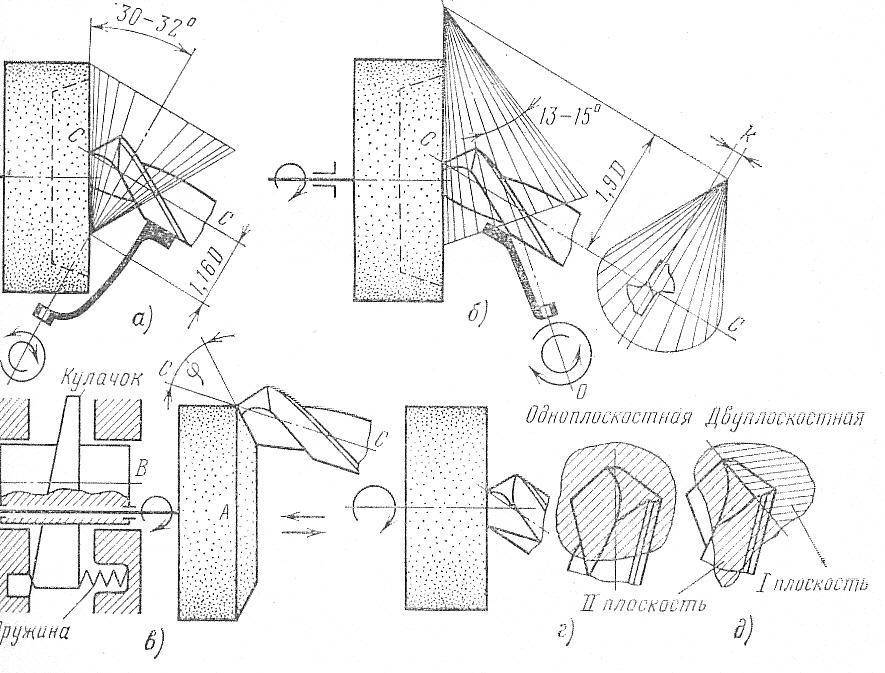
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.









1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Все о заточке сверл

- Основные правила
- Разновидности
- Угол заточки
- Требования к инструментам
- Как заточить разные сверла?
Люди, профессионально занимающиеся строительством, постоянно имеют дело с разными видами сверл, которые со временем затупляются. Некачественные режущие элементы приходят в негодность спустя несколько месяцев. Дорогие фирменные образцы служат своим владельцам не один десяток лет. И именно их строители не хотят терять, а отправляют на заточку. В принципе, это правильное решение, однако за восстановление состояния затупившегося сверла приходится платить немалые деньги. А чтобы не опустошать свой кошелек, можно воспользоваться рекомендациями по заточке своими руками.
Как правильно точить сверла по металлу на наждаке. Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.









Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки ;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности , находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки ;
- две спинки , образующие внешнюю поверхность сверла;
- две ленточки , находящиеся на спинках.

Основные части спирального сверла по металлу
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
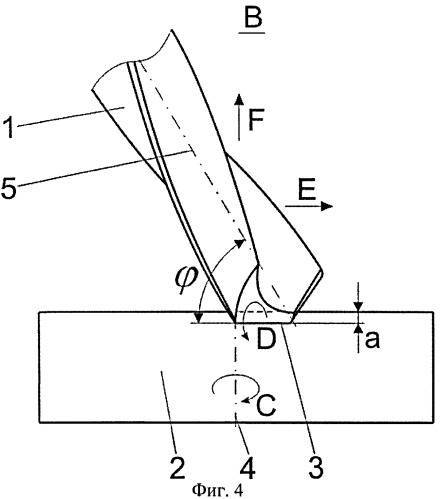
Угол при вершине . Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
Угол между режущей кромкой и осью . Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок
Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
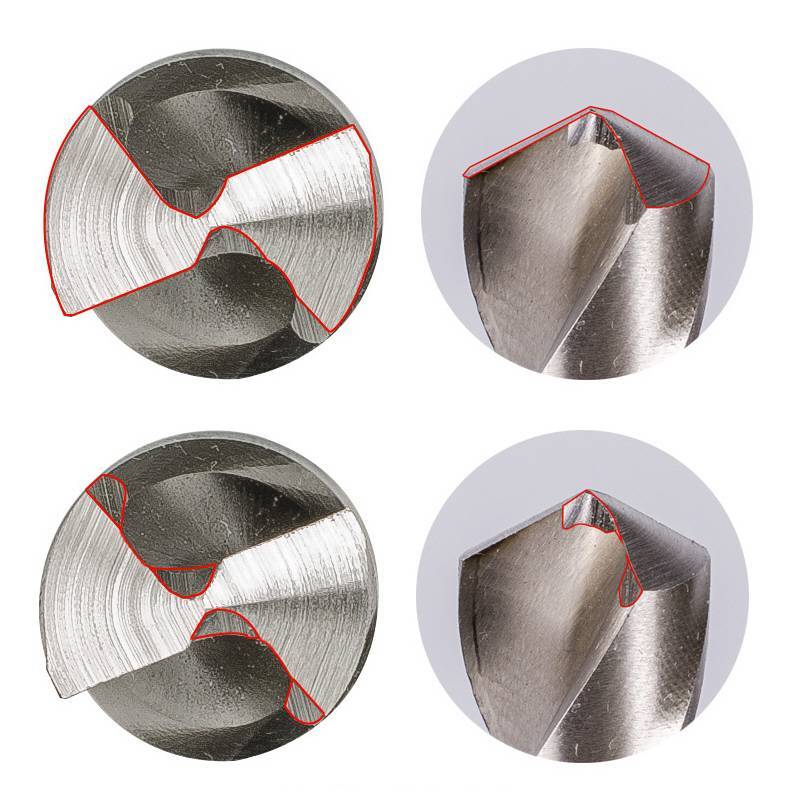
Форма и длина режущих кромок
Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
Задний угол резания . Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности . Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.








Все о заточке сверл
- Основные правила
- Разновидности
- Угол заточки
- Требования к инструментам
- Как заточить разные сверла?
Люди, профессионально занимающиеся строительством, постоянно имеют дело с разными видами сверл, которые со временем затупляются. Некачественные режущие элементы приходят в негодность спустя несколько месяцев. Дорогие фирменные образцы служат своим владельцам не один десяток лет. И именно их строители не хотят терять, а отправляют на заточку. В принципе, это правильное решение, однако за восстановление состояния затупившегося сверла приходится платить немалые деньги. А чтобы не опустошать свой кошелек, можно воспользоваться рекомендациями по заточке своими руками.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.





