

Виды станков
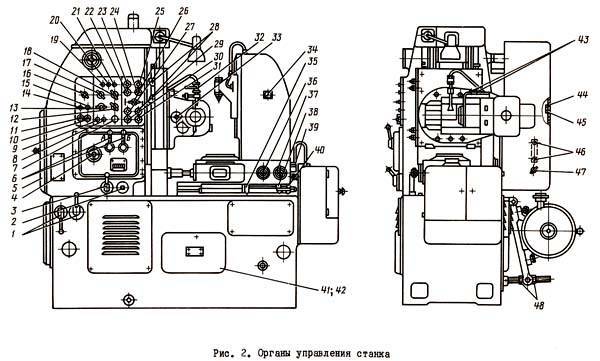
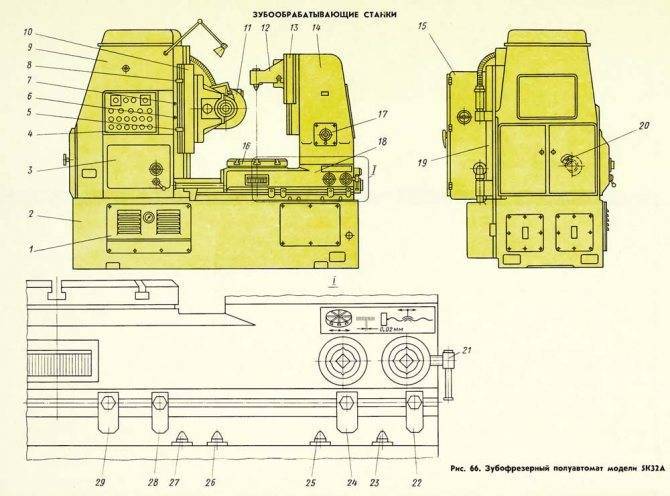
Существует множество зубофрезерных станков, которые отличаются друг от друга по незначительным признакам. В нашей статье для примера будут использоваться модели 5К32 и 5К32А. Из названия можно понять, что эти модели имеют огромное сходство.
5К32
Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
- Используются на малых и средних предприятиях. Подходит как для домашней мастерской, так и для небольших и средних цехов.
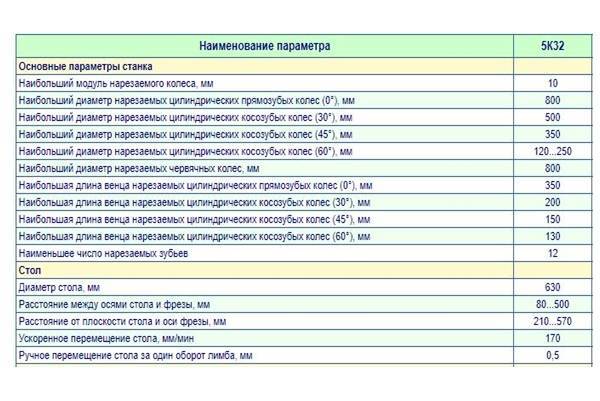
Метод обработки
В основе обработки лежит метод обката. С его помощью нарезают колеса зубчатой формы. Используются различные методы зубофрезерования – встречный и попутный. Подача также осуществляется по-разному: стандартными методами и по диагонали.

Область применения
- Фрезеровка колес цилиндрической и зубчатой формы.
- Обработка червячных изделий, с помощью передвижного радиального винта.
Основное отличие от своего родственника 5К32 – узкая направленность. Если первая модель отлично подходит для малых мастерских и средних производств, то 5К32А используется на средних и особо крупных промышленных предприятиях.
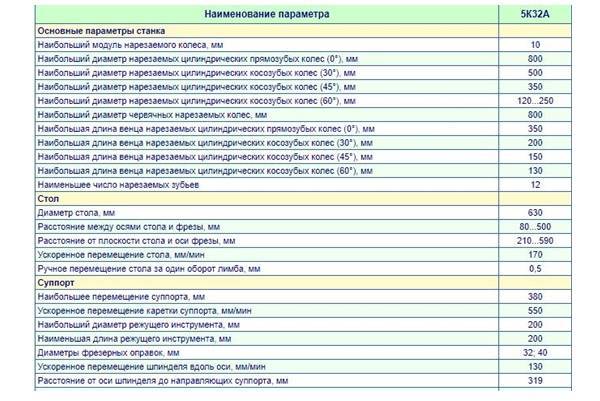
Метод обработки
Для нарезания колес зубчатой формы, заготовки и фреза обкатываются и выпускают готовое колесо. Используется несколько видов зубофрезерных работ: встречный метод обработки и попутный. Подача осуществляется двумя путями: обычным и по диагонали.
При подаче по диагонали, обработка проходит особым образом. Фреза перемещается не только по собственной оси, но по длине обрабатываемого зуба. Из-за этого повышается стойкость фрезы.

Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.

Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
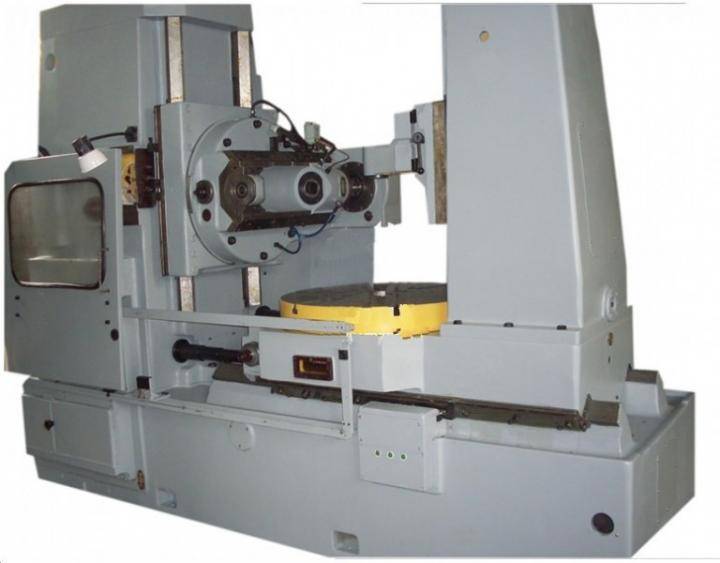
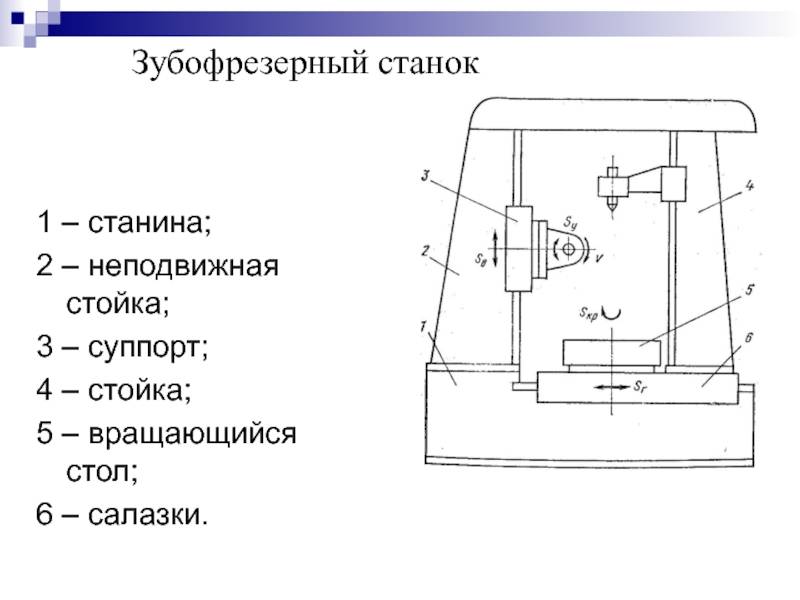
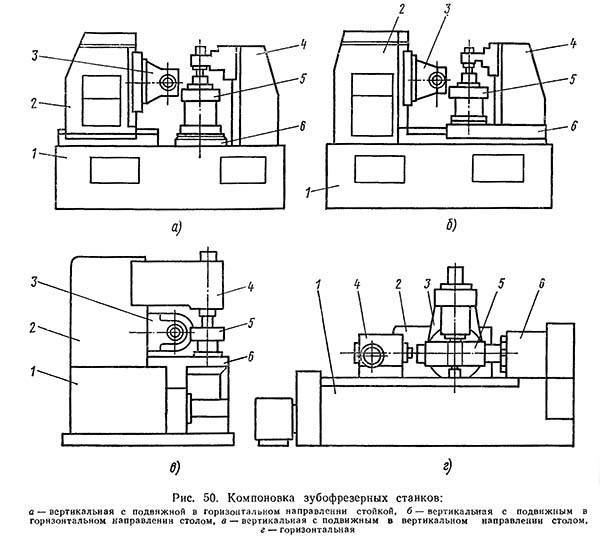
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
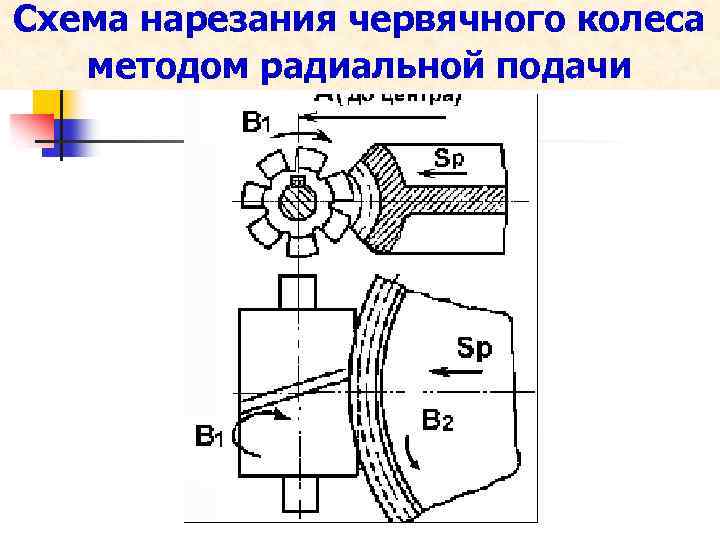
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.


Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.


На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Предприятия в Рязанской области

ООО «МОДУЛЬ-1»
Рязанская обл., Шипиловский район, РП Лесной, Промзона
Рейтинг по отзывам:
(0.0)
Стаж (лет): 10
Сотрудников: 15
Площадь (м²): 2000
Станков: 30
Подробнее о предприятии
Показать услуги (36)
Горизонтально-расточные работы
Долбёжная обработка
Заточка инструмента
Зубофрезерная обработка
Координатно-расточные работы
Механическая обработка на обрабатывающем центре
Нарезание резьбы
Плоскошлифовальные работы
Развертывание отверстий
Сверление отверстий на станках с ЧПУ
Сверление отверстий на универсальных станках
Токарная обработка на станках с ЧПУ
Токарная обработка на универсальных станках
Фрезерная обработка на станках с ЧПУ
Фрезерная обработка на универсальных станках
Шлицефрезерная обработка
Объёмная закалка
Отжиг металла
Отпуск металла
Газовая/газопламенная/кислородная резка
Лазерная резка
Плазменная резка
Рубка на гильотинных ножницах
Вальцовка листового металла
Гибка листового металла
Аргонная (аргонодуговая) сварка
Газовая сварка
Изготовление деталей по образцам заказчика
Изготовление деталей по чертежам заказчика
Изготовление нестандартных металлоконструкций
Изготовление изделий из алюминия
Покраска кистью
Покраска краскопультом
Изготовление изделий из арматуры
Изготовление изделий из нержавеющей стали
Изготовление изделий из оцинкованной стали

ООО «Техмашпром»
Рязанская обл., г. Рязань, ул. Западная, д. 6Б
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4
Сотрудников: 11
Площадь (м²): 1000
Станков: 35
Подробнее о предприятии
Показать услуги (52)
Зубофрезерная обработка
Координатно-расточные работы
Круглошлифовальные работы
Нарезание резьбы
Плоскошлифовальные работы
Развертывание отверстий
Сверление отверстий на универсальных станках
Слесарные работы
Строгальная обработка
Токарная обработка на универсальных станках
Фрезерная обработка на универсальных станках
Улучшение металла
Газовая/газопламенная/кислородная резка
Лазерная резка
Плазменная резка
Резка на ленточнопильном станке
Рубка на гильотинных ножницах
Вальцовка листового металла
Вальцовка профиля
Вальцовка пруткового металла
Вальцовка трубы
Гибка листового металла
Гибка на прессе
Гибка профиля
Гибка пруткового металла
Гибка трубы
Аргонная (аргонодуговая) сварка
Контактная сварка
Наплавка
Полуавтоматическая дуговая сварка
Ручная дуговая сварка
Сварка арматуры
Вырубка металла
Листовая штамповка
Объёмная штамповка
Перфорация металла
Правка плоского металлопроката
Пробивка металла
Раскрой металла на координатно-пробивном прессе
Изготовление деталей по образцам заказчика
Изготовление деталей по чертежам заказчика
Изготовление нестандартных металлоконструкций
Изготовление типовых металлоконструкций
Обработка в галтовочном барабане
Пескоструйная обработка
Покраска кистью
Покраска краскопультом
Порошковая покраска
Изготовление изделий из арматуры
Изготовление изделий из нержавеющей стали
Изготовление изделий из оцинкованной стали
Разработка 3D моделей по чертежам
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
Техника безопасности
Техника безопасности имеет ряд требований, которые должны выполняться обязательно. Пункты разделяются на несколько списков.


Требования:
- Допускать к работе только обученных людей.
- Выполнять только порученные задачи.
- Рабочий должен находиться в специальной униформе.
- Скользкий пол оснащается специальным покрытием.
Требования перед началом работы:
- После принятия станка от другого рабочего убедитесь в том, что рабочее пространство находится в чистоте.
- Наличие хорошего освещения.
- Требуется проверка исправности станка. Также убедитесь в наличии требуемого количества смазки.
Требования во время работы:
- Деталь закреплять правильно и как можно надежнее.
- Для закрепления и обработки использовать специальные инструменты.
- Для установки и снятия крупных деталей использовать средства для подъема грузов.
- Не вводить руки в опасное место при фрезеровке.

Расчёт гитары деления. Как посчитать?
Расчёт гитары деления на зубофрезерный станок, пожалуй одно из самых необходимых действий при настройки станка. Считать гитару деления должен уметь каждый зуборезчик (на некоторых предприятиях в чертежах написана гитара деления).
Основная формула для расчётов — это отношение постоянной станка к количеству зубьев нарезаемой детали: c деления/количество зубьев. К примеру если постоянная станка 24, а нам необходимо нарезать 99 зубьев, то гитара деления будет выглядеть так — 24/99 (a/b). Ведущая шестерня 24, а ведомая 99. Иногда приходится разлаживать числа, так как шестерни могут не соединиться или постоянная такая что не поставишь, например есть постоянная 10, или число зубьев большое — от 127 и больше. Тогда гитара деления выглядит так — a/b c/d/. Шестерня a соединяется с шестерней b, которая на одном валу с шестерней c, шестерня c соединяется с шестерней d. Есть чуть другой вариант, главное что бы числитель не соединялся с числителем, а знаменатель со знаменателем и передаточное число соответствовало основному варианту — a/b. Всё это понятней на видео которое я сделал для вас:
Какие постоянные у зубофрезерных станков? Сильно долго не буду вникать в это, сразу по быстрому, постоянные которые знаю из личного опыта: 10, 15, 20, 24, 25, 30, 48, 60, 72. А вот к примеру постоянная на зубодолбёжном станке разная, это количество зубьев на долбяке.
В некоторых случаях гитара деления берётся из таблиц. К примеру на рейкофрезерный станок. На данном станке получается именно шаг определённого модуля. К примеру при обкатке или единичном делении на обычном зубофрезерном станке получается тоже шаг, но он получается путём деления окружности на равные части. В случаем же с рейкой — она может быть условно бесконечной, поэтому тут расчёт чуть другой именно на шаг. Таблица гитары деления на реечный станок, должна быть в паспорте данного станка.
Так же гитара деления считается по другим формулам, а проще взять сразу с таблица, на некоторые зарубежные станки. Например я сейчас начал работать на немецком зубофрезерном станке GFL там есть таблица.
Давайте я вам покажу на изображениях как считать гитару деления. К примеру посчитаем гитару деления с постоянной станка — 10, число зубьев — 60.

Давайте возьмём вариант чуть посложней, постоянная станка — 30, а нарезать надо 366 зубьев. Гитара деления будет с паразиткой (паразитка любая удобная шестерня которая служит для изменения вращения и не влияет на передаточное число). Итак:
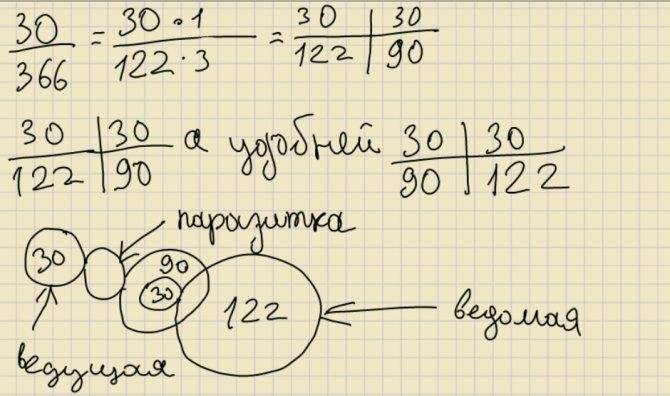
В этом случае можно посчитать чуть по другому, но принцип не меняется.

Требуется зуборезчик в Санкт-Петербурге.
Предыдущая запись

Требуется зуборезчик. Киев.
Следующая запись
2 Принцип работы
Для обработки цилиндрической заготовки и превращения её в колесо с определённым расположением зубьев, зубофрезерный станок ЧПУ действует методом обкатки. Имеющаяся червячная фреза соответствующего калибра и диаметра жёстко закрепляется в шпинделе фрезерного суппорта на оправке.


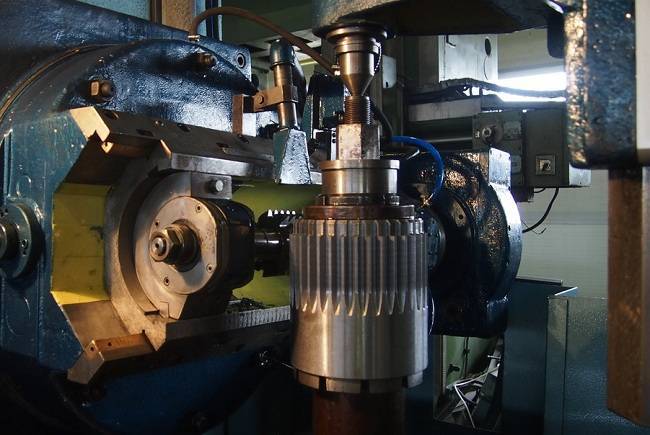
Процесс нарезки зубьев на токарном зубофрезерном станке
В дальнейшем происходит механическое воспроизводство зацепления червячной фрезы с болванкой.
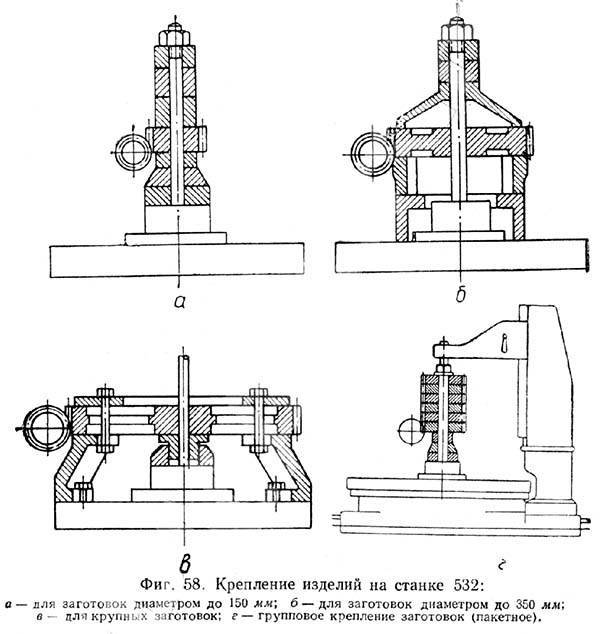
Обрабатываемую деталь закрепляют в шпинделе стола, если она небольшая, или непосредственно на станине, если габариты заготовки велики. Во время вращения червяку (червячной фрезе) придают необходимую угловую скорость, чтобы осуществлялось зацепление с деталью.
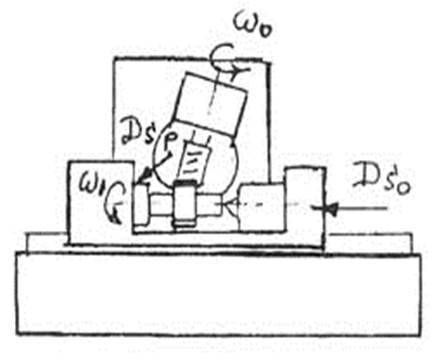
В зависимости от характера зубьев на конечной детали, ось шпинделя на фрезерном суппорте может устанавливаться:
Под углом к горизонтальной плоскости. Если необходимо воспроизвести прямые зубья на колёсах.
Под определённым углом наклона. Если происходит нарезка колёс с косыми зубьями.
С вертикальной подачей. При нарезке цилиндрических колёс из одной общей болванки. При попутном методе фрезерования возможно некоторое смещение детали.

Автоматический зубофрезерный станок
Для устранения возможных девиаций применяют гидравлическое поджимное устройство. Оно состоит из неподвижного штока с поршнем и связанным с фрезерным суппортом цилиндра.
При работе в верхнюю полость цилиндра подаётся масло, что не позволяет вольно перемещаться фрезерной бабке.
2.1 Обзор зубофрезерных станков
Наиболее распространёнными моделями зубофрезерных станков являются:
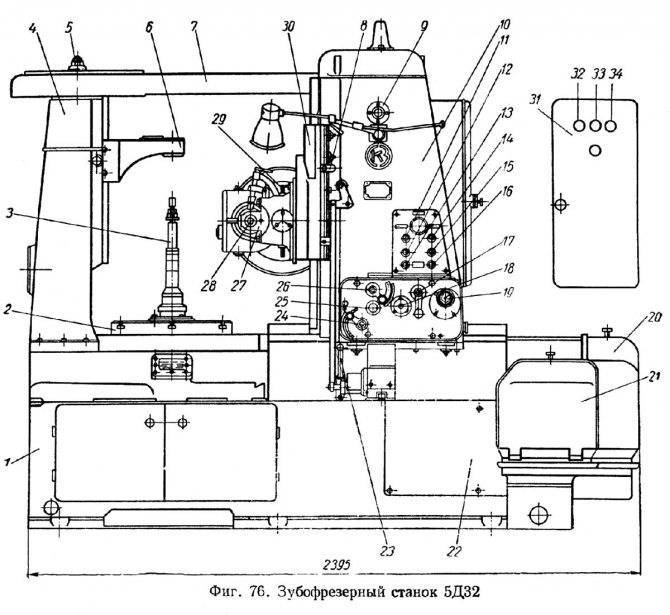
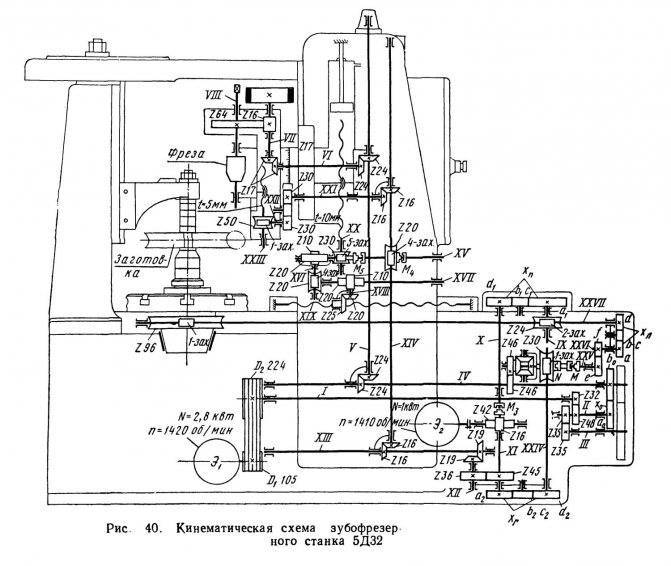
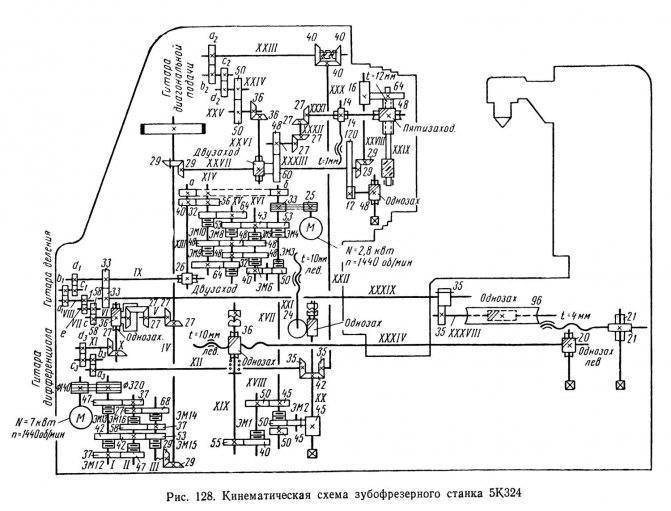
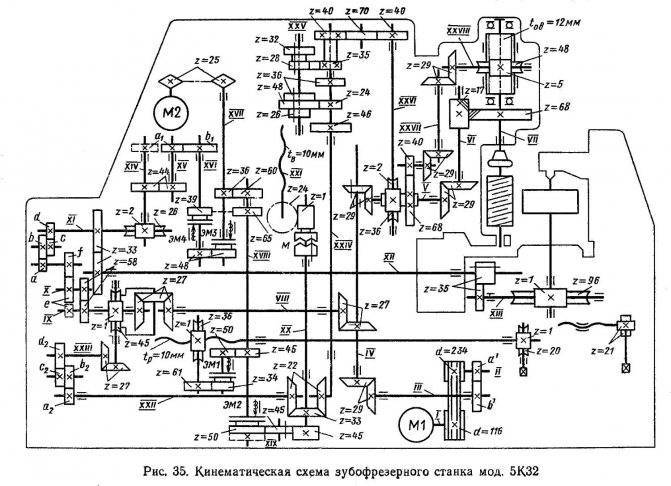
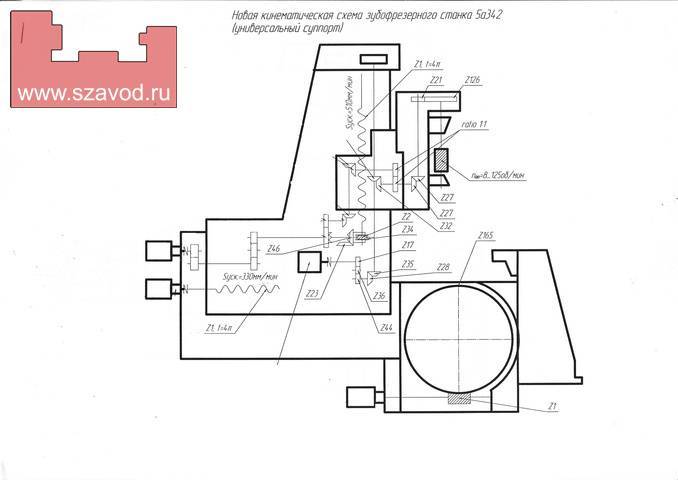
- зубофрезерный станок 5к32. Универсальный. Длина зуба нарезаемых колес: 350 мм, диаметр колёс до 800 мм, модуль: 10 мм;
- зубофрезерный станок 53а80. Универсальный. Диаметр стола: 630 мм, диаметр колёс до 800 мм, модуль: 10 мм;
- зубофрезерный станок 53а50. Диаметр стола: 560 мм, диаметр колеса до 500 мм, модуль: 10 мм.
2.2 Настройка и наладка станка
Настройкой зубофрезерного станка должен заниматься опытный специалист, способный точно рассчитать передаточные отношения сменных зубчатых колёс, настройку гитар, подбор калибра колёс и правильно установить их на станке.
Наладкой станка должен заниматься только обученный специалист
Для наладки станка проводят подготовительные работы, включающие установку червячной фрезы на оправке, установку и сборку оправки во фрезером суппорте. При этом необходимо провести тщательную выверку на станке или оправке чтобы точно зафиксировать крепления заготовок будущих изделий.
Зубострогальные станки
Зубострогальный станок мод. 5А250 работает по методу обката и предназначен для чернового и чистового нарезания прямозубых и конических колес в условиях серийного и массового производства. Применяя специальную накладную головку, можно нарезать и винтовые зубья.
Технические характеристики станка мод. 5А250
| Наибольший диаметр нарезаемых зубчатых колес, мм | 500 |
| Число зубьев нарезаемых колес | 10…100 |
| Число двойных ходов ползунов-резцов | 73…470 |
| Продолжительность нарезания одного зуба, с | 8…123 |
Долбяки зуборезные прямозубые классов точности А, В:
- дисковые в диапазоне модулей (М 1…8 мм), чашечные (М 1…6,5 мм) и хвостовые (М 1…5 мм) по ГОСТ 9323—79 и ГОСТ 6762—79 и специальные;
- мелкомодульные дисковые и хвостовые в диапазоне модулей М 0,3…0,9 мм по ГОСТ 10059 и специальные;
- резцы для напильников.
Шеверы дисковые:
стандартные и специальные в диапазоне модулей 0,3…8 мм (85…3 DP) с делительными диаметрами 85, 180, 250 и 280 мм классов точности А, В по техническим условиям ГОСТ 10222—81, ГОСТ 8570—80 для обработки цилиндрических зубчатых колес с эвольвентным профилем 5—8 степеней точности.
Эталонные измерительные колеса:
стандартные и специальные по ГОСТ 6512—74 и чертежам заказчика в диапазоне модулей 0,3…8 мм, 4…5 степеней точности.
ЗАО «Тяжелые зуборезные станки» — единственное в России и странах СНГ предприятие, производящее полный комплект оборудования (зуборезные, зубопротяжные, зубошлифовальные, зубопритирочные, контрольно-обкатные, закалочные станки) для изготовления конических и гипоидных зубчатых колес с круговым зубом и конических прямозубых колес методами фрезерования, строгания и протягивания. Завод производит более 30 современных моделей. Станки являются глубоко модернизированным технологическим оборудованием на базе моделей, хорошо зарекомендовавших себя ранее. Наиболее востребованные модели (527ВФ3, 5С280ВФ3, 5А26ВФ3, 5А270ВФ3, 5А872ВФ3, 5А284ФЗ и др.) поставляются с системами ЧПУ «Siemens» (рис. 4).
В настоящее время завод производит уникальные станки 5А284 и 5Е283 для изготовления зубчатых колес диаметром 1600 мм и модулем 30 мм (рис. 5, 6).
Заводом освоено новое направление — производство станков с ЧПУ для изготовления цилиндрических зубчатых колес диаметром до 2000 мм, модуль 25 мм. В настоящее время поставляются зубодолбежные станки 5С140Ф3, 5С150Ф3 (рис. 7), 5С161Ф3 и зубофрезерные станки моделей 53С42Ф4, 53С11Ф4, 53С80Ф4, 53С50Ф4 с ЧПУ «Siemens».
Поставка каждой единицы зубообрабатывающего оборудования сопровождается передачей технологии для обработки деталей. Под технические требования заказчиков прорабатываются и предлагаются оптимальные варианты поставок следующих зубообрабатывающих комплексов:
- специализированных с технологией для массового производства типовых зубчатых колес;
- универсальных с технологией для производства зубчатых колес различной номенклатуры.
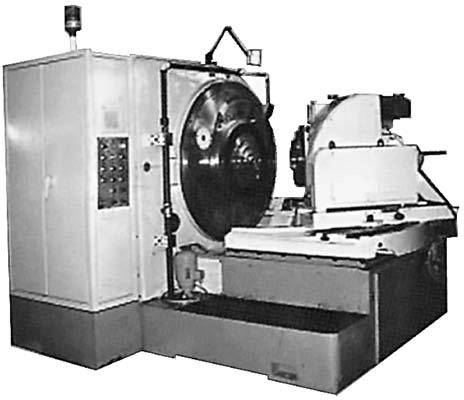
Рис. 4. Общий вид станка модели 527ВФ3
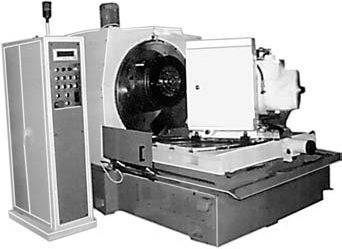
Рис. 5. Общий вид станка модели 5А284
Рис. 6. Общий вид станка модели 5АЕ283
Рис. 7. Общий вид станка модели 5С150Ф3
В составе зубообрабатывающих комплексов поставляются универсальные 6-осевые координатно-измерительные машины для контроля зубчатых колес и зуборезного инструмента, основными преимуществами которых являются:
- 6 степеней свободы перемещения щупа;
- встроенная система самокалибровки;
- двухступенчатая система виброзащиты.
Классификация по назначению
Еще важным показателем можно назвать назначение оборудования. Конструкция станков создается под выпуск определенной продукции. По данному показателю выделяют следующие группы оборудования:
- Резьбо-нарезные.
- Зубофрезерные станки для конических шестерен.
- Для нарезания зубьев цилиндрических колес.
- Для обработки цилиндрических колес и шлицевых валов.
- Для выпуска червячных колес.
- Резьбофрезерные.
- Для обработки торцевых поверхностей колес.
- Зубоотделочные, обкатные и проверочные.
- Шлифовальные.
Кроме этого есть оборудование, создаваемое под определенные условия обработки. Его отводят в отдельную группу.
В заключение отметим, что оборудование для нарезания зубьев выпускается самыми различными компаниями. На протяжении длительного периода на производственных линиях в машиностроительной промышленности устанавливали модели, производимые на заводах СССР. Сегодня зарубежная техника намного обходит отечественную, позволяет получать изделия с высокоточными размерами и показателем шероховатости.
Классификация по типу привода
Станки зубофрезерные имеют достаточно сложную конструкцию. Тип привода определяет то, как можно рассчитывать деление диска. Рассмотрим особенности и параметры следующих распространенных схем привода:
Группа зубофрезерных станков с делительной червячной передачей стола. Оборудование имеет переменную толщину витка
Настраивать зазор можно в диапазоне 0,03-0,05 мм с существенным смещением червяка.
Рассматривая описание следует уделить внимание и расположению систем. Особенности данной схемы заключаются в монтировании отдельного корпуса для делительной передачи. Делятся венцы в данном случае путем регулировки зазора
Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Делятся венцы в данном случае путем регулировки зазора. Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Кроме этого появились и иные варианты передачи вращения. Некоторые подходят для производства, характеризующимся единичным выпуском.

Обработка на зубофрезерном станке червячной фрезой





