Станок 3Д711ВФ11
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами. Устройство и работа станка модели 3Д711ВФ11
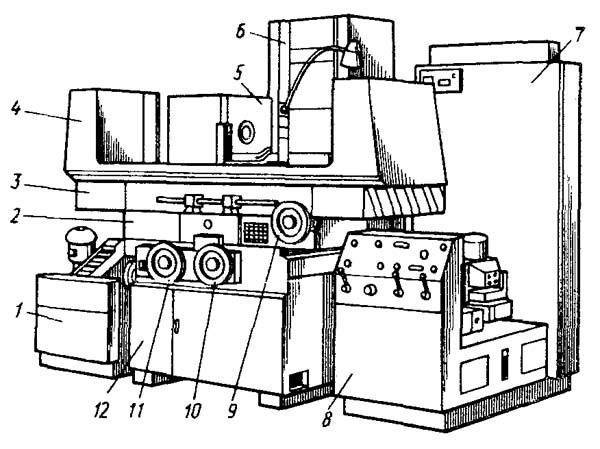
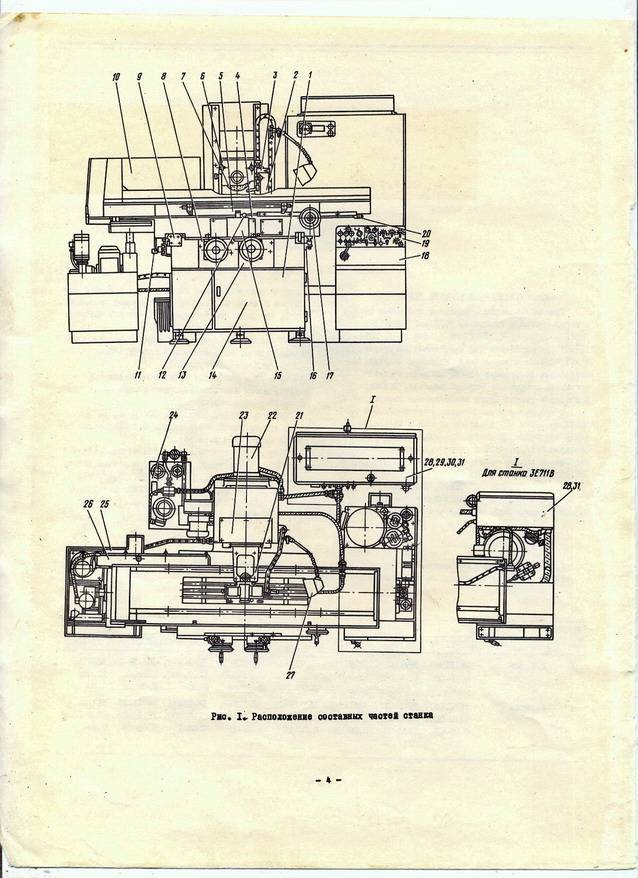
и его основных узлов. На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт. По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта. Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель. С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.Компановка плоскошлифовального станка 3Д711ВФ11 : Основанием станка является станина, на которой установлены главные узлы и механизмы. На станине крепятся направляющие, крестовый суппорт и колонна. Суппорт станка обеспечивает продольное и поперечное перемещения стола. Продольное перемещение стола осуществляется по направляющим скольжения, кроме станков модели 3Д711ВФ1-1, 3Д711ВФ1-1 исп.25. Поперечное перемещение крестового суппорта и вертикальное перемещение шлифовальной головки осуществляются по направляющим качения. Вращение шпинделя осуществляется электродвигателем привода шлифовальной головки,станки 3Д711ВФ11 исп. 25 и3Д711ВФ1-1 исп.25 имеют привод вращения шлифовальной головки с частотным регулированием. Вертикальная подача шлифовального круга осуществляется по винт-гайке качения. Поперечная подача стола по винт-гайке качения. Гидрооборудование на станке выполнено отдельным агрегатом (станция гидропривода РГС-3Е711В) и установлено с правой стороны станка. На баке гидрооборудования установлен пульт управления гидрооборудованием. Электрошкаф станков 3Д711ВФ11 и 3Д711ВФ1-1 установлен сзади на гидробаке, а электрошкаф полуавтомата ЗЕ7ПВФ2 — сзади гидробака с правой стороны от станка. Пульт предварительного набора системыЧПУ станка модели 3Д711ВФ2 закреплен на электрошкафу. С левой стороны станка установлен агрегат системы охлаждения. Липецкое станкостроительное предприятие производит аналог данного станков — станки плоскошлифовальные ЛШ630 и плоскошлифовальный станок ЛШ1545
Прецизионный плоскошлифовальный станок 3Д711ВФ11
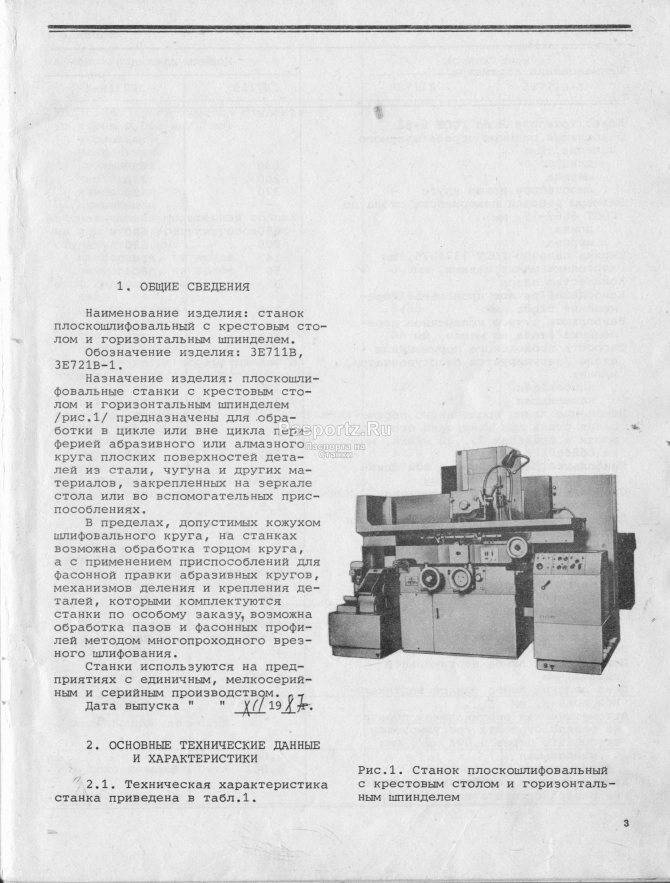
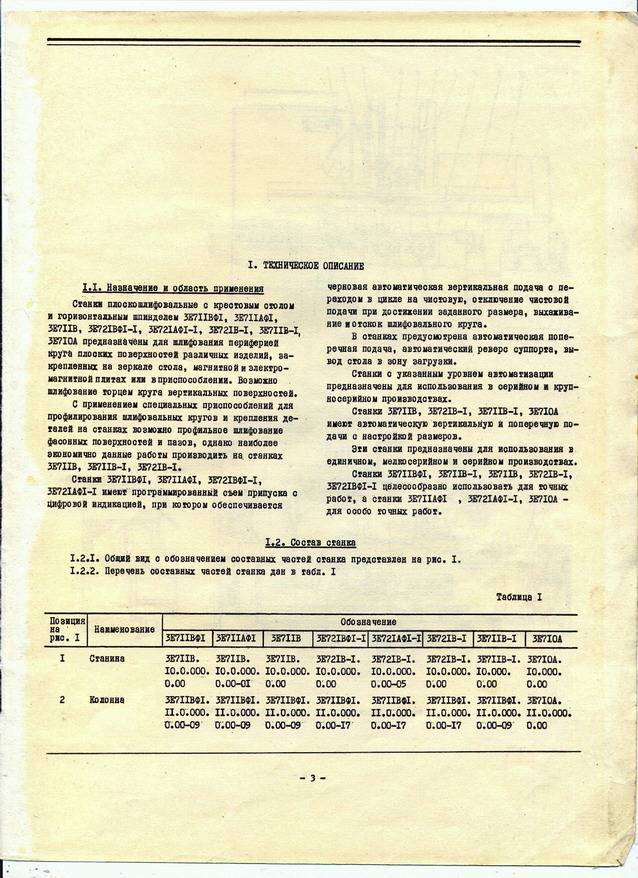
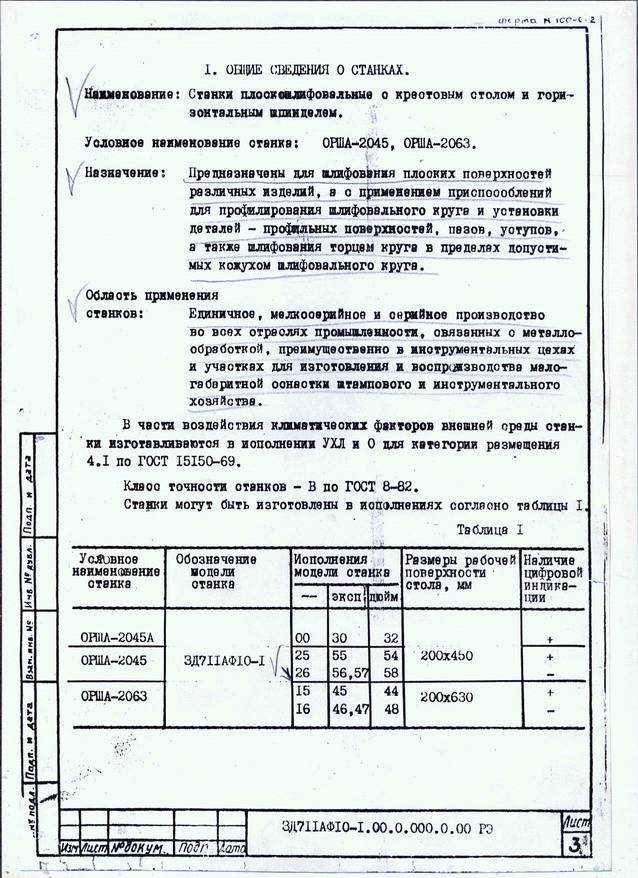
Общая информация Прецизионный плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем предназначен для высокоточной обработки плоских поверхностей различных изделий, а с применением приспособлений для профилирования шлифовального круга и установки деталей — профильных поверхностей, пазов, уступов, а также шлифования торцом круга.
Рациональная конструкция станины, крестового суппорта, колонны, стола и шлифовальной головки обеспечивает высокую жесткость и виброустойчивость станков, что гарантирует стабильную точность и чистоту обработки.
Применение в узлах подач шариковинтовых пар качения обеспечивает плавное, высокоточное безлюфтовое позиционирование.
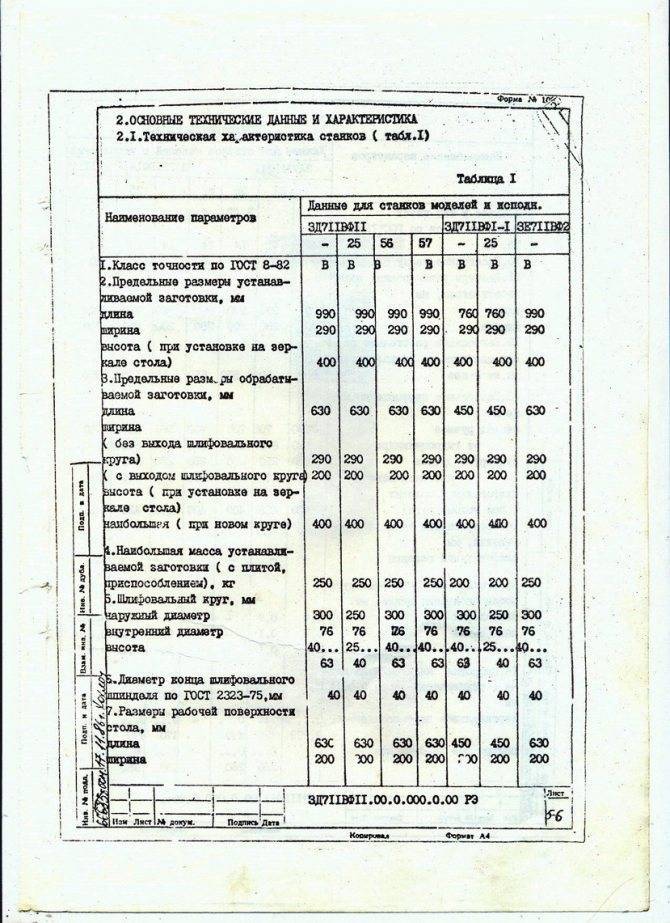
| Технические характеристики | |
| Точностные параметры, максимально достигаемые на образце-изделии: | |
| размер образца-изделия,мм | 380х120х120 |
| плоскостность,мкм / | 4 |
| параллельность, мкм | 5 |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 |
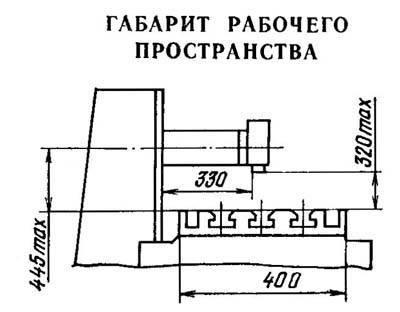
| Наибольшие размеры обрабатываемых поверхностей, мм | |
| длина | 630 |
| ширина: с выходом шлифовального круга;- без выхода шлифовального круга; | 200 — 280 |
| высота: при наибольшем диаметре шлифовального круга;- при наименьшем диаметре шлифовального круга; | 400 — 470 |
| Наибольшая масса устанавливаемой заготовки (вместе с приспособлением или электромагнитной плитой), кг | 200 |
| Размеры шлифовального круга, мм | 300х76х40…63 |
| Пределы рабочих подач: | |
| стола, м/мин / — суппорта, мм/ход | 2…30 / 0,3…40 |
| шлифовальной головки, мм | 0,002..0,08 |
| Габариты, мм: | |
| длина х ширина х высота | 2715 х 1788 х 2035 |
| Масса, кг | 2950 |
| Мощность привода главного движения, кВт | 4,0 |
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец». Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все» вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
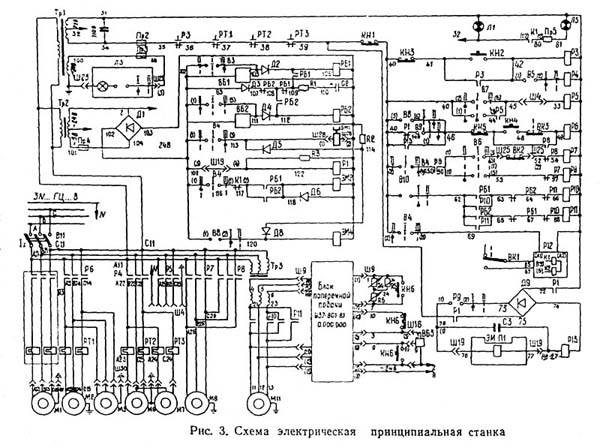
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.






Электрическая схема 3Е711В
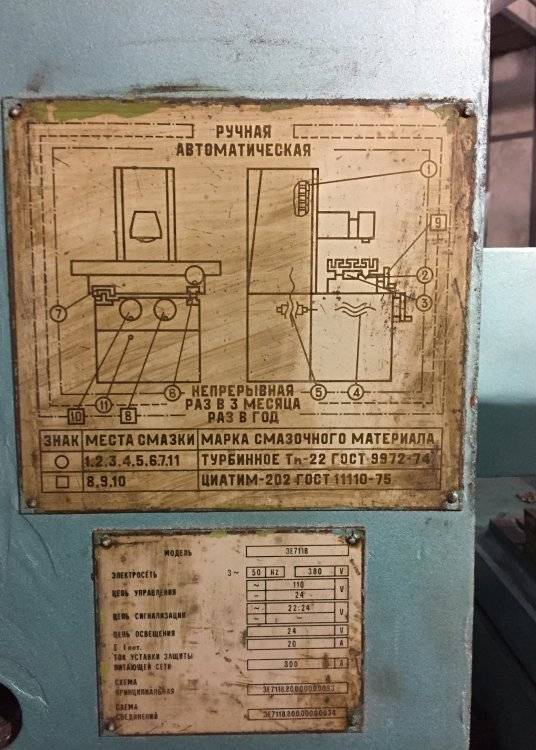
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Конструктивные особенности станка
Универсальный токарно-винторезный станок по металлу тв-320: описание, технические характеристики, схемы Внешний вид станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Устройство и работа станка модели 3Г71М и его основных узлов
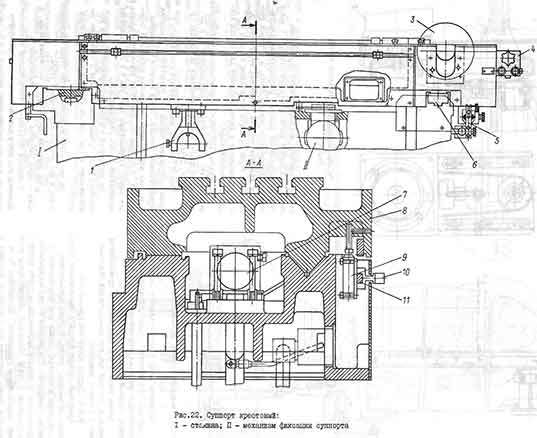
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
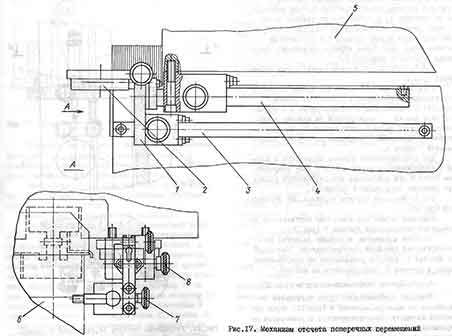
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
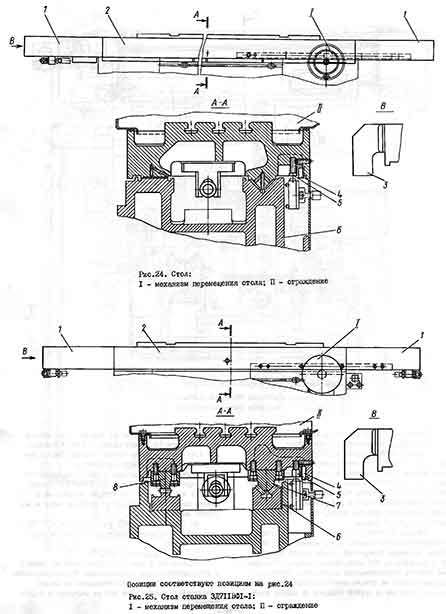
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.



Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.






- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Важные характеристики шлифовальных станков
Купить шлифовальные станки в зависимости от обработки необходимого типа деталей можно разные, но так или иначе, при их выборе придется обратить внимание на некоторые технические характеристики
- Во-первых, это мощность привода.
- Во-вторых, расстояние от рабочего стола до оси шпинделя, влияющее на толщину обрабатываемой детали.
- В-третьих, ход рабочего стола по осям X и Y, который обеспечивает длину и ширину шлифования.
Кроме того, немаловажными характеристиками шлифовальных станков являются точность обработки, минимальная и максимальная поперечная подача и, безусловно, размеры рабочего стола
Именно на эти технические характеристики и необходимо обратить внимание в самую первую очередь
Шпиндельная головка
- Наибольшее вертикальное перемещение: у станка 3Г71 составляет 365 мм. У станка 3Д711ВФ11 чуть больше: 400 мм. У станков G-CS3060AH и G-CS3060AH значительно больше — 600 мм и 550 мм, соответственно. Это даёт возможность использования шлифовальных кругов большого и малого размера.
- Размеры шлифовального круга: стандартный круг для 3Г71 — это круг 250х32х76 мм. На станке 3Д711ВФ11 используется шлифовальный круг с увеличенным диаметром. Кроме того, диаметр шпинделя станка тоже больше. Размер используемого круга: 300×40×76 мм. На KAMIOKA G-CS3060AH есть возможность использовать круг не только большего диаметра, но и с большей высотой. Кроме того, шпиндель станка также больше. Размер круга: 355×50×127 мм. На станках L&W G-CS3060AH из-за изменяемого диаметра шпинделя можно использовать круги разных размеров. Малый круг: 180×13×32 мм. Большой круг: 350×38×127 мм.
- Частота вращения: 2 680 оборотов в минуту для 3Г71. Чуть меньше для 3Д711ВФ11 — 2 230 оборотов в минуту. Ещё меньше у рекомендуемых нами G-CS3060AH и G-3A3060 — 1 750 и 1 500 оборотов в минуту. Может возникнуть вопрос — почему частота вращения меньше, ведь от частоты вращения зависит качество обработки. Это так, но вместе с тем быстрее происходит износ подшипников и увеличивается вибрация. За счёт использования массивной станины, укреплённых направляющих, виброгасящих стоек и особой конструкции шпинделей тайваньские производители смогли увеличить качество обработки до уровня C, увеличив при этом износоустойчивость своих станков.
Главные устройства и передвижения
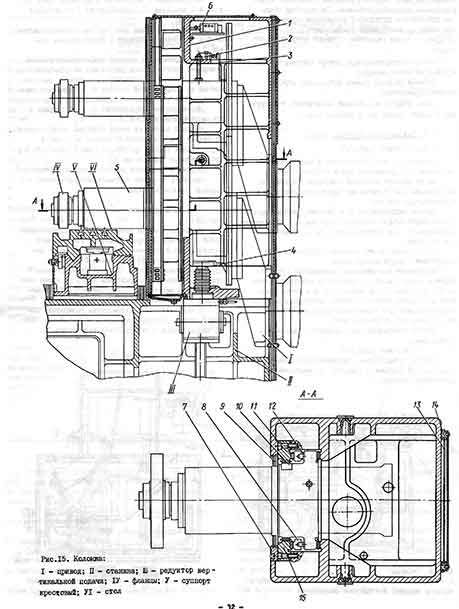
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Поршневые компрессоры воздушные масляные и безмасленые устройство, схемы
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
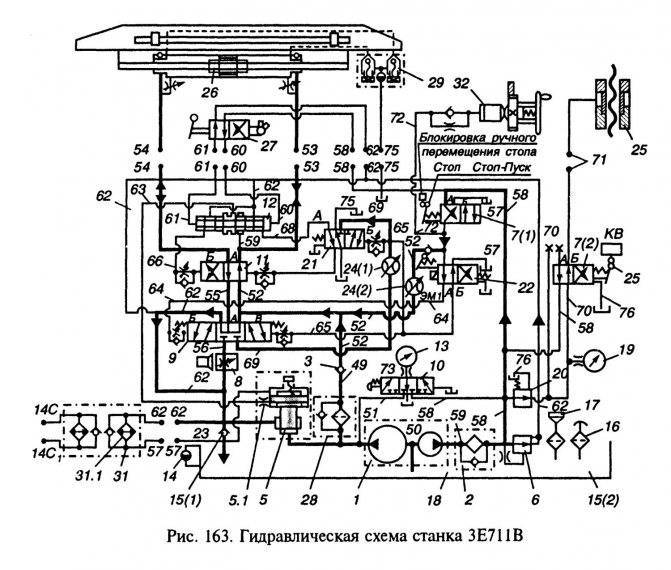
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
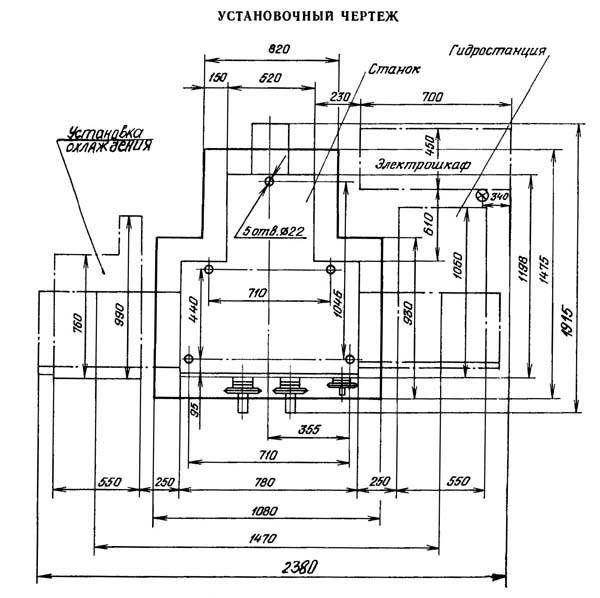
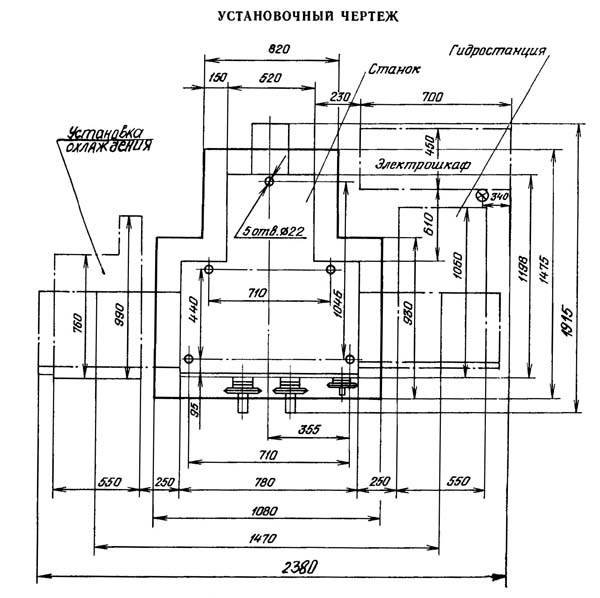
Установочный чертеж 3Е711В
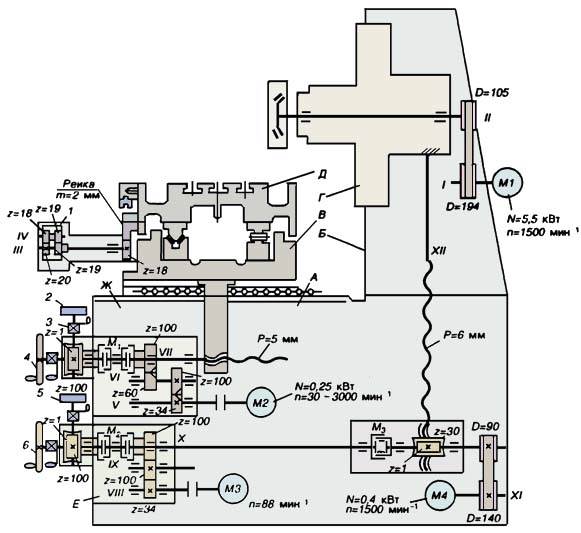
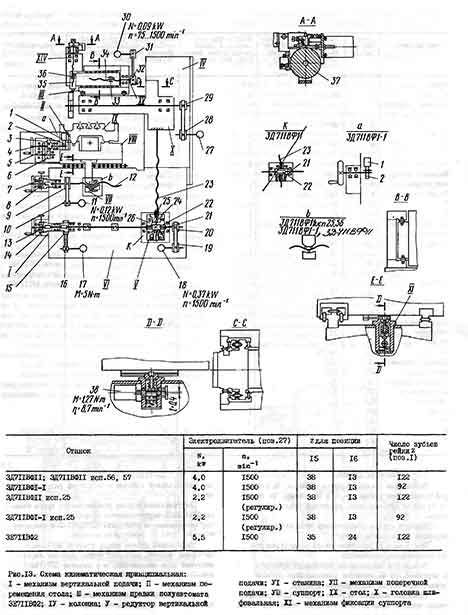
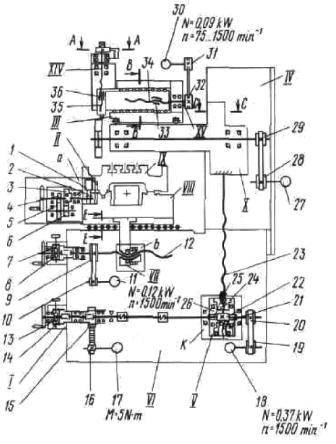
Схема кинематическая плоскошлифовального станка 3Е711ВФ2
Эскиз одного листа «Кинематическая станка 3Е711ВФ2» приведена на следующем рисунке:
| < Предыдущая | Следующая > |
|---|
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 3М162. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
Предыдущие материалы:
- 3Д711ВФ11. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
- 1И611. Токарно-винторезный станок. Паспорт, Характеристики, Схема
- 2А450. Координатно-расточной станок. Паспорт, Характеристики, Схема, Руководство
- MAHO MH600P. Инструментально-фрезерный станок. Паспорт, Характеристики, Руководство, Схема
- MAHO MH800P. Инструментально-фрезерный станок. Паспорт, Характеристики, Руководство