

Устройство

Устройство погружного фрезера
Корпус — «головная часть» или «голова» фрезера, при работе он движется вверх/вниз. Направляющими служат штанги, установленные на рабочей подошве. При надавливании на рукоятки, корпус движется вниз, при уменьшении давления на рукоятки пружины поднимают «голову» вверх.
На шпинделе двигателя цангой крепится фреза по дереву, которая врезается в древесину на установленную глубину. Предельная глубина погружения фрезы устанавливается специальным упором. Если после погружения начать движение по горизонтали, фрезер выполняет выборку паза.
Также фрезер оснащен кнопками управления – включение, выключение и блокировка.
Рекомендации по регулировке
Принципы регулировки рабочих параметров дюбельных, ламельных и присадочных фрезеров схожи, но есть некоторые нюансы, которые обязательно следует учитывать.
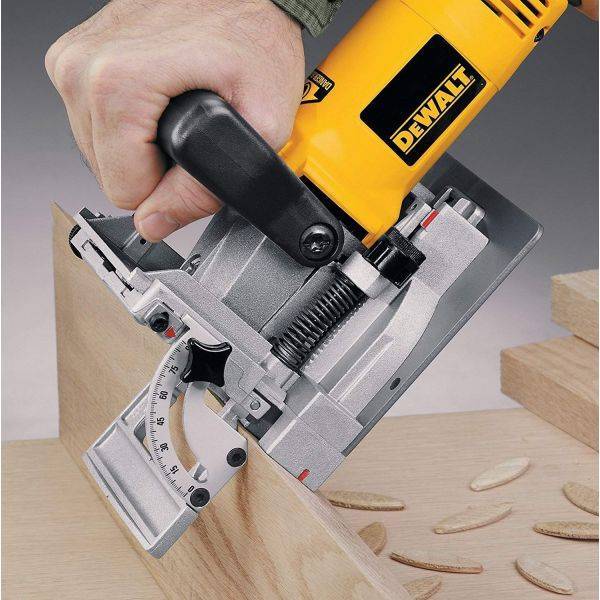
Регулировка параметров ламельных фрезеров
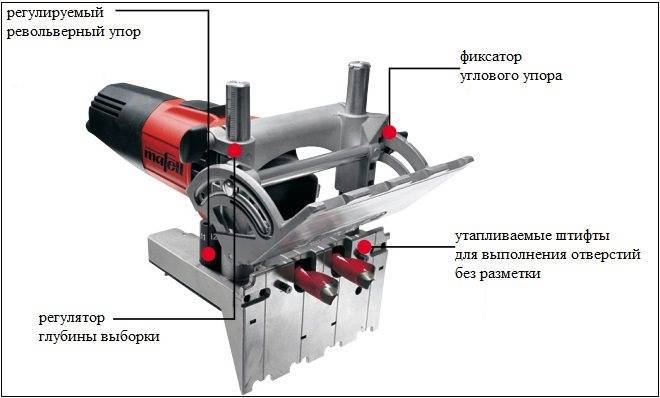
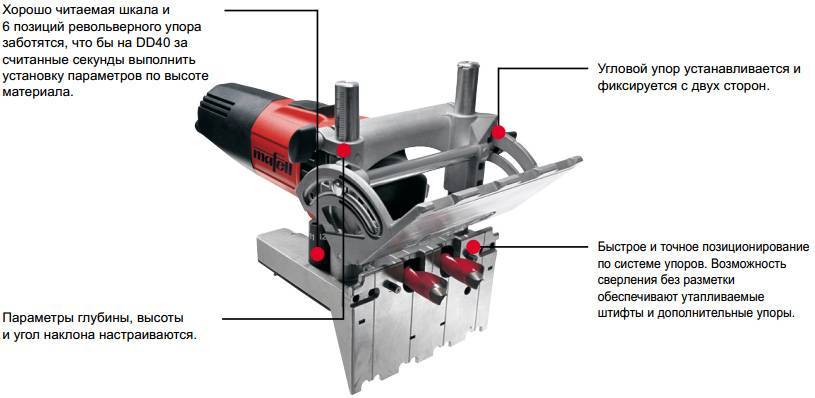
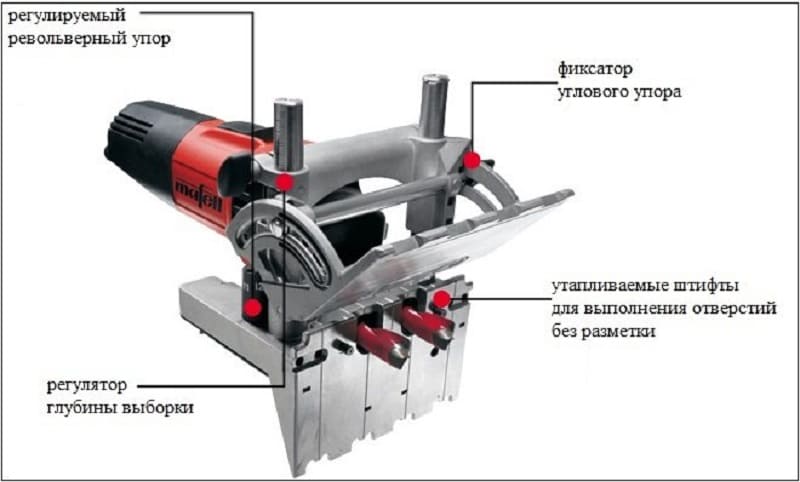
Чтобы отрегулировать глубину фрезерования, необходимо задействовать револьверный упор, которым оснащены такие устройства. Основное назначение упора состоит в том, чтобы ограничивать продольный ход корпуса инструмента.
Для регулировки величины отступа от верхнего края в конструкции ламельного электроинструмента предусмотрен опорный козырек, который может подниматься и опускаться на требуемое расстояние. При этом выбирать точное значение выполняемой настройки можно при помощи специальной шкалы, что очень удобно.
Регулировка вертикального угла наклона рабочей головки устройства также выполняется при помощи козырька путем его наклона вверх или вниз. Отрегулировать угол наклона фрезера в горизонтальной плоскости можно при помощи специальных меток на рабочей головке, которые указывают на расположение средней части и краев используемого инструмента. Таким образом, чтобы точно выполнить паз при помощи фрезера ламельного типа, достаточно совместить центральную метку на его рабочей головке с линией разметки, нанесенной на поверхность обрабатываемого изделия.
Регулировка фрезера присадочного типа
Револьверный упор, которым оснащается ручной присадочный фрезер, нужен не для настройки глубины фрезерования, как в предыдущем случае, а для регулировки величины отступа от верхнего края. Чтобы настроить глубину фрезерования, используют специальную шкалу на рабочей головке устройства.
Основные органы регулировки
Принцип работы ручных фрезеров по дереву
Ручной фрезер является многофункциональным приспособлением, применяемым в деревообработке, работе с металлами или пластмассой. Он используется для выбора пазов и отверстий, при изготовлении уникальных профилей или круглых стержней. Основными элементами электроинструмента является двигатель и фреза. Последние отличаются своим многообразием и широким ассортиментом, позволяющим решать различные задачи. Остальные конструктивные особенности устройства определяют его тип.

- Принцип работы погружного фрезера заключается в том, что двигатель с фрезой перемещаются по направляющим, установленным на корпусе. Саму фрезу можно передвинуть по горизонтали, вертикали и высоте. При этом сам инструмент находиться на поверхности изделия.
- Неподвижный фрезер предусматривает регулировку глубины при помощи перемещения всего инструмента целиком. Такие устройство имеют узконаправленный спектр использования.

Рекомендации по выбору
Для домашней мастерской, в которой в свободное время мастерится оригинальная мебель, идеально подойдет малый ламельный станок. Его вес около 4 кг. Если начали строительство дачи или бани, лучше приобрести среднюю по мощности модель. Она стравится с торцовкой ступеней, соединением боковых обшивок лестниц, террас и балконов, созданием декоративных элементов фасада и вырезкой различных пазов, включая выборку четверти.
В зависимости от того, что изготавливают дома или на производстве, при выборе ламельного инструмента следует обратить внимание на технические характеристики:
- мощность двигателя;
- скорость вращения;
- возможность регулировать обороты;
- наличие блокировки и автоматической защиты;
- плавность пуска;
- рабочий ход инструмента;
- конструкция подошвы;
- тип цанги;
- подключение уборщика стружки;
- наличие параллельных упоров.
Скорость вращения влияет на чистоту обработки. Покупать высокоростной ламельный инструмент для работы с деревом и стружечными плитами не стоит. Мягкий материал легко обрабатывается на малых скоростях, и двигатель работает значительно тише.








Цанга должна быть из каленой стали. Если в инструменте не устраивает только она, то приобретать более дорогую модель не стоит, проще купить качественную цангу, она легко меняется.
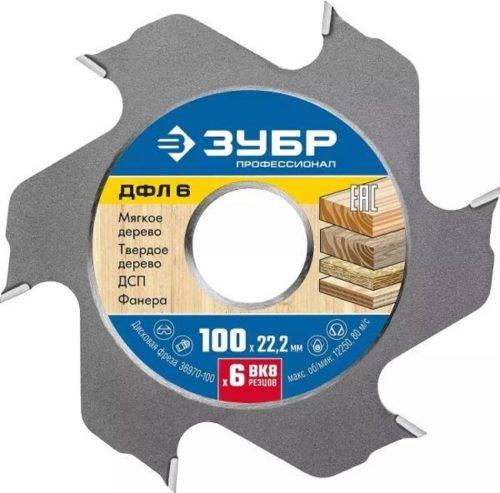
Размер ламелей для фрезера нормирован. Он рассчитан на выборку пазов фрезой диаметром 100 мм с шириной реза 4 мм. В таблице приведены фигурные шпонки, используемые в домашних мастерских и при изготовлении мебели.
| Номер ламели | Длина, мм | Ширина, мм | Толщина, мм |
| 48 | 18 | 4 | |
| 10 | 54 | 20 | 4 |
| 20 | 60 | 24 | 4 |
Рабочий ход ламельной фрезы имеет значений, когда изготавливают детали с глубокими продольными пазами, делают четверти и проточку под выравнивание доски.
Блокировка нужна обязательно. Она защитит от случайного включения, особенно если в доме есть дети. Выбор ламельных моделей большой, и каждый мастер легко может подобрать по своему вкусу.
Производительность при профильном фрезеровании: равномерный припуск
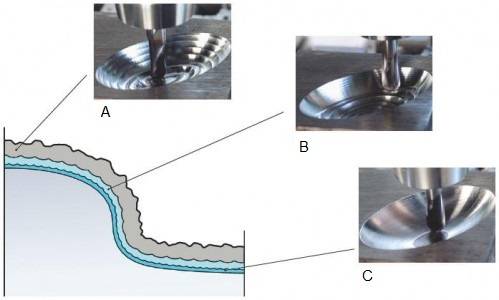
A: Черновая обработкаB: Получистовая обработкаC: Чистовая и финишная обработка
Равномерный припуска – это один из базовых критериев высокой и постоянной производительности при профильном фрезеровании, особенно высокоскоростном.
Для достижения максимальной производительности при профильном фрезеровании, распространённом при изготовлении пресс-форм, важно адаптировать размер фрез к конкретным операциям
Главная цель – получение равномерно распределённого припуска для обеспечения постоянства величины и направления силы резания
Часто бывает целесообразным работать фрезами разного размера, переходя от инструмента с большим диаметром к меньшему, особенно при лёгкой черновой и получистовой обработке, а не использовать лишь один диаметр фрезы на каждой операции.
- Оптимальное качество при чистовой обработке достигается, когда после предшествующих операций достигается минимальный и равномерный остаточный припуск
- Основная задача профильного фрезерования — обеспечить как можно более точное соответствие обработанной поверхности заданным параметрам
- Безопасный процесс резания
Преимущества равномерного припуска
- Некоторые получистовые и практически все чистовые операции можно выполнять с частичным участием оператора или даже без него
- Воздействие на направляющие станка, шариковые винты и подшипники шпинделя будет менее негативными
Обработка полости в сплошном материале
При обработке полости важно выбрать метод, при котором величина ap будет минимальной, а припуск для последующего профильного фрезерования – равномерным
Торцевые/концевые фрезы для обработки уступов и длиннокромочные фрезы оставляют ступенчатый припуск, который необходимо удалять. При этом возникают изменяющиеся силы резания и отжатие инструмента. В результате получается неравномерный припуск для чистовой обработки, который сказывается на геометрической точности обработанной поверхности
Фрезы с круглыми пластинами создают плавные переходы между проходами и оставляют меньший и более равномерный припуск для профильной обработки и, тем самым, позволяют получить детали более высокого качества
Третья альтернатива – использование высокопроизводительной фрезы для обработки полости
При этом также получается меньший и равномерный припуск (с небольшими перепадами по высоте ступеней) – благодаря небольшой глубине резания
В результате получается неравномерный припуск для чистовой обработки, который сказывается на геометрической точности обработанной поверхности
Фрезы с круглыми пластинами создают плавные переходы между проходами и оставляют меньший и более равномерный припуск для профильной обработки и, тем самым, позволяют получить детали более высокого качества
Третья альтернатива – использование высокопроизводительной фрезы для обработки полости. При этом также получается меньший и равномерный припуск (с небольшими перепадами по высоте ступеней) – благодаря небольшой глубине резания
Фреза для обработки прямоугольных уступов,оставляет неравномерный припуск большей толщины
Фреза с круглыми пластинами,оставляет небольшой припуск
Высокопроизводительная фреза,оставляет небольшой припуск
Виды используемых фрез
Для разнообразных задач используется большое количество типов фрез. В соответствии с типом конструкции различаются следующие варианты:
- Сборные фрезы являются наиболее распространённым вариантом. Их особенность связана с процессом изготовления. Сначала делают болванку для основания. А затем к ней приваривают режущую часть хвостовика. Место соединения является слабым местом при эксплуатации таких фрез. Такая разновидность используется на дешёвых моделях фрезеров.
- Использование сменных фрез более надёжно по сравнению со сборными. В этом случае режущие части крепят к основанию одним или несколькими винтами. Их достоинством является возможность легко заменить режущую часть. Эта особенность облегчает процедуру заточки хвостовика. Они более дороги, но отличаются большим сроком эксплуатации.
- Монолитные фрезы изготавливают путём обработки болванки. Они отличаются высокой прочностью. Однако их основной недостаток в том, что заточка постепенно изменяет геометрию кромки.
- Наборные фрезы. Болванка, которая в них используется, играет роль оси. На неё насаживаются режущие части, которые могут отделяться друг от друга шайбами. Изменяя набор используемых режущих частей можно подобрать фрезы для различных конфигураций кромок. Эта разновидность обычно используется профессиональными столярами.
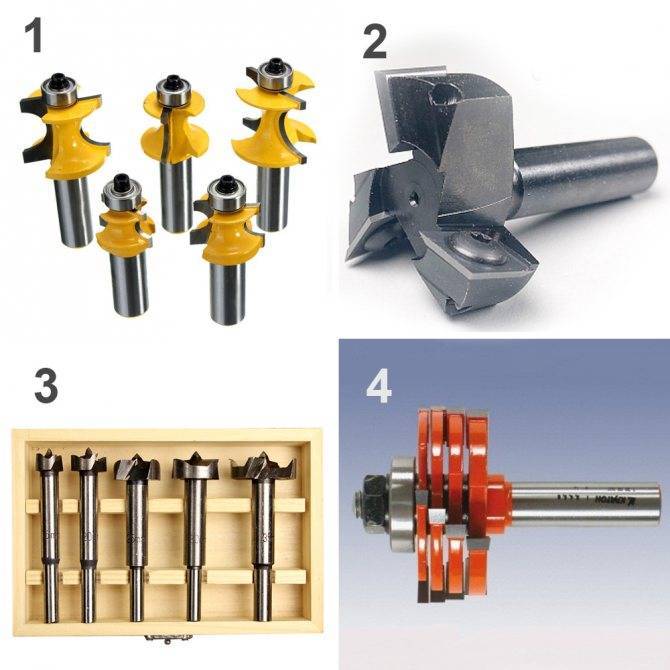
Виды фрез по конструктивному исполнению
Материал для изготовления фрез
При выборе фрез нужно учитывать то, из какого материала они сделаны. Наиболее часто используются следующие:
- Высокоскоростная сталь (HSS, High Speed Steel) хорошо подходит для работы с мягкими сортами дерева. Фрезы предназначены для высокоскоростной обработки. Если применяются при обработке твёрдого материала, могут быстро затупиться.
- Для твёрдых пород предназначены фрезы с твердосплавными напайками или полностью изготовленные из твёрдосплавной заготовки. Их обозначают как HM. Режущий край делают в таких случаях из карбида вольфрама.
Наиболее эффективным будет использовать для работы наиболее подходящие типы фрез.
Рекомендации по выбору
Планируя купить ламельный инструмент, обратите внимание на такие основные характеристики:
Мощность двигателя. В зависимости от того, что вы собираетесь делать ламельным инструментом, зависит какой мощности инструмент стоит выбрать. Для домашней мастерской вполне достаточно малого ламельного станка. Станок средней мощности нужен при строительстве дачи, или к примеру бани либо сауны. Торцовка ступеней, соединение боковых обшивок на лестнице, террасе или балконе, создание декоративных элементов фасада, вырезка пазов и выборка четверти — с этим легко справиться ламельный станок средней мощности.








Возможность регулировки угла работы
В настоящее время на большинстве современных устройств присутствует эта функция, но мы не могли не обратить на нее внимание, так как она влияет на функциональность устройства. Скорость вращения фрезы
Чистота обработки напрямую зависит от скорости вращения фрезы
Скорость вращения фрезы. Чистота обработки напрямую зависит от скорости вращения фрезы
Не стоит использовать высокоскоростной фрезер для работы с мягким материалом и древесными плитами. Они легко обрабатываются на небольших скоростях.
Тип зажима для фрезы (цанги). Цанга должна быть сделана из качественного металла. Не покупайте дорогой фрезер только из-за качественной цанги. Достаточной приобрести цангу из каленной стали и заменить, если не устраивает то, что есть в наличии.
Регулировка оборотов. Позволяет выбрать тот режим, который необходим для обработки конкретного материала. Для твердых материалов (камня, латуни, алюминия) требуется быстрое вращение, а вот для более мягких оно не нужно.
Блокировка. Автоматическая защита. Если в доме есть дети, то блокировка и автоматическая защита просто необходимы. Фактически эта функция обеспечивает безопасность ваших близких.
Плавный пуск. Позволяет без резких рывков начать процесс вырезки пазов.
Рабочий ход фрезера
Если нужно выполнить детали с глубокими продольными пазами, или проточку под выравнивание доски для пола, стоит обратить внимание на рабочий ход ламельной фрезы
Подключение мешочка для мусора. Может быть подключен пылесос или мешочек для мусора и пыли через соединительные элементы. Это обеспечивает комфорт на рабочем месте и безопасность для здоровья мастера.
Другие фрезерные машинки
Кроме указанных видов, существует еще ряд менее известных моделей, которые имеют очень узкий спектр действия. Давайте рассмотрим наиболее известные.
- Пазовальный фрезер Mafell NFU 32 913501 – универсальное устройство, отличающееся параллельным упором на обе стороны
- Кантофрезер с подачей воды MESSER M3031 10-40-009 – применяется при изготовлении столешниц или подоконников. Устройство оснащено водяной подушкой, что ускорят процесс работы, создает дополнительное охлаждение и улучшает итоговый результат.
- Фрезер для выбора пазов FLEX F 1109 251338 отличается наличием поворотных режущих пластин в количестве 4 штук.
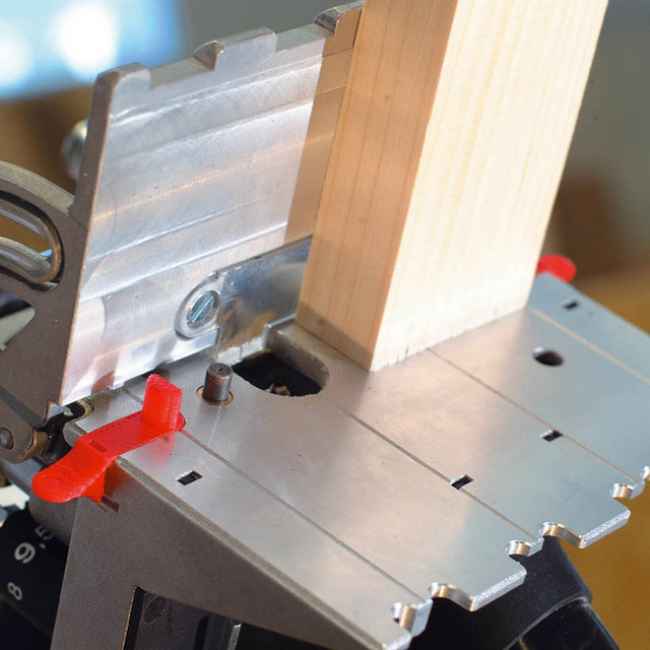
Самодельные кондукторы
Прежде всего, следует отметить, что простейшие модели кондукторов весьма недороги, поэтому изготавливать шаблон для шкантов своими руками не всегда целесообразно. К тому же нужно учитывать, что модели для конфирматов сделать наиболее легко. Варианты для шкантов отличаются более сложной конструкцией.
Для самостоятельного создания такого приспособления требуются чертежи, которые легко найти в открытых источниках. Там же встречаются инструкции в разном виде. В них описывается создание различных типов и вариантов шаблонов для шкантов: с одним и несколькими отверстиями, из разных материалов и т. д. Исходные материалы могут быть представлены подручным сырьем вроде деревянных брусков, фрагментов арматуры и пластин и т. д. Так, подойдет квадратная арматура 10х10 мм. Кроме того, понадобятся слесарные инструменты и такое оборудование, как дрель и болгарка. Для создания более сложных кондукторов требуется сварочный аппарат.
Самостоятельное создание шаблона для шкантов включает несколько стадий. На первой арматуру нарезают на фрагменты, длина которых определяется размерами изделия. Далее проделывают отверстия для сверления, для чего необходимо знать их параметры. Они имеют диаметр 5 мм и находятся в 8 мм от края кондуктора и 32 мм друг от друга. Для повышения удобства применения возможно оснащение упором. В виде него может выступать согнутая под прямым углом пластина, закрепляемая на изделии. Детали фиксируют с применением струбцины и скрепляют резьбовыми соединениями. Кроме того, иногда самодельные кондукторы оснащают поддонами для стружки в виде фрагментов пластиковых бутылок.
Контрольный перечень вопросов по профильному фрезерованию
Для правильного выбора инструмента и оптимального метода обработки следует внимательно изучить профиль детали:
- Определите минимальные радиусы и максимальную глубину полостей
- Оцените объём снимаемого материала
- Во избежание вибрации проверьте инструментальную сборку и закрепление заготовки. Для получения хорошей геометрической точности профиля вся обработка должна выполняться на оптимизированных станках
- Использование отдельных, высокоточных станков для чистовой и финишной обработки позволяет снизить, а иногда и полностью устранить потребность в трудоёмкой полировке вручную
- Для достижения значительной экономии может потребоваться программирование более высокого уровня. Для получения форм, близких к заданным, и максимально высокого качества используйте цельные твердосплавные концевые фрезы и высокую скорость резания
- Черновая и получистовая обработка крупных деталей, как правило, наиболее продуктивно выполняется с использованием обычных методов и инструментов. Исключением является алюминий, для черновой обработки которого также используется высокая скорость резания
Назначение инструмента
Ручной присадочный фрезер под шканты предназначается для высверливания глухих отверстий в деревянных материалах, под соединения округлыми шпонками при изготовлении мебели.
Во время строительства коттеджей из дерева и домов применяют профессиональный присадочный станок для фрезеровальных работ. Воспользовавшись его помощью делают отверстия под стыковку бревен между собой на одном уровне и угловые переплетения
Взяв во внимание высокие нагрузки на соединение, в круглые отверстия часто заколачивают квадратные шпонки, исключая их проворачивание и смещение
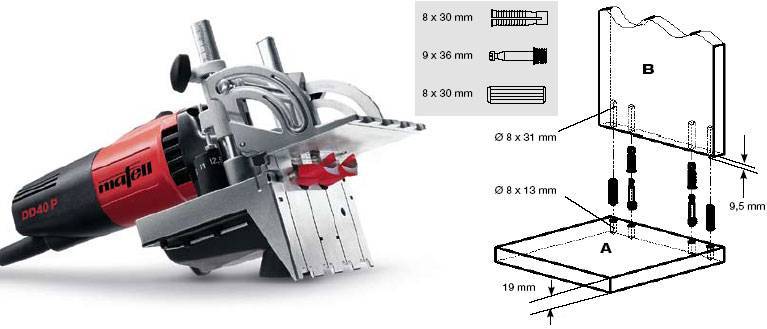
В домашних мастерских и на фабриках по производству мебели применяют ручной фрезер под шканты. Он просверливает сразу 2 отверстия с нормированным расстоянием между центрами 32 мм. Настройка дает возможность без маркировки фрезеровать пазы в ответных деталях для соединений:








- по кромке от торца;
- по пласти заготовки от базовой кромки;
- в соединениях в углу.
Глубина высверливания в 2-ух сопрягаемых деталях благодаря регулировке выходит равной длине шкантов. При состыковке торцами размер шпонки разделяется надвое и режется в двух деталях на одинаковую глубину. По пласти сверловка изготавливается в размер приблизительно 60% толщины доски или стружечной плиты. Оставшийся размер фрезеруют в срезе сопрягаемой детали.
Подпружиненные упоры настраиваются на размер от торца или остальной чистовой поверхности. Расположение их симметрично. В результате размер с двух сторон выдерживается автоматично, без маркировки. Соединение выходит без смещения и перекосов.
Межцентровое расстояние 32 мм обеспечивается фиксированным расположением шпинделей и выдерживается точно. Разметка и сверление отверстий дрелью дают большую погрешность. Фрезы для присадочного фрезера имеют строго нормированный диаметр, подходящий толщине шпонок. По большей части применяют 3 типоразмера инструмента с диаметром 6, 8 и 10 мм и цилиндрическим хвостовиком 8 мм. Отверстия под шканты 8–12 мм делают по большей части концевыми цилиндрическими фрезами. Для диаметра поменьше используют фрезу-сверло.

Шканты делаются специализированными фрезами, продающимися наборами и отдельно. Их можно ставить на дрель и попарно на присадочный фрезер. Из деревянного массива вырезается длинный цилиндр с высокой точностью по наружному диаметру и длине.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Сообщества › Сделай Сам › Блог › Инструменты для сборки мебели (личный опыт).
Во вчерашней теме про постройку шкафов очень много людей попросили рассказать о том, с помощью каких инструментов мы с товарищем собирали мебель.
Полагаю, что профессионалам это будет неинтересно, а многие так вообще скажут, что шаблоны можно было сделать самим и не тратить деньги. Можно, но не имея опыта, это сложно и долго. Мы пошли по быстрому, нj затратному пути — купили готовые. Однако, я очень благодарен всем, кто прислал мне чертежи своих шаблонов — это очень помогло вникнуть в тему и понять что к чему.
Вообще, как я понял для соединения дсп с помощью конфирматов используют два подхода: 1) Шаблоны для сверления торцевых и лицевых отверстий. Они могут быть и в виде линеек (как Черон) и в виде барабанов. Могут из себя представлять и целые системы, которые крепятся к листу дсп. Но общий смысл в том, что каждый лист рассверливается по одиночке. Возможно, можно и сэкономить время и использовать другой метод. 2) Струбцины для фиксации листов лдсп под нужным углом (как правило 90 градусов) и конфирматное сверло. Плюс этого варианта в том, что за один проход мы получаем сразу обе дырки и можем тут же закрутить конфирмат. Казалось бы, все легко и просто, но теперь попробуйте в квартире совместить под углом панели длиной 2600 и 1200 мм. Тяжело? разбегается? да, и в одиночку никак (не то, что в первом варианте).
Сведем плюсы и минусы каждого варианта. Шаблоны/кондукторы: + Легкость в использовании. + можно работать в одиночку. + не нужно переживать за центровку сверла — как правило шаблоны/кондукторы имеют стальные вставки, которые позволяют сверлить прямо сквозь них. — для работы потребуется несколько штук. — дорого (если покупать). — надо иметь либо чертежи, либо хорошо развитое пространственное мышление, так как каждая деталь сверлится отдельно.
Струбцины и конфирматное сверло: + Быстрота и простота в обращении. + за один “проход” получаем сразу готовые дырки в двух деталях. + недорого. — тяжело работать в одиночку, особенно если детали большие. — проблема с центровкой сверла.
Что выбрать каждый решает для себя сам. Но, скорей всего Вы так же как и мы скомпилируете оба варианта в один =) Например, конфирматное сверло очень удобно при прихватывании “по месту” уже соединенных больших деталей.
Итак, для сборки мебели были куплены шаблоны фирмы Черон (у них есть одноименный сайт). Не сочтите за рекламу, но они смогли грамотно преподнести свой товар — у них на сайте лежат видео, которые помогают получить представление о работе с их изделиями. Ну, и тут на драйве их посоветовали. В итоге решили купить их. И сейчас я расскажу про них и как ими работать.
Начнем с самого простого — шаблона для мебельных ручек. Я купил МШ-22 (96,128,160,192мм), но можно взять и попроще и подешевле (там под 96 и 128 мм). В принципе, можно обойтись и без него, но повторюсь — деталей было очень много, а сборка осуществлялась по вечерам. Те, во главу угла ставилась экономия времени и облегчение условий труда. Работа с этим шаблоном проста: отмечаем середину ручки, прикладываем МШ-22 и отмечаем место крепления с необходимым отступом от края двери (я брал 40 мм).
Разновидности присадочных станков
В промышленном производстве мебели первыми были сверлильно-присадочные станки для одной детали. Они были одношпиндельными и выполняли одно отверстие, со временем они перестали пользоваться популярностью. И причина этого в том, что карта присядки содержит много точек для проделывания отверстий, именно поэтому все существующие ныне модели таких станков являются многошпиндельными.
Первые модели станков данного типа имели следующую основу:
- станину и стол;
- сварную раму, на которой будут размещены шпиндели.
При запуске электродвигателя станок начинал работать, при этом опускалась рама, а шпиндели делали отверстия. В те годы в Советском Союзе не было серийного производства такого оборудования, каждая мебельная фабрика производила их самостоятельно. Однако процесс был крайне длительным, при этом нужно было делать отдельный станок для каждой детали.
В течение какого-то периода такие станки перестали применяться при производстве мебели, вместо них стали применять многошпиндельные конструкции для разных деталей.
Настоящее время
В последние годы мебельные компании начали активно переходить на многошпиндельные станки, оснащенные сверлильной головкой. Она нужна для создания требуемого количества отверстий, применяемых для установки сверл. Такие отверстия размещены на расстоянии 1,5 дюйма друг от друга. Головка двигается благодаря электродвигателю, который применяется вместе с такими передачами, как:
- цепные;
- шестеренные;
- ремневые.
Но нужно учитывать, что срок службы ремневых передач не слишком долог, соответственно, их нужно будет часто менять.
А вот применение цепных передач создает много шума во время работы. Поэтому производители мебели выбирают преимущественно шестеренные передачи, в которых крутящий момент передается от одного шпинделя к следующему. Такое вращение обеспечивается благодаря правым и левым сверлам.
Станки, применяемые для индивидуального производства мебели, оснащены одной шпиндельной головкой, которая размещена в вертикальной или горизонтальной плоскости. Точное размещение зависит от создаваемого отверстия.
Многошпиндельные конструкции, оснащенные одной головкой, обычно применяют для создания таких отверстий:
- горизонтальных;
- вертикальных.
Естественно, что можно создать их и все вместе, но для этого потребуется смещение деталей, что может впоследствии нарушить при сверлении геометрию.
Более привлекательными являются станки-половинки, которые практичны и более функциональны. Ключевая их особенность — это присутствие горизонтальной боковой сверлильной головки, а также двух вертикальных внизу. В числе других преимуществ таких конструкций следующее:








- они более удобны в эксплуатации по сравнению со сверлильными головками;
- можно сделать придаточные отверстия в 3−4 приема;
- хорошо подходят для индивидуального использования.
Конструкция сверлильно-присадочных станков автоматического типа включает в себя вращающиеся головки, благодаря которым можно делать отверстия, которые могут быть разных размеров и иметь сложные карты присядки. Они могут быть применены в серийном производстве мебели. В числе их недостатков — это длительная настройка. Например, когда нужно сделать детали нестандартного размера, калибровать станок потребуется целый день.
Для компаний, которые занимаются производством мебели по индивидуальным заказам, лучше всего выбирать станки с продольной подачей. Их преимущества следующие:
- несложная настройка;
- есть вызываемые головки.
Обработка одной детали займет около 2 минут, но для крупных производителей это много.
Самое дорогостоящее оборудование данного типа — это с поперечной подачей. Высокая стоимость обусловливается высоким КПД. При необходимости создания отверстий в детали можно применять одно определенное сверло.
Интерскол ФМП 12/1000Э: открытие 2017 года

Если в предыдущей модели вам не хватает мощности, то новинка российского бренда по этому показателю ее превосходит. Фрезер в высокоточном режиме делает парные отверстия для круглых дюбилей при стандартном расстоянии между осями фрез. Бюджетное по сравнению с зарубежными аналогами приспособление лишено их некоторых недостатков. Так, можно предварительно установить расстояние от кромки до оси или самих кантов, к тому же расположенных необязательно под прямым углом. Такое месторасположение сохраняется даже при серийной работе.
Преимущества:
- профессиональное оборудование;
- работает с мягкими и твердыми сортами древесины;
- мощность 1000 Вт;
- производительность 18500 об./мин.;
- фрезерование на глубине до 43 мм;
- под фрезы диаметром 5 – 12 мм при цанге 8 мм;
- прозрачное окно на упоре ограничителя глубины для хорошей
- видимости разметки;
- четкие обозначения и шкалы;
- упор регулируется;
- шпиндели фиксируются;
- наличие ступенчатого шаблона для точности шага;
- адаптер для подключения пылесоса;
- сохранение веса на отметке 3,6 кг;
- средняя стоимость 15000 руб.
Недостатки:
на данный момент модель малодоступна в продаже.
Назначение инструмента
Ламельные фрезеры предназначены для выборки пазов под фигурные шпонки при соединении деревянных деталей. На практике их применение значительно шире. Ручными станками кроме дерева обрабатывают:
- оргстекло;
- пластик;
- ДВП и ДСП;
- гипс;
- алюминий;
- бронзу;
- камень мягких пород – туф, ракушечник, песчаник.
Для чего нужен ламельный фрезер, инструмент узкой специализации, в домашней мастерской. По прямому своему назначению он используется редко. Значительно чаще владелец выполняет на нем другие работы:
- выборку четверти;
- профилирование кромки;
- выборку длинных пазов;
- вырезку нестандартных шипов;
- формирование зазоров в обшивке;
- создание узоров на наличниках;
- выравнивание доски по толщине;
- удаление дефектов.
Снять угол, сделать четвертной паз можно другими инструментами. Преимущество ламельного фрезера в том, что он не переводит всю вырезаемую древесину в стружку. Пройдя по двум перпендикулярным плоскостям, мастер получает квадратные брусочки малого сечения 20 – 40 мм. Рейки можно использовать при утеплении и обшивке, сделать из них декоративное украшение фасада. Работать с ламельным фрезером значительно легче, чем делать аналогичные выборки другими электрическими инструментами.
Фрезы легко меняются, имеют разную форму. При движении инструмента вдоль кромки, производится фигурная обточка торца с последующей шлифовкой.
Для нестандартного соединения двух досок под прямым углом используют фрезер для вырезания паза по плоскости одной детали и создания длинного шипа в торце другой. Аналогичным образом создаются соединения для крепления ножек стола и тумбочки.
При обшивке деревянного дома изнутри не надо подгонять с большой точностью торцы планок на потолке и стенах. Достаточно настроить фрезер и пройти вдоль углов по всему периметру. Равномерный зазор для расширения обеспечен.
Настилать пол и подшивать потолок необходимы доски одинаковой толщины. Ламельный инструмент значительно упрощает эту работу.
- Надо выровнять на досках одну плоскость.
- Выставить высоту реза – толщину доски.
- Пройти по периметру на всю глубину фрезы, опираясь на базовую плоскость.
- Перевернуть доску и снять все лишнее по созданным фрезой маркерам.
После этого пройтись фрезером по углам и можно стелить пол. Он будет идеально ровный без циклевки.
Использование ламельного инструмента для резьбы по дереву придумано мастерами, увлекающимися созданием оригинальных украшений для своего дома внутри и фасада.

При обнаружении в доске смоляного мешка, это место вырезается лодочковой фрезой. Затем в выборку вставляется вставка соответствующей конфигурации. Выступающая древесина сошлифовывается. Большую доску не надо выбраковывать из-за мелкого дефекта.
Виды
Сегодня, кроме классических, появились специализированные модели фрезеров: лёгкие кромочные триммеры, ламельные и присадочные.
Легкий кромочный фрезер-триммер
Маломощный двигатель, небольшой вес, возможность работать, удерживая инструмент одной рукой. Подходит для неглубокой обработки кромок досок.

На многих моделях нет возможности регулировки фрезы по глубине за счет хода фрезера относительно платформы вверх/вниз, только небольшой ход за счет положения хвостовика фрезы в цанге.
Иногда имеет отличия в конструкции платформы: снизу платформы имеется захват, который удерживает фрезер во время передвижения по кромке заготовки.
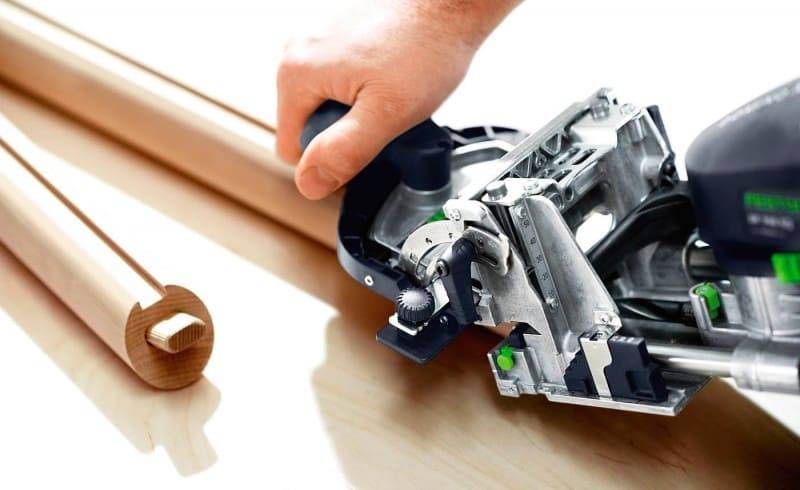
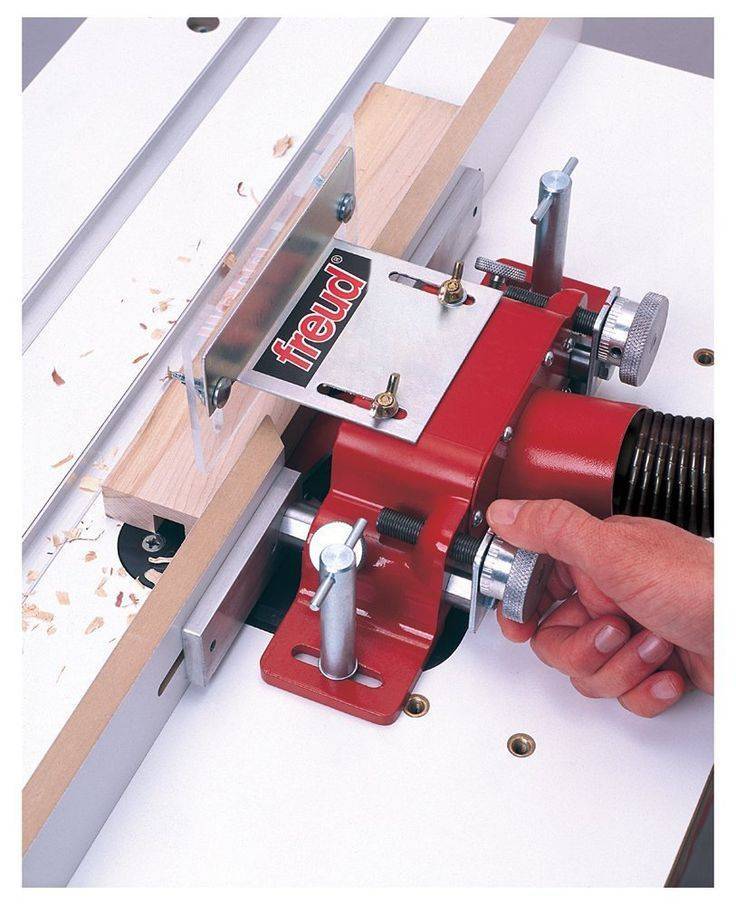
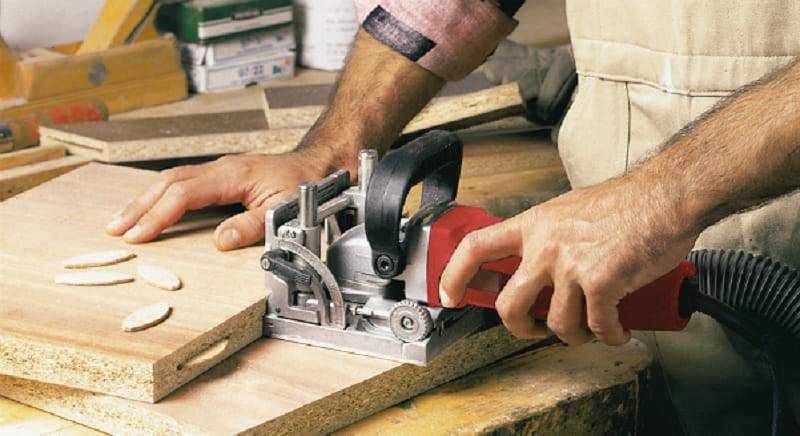
Ламельный
Расположение и упоры ламельного фрезера позволяют делать выборку под соединения паз/шип. Например, для соединения по углам рамок картин, рам, коробок, мебельных деталей и других обрамлений, и соединений. Работает с плоскими фрезерами большого диаметра.









Пример ламельной фрезы:
На фото сам ламельный фрезер. Видна рабочая часть и ламельная фреза:
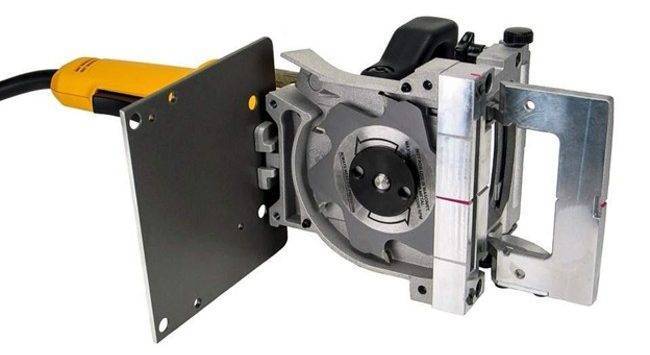
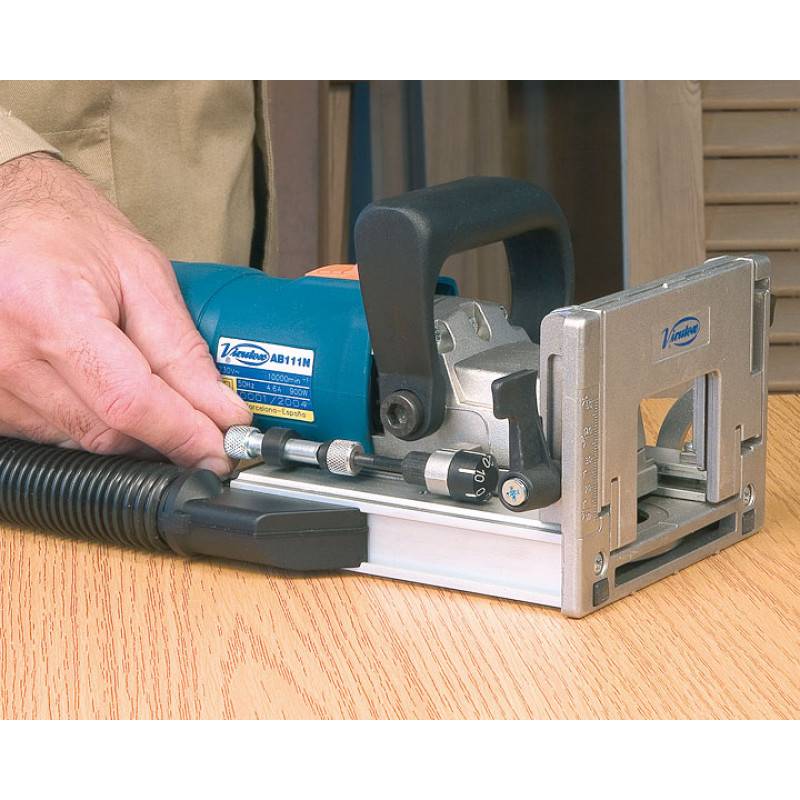
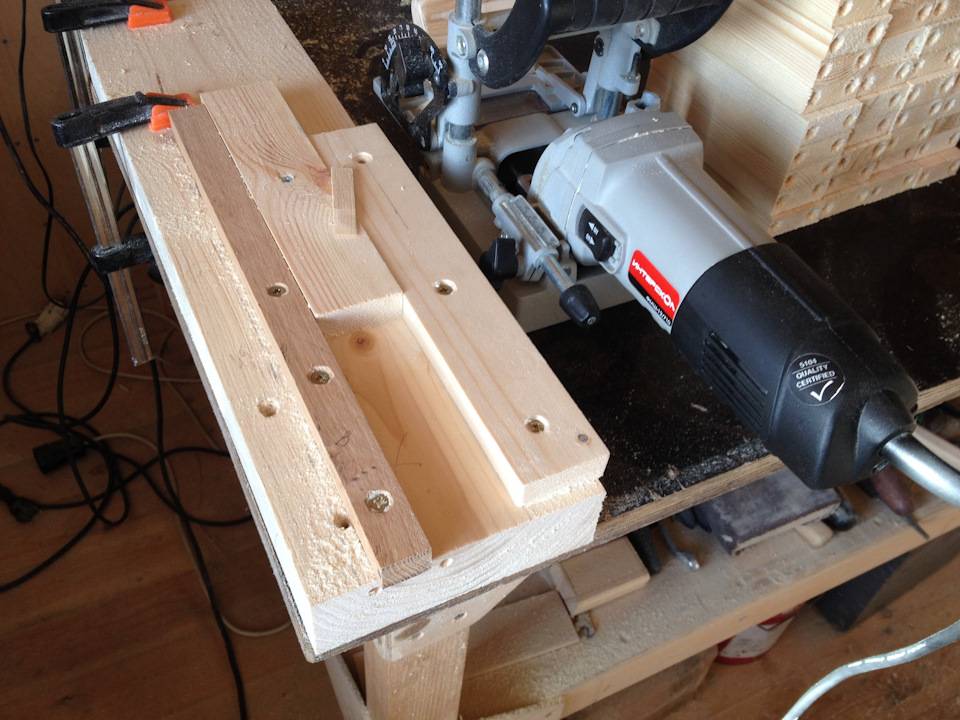
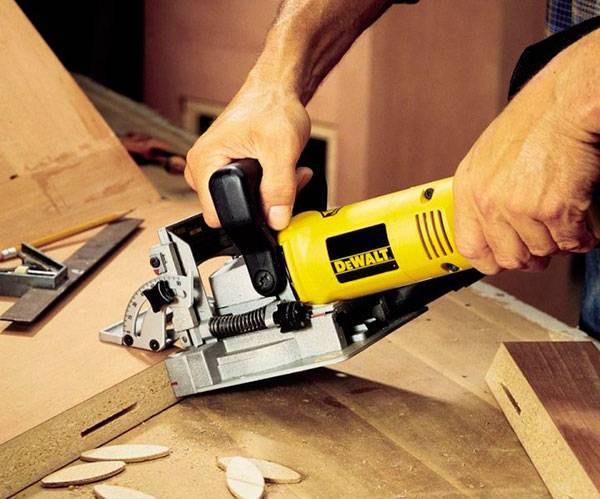
Присадочный или дюбельный
Узкоспециальный инструмент. Имеет два вращающихся шпинделя. Предназначен для сверления отверстий под деревянные шпунты на одинаковом и точном расстоянии и выборки пазов.
Главное отличие от классического фрезера – горизонтальное расположение, внешне напоминает «обезьянку» (УШМ) с насадкой.
Как пример – присадочный (дюбельный) фрезер с двумя фрезами на фото:

Также рекомендуем почитать интересную статью о том, как фрезером врезать замок в дверь.





