Обзор станка 1В62Г: описание, технические характеристики, фото
Универсальный токарно-винтовой станок 1В62Г выпускался Астраханским станкостроительным заводом. В его конструкции учтены недостатки аналогичных моделей, в результате чего оборудование имеет более широкий функционал и улучшенные эксплуатационные параметры.
Особенности станка
Главной особенностью, которой обладает токарно-винторезный станок 1В62Г, является выемка на станине. Она закрывается съемным мостиком, убрав который можно обрабатывать крупногабаритные детали различной формы (кольца, диски, цилиндры и т.д.) диаметром до 62 см.
Для обеспечения максимально точной обработки станина станка 1В62Г изготовлена в виде жесткой коробчатой формы. При этом шлифованные направляющие имеют достаточно высокую механическую прочность. На точность обработки влияет схема шпинделя, которая включает в себя подшипники качения.
Помимо основных параметров станка 1В62Г можно выделить следующие особенности его конструкции:
- конфигурация резцедержателя. Она спроектирована таким образом, что обеспечивает стабильную фиксацию резца;
- фартук. Имеет уникальный механизм отключения основного суппорта;
- повышенные меры защиты. Они заключаются в правильно подобранных блокирующих и ограждающих устройствах;
- универсальная конструкция зажима. Это дает возможность крепить на шпиндельный узел различные виды патронов.
Эти характеристики позволяют использовать станки 1В62Г для комплектации мелкосерийных производств или мастерских. Также стоит выделить относительно небольшие размеры конструкции (280*119*145 см) и массу – 2430 кг.
Для обеспечения работоспособности в станке предусмотрены три трехфазных двигателя асинхронного типа – 7,5, 0,75 и 0,12 кВт.
Технические характеристики
Обзор параметров следует начать с указания класса точности станка. Он соответствует индексу «Н» согласно принятой классификации по ГОСТ 8-82Е. Условно технические характеристики можно разделить на несколько групп – основные, шпиндель и подача.
Максимально допустимый диаметр детали над станиной станка составляет 44,5 см. Это же значение при расположении заготовки над суппортом не должно превышать 22 см. Параметры указаны при закрытой выемке. Размеры детали не могут быть более 75, 100 или 150 см. Пределы длины обтачивания равны 65, 90 и 140 соответственно.
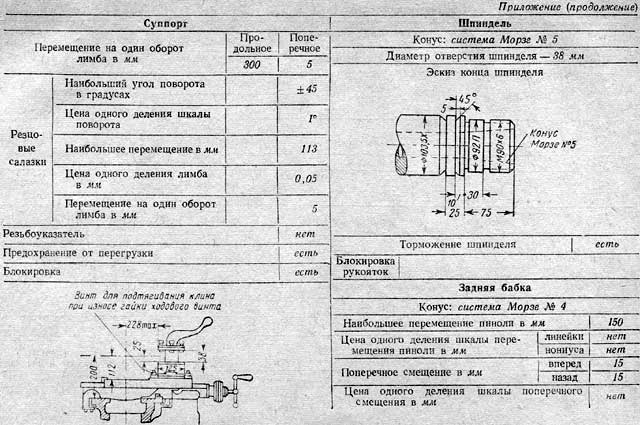
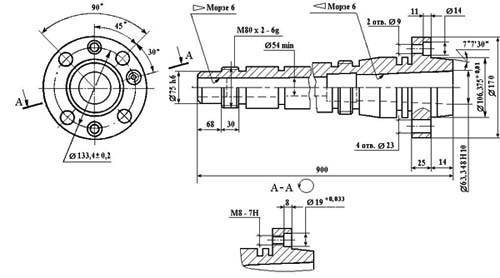
Параметры шпинделя
Основными параметрами шпиндельной головки являются количество скоростей (21) и частота прямого вращения вала (от 10 до 1400 об/мин). Для обратного вращения число ступней уменьшено в два раза и составляет 12.
Кроме этого следует учитывать такие характеристики шпинделя станка 1В62Г:
- размер внутреннего конуса – Морзе 5;
- конец шпинделя согласно принятой классификации по ГОСТ 12593-72 – 6К.
Благодаря наличию подшипников качения в конструкции можно выполнять своевременную регулировку шпинделя. Для этого предусмотрены специальные гайки. Они соответствуют метрическому размеру М6.
Суппорт
Предназначен для фиксации резца и его смещения относительно вращающейся заготовки по горизонтальной и вертикальной оси, а также в наклонном положении. Для этого в механизме предусмотрены устройства пошаговой регулировки с различной степенью точности.
Одной из главных особенностей суппорта является допустимое смещение каретки в продольном и поперечном направлении. Значения этого параметра соответственно равны 90 и 28 см. Для салазок (верхнего суппорта) максимальное поперечное смещение составляет 13 см. Число передач (продольных и поперечных) равно 50.
Дополнительно следует знать такие параметры данного узла станка 1В62Г:
- скорость смещений. Для поперечного направления – 2, продольного – 4;
- максимальное значение скоростей подачи (мм/об). У поперечных это значение варьируется от 0,009 до 11,2; у продольных – от 0,018 до 22,4;
- смещение на одно деление лимба – 0,05 мм.
Также учитываются параметры нарезаемой резьбы. Они отличаются в зависимости от классификации. Для метрических и модульных максимальное количество составляет 36 при пределе шагов от 0,5 до 224. У дюймовых и питчевых эти значения другие – 45 и 77-0,125 соответственно.
Для фиксации заготовки на оборудовании установлена задняя бабка. Наибольшая длина смещения ее пиноли составляет 15 см. Перемещение самой конструкции огранивается значением ±15 мм.
Перед началом работы на станке необходимо ознакомиться с правилами установки, настройки и эксплуатации. Они подробно изложены в техническом паспорте оборудования.
В видеоматериале показан пример проверки работы станка:
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
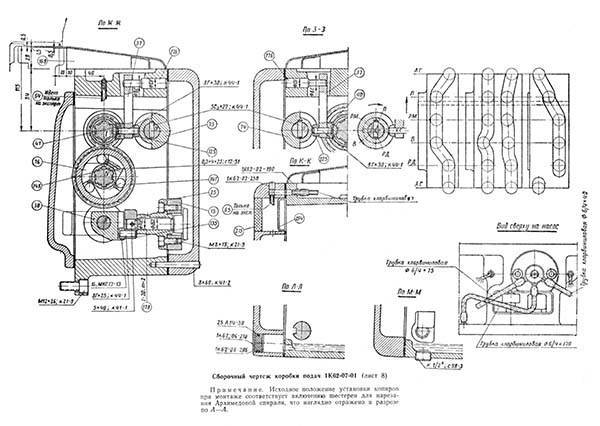
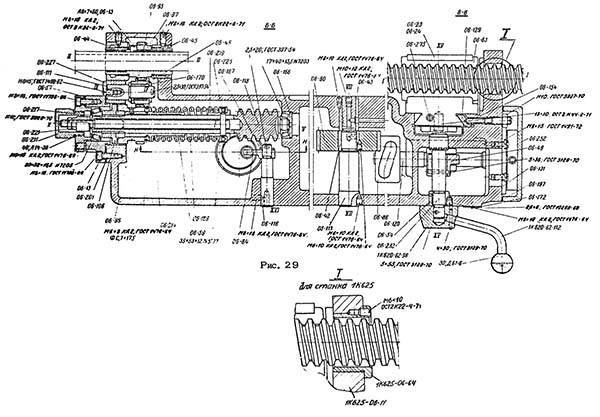
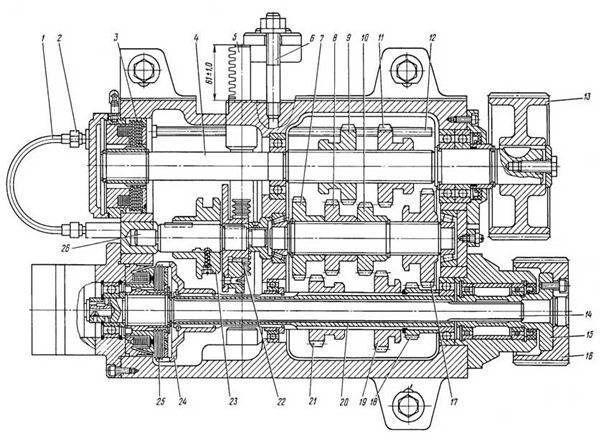
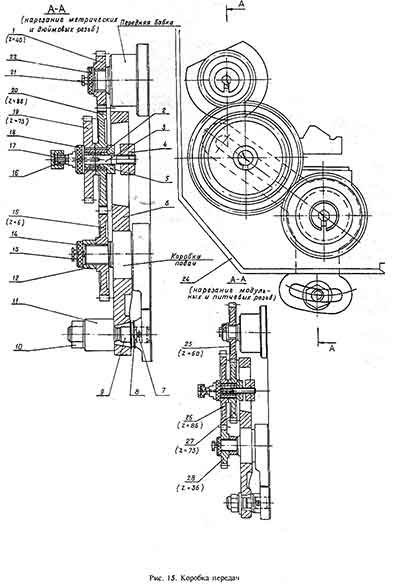
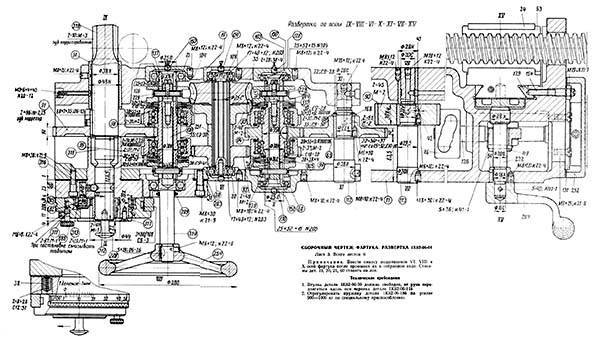
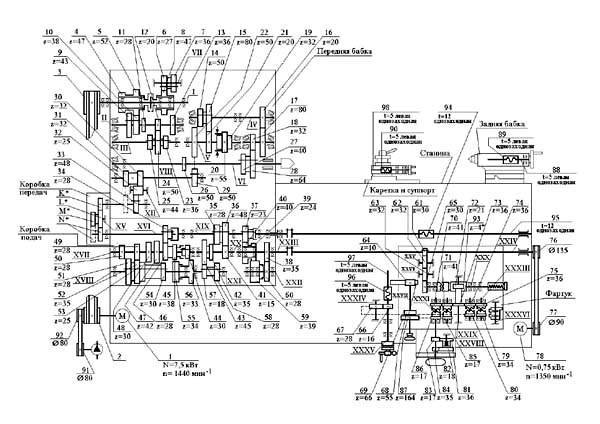
Коробка скоростей
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
Технические характеристики токарно-винторезного станка 1В62Г
| Параметр | Значение |
|---|---|
| Высота центров, мм | 230 |
| Диаметр обработки над станиной, мм | 445 |
| Диаметр обработки над суппортом, мм | 220 |
| Диаметр обработки в выемке станины, мм | 620 |
| Диаметр обрабатываемого прутка, мм | 52 |
| Ширина направляющих, мм | 350 |
| Расстояние между центрами, мм | 1000/1500 |
| Передний конец по DIN 55027 | №6 |
| Диаметр отверстия шпинделя, мм | 54 |
| Конусное отверстие Морзе шпинделя | №6 |
| Количество скоростей шпинделя | 24 |
| Диапазон оборотов шпинделя об./мин | 10 . 1400 |
| Мощность главного привода, кВт | 7.5 |
| Количество подач | 50 |
| Диапазон продольных подач, мм/об. | 0.036 . 22.4 |
| Диапазон поперечных подач, мм/об. | 0.018 . 11.2 |
| Шаг метрической резьбы, мм | 0.5 . 224 |
| Шаг дюймовой резьбы, вит/1 | 77 . 0.125 DP |
| Шаг модульной резьбы | 0.5 . 224 M |
| Шаг диаметральной резьбы | 77 . 0.125 DP |
| Ход поперечных салазок, мм | 280 |
| Ход верхних салазок, мм | 130 |
| Диаметр пиноли, мм | 75 |
| Конус Морзе пиноли | №5 |
| Ход пиноли, мм | 150 |
| Габаритные размеры, мм | 2800x1190x1450 |
| Масса станка 1В62Г, кг | 2400 |
Комплект поставки, входит в цену, токарного станка 1В62Г
| Обозначение | Наименование | Кол. | Примечание |
| 1В62Г | Станок в сборе | 1 | |
| Сменные части | |||
| Количество | |||
| 1В62Г | |||
| 1В62Г.81.72 | Зубчатое колесо | 1* | z=40 |
| 1В62Г.81.73 | Зубчатое колесо | 1* | z=64 |
| 1В62Г.81.74 | Зубчатое колесо | 1* | z=73 |
| 1В62Г.81.75 | Зубчатое колесо | 1* | z=86 |
| 1В62Г.81.76 | Зубчатое колесо | 1 | z=36 |
| 1В62Г.81.77 | Зубчатое колесо | 1 | z=44 |
| 1В62Г.81.82 | Зубчатое колесо | 1 | z=60 |
| Запасные части | |||
| 1В62Г.24.299 | Накладка | 1 | |
| Другие части станка, демонтируемые перед упаковкой | |||
| Накладка | 1 | Резиновый коврик на заднюю бабку |
| Патрон 7100-0035 ГОСТ 2675-80 | 1 | 3-х кулачковый самоцентрирующий, D=250 мм | |
| Рукоятка 7061 – 0430 А31. 0103.01-89 | 1 | Поперечного перемещения суппорта | |
| Ремень Z (О) – 800 – IV ГОСТ 1284.1-83 | 1 | Ремень для маслонасоса | |
| Инструмент | |||
| 1В62Г.83.440 | Ключ | 1 | К электрошкафу, к ограждению коробки передач. |
| 1В62Г.83В.007 | Ключ | 1 | Для запирания вводного выключателя |
| 1А62.126 | Ключ | 1 | К резцедержателю |
| Масленка МЖС ШМАИ 300593.001ТУ | 1 | ||
| Документы | |||
| 16В20.00.000 РЭ | Руководство по эксплуатации | 1 |
*Колёса зубчатые установлены на станке
Комплектация за доп. плату к токарным станкам 1В62Г
| Обозначение | Наименование | Кол. | Примечание |
| 1В62Г | Станок в сборе ( с механической подачей верхнего суппорта) | 1 | Каретка и суппорт 1В62Г.36.000 |
| Сменные части | |||
| 1В62Г.96.000 – 01 | Комплект сменных зубчатых колес | 1 | с числами зубьев 46, 48, 52, 54, 66, 101 |
| 1В625МГА.96.000-01 | Комплект сменных зубчатых колес | 1 | с числами зубьев 41, 44, 48,54, 66, 69 |
| Принадлежности | |||
| 1В62Г.П3А.000 | Линейка конусная | 1 | |
| 16В20.43.000 | Люнет неподвижный | 1 | D=30-160 мм |
| 16В20.44.000 | Люнет подвижный | 1 | D=20-110 мм |
| 1В62Г.48.000 | Комплект приспособлений для установки инструмента | 1 | Для продольного точения деталей Dсвыше 220 мм |
| 1В62Г.55А.04 | Упор продольного перемещения | 1 | |
| 1В62Г.90.03 | Патрон поводковый | 1 | D 315 |
| Патрон 7100 – 0039 ГОСТ 2675-80 | 1 | ||
| Патрон 7100 – 0012 ГОСТ 3890-82 | 1 | ||
| Втулки переходные ГОСТ 13598-85 | Переходные для инструмента с коническим хвостовиком: | ||
| 6100-0204 | 1 | Морзе 4/2 | |
| 6100-0206 | 1 | Морзе 5/3 | |
| 6100-0207 | 1 | Морзе 5/4 | |
| 1В62Г. 52.000 | Патрон сверлильный | 1 | до D 13 мм |
| 1В62Г.98.100 | Штанга | 1 | Для транспортировки станка |
Общероссийский классификатор продукции (ОКП) ОК 005-93
Отраслевой классификатор металлорежущих станков ОК 005-93
Классификация станков в Общероссийском классификаторе продукции ОКП ОК005-93 используется при решении задач каталогизации продукции, включая разработку каталогов и систематизацию в них продукции по важнейшим технико-экономическим признакам. Это назначение классификатора представляет интерес для оценочной деятельности, в частности, для построения каталогов-прейскурантов и баз данных, содержащих ценовую информацию.
ОКП — наиболее подробный классификатор станков, включающий виды продукции. Структура шестизначных кодов выглядит следующим образом:
XX 0000 — классы продукции;
XX Х000 — подклассы;
XX ХХ00 — группы;
XX ХХХ0 — подгруппы;
XX ХХХХ — виды.
Пример кодирования в ОКП:
38 0000 – (класс) Оборудование металлообрабатывающее и деревообрабатывающее;
38 1000 – (подкласс) станки металлорежущие;
38 1100 – (группа) Станки токарной группы
38 1140 – (подгруппа) Станки токарно-затыловочные, токарные комбинированные и лоботокарные;
38 1148 – (вид) Станки токарные и токарно-винторезные патронные.
Использование кодов ОКП помогает быстро найти нужную информацию, что весьма важно при переоценке. По мере создания баз данных по отдельным видам машин и оборудования все большее значение приобретает задача их интеграции на основе единого классификатора объектов оценки, в качестве которого целесообразно использовать ОКП
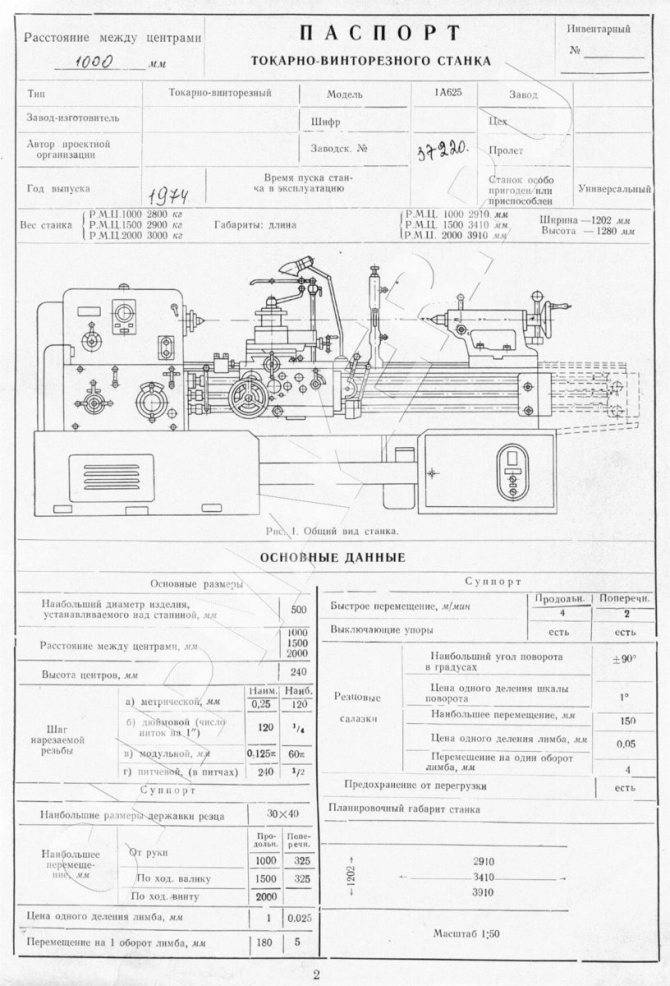
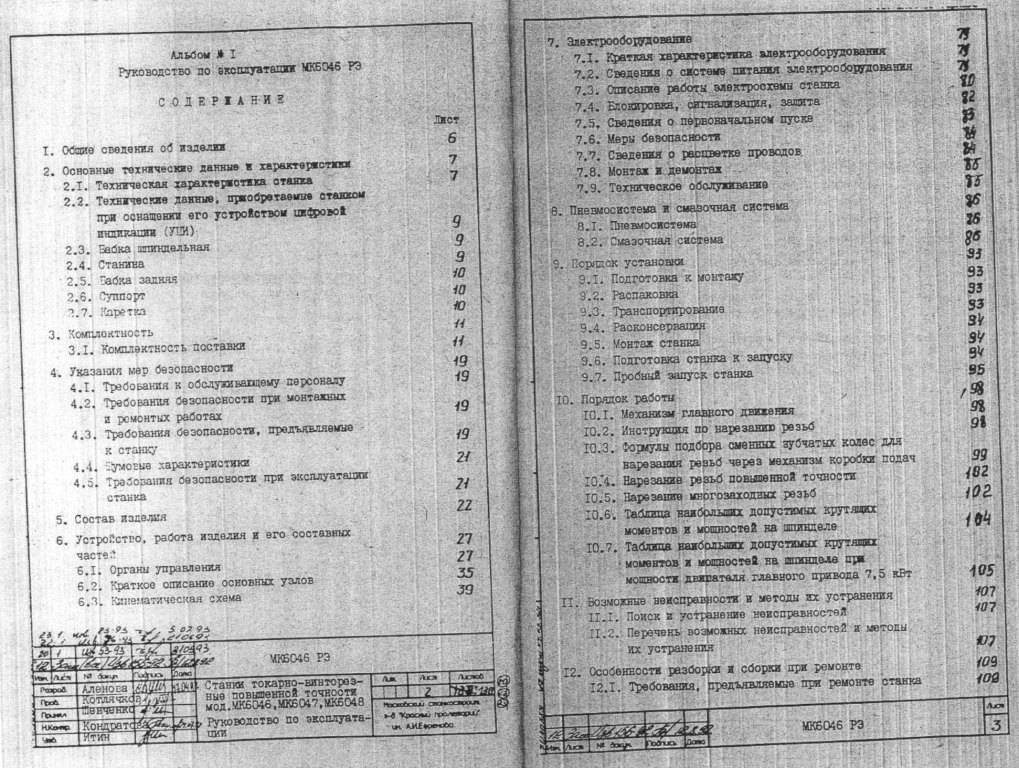
Паспорт
Паспорт токарного станка 16В20 включен в поставляемую с ним «Инструкцию по эксплуатации». Основные сведения о выпущенном и проверенном экземпляре станка приведены в главе «Сведения о приемке». Ее первая часть посвящена проверке электрооборудования. В ее начале указана модель, серийный номер и изготовитель электрошкафа, а в конце стоит подпись ответственного за его испытание.


В следующем разделе приведены данные о консервации с указанием даты выполнения этой операции, государственных стандартов и сроков действия консервации, а в завершении стоит подпись ответственного. Далее следуют данные об упаковке (тоже с подписью ответственного), а завершает главу раздел «Свидетельство о приемке». В нем указаны обозначение, модификация и серийный номер станка, но нет таблицы с техническими данными испытаний, которая в прежние времена обычно завершала паспорт токарного станка. Вместо этого приводится перечень ГОСТов и ТУ, требованиям которых он полностью соответствует по результатам «осмотра и проведенных испытаний».
СКАЧАТЬ ПАСПОРТ МОЖНО ЗДЕСЬ.

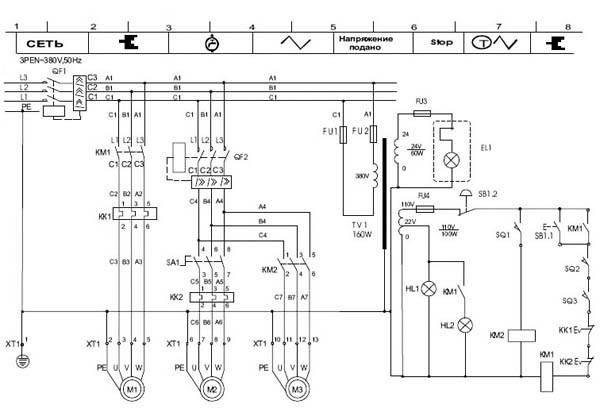
Схема электрическая принципиальная токарного станка 1А62Г
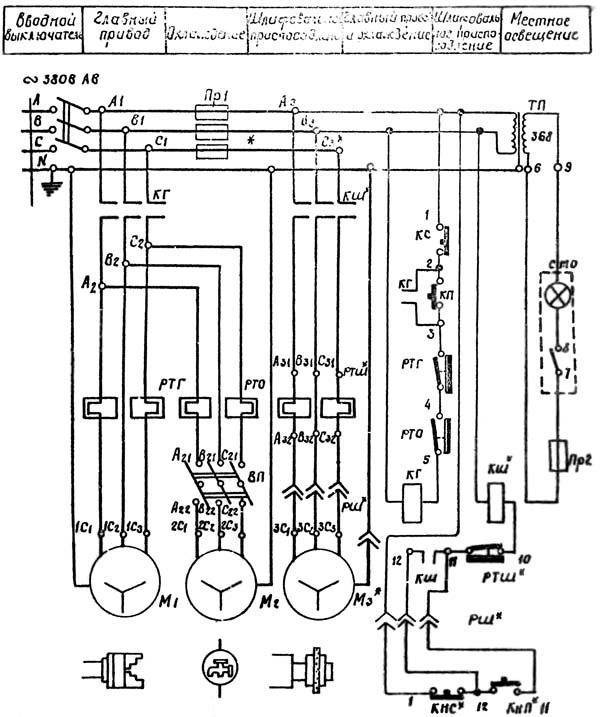
Электрическая схема токарного станка 1а62г
Общие сведения об электрооборудовании токарного станка 1А62г
Электрооборудование предназначено для подключения станка к трехфазной сети переменного тока с глухо-заземленным или изолированным нейтральным проводом.
На стачке применяются следующие величины напряжения переменною тока:
- силовая цепь – 50 Гц; 380 В
- цепь управления – 50 Гц; 380 В
- цепь местного освещения – 50 Гц; 24 В
На станке установлены два трехфазных короткозамкнутых асинхронных электродвигателя. На поставляемом по отдельному заказу за особую плату шлифовальном приспособлении также устанавливается трехфазный короткозамкнутый асинхронный электродвигатель.
Электроаппаратура станка смонтирована, в основном, на панели, расположенной в нише станины с задней стороны станка. Ниша закрыта крышкой с замком под спецключ, поставляемый со станком.
Для обеспечения высокой надежности в работе и возможности обслуживания электрооборудования станка специалистами средней квалификации, вся релейно-контакторная аппаратура имеет простую конструкцию и испытана многолетней эксплуатацией в различных условиях.
Освещение рабочего места производится смонтированным на каретке станочным светильником с гибкой стойкой и встроенным выключателем.
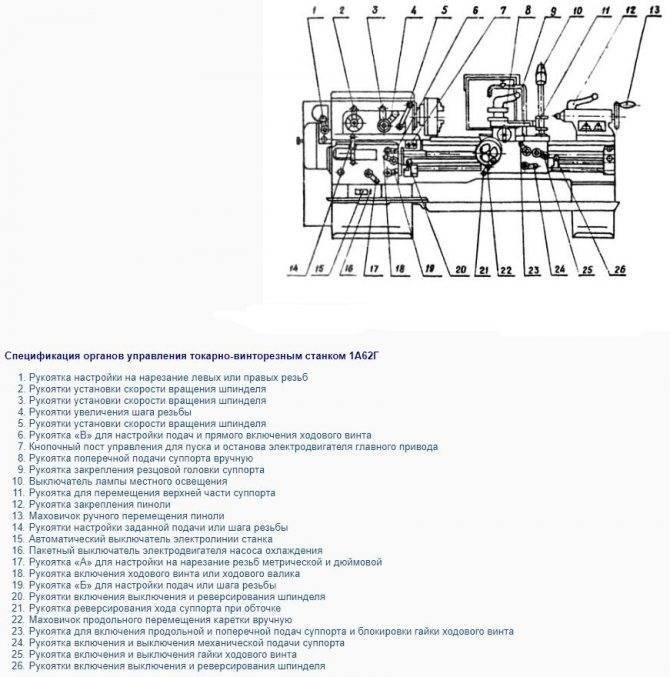
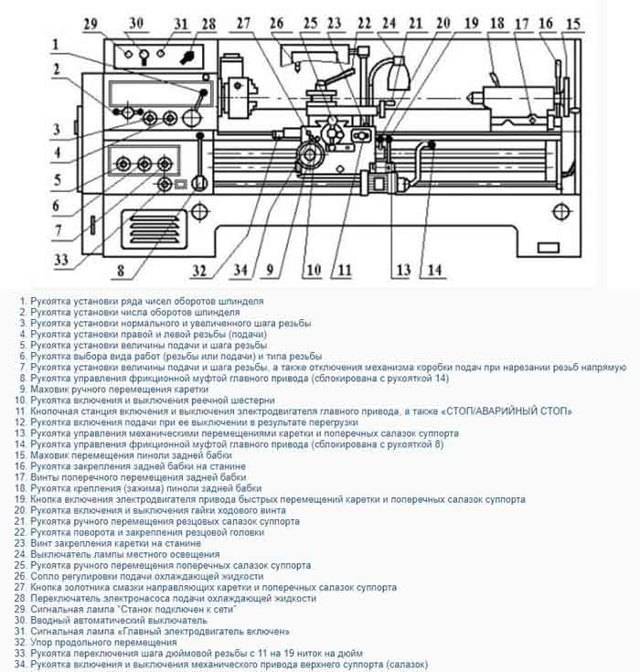
Органы управления токарным станком 1А62г
С лицевой стороны станка расположены следующие органы управления:
- трехфазный автоматический выключатель с максимальными расцепителями тока, служащий для подключения и отключения станка от питающей сети, а также для защиты электрооборудования от токов короткого замыкания
- переключатель для включения и отключения электродвигателя насоса подачи охлаждающей и смазывающей жидкости (СОЖ)
- кнопочная станция для пуска и останова электродвигателя главного привода
Кнопочная станция для пуска и останова электродвигателя шлифовального приспособления установлена на корпусе приспособлений.
Выключатель светильника местного освещения расположен на отражателе лампы накаливания.
Описание работы электросхемы токарного станка 1А62г
Пуск электродвигателя главного привода Ml осуществляется после включения вводного автоматического выключателя АВ нажатием кнопки «Пуск» КнП, которая, замыкая цепь катушки контактора магнитного пускателя КГ, переводит его на самопитание, тем самым обеспечивая подвод электроэнергии к электродвигателю.
Останов электродвигателя главного привода Ml осуществляется нажатием кнопки «Стоп» КС, которая размыкает цепь катушки контактора КГ, что приводит к размыканию контактов пускателя и обесточиванию электродвигателя. Управление электродвигателем шлифовального приспособления МЗ* осуществляется аналогично кнопками КнП и КнС.


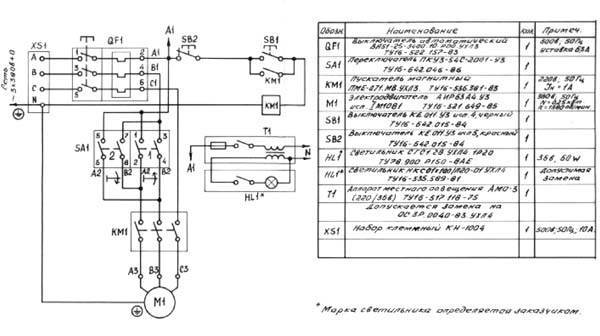
Пуск и останов электронасоса охлаждения М2 осуществляется выключателем пакетным ВП.
Работа электронасоса М2 сблокирована с электродвигателем главного привода Ml и включение его возможно только после замыкания контактов пускателя КГ, т. е. после включения электродвигателя Ml.
Защита электродвигателей главного привода Ml, электронасоса охлаждения М2, шлифовального приспособления М3* и трансформатора ТП от токов коротких замыканий осуществляется автоматическим выключателем АВ и предохранителями ПР.
Защита электродвигателей Ml, M2 и МЗ* от длительных перегрузок осуществляется тепловыми реле РТГ, РТО и РТШ*.
Нулевая защита электросхемы станка, предохраняющая от произвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей КГ и КШ*.
Подключение электрооборудования станка
Подключение и обслуживание электродвигателей станка производить согласно инструкции по монтажу и эксплуатации трехфазных асинхронных электродвигателей мощностью от 0,6 до 100 кВт в соответствии с «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей.
Перед подключением станка необходимо произвести монтаж электродвигателя Ml на подмоторной раме и провести регулировку величины натяжения ремней шкивов.
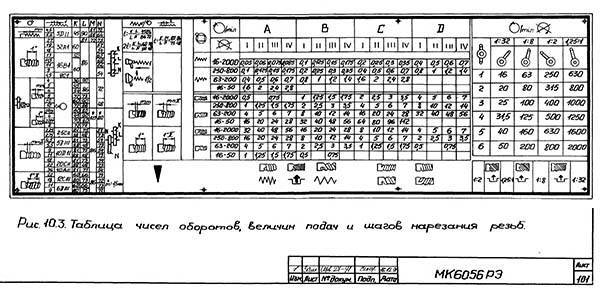
Таблицы токарно-винторезного станка 1В62Г
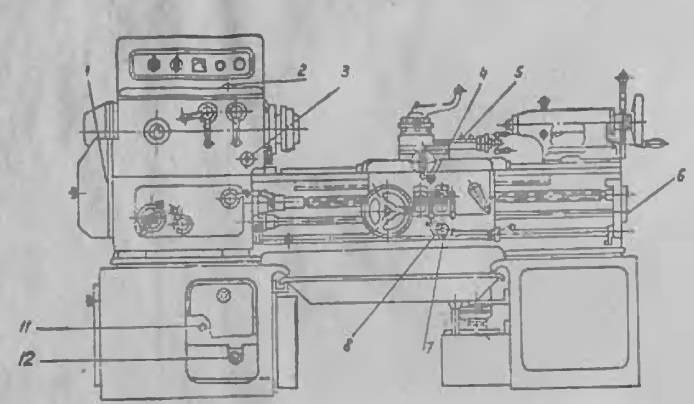
Основные узлы
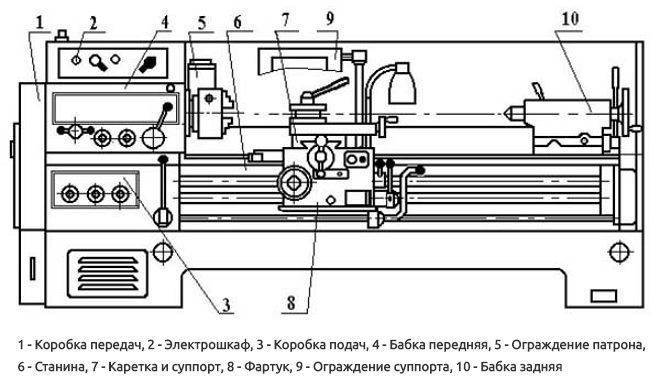
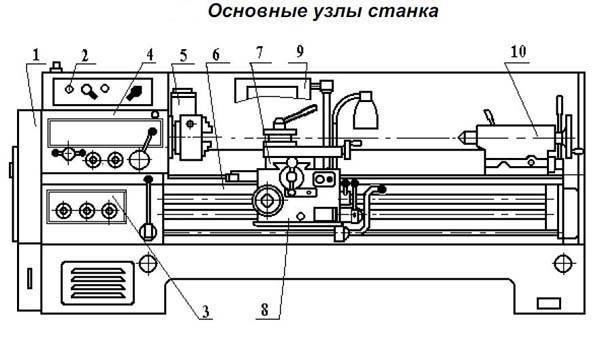
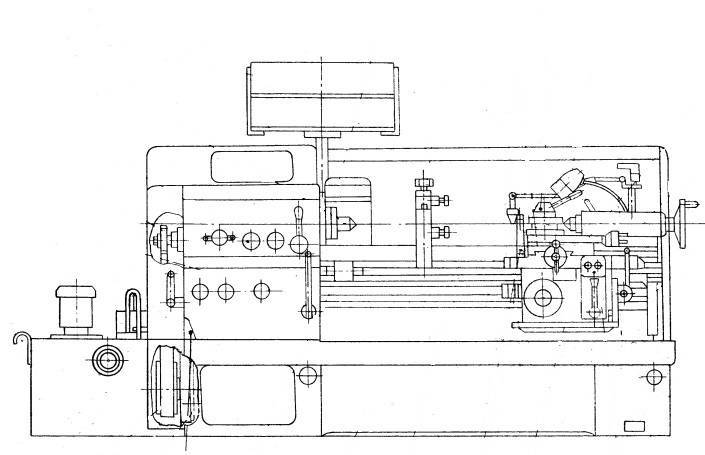
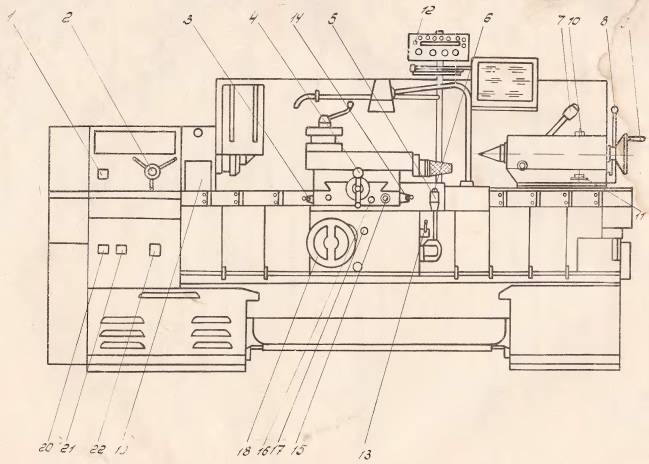
Основные узлы станка 1В62Г
- Станок имеет литую чугунную станину (6) с двумя тумбами. Профили направляющих станины формы Т-образной с одной стороны, а с другой «ласточкин хвост», имеют клинья для регулировки. В совокупности это позволяет жестко удерживать суппорт, тем самым повышается класс точности в сравнении с другими станками, у которых профили простые призматические.
- Слева на станине смонтирована передняя бабка (4), в которой размещена коробка скоростей. На ней находятся рукоятки для переключения скоростей и подач. Переднюю бабку можно разворачивать в пазах, что дает смещение центра и обтачивание пологих конусов.
- Справа на станине располагается подвижная задняя бабка (10). Посредством вращающегося центра в пиноли бабки прижимаются и обрабатываются длинные заготовки. Бабка обеспечена механическим зажимом и плавным перемещением за счет воздушной подушки. Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
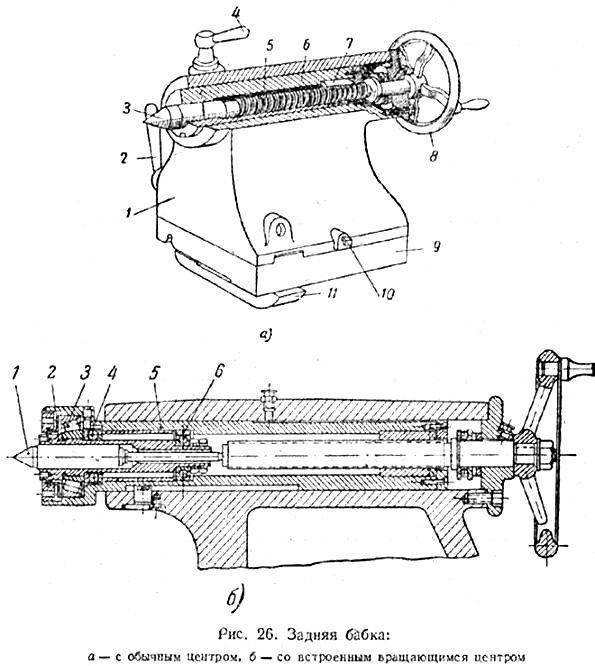
Задняя бабка станка 1В62Г
- Снизу посередине смонтирован фартук (8). Он передает движение суппорта, а также с помощью винта позволяет нарезать резьбу в деталях
- Над фартуком располагается каретка и суппорт (7), на них расположен резцедержатель с поворотной головкой
- Ограждение патрона и суппорта (5 и 9) служат для защиты токаря от стружки и охлаждающей жидкости
- Электрошкаф (2) находится за станком. В нем собраны все органы управления по электрической части
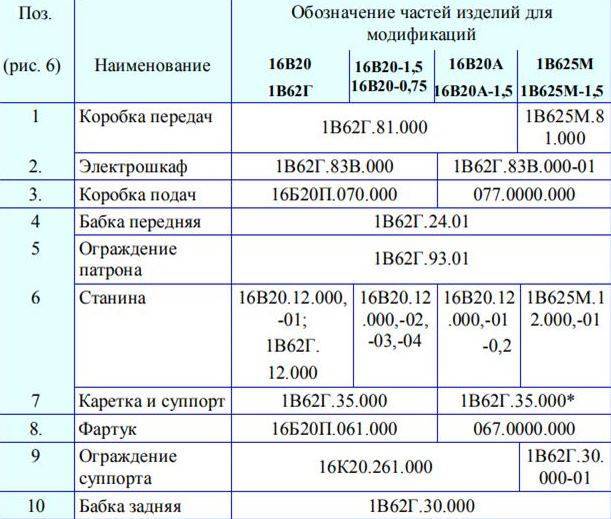
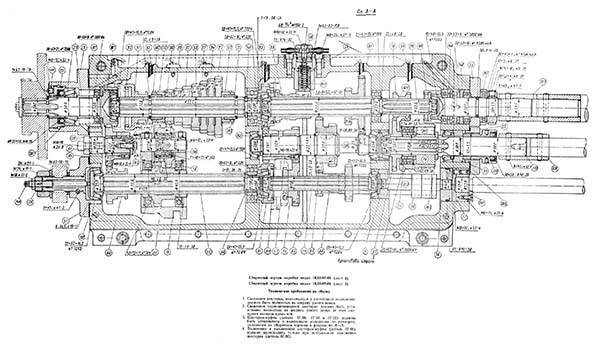
Обозначение частей изделий для модификаций
Для сборки узловых частей аппарата применены высококачественные материалы из стали и чугуна, станина имеет шлифованные поверхности, что увеличивает срок службы и позволяет производить ремонты по плану, предусмотренному заводом изготовителем.
Коробка передач, фартук и коробка подач снабжены принудительной смазкой, что увеличивает срок службы трущихся частей.
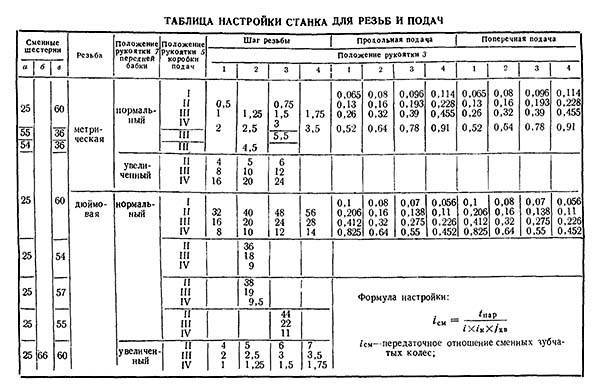
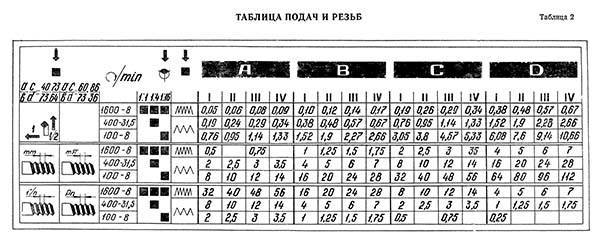
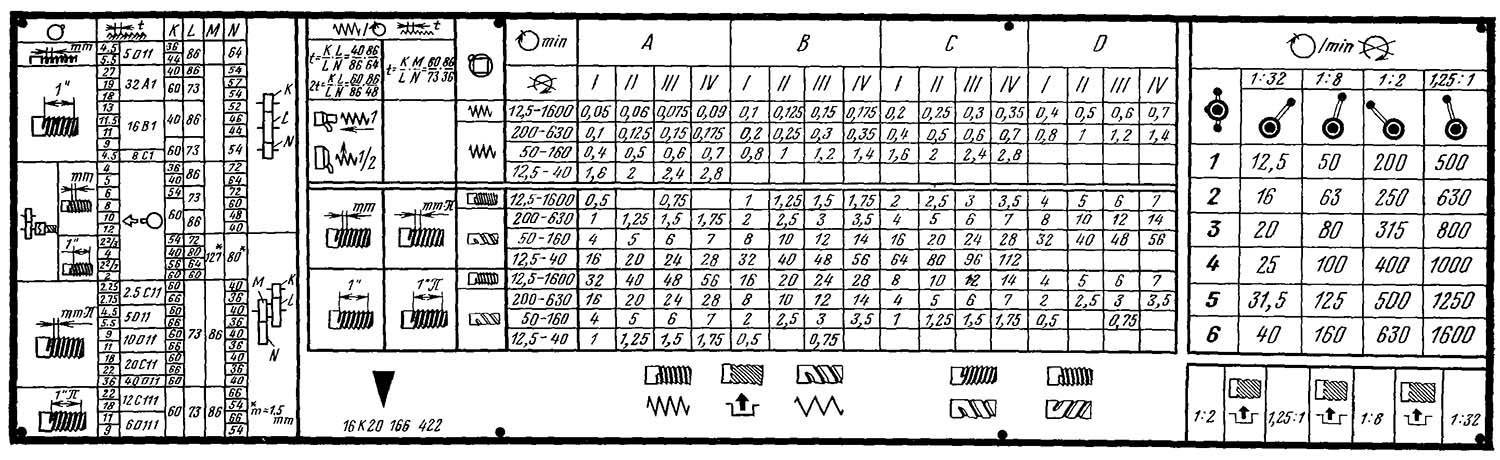
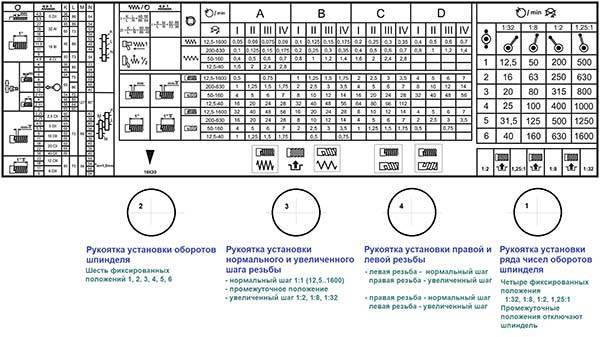
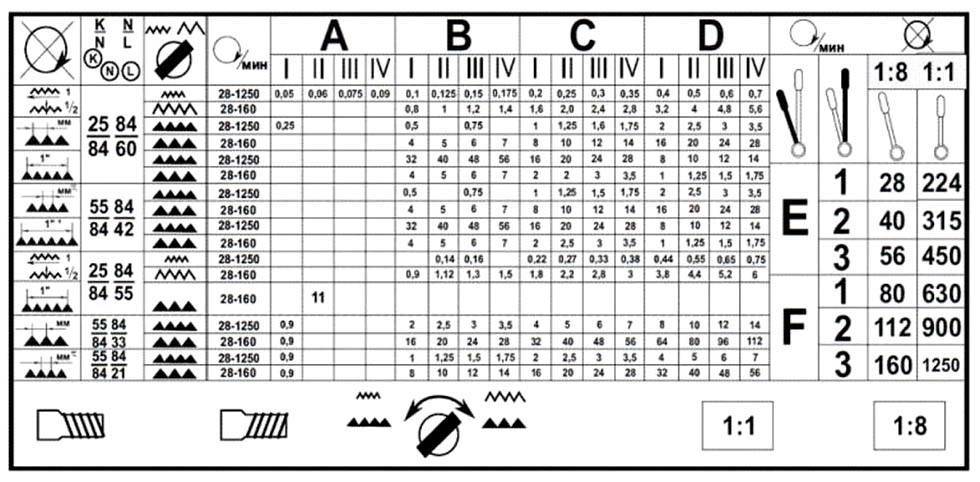
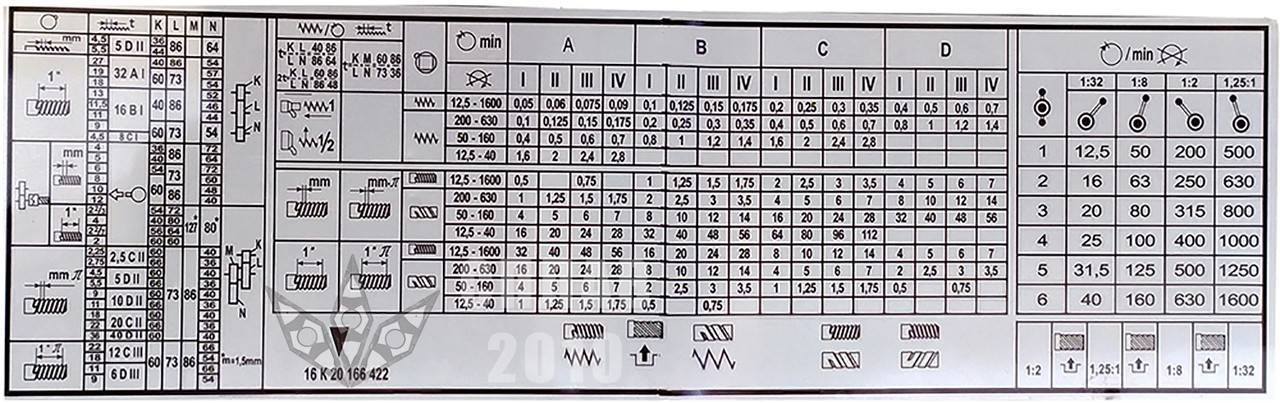
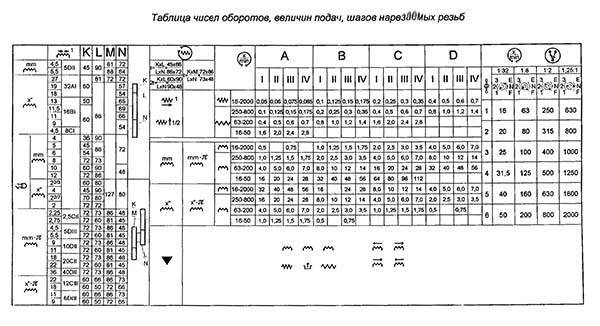
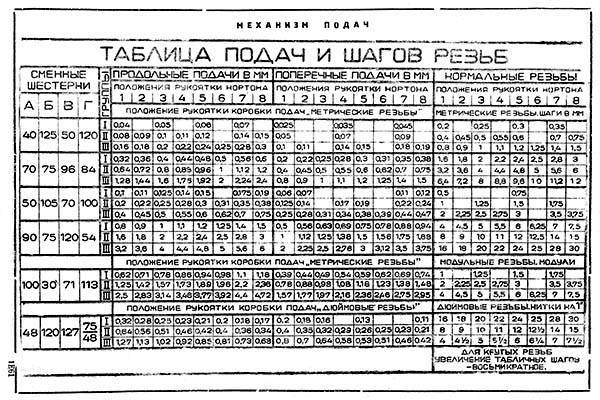
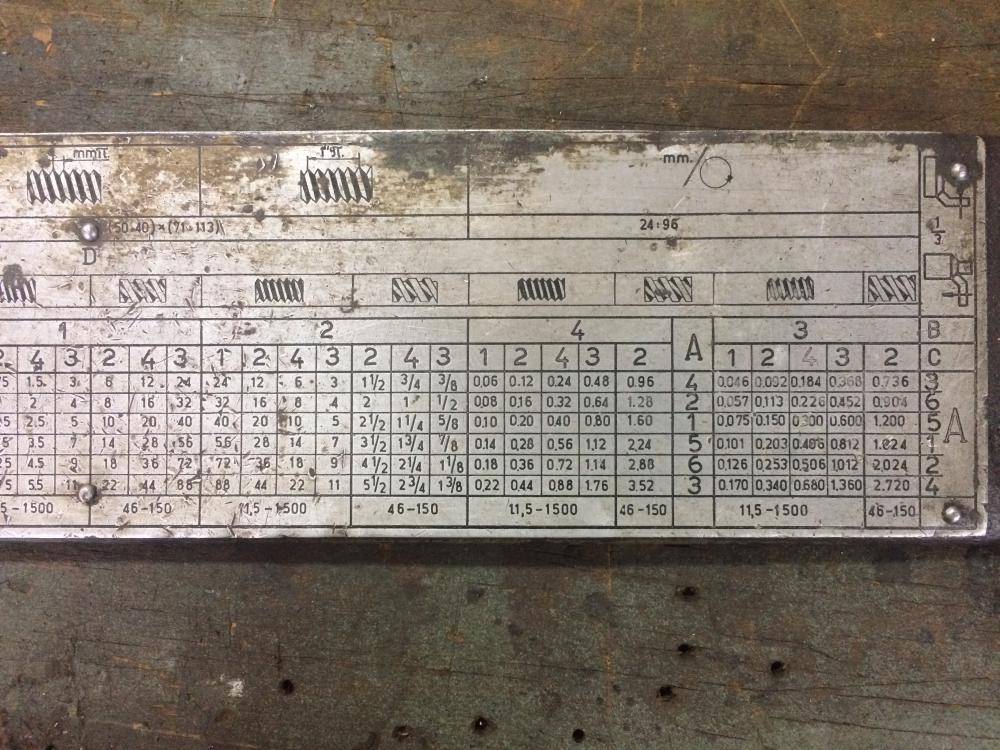
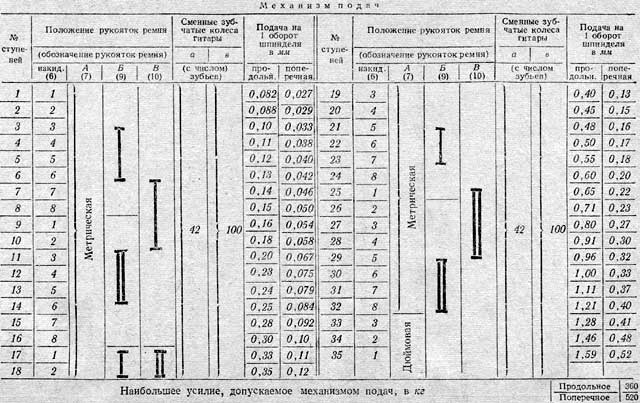
Таблица для нарезания резьбы токарного станка 1В62Г
На токарном станке для нарезки резьбы нужно настроить шестерни коробки подач и шестерни гитары подач, чтобы они вошли в зацепление. Эта синхронность настраивается так, чтобы движение резца на суппорте образовывало профиль зуба за один оборот шпинделя. Для этого существуют таблицы нарезания резьбы, по которым с помощью рукояток и рычагов настраивают различные комбинации зацепления шестерен.
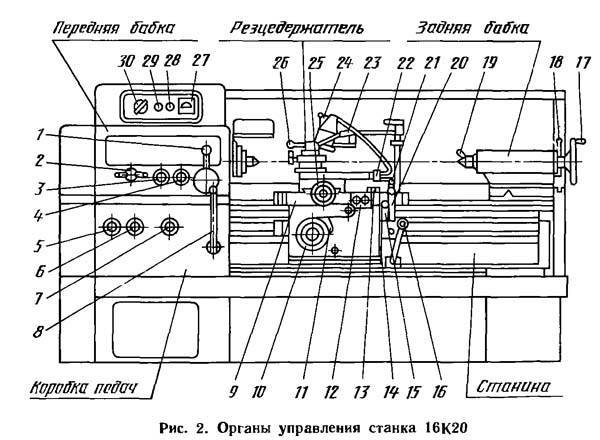
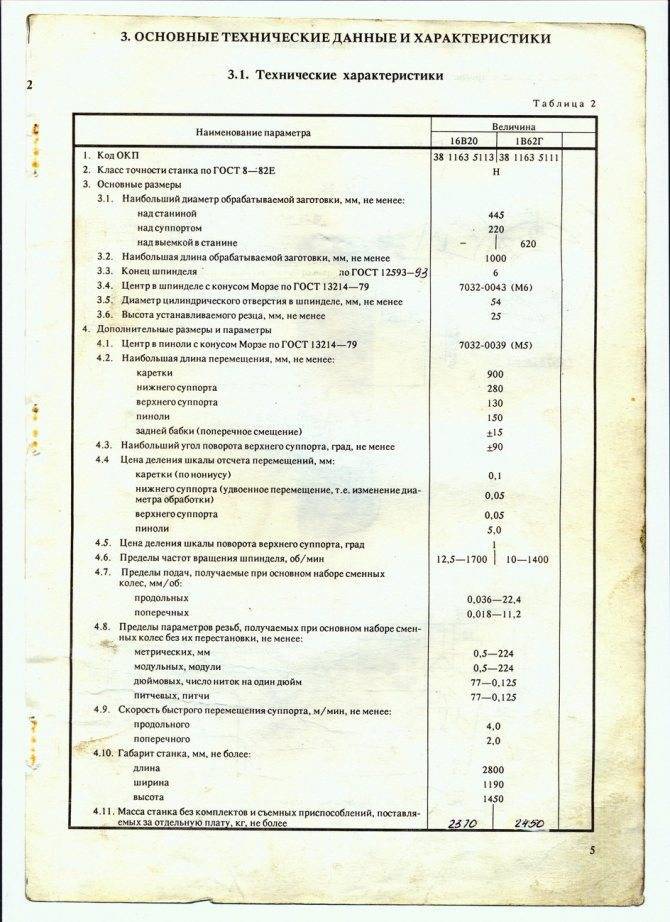
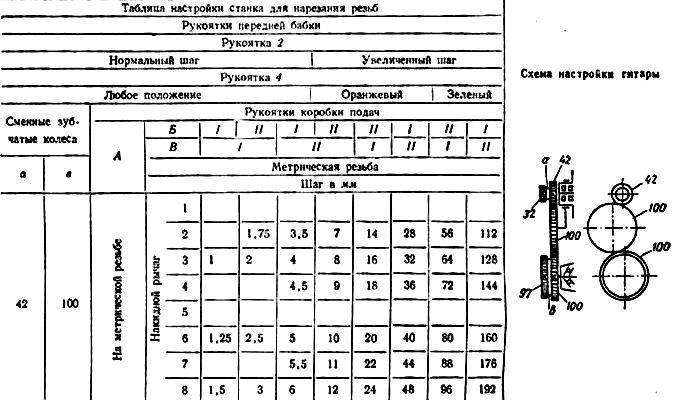
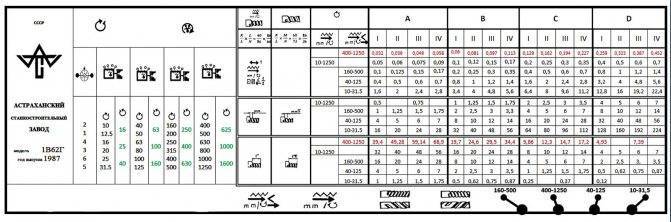
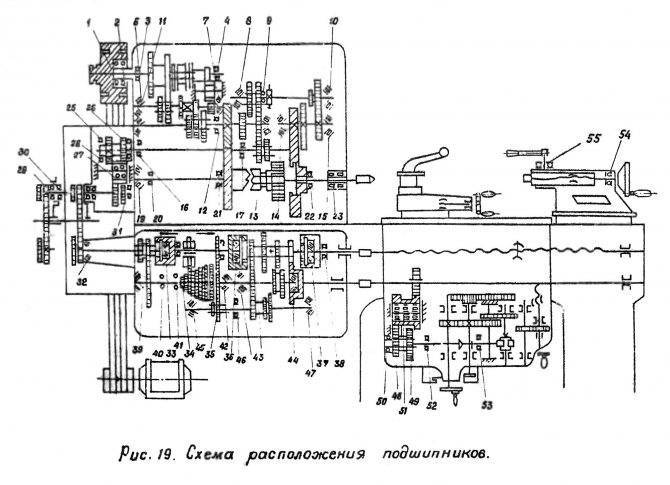
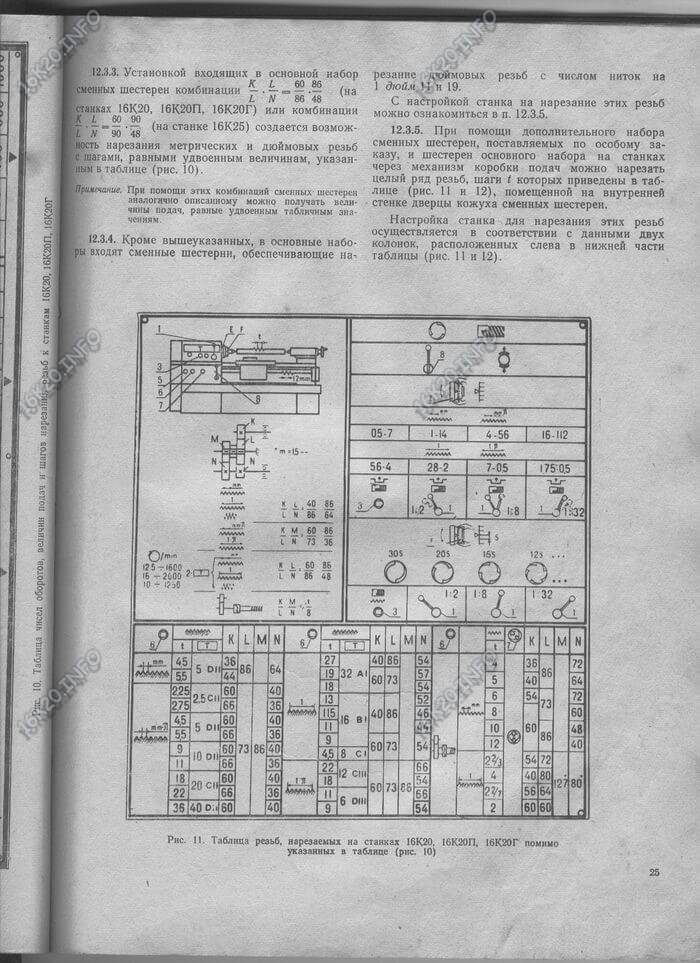
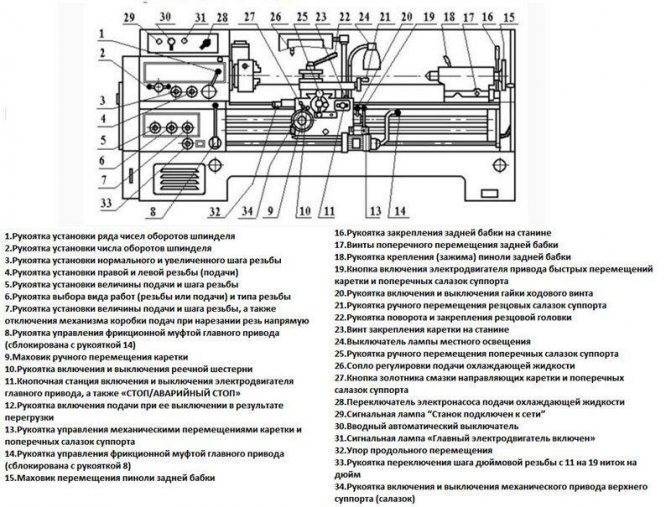

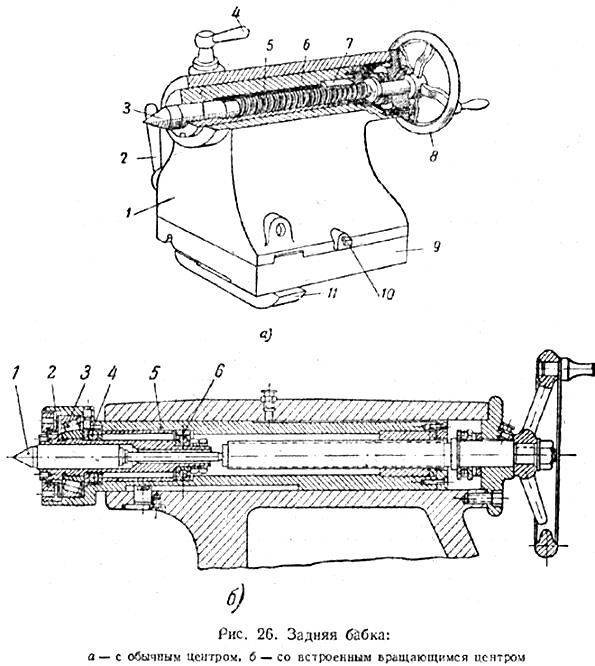
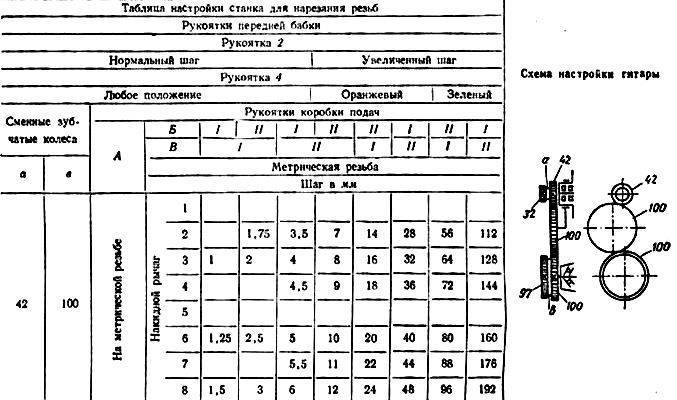
Таблица настройки станка для нарезания резьб
На станке имеются 3 трех фазных двигателя:
- для основного привода 7,5 кВт;
- для движения суппорта
- для охлаждающей жидкости.
Токарный станок 1В62Г
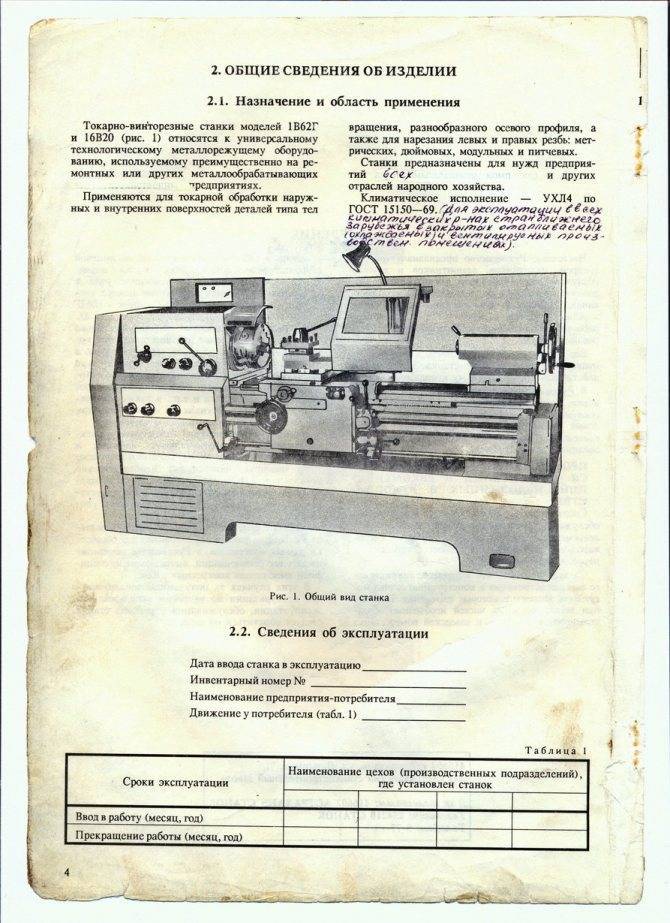
Универсальные токарные станки технологической линейки 1В62Г предназначены для обработки внутренних и наружных поверхностей деталей, которые устанавливаются в патроне, либо в центрах. Тела вращения могут быть различного осевого профиля, кроме этого, возможно нанесение на заготовки различных типов резьбы: питчевой, метрической, дюймовой или модульной. Используются, практически, во всех отраслях народного хозяйства, но наиболее рациональна их эксплуатация для производства единичных или мелкосерийных деталей. Для их получистовой или финальной – чистовой обработки.
Технические параметры
- максимальный диаметр заготовки (станина/суппорт/выемка) – 445/220/620;
- максимальная длина заготовки (суппорт/выемка/выемка с использованием планшайбы) – 1000/290/240;
- максимальная длина обработки – 900 мм;
- количество скоростей прямой обработки – 24;
- количество скоростей обратной обработки – 12;
- частота вращения (I степени) – 10-1400 или 12,5-1700 (в минуту);
- число ступеней продольно-поперечных подач – 50/50;
- подача продольная – от 0,018 до 22,4 мм/об;
- подача поперечная – от 0,009 до 11,2 мм/об;
- мощность – 8,37 кВт;
- вес станка – 2430/2450 кг;
- размеры оборудования – 2,8*1,19*1,45 (м).
Достоинства станков данного типа
- Токарный станок 1В62Г имеет базовое преимущество перед аналогами в том, что значительно сокращает расход электрической энергии.
- Зубчатые колеса станка имеют некоторые особенности, что позволяет обрабатывать детали с максимальной степенью точности.
- Данное оборудование отличается низким шумом в процессе работы.
- Конструкция токарного станка проста и надежна.
- Практика показала, что оборудование стабильно работает даже по окончании выработки ресурса.
- Легкость технического обслуживания.
- Долгий срок службы.
Преимущества сотрудничества со Станкостроительным объединением ДТВ
За 2 десятка лет предприятие завоевало прекрасную репутацию и авторитет в отрасли. Вся продукция, представленная к продаже и поставкам, имеет полное соответствие ГОСТам, прошла неоднократное тестирование и великолепно зарекомендовала себя на производстве. Промышленное оборудование от ДТВ можно приобрести по весьма привлекательным ценам или взять в лизинг. Станки не только поставляются на предприятия, но и устанавливаются, налаживаются и запускаются в эксплуатации. Доступен сервис гарантийного и постгарантийного технического обслуживания.
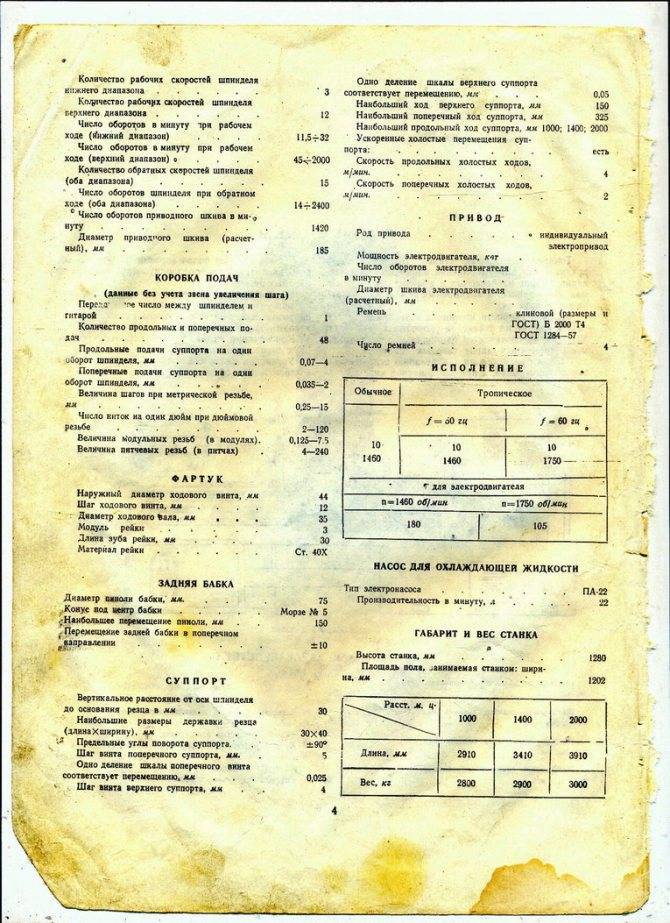
Технические характеристики
| Класс точности по ГОСТ 8-82 | H | |
| Основные параметры | ||
| Наибольший диаметр обрабатываемой поверхности: | ||
| — над станиной | 455 | мм |
| — над суппортом | 220 | мм |
| — в выемке станины | 620 | мм |
| Наибольшая длина устанавливаемой заготовки, не менее | 1000/1500 | мм |
| Наибольшая длина обрабатываемой поверхности, не менее | 950/1450 | мм |
| Конец шпинделя по ГОСТ 12593-93 | 6 | |
| Центр в шпинделе по ГОСТ 13214-79 | 7032-0054 (Метр. 80) | |
| Диаметр цилиндрического отверстия в шпинделе, не менее | 70 | мм |
| Расстояние между центрами | 1000/1500 | мм |
| Высота устанавливаемого резца, не менее | 25 | мм |
| Дополнительные размеры и параметры | ||
| Центр в пиноли задней бабки по ГОСТ 13214-79 | 7032-0039 (Морзе 5) | |
| Наибольшая длина перемещения, не менее | ||
| — каретки | 900/1400 | мм |
| — нижнего суппорта | 280 | мм |
| — верхнего суппорта | 130 | мм |
| — пиноли | 150 | мм |
| Задней бабки (поперечное смещение) | ±15 | мм |
| Наибольший угол поворота верхнего суппорта. | ±90 | град |
| Цена деления шкалы отчета перемещений | ||
| — каретки (по нониусу) | 0,1 | мм |
| — нижнего суппорта (удвоенное перемещение, т.е. изменение диаметра заготовки) | 0,05 | мм |
| — верхнего суппорта | 0,05 | мм |
| — пиноли (по нониусу) | 0,05 | мм |
| Цена деления шкалы поворота верхнего суппорта, град. | 1 | |
| Пределы частот вращения шпинделя | 10-2000 | мин-1 |
| Количество частот вращения шпинделя: | ||
| — прямого вращения | 24 | |
| — обратного вращения | 24 | |
| Пределы рабочих подач суппорта: | ||
| — продольных | 0,032-28 | мм/об |
| — поперечных | 0,016-14 | мм/об |
| Пределы параметров нарезаемых резьб при основном наборе сменных колес, не менее: | ||
| — метрических, шаг | 0,5-224 | мм |
| — модульных, шаг | 0,5-224 | модулей |
| — дюймовых | 77-0,125 | число ниток на дюйм |
| — питчевых | 77-0,125 | питчей |
| 3.10 Скорость быстрого перемещения суппорта не менее | ||
| — продольного | 4,0 | мм/мин |
| — поперечного | 2,0 | мм/мин |
| 3.11 Мощность привода главного движения | 6/7,1 | кВт |
| 3.12 Суммарная мощность электродвигателей, установленных на станке | 6,67/7,77 | кВт |
| 3.13 Габаритные размеры | ||
| — длина | 2680/3300 | мм |
| — ширина | 1220/1220 | мм |
| — высота | 1510/1510 | мм |
| 3.14 Масса | 2430/2800 | кг |
Комплектация
- 3-х кулачковый самоцентрирующийся токарный патрон ф 250 мм
- Резиновый коврик на заднюю бабку
- Ключ к электрошкафу
- Ключ к резцедержателю
- Ключ для запирания вводного выключателя
- Масленка МЖС ШМАИ 300593.001ТУ
- Руководство по эксплуатации
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.
Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
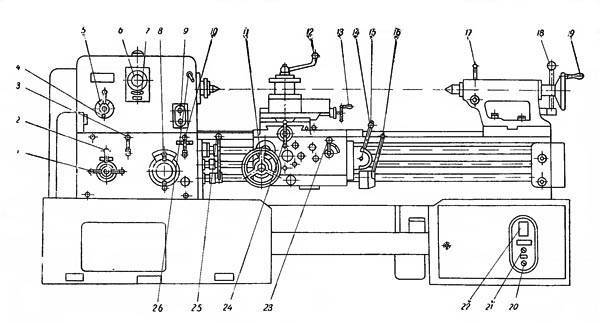
Защитные кожуха и блокировки на токарно-винторезном станке 1В62Г
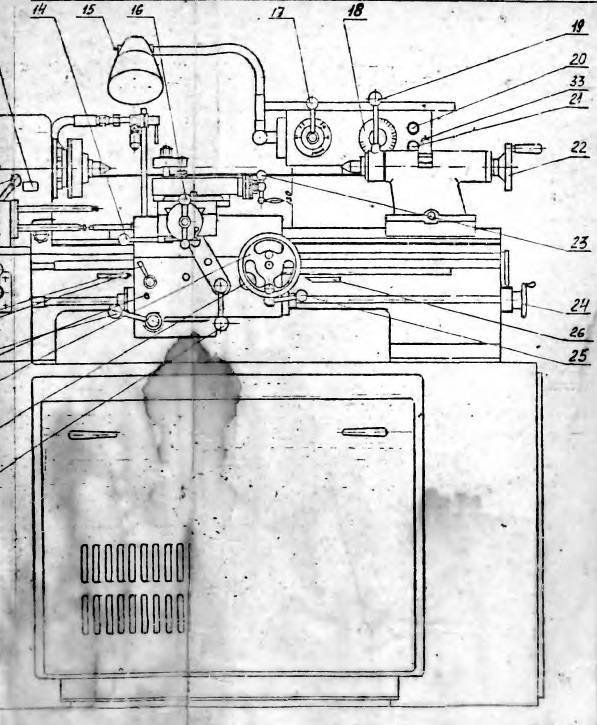
Виды защиты:
У токарно винторезного станка 1В62Г, благодаря своим конструктивным характеристикам, существует ряд блокировок и защитных кожухов, тем самым увеличивается степень защиты работы токаря и обслуживающего персонала

Защитные кожуха и блокировки на станке 1В62Г
- 1 и 13 — защитные кожуха ременных и зубчатых передач;
- 3 — замок электрошкафа, открываемый специальным ключом;
- 4 — лампа, загорающаяся при включении станка;
- 6 — ограждение патрона. Станок не будет работать, если кожух открыт;
- 7 — защитный экран со стеклом, предохраняющий от разлетающейся стружки и охлаждающей жидкости;
- 9 — защитный экран суппорта. Он защищает токаря от стружки и эмульсионной жидкости;
- 11 и 12 — защита ходового вала и ходового винта;
- 14 — механизм отключения перемещений вручную в момент работы подачи;
- 15 — устройство, защищающее кинематику фартука от перегрузки;
- 16 — кнопка стоп аварийного отключения главного двигателя.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.