

Принцип работы токарно-карусельных станков
Сегодня все большее количество токарно-карусельных станков управляется программно. Это позволяет исключить человеческий фактор на влияние качества конечного продукта, а также увеличивает точность и скорость обработки деталей. Станки с ручным управлением применяются, в основном, для совершения простых токарных операций или черновой обработки заготовок.
На столе в держателях планшайбы закрепляется заготовка. Запускается механизм вращения на пониженной скорости для проверки правильности центровки заготовки. Подводится шпиндельная головка, которая перемещается по траверсе. Включается подача смазывающе-охлаждающей жидкости. Резец приводится в рабочее положение. Начинается процесс точения (рис. 4). В зависимости от технических условий выбирается скорость подачи резца и вращения заготовки в планшайбе.
Рисунок 4. Процесс работы токарно-карусельного станка.
Если станок поддерживает сверление отверстий, расположенных равномерно по окружности заготовки на равноудаленном от оси расстоянии, задается диметр и шаг, через который будут просверливаться отверстия.
В случае создания фасонных поверхностей, в шпинделе закрепляется фасонный резец (рис. 5).
Рисунок 5. Фасонные резцы.
Здесь осуществляется четкий контроль над вертикальной подачей, так как в процессе заглубления фасонного резца увеличивается площадь контакта режущей поверхности с заготовкой. В этом случае для исключения перегрева и разрушения резца подача уменьшается.
Характеристика электрооборудования станка 1525
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещений подвижных составных частей станка в аппаратуры управления.
На станках установлены шесть трехфазных асинхронных электродвигателей с короткозамкнутым ротором; главного привода IMI, привода маслонасоса IM2, перемещения поперечины IM3, зажима и освобождения поперечины IM4, установочных перемещений правого суппорта 2MI, установочных перемещений левого суппорта 3MI и пять однофазных асинхронных конденсаторных электродвигателей с короткозамкнутым ротором привода лубрикаторов системы смазки поперечины 1М5 правого суппорта 2М2 и 2МЗ, левого суппорта ЗМ2 и ЗИЗ.
На станке приняты следующие величины напряжений:
а) переменного тока, частотой 50Гц:
- 380 В трехфазного тока — питание силовых цепей;
- 110 В однофазного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36 В однофазного тока — питание схемы выбора направлений шагового искателя;
- 24 В однофазного тока — питание дамп местного освещения;
б) постоянного тока:
- 24В — питание цепей управления и электромагнитных муфт
- 90 В — питание катушек шагового искателя.
По просьбе заказчика станок может быть выполнен и поставлен с электрооборудованием на требуемое напряжение.
Вся электроаппаратура управления станком размещена в электрошкафу. Управление станком осуществляется с подвесного пульта управления.






Электрооборудование станка выполняет следующие функции:
- Пуск и останов главного привода.
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- реверсирование;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей правым суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины
Характеристики и особенности
Станки карусельного типа отличаются следующими характерными особенностями:
- Мощность.
- Число скоростей и скорость вращения.
- Величина наклона ползуна вертикального резцедержателя.
- Наибольшая величина передвижения резцедержателей по горизонтали и по вертикали.
- Наибольшие габариты обрабатываемой болванки.
- Наибольшая величина передвижения траверсы (для устройств с двумя стойками).
- Сечение планшайбы.
Высокая скорость работы, присущая установкам карусельного типа, достигается благодаря минимальным консольным нагрузкам, приходящимся на главный вал и болванку, поскольку планшайба монтируется на стол особым образом.
Главным движением карусельных установок считается вращение болванки, зафиксированной в планшайбе, а движением подачи – ход резцедержателей. Движение поперечины, подводящей резцы к детали, считается дополнительным движением.
Устройства с двумя стойками используются для работы с болванками, чье сечение 1650-2500 см. Агрегаты с одной стойкой используются для работы с болванками меньшего сечения. ЧПУ обычно оснащаются установки с одной стойкой, благодаря чему становится доступной обработка заготовок сложной формы, имеющих прямо- и криволинейные образующие.
Характерной особенностью установок с ЧПУ является отсутствие бокового резцедержателя – управление приводом главного движения и резцедержателем осуществляется автоматически, согласно преждевременно введенной в ЧПУ. Программа управления отвечает за осуществление таких операций:
- выбор требуемой скорости вращения и ее установка;
- разворот и фиксация револьверной головки в необходимое положение;
- корректировка совершаемых подач и положения приспособлений для работы;
- установка резцов в нулевое положение;
- управление перемещением инструментов на верхнем резцедержателе.
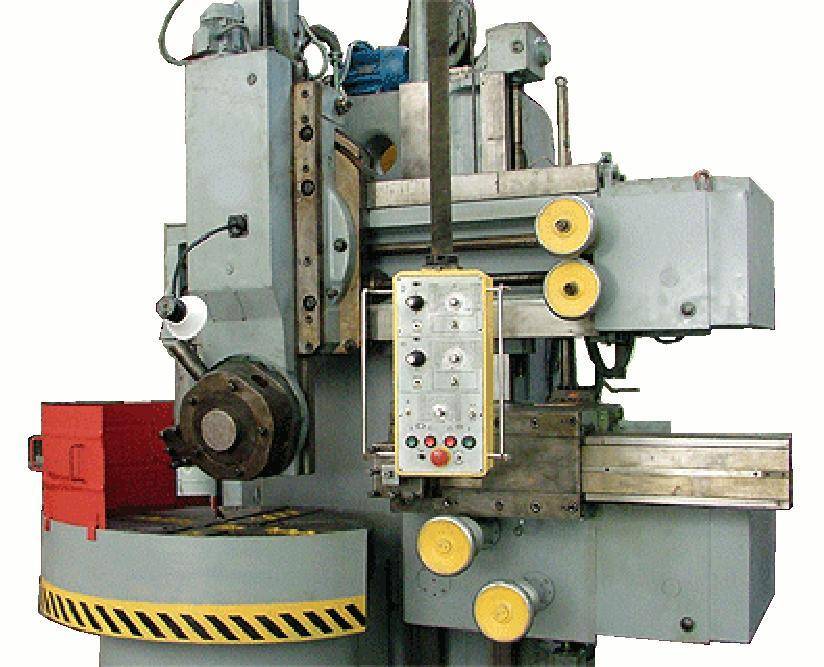
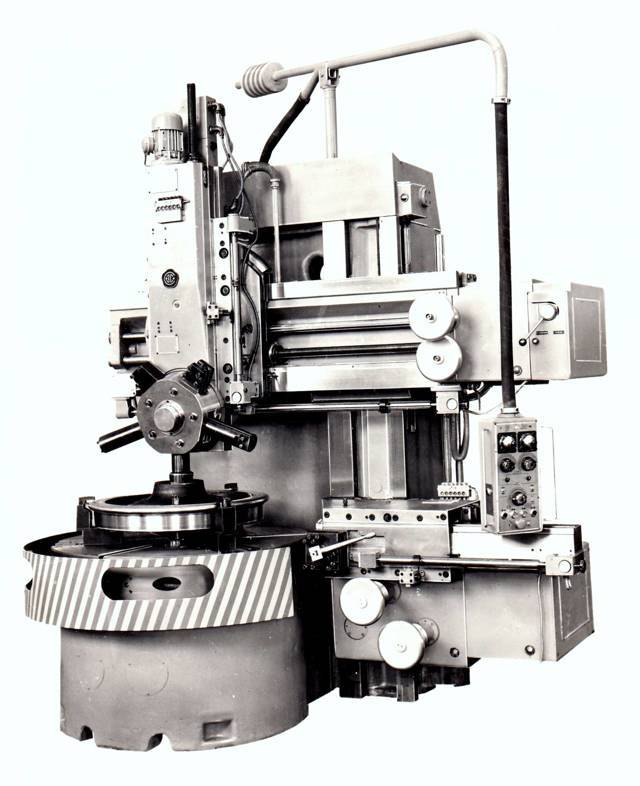
Описание устройства основных узлов
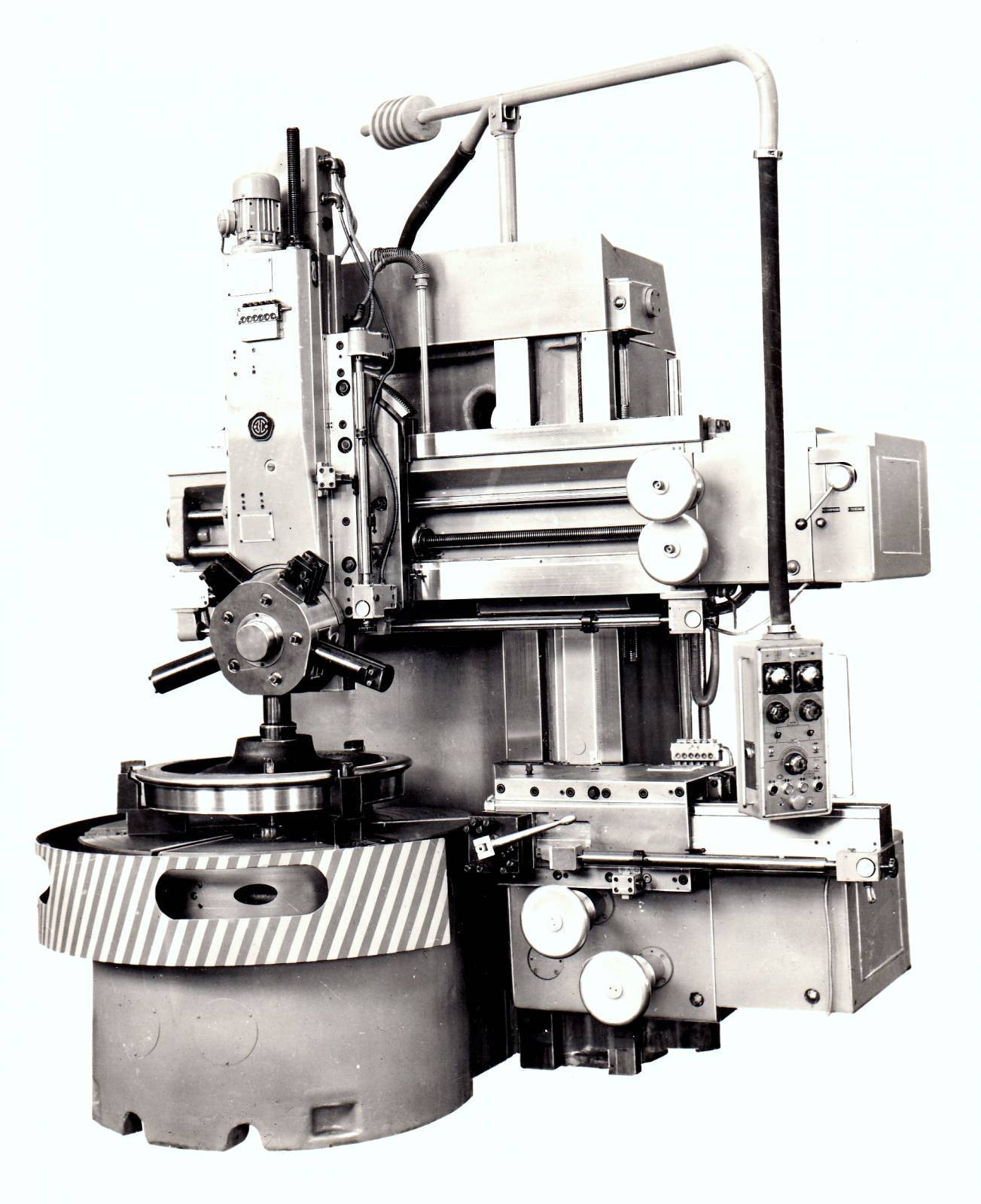
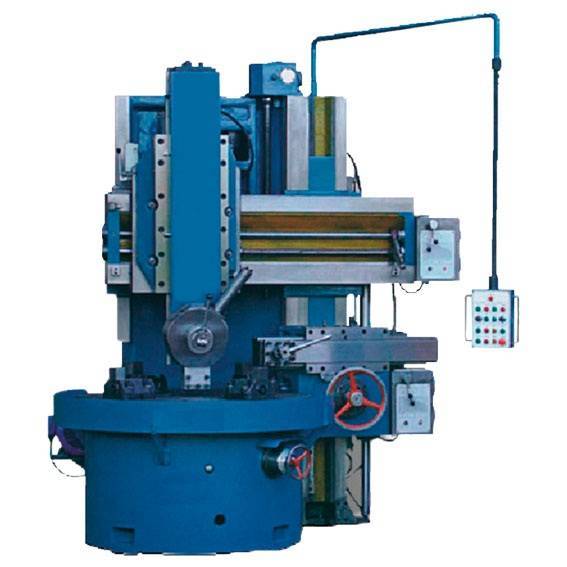
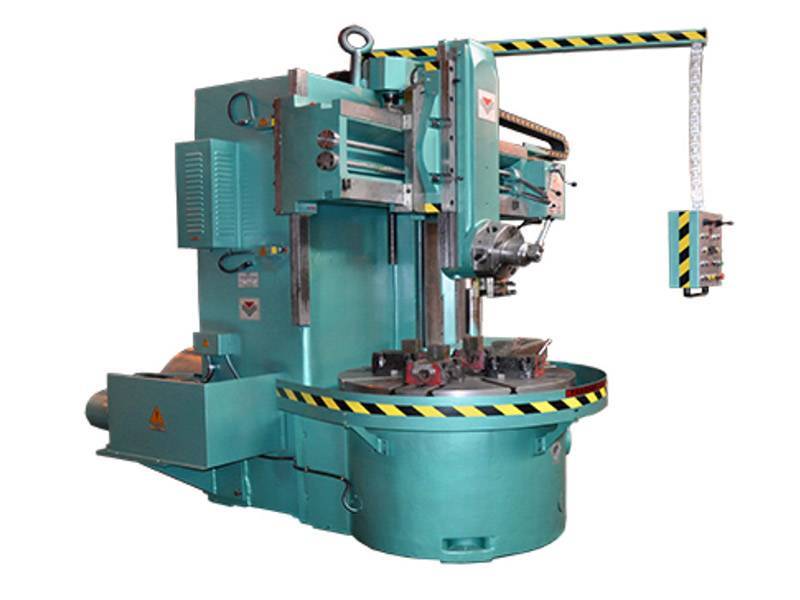
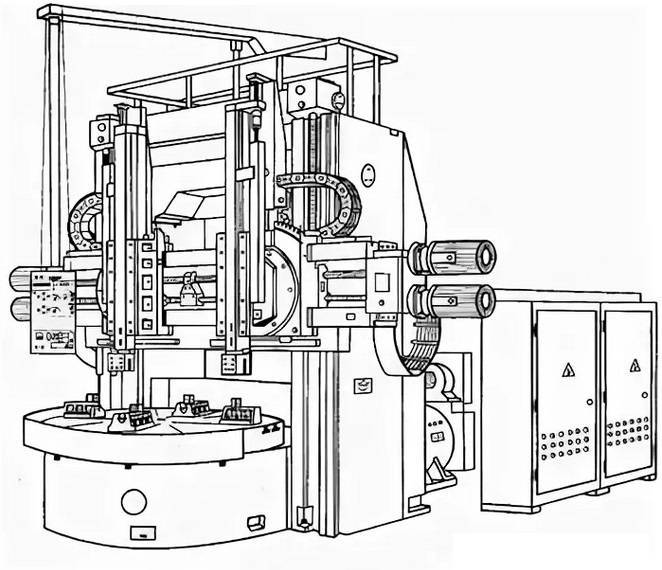
Фото 1. Общий вид станка.
Основой конструкции служит отлитая из чугуна вертикальная пустотелая стойка. К ней крепятся все остальные узлы.
Рабочий стол

Рис. 1. Приводная платформа.
Узел (рис. 1) состоит из планшайбы, установленной в сборе со шпинделем на двух подшипниковых опорах в чугунном корпусе, и приводного устройства. Цилиндрические роликовые подшипники предназначены для центрирования платформы и восприятия радиальных усилий резания. Радиальный зазор в опорах выбирают, подтягивая регулировочными гайками внутренние кольца с конической поверхностью. Осевую нагрузку от веса заготовки и сил резания воспринимает кольцевая направляющая скольжения, снабженная централизованной смазкой. Вращение планшайбе сообщается с помощью цилиндрической косозубой передачи от ведущего вала, связанного с приводом главного движения.
Коробка скоростей

Фото 2. Внешний вид.










Этот узел, прозванный карусельщиками «поросенком» (фото 2), служит для передачи крутящего момента от приводного электродвигателя к шпинделю рабочего стола, а также для установки необходимой окружной скорости последнего. Механизм состоит из 6 валов, передающих поток мощности посредством зубчатых передач. Все они находятся в постоянном зацеплении, но при этом жесткое замыкание отсутствует (шестерни сидят на валах свободно). Включение той или иной частоты вращения осуществляется коммутацией электромагнитных муфт (всего в коробке их — 10) дистанционным способом.
Значительные инерционные массы (планшайба плюс заготовка) приводят в момент включения двигателя к повышенному пусковому току. Для его снижения применяется ступенчатый разгон платформы. В зависимости от заданных оборотов, включение автоматически осуществляется за 2, 3 или 4 этапа. Поскольку муфты можно переключать на ходу, это позволяет поддерживать постоянство окружной скорости при точении протяженных торцевых поверхностей.
Внимание: в инструкции ограничивается угловая скорость платформы в соответствии с массой обрабатываемой заготовки. Например, при массе последней 3,2 т допускаемое число оборотов планшайбы — не более 80
Описание гидравлической схемы карусельного станка модели 1531м
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.

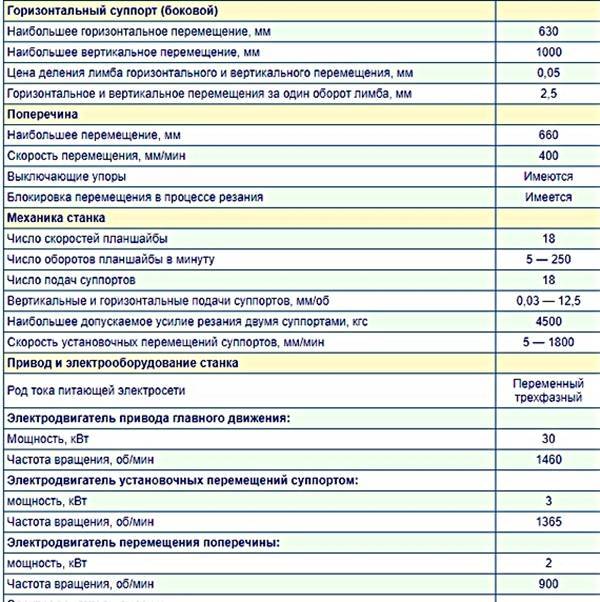
![Токарно-карусельный станок [технические характеристики]](https://101benzopila.ru/wp-content/uploads/6/b/a/6ba78794a8c0ed40034548391075f54d.jpeg)

Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
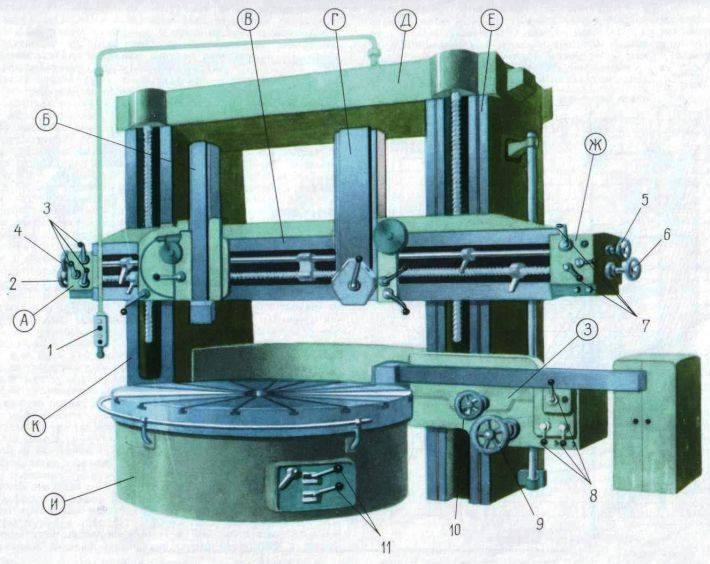
Конструкция и характеристика работы основных узлов токарно-карусельного станка 1531м
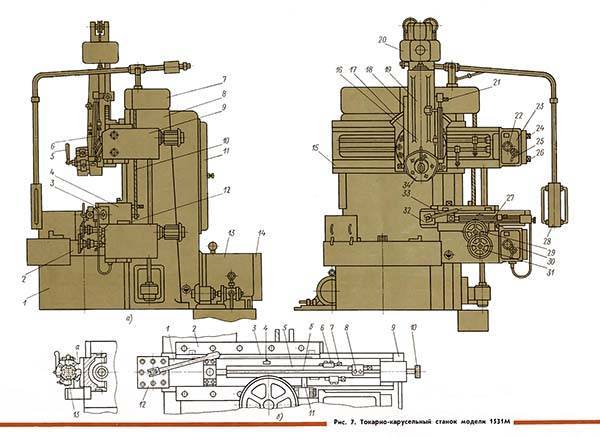
Конструкция и основные узлы токарно-карусельного станка 1531м
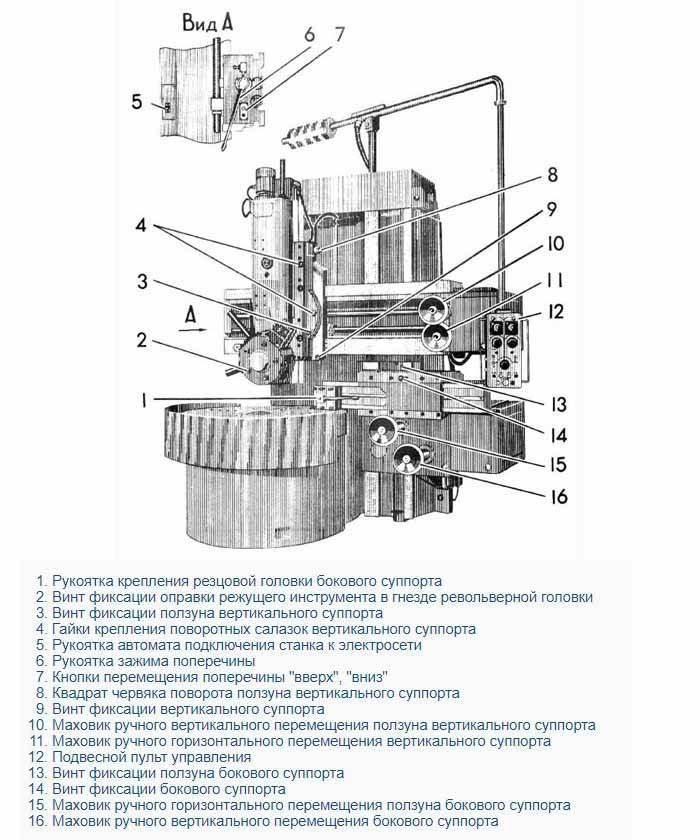
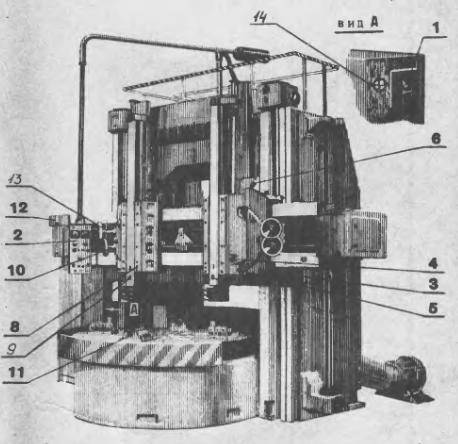
Станина станка
Станина станка состоит из жестко соединенных между собой основания 1 и стойки 8. Во внутренней части основания 1 расположены подшипники шпинделя планшайбы и ее кольцевые направляющие. Стойка 8 имеет вертикальные направляющие для перемещения поперечины 15 и каретки 4 бокового суппорта 12. Во внутренней полости стойки под дверцей 11 помещен шкаф с электрооборудованием станка.
Планшайба
Планшайба 2 с четырьмя закрепленными в ее Т-образных пазах кулачками предназначена для установки, крепления и вращения обрабатываемых изделий. Для зажима изделия каждый из кулачков перемещается отдельным винтом с квадратным хвостовиком.
Поперечина
Поперечина 15 служит для установки вертикального суппорта 16 на высоте, удобной для обработки изделий. Подъем или опускание поперечины производится механизмом, помещенным в коробке 7.
Вертикальный суппорт
Вертикальный суппорт 16 предназначен для перемещения установленных на нем инструментов, обрабатывающих внутренние и верхние поверхности изделий. Он состоит из каретки 17, поворотных салазок 18, ползуна 19 и револьверной головки 34.
Каретка 17 может двигаться по направляющим поперечины 15 для перемещения суппорта в горизонтальном направлении. Если горизонтальным перемещением каретки не пользуются, то для более жесткого положения она закрепляется на направляющих поперечины. Перемещение каретки вручную производится с помощью квадратного хвостовика 26.
Поворотные салазки 18 расположены на каретке 17 и имеют направляющие для движения ползуна 19. С помощью квадратного хвостовика 21 можно повернуть и установить салазки под углом, необходимым для обработки конических поверхностей заготовок.
Ползун 19 предназначен для перемещения в вертикальном направлении установленной на него револьверной головки 34. Если вертикальным перемещением ползуна не пользуются, то он закрепляется на направляющих салазок 18. Масса ползуна уравновешена грузом 20. Перемещение ползуна вручную производится с помощью квадратного хвостовика 24.
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Револьверная головка
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Боковой суппорт
Боковой суппорт 12 предназначен для перемещения в вертикальном или горизонтальном направлениях резцов, установленных в резцовую головку 32 для обработки боковых поверхностей изделий. Суппорт состоит из каретки 4, ползуна 3 и резцовой головки 32.








Каретка 4 может перемещаться от механизма подач или быстрых установочных движений по вертикальным направляющим стойки 8. Каретка уравновешена грузом, соединенным с ней тросом 10 и расположенным внутри стойки 8.
Точное перемещение каретки в вертикальном направлении производится вручную вращением маховика 31, имеющего лимб с ценой делений 0,05 мм.
Если вертикальным перемещением каретки не пользуются, то ее закрепляют на направляющих стойки 8.
Ползун 3 перемещается по горизонтальным направляющим каретки 4. Установка резца в заданное положение вручную производится перемещением ползуна 3 при вращении маховика 29 с лимбом с ценой делений 0,05 мм.
Если горизонтальным перемещением ползуна не пользуются, то он закрепляется на направляющих каретки.
Резцовая головка 32 имеет четыре паза для крепления резцов. Для установки следующего резца в рабочее положение головка поворачивается вручную, а ее зажим или отжим производится поворотом рукоятки 33.
Коробка подач
Станок 1531м имеет две одинаковые коробки подач 23 и 30 соответственно вертикального и бокового суппортов. На каждой из коробок помещены две рукоятки. Рукоятка с диском 22 предназначена для установки нужной величины подачи, а рукоятка 25 — для включения установленной подачи.
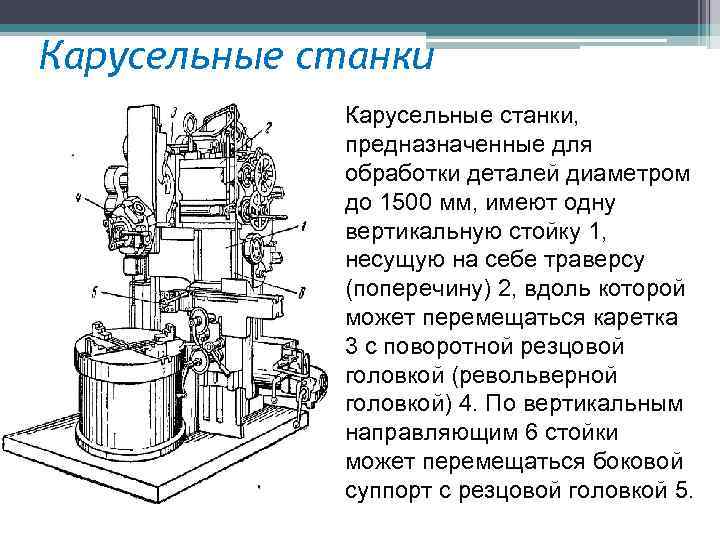
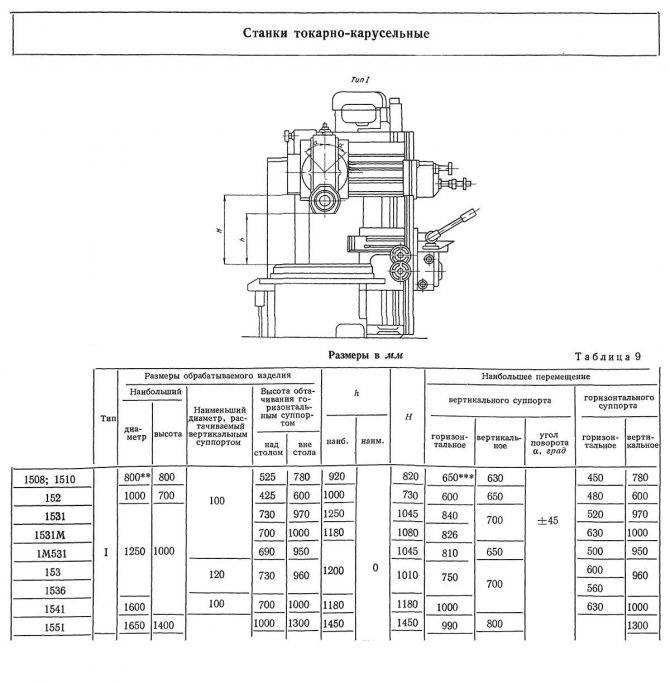
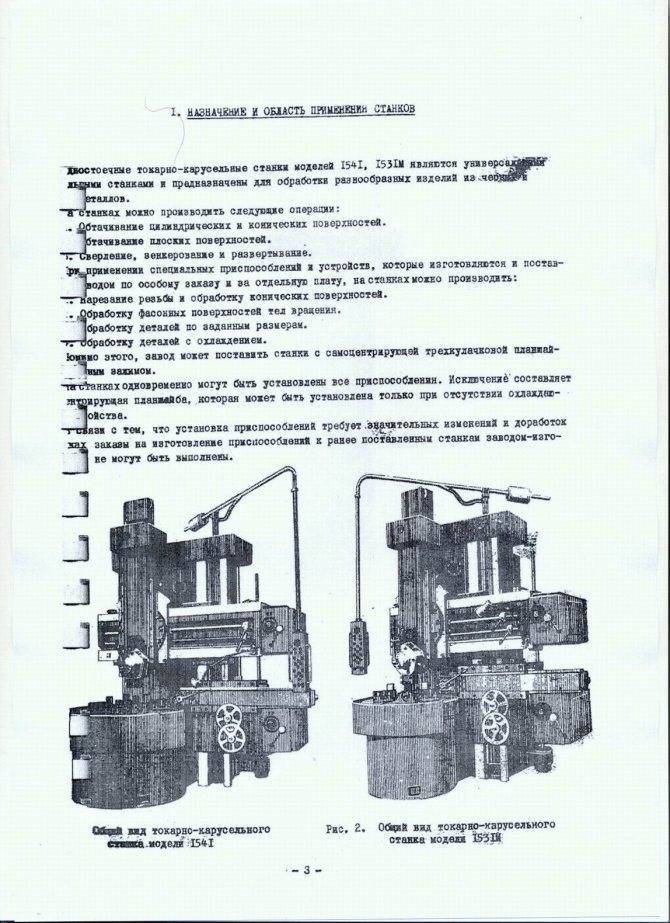
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.

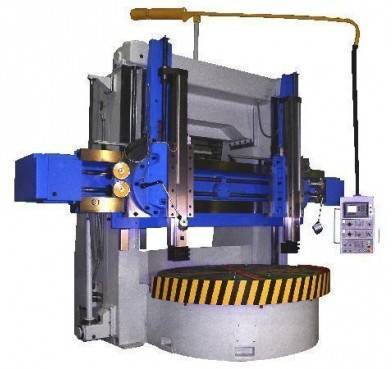
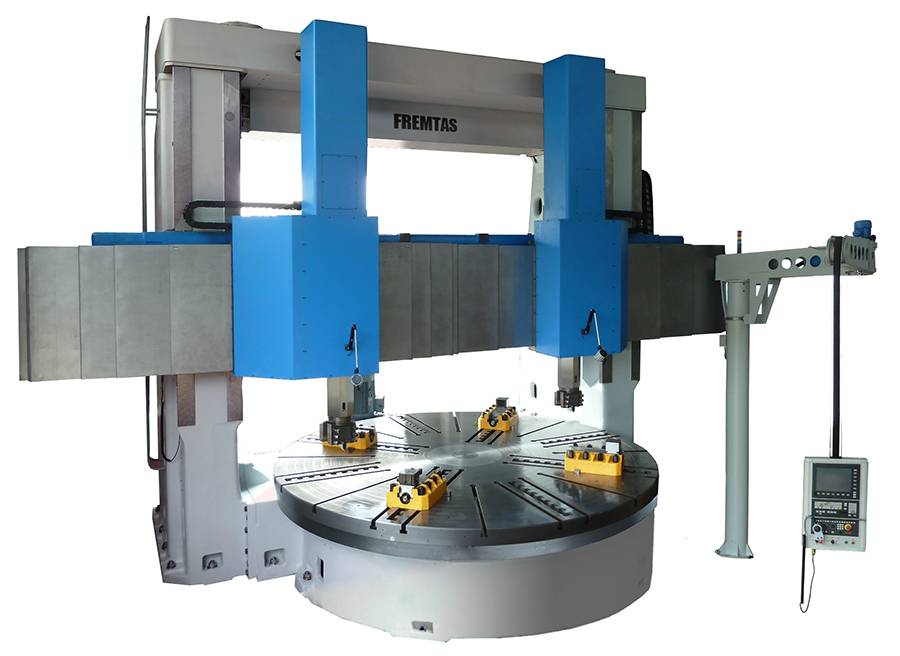
Оборудование зарубежного производства
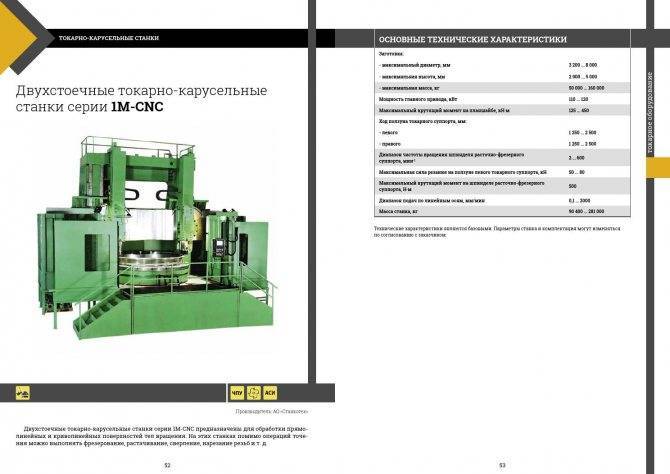
Современным рынком предоставлен большой ассортимент агрегатов карусельного типа, выпущенных на зарубежных предприятиях, и существует несколько торговых марок, которые пользуются популярностью. Среди них можно выделить китайскую компанию Dalian Guofeng Machine Tools, выпускающую оборудование серии С:
- 5231, 5240, 5250, 5263. Установки с двумя стойками, имеющие показатели, схожие с показателями советских станков, рассмотренных выше. Производитель гарантирует высокую точность обработки болванок из металлов при выполнении всего перечня токарных работ, в том числе и при работе с болванками сложных форм.
- 5110, 5116, 5123, 5125, 5131. Установки с одной стойкой, чья мощность может находиться в пределах 22-45 кВт. На оборудовании установлена ЧПУ, чья простота облегчает работу с устройством, делая ее более эффективным. Имеют высокую надежность конструкции и характеризуются смонтированными на приводах осей X и Z сервомоторами.
Более высокую цену, сопоставимую с качеством, имеют устройства карусельного типа, производимые компанией из Швейцарии ENCE GmbH. Они представлены в нескольких сериях и также пользуются большой популярностью.






- LEN 3000-5000. Диаметр болванок, для обработки которых предназначены эти модели, варьируется в пределах 3150-5000 мм. Данное оборудование ЧПУ не оснащено, однако существует возможность оснащения его такой системой, что предусмотрено конструкцией. Главный привод имеет две ступени и оснащен электрическим двигателем, чья скорость вращения может изменяться по 16 ступеням. Направляющие, расположенные вертикально – скользящие, а расположенные вертикально – гидростатичные, исполняющие роль разгрузочных элементов;
- LEN 1250-2000. Сечение болванок, которые обрабатываются на данных моделях, составляет 1250-2000 мм. На установках серии смонтированы роликовые направляющие с подшипниками качения высокой точности, которые установлены в их подвижных узлах. Точность обработки повышается за счет гидравлически сбалансированных резцедержателей вертикального и четырехпозиционного типа. Надежность установок повышена благодаря оснащению электрооборудованием от производителя Siemens;
- SEN 1000-1800. Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций данных установок являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайбу термически-симметрической группы. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума – стандартной, тяжелой и высокоточной.
На отечественном рынке также представлены установки от производителей из Европы (VWEN и SENQ), которые оснащены числовым ПУ. Данные устройства примечательны тем, что на них можно обрабатывать не только заготовки из различных металлов, но и сплавов, в которых содержатся фарфор или керамика. Сечение заготовок может достигать 10 метров.
Видео: станок токарно-карусельный 1516Ф1 с УЦИ.
Republished by Blog Post Promoter





