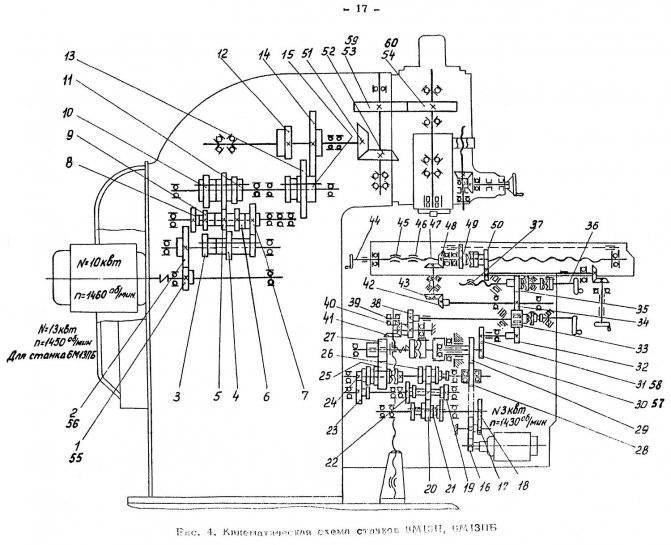
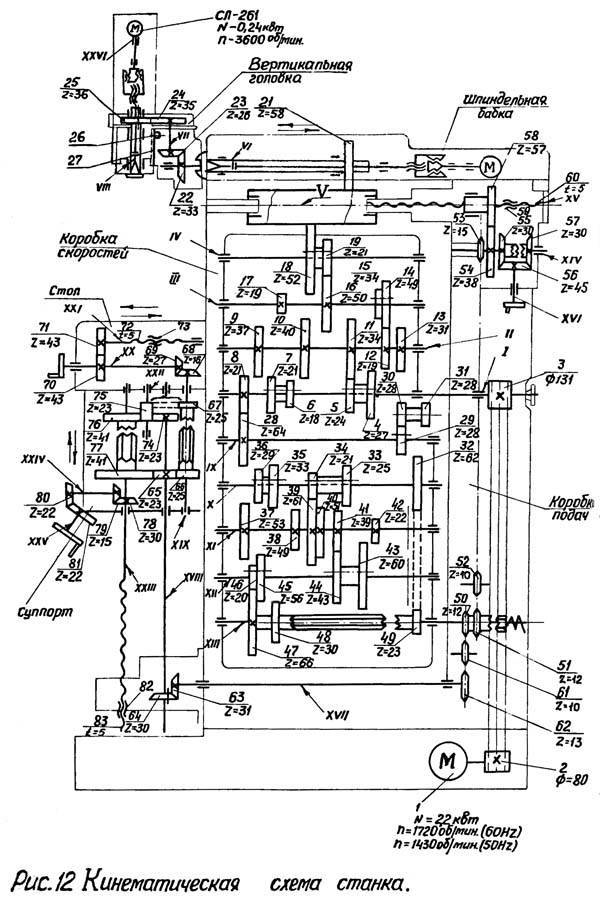
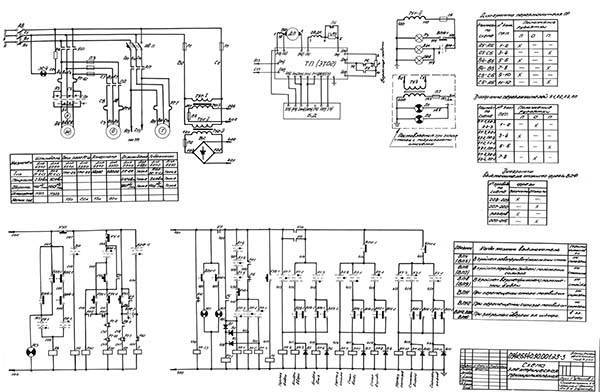
Схема станка с чпу 6р13ф3
Для агрегата характерна жесткая основа. Это обеспечивается за счет того, что на его станине имеется хорошо развитое основание с многочисленными ребрами.
В передней части станины находятся вертикальные направляющие. По ним происходит перемещение консоли.
Вверху станины находится окно. Через него оператор получает доступ к насосу и коробке скоростей. Оборудованные на станине выключатели ограничивают ход консоли.
В состав головки шпинделя входят следующие элементы:
- салазки,
- редуктор,
- ползун.
Салазки монтируются к станине болтами, а их центровка происходит в ее горловине. Движение салазок с ползунком происходит по прямоугольным направляющим.
Консоль аппарата служит его базовым элементом. Ее роль сводится к объединению приводов вертикального и поперечного перемещений стола. Внутри консоли имеется двухступенчатый редуктор.
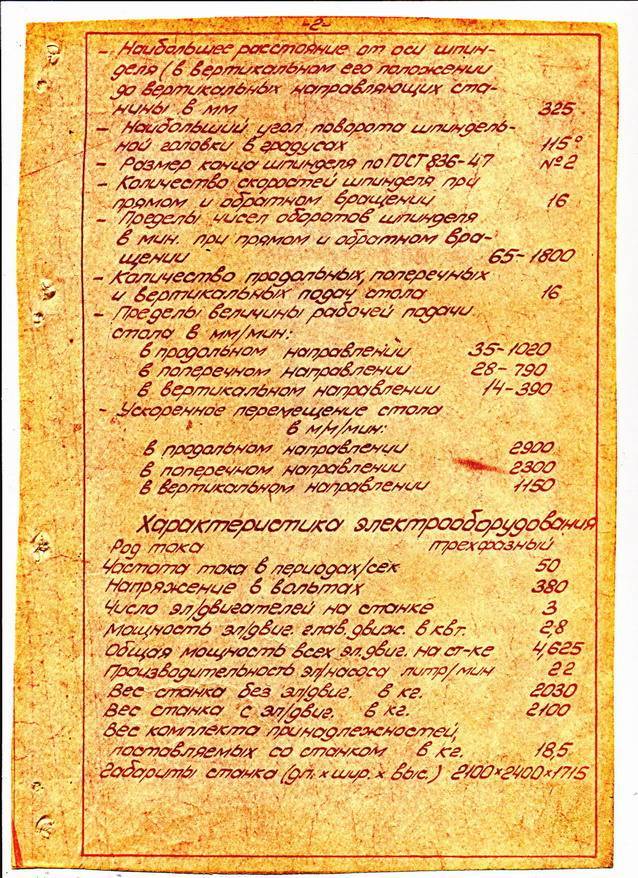
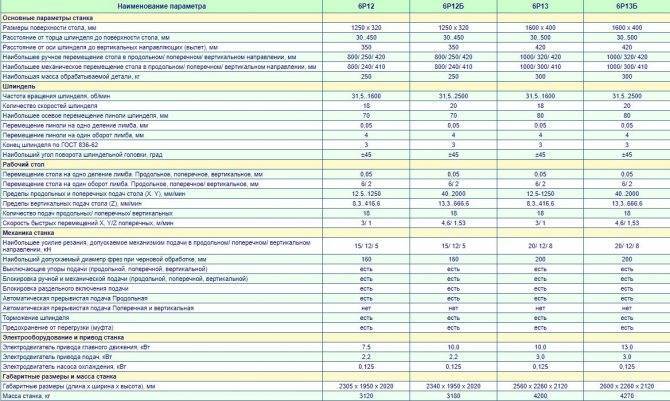
Технические характеристики
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали. Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.
- Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
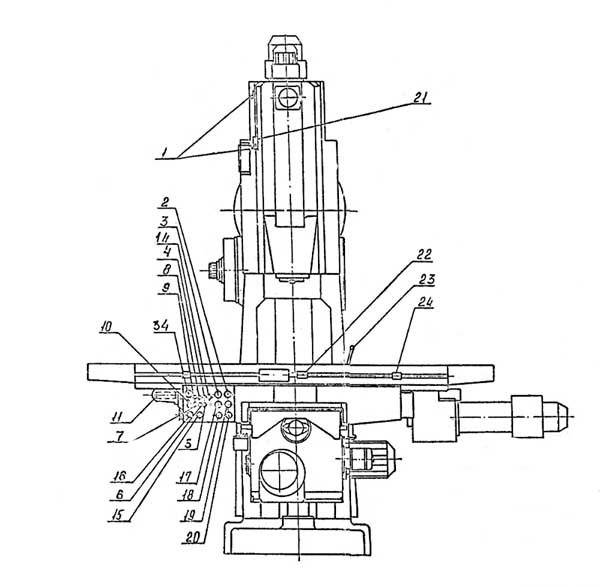
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.
- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
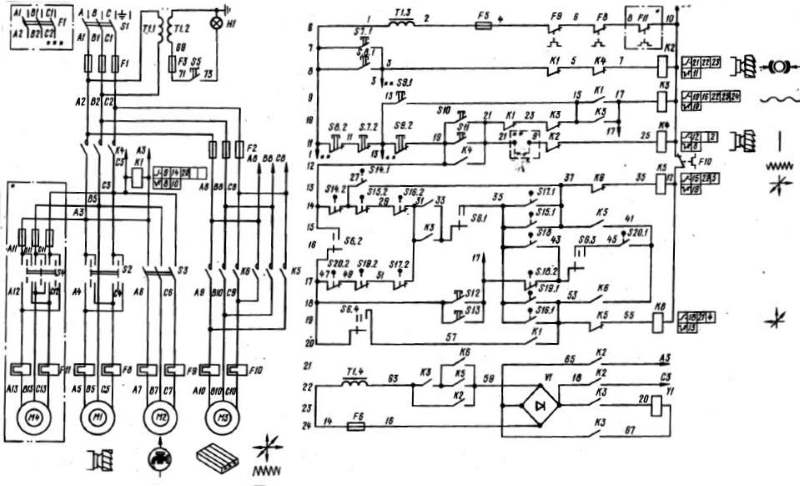
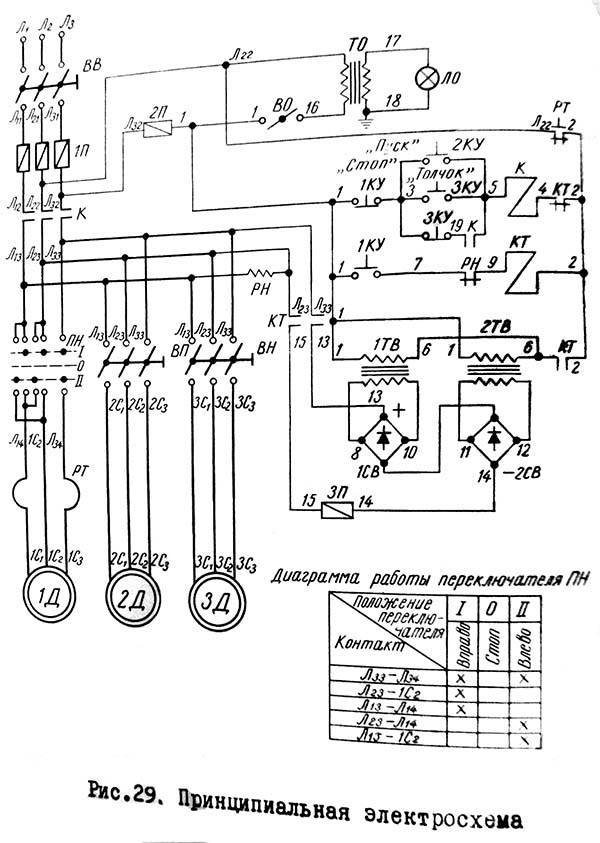
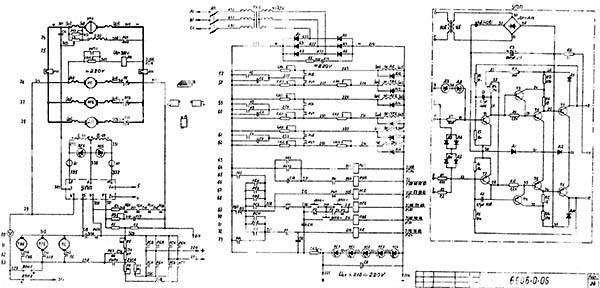
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.

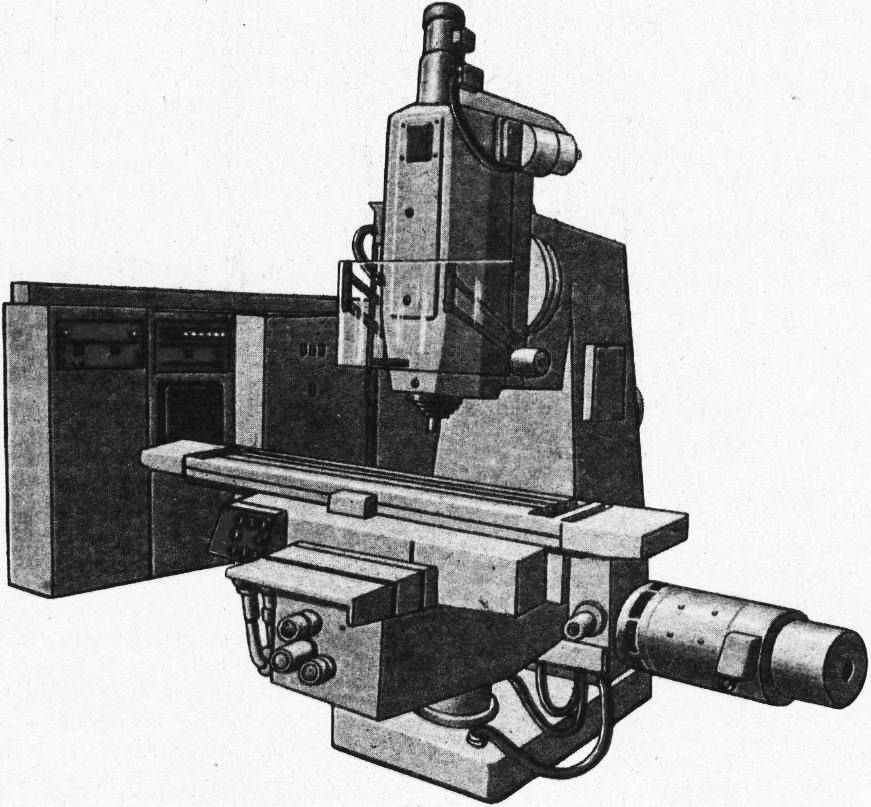
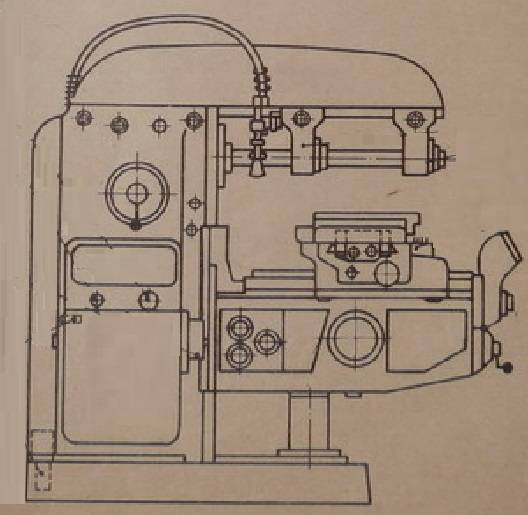
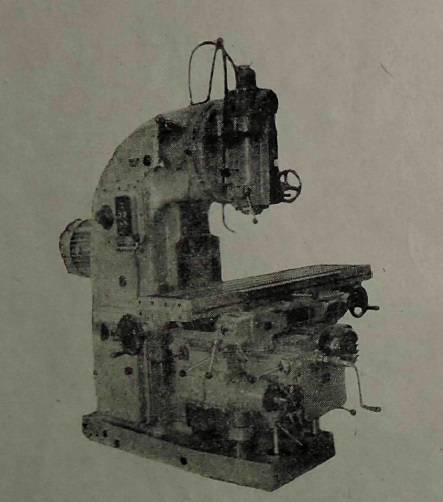
Внешний вид станка 6Р13
Общая информация
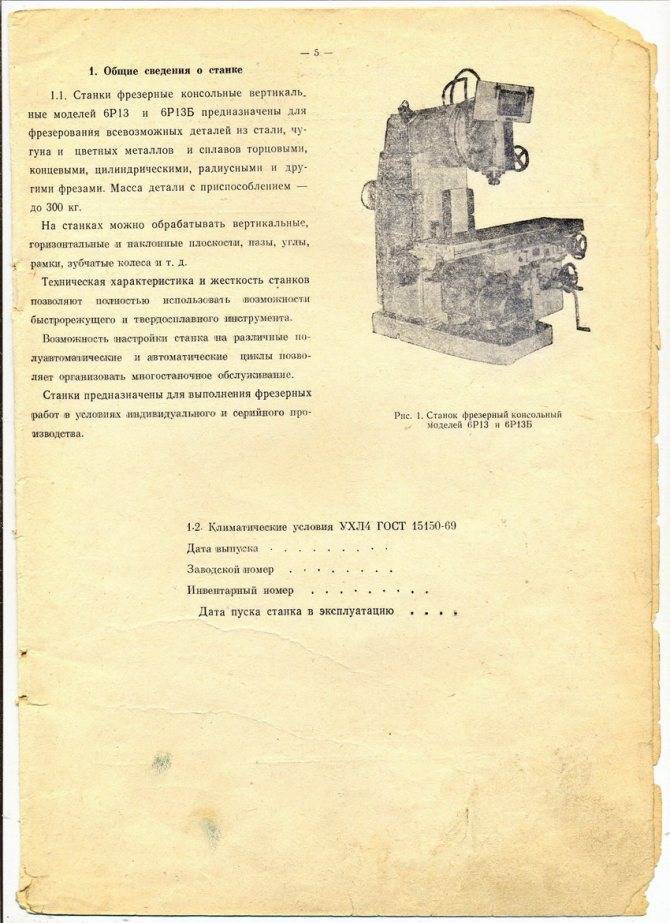
Паспорт фрезерного станка 6Р13 содержит информацию, которая определяет его применение для обработки стальных, чугунных заготовок и из цветных сплавов. В качестве режущего инструмента может устанавливаться торцевая или концевая фреза. Кроме этого паспорт содержит данные о том, что функциональности фрезерного станка 6Р13 достаточно для фрезерования вертикальных, горизонтальных и наклонных поверхностей, углов, пазов, рамок. Есть возможность проводить снятия металла и по сложной траектории.
Скачать паспорт (инструкцию по эксплуатации) станка 6Р13
Вертикально фрезерный консольный станок 6Р13 в отличие от многих других представителей данной группы может применяться для прохода по криволинейной траектории благодаря установленному устройству чтения копира. Его можно охарактеризовать следующим образом:
- В качестве шаблона используется подготовленный копир.
- Для описания траектории у конструкции есть электрический датчик, наконечник которого проходит по копиру и определяет величину смещения стола.
Таким образом можно сказать, что консольно-фрезерный станок 6Р13 является многофункциональным оборудованием, которое применяется в среднем, мелкосерийном и единичном производстве.
Уделим внимание тому, что расшифровка названия станка соответствует нормам, установленным в Советском Союзе. Первая буква указывает на принадлежность модели к фрезерной группе, первая цифра определяет подгруппу, вторая – габариты стола, которые в данном случае составляет 160 на 40 сантиметров
На основе 6Р13 было создано несколько модификаций, которые оснастили числовым программным управлением, двигателем высокой мощности и более усовершенствованным копировальным механизмом.
https://youtube.com/watch?v=jMRw9VRPXcA
Главные преимущества станка 6Р13:
1. закрепление в шпинделе инструмента — механизированный процесс 2. винтовая пара снабжена дополнительной системой периодического регулирования 3. установлена предохранительная муфта, защищающая от перегрузок 4. диапазон вращения шпинделя и режимы подачи станка достаточно высоки 5. надежность, качество выполняемых операций и надлежащий уровень безопасности 6. Увеличена рабочая поверхность, по сравнению с аналогами
За счет установки дополнительного оборудования на фрезерный станок 6Р13 (тисков, универс. головки, редукторов и тд) может быть значительно улучшено качество обработки.
__________________________
Принцип работы
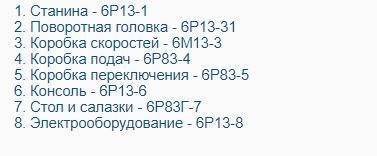
Классический вертикально-фрезерный станок работает по основной технологической схеме, при этом, главным движением является вращение инструмента (фрезы, сверла и т.д.), а вспомогательное движение — перемещение стола с установленной деталью. Режимы резания и цикл обработки настраиваются регулировочными рычагами и рукоятками.
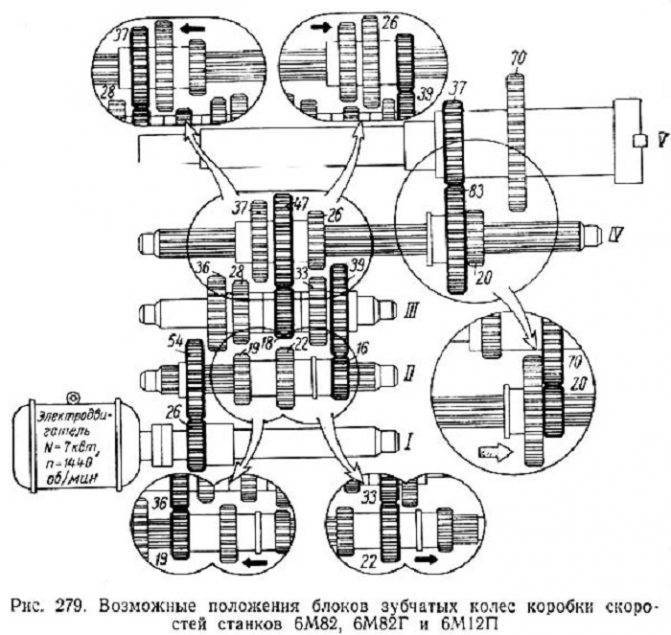
Количество оборотов шпинделя регулируется переключением блоков зубчатых колес коробки скоростей в соответствующее положение.
Ускоренные движения регулируются отдельным приводом через фрикцион и промежуточные шестерни. Кинематическая схема исключает одновременное включение быстрого хода и рабочих подач.





Заготовка жестко крепится на поверхности рабочего стола, который имеет Т образные пазы для специальных зажимных болтов. Стол с обрабатываемой деталью перемещаются по двум координатам: продольной и поперечной, а непосредственный процесс резания происходит за счет соприкосновения вращающегося инструмента и заготовки. В качестве инструмента используют различные фрезы, сверла, метчики и другой осевой инструмент.
Варианты управления
При ручном управлении, настройка и контроль рабочими процессами осуществляется от рычагов, маховиков и рукояток. Оператор контролирует величину подач и режимы резания визуально при помощи мерительного инструмента и лимбов.
Комплектация устройством цифровой индикации (УЦИ) обеспечивает контроль рабочих органов во время эксплуатации. Параметры положений высвечиваются на цифровом дисплее. Устройство с функцией предварительного набора перемещения координат позволяет настраивать ход узлов на требуемые значения.
Характеристика электрооборудования
- Мощность главного двигателя 7,5/11 кВт.
- Мощность насоса охлаждения 0,12 кВт.
- Напряжение сети 380 В.
- Частота 50 Гц.
- Род тока переменный.
Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.
Конструкция станка, его особенности
Внешний вид
Вертикально-фрезерный станок этой серии по своим характеристикам во многом схож с предыдущей моделью. Разница заключается в мощности силовой установки и размерах рабочего стола. Поэтому 6Р13 часто применяется для обработки средних и больших заготовок, изготовленных из стали, цветных металлов.
Основная область назначения фрезерного станка – формирование пазов различной формы на поверхностях детали методом фрезерования. Для этого можно использовать фрезы стандартной формы, в том числе – с твердосплавными напайками.
К техническим и конструктивным особенностям оборудования можно отнести следующие факторы:
- вертикальное расположение пинольного шпинделя;
- возможность смещения крестового стола по горизонтали и вертикали. Этот узел характеризуется большим значением подач;
- наличие копировального устройства. Оно предназначено для обработки криволинейных поверхностей заготовки;
- механизм поворота шпиндельной головки. Этот процесс осуществляется вручную, поэтому перед изменением положения режущего инструмента необходимо остановить станок.
Для улучшения качественных характеристик модель станка 6Р13 оборудована системой охлаждения. С помощью электродвигателя СОЖ подается в область обработки заготовки, тем самым уменьшая температурный нагрев поверхности.
Еще одним преимуществом станка является его относительно большая удельная масса. Это обусловлено свойствами материала изготовления – чугуна. Станина и несущая вертикальная опора сделаны методом литья. Центр оборудования располагается в нижней части конструкции. Дополнительно в блоке со шпинельной головкой есть противовес, который благоприятно влияет на устойчивость.
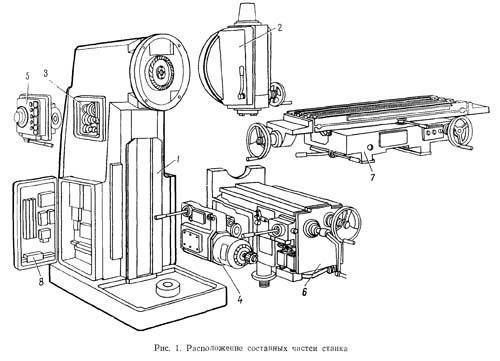
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.
Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.

Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.

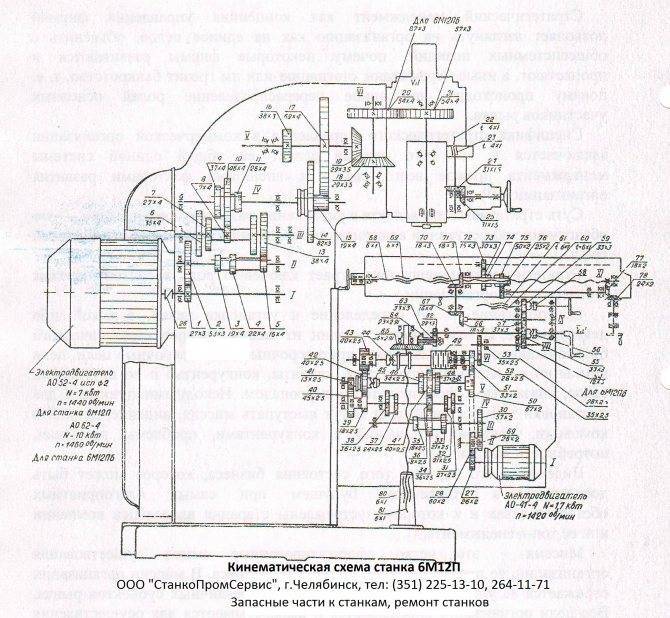
Сведения о производителе консольно-фрезерного станка 6М13П
Производитель фрезерных станков 6М13П Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года, Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии М выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1961 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П станок консольно-фрезерный вертикальный 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный 400 х 1600
- 6606 станок продольно-фрезерный 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
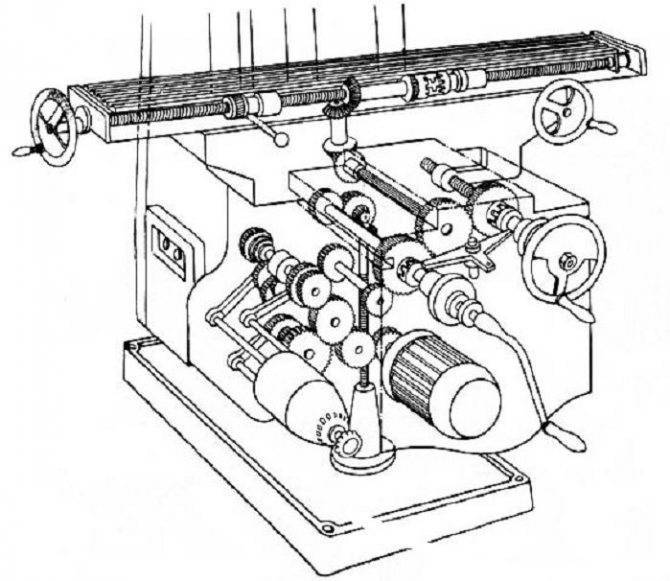
Основные узлы станка
Станок, как уже говорилось выше, довольно стандартны по всей сборке и количеству устройств. Среди узлов и главных деталей выделяют:
- станину;
- поворотную головку;

- стол и салазки;
- коробки: передач, подач, переключения;
- электрическое оборудование;
- консоль.
Специалисты настаивают на том, что комплектация основывается на использовании только качественных и оригинальных запчастей. Но, как показывает практика, сейчас их найти довольно сложно, поэтому в ход идут детали от других механизмов, если они, конечно, подходят по габаритным размерам.
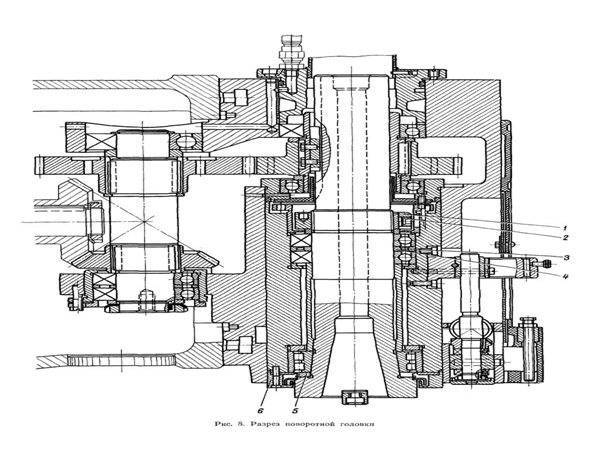
Поворотная головка и шпиндель вертикально-фрезерного станка Р-серии
Поворотная головка относится к типу запчасти, которые крепится на кольцевой выточке станины. Укрепляется четырьмя болтами. Шпиндель является валом с двумя опорами, который находится в движимой гильзе. Люфт регулируется подшлифовкой. При этом регулировка происходит по алгоритму:


- снять гильзы;
- убрать фланец;
- снять полукольца;
- убрать резьбовую пробу;
- убрать гайки;
- застопорить гайку;
- подтянуть подшипник;
- обкатка шпинделя;
- подшлифовка полуколец;
- закрепление механизма.
Коробка скоростей находится в корпусе станины, несоосность максимум 0,6 миллиметров. Коробка переключения скоростей позволяет внедрять нужную сразу без промежутков.
Технические характеристики консольного фрезерного станка 6Т13Ф3
| Наименование параметра | 6Т13Ф3 |
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Наибольший продольный (X), поперечный (Y), вертикальный ход (Z) стола, мм | 1000, 400, 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр сверла, мм | 30 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 40..2000 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли (гильзы) шпинделя, мм | |
| Перемещение пиноли шпинделя на одно деление лимба, мм | |
| Перемещение пиноли шпинделя на один оборот лимба, мм | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 |
| Рабочий стол. Подачи | |
| Пределы продольных, поперечных подач стола и ползуна (X, Y, Z), мм/мин | 3..4800 |
| Скорость быстрых перемещений (продольных (X)/ поперечных (Y)/ вертикальных (Z)), м/мин | 7,5/ 7,5/ 7,5 |
| Количество подач стола (продольных, поперечных, вертикальных) | Б/с |
| Подача на один импульс (продольное (X), поперечное (Y), вертикальное (Z)), мм | 0,01 |
| Наибольшее допустимое усилие резания (усилие подачи) по координате X, Y, Z, кг | 1600/ 1600/ 1000 |
| Система ЧПУ 2С42-65 | |
| Количество управляемых одновременно управляемых координат при линейной интерполяции | 3/ 3 |
| Количество управляемых одновременно управляемых координат при круговой интерполяции | 3/ 2 |
| Дискретность, мм | 0,01 |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 10 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 0,85 |
| Электродвигатель установочного перемещения консоли, кВт | 1,5 |
| Электродвигатель зажима инструмента, кВт | 0,25 |
| Электродвигатель насоса СОЖ, кВт | 0,12 |
| Электродвигатель насоса смазки, кВт | 0,27 |
| Электродвигатель вентилятора, кВт | 0,05 |
| Суммарная мощность всех электродвигателей, кВт | 12,17 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2520 х 3200 х 3002 |
| Масса станка, кг | 5300 |
Список литературы:
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
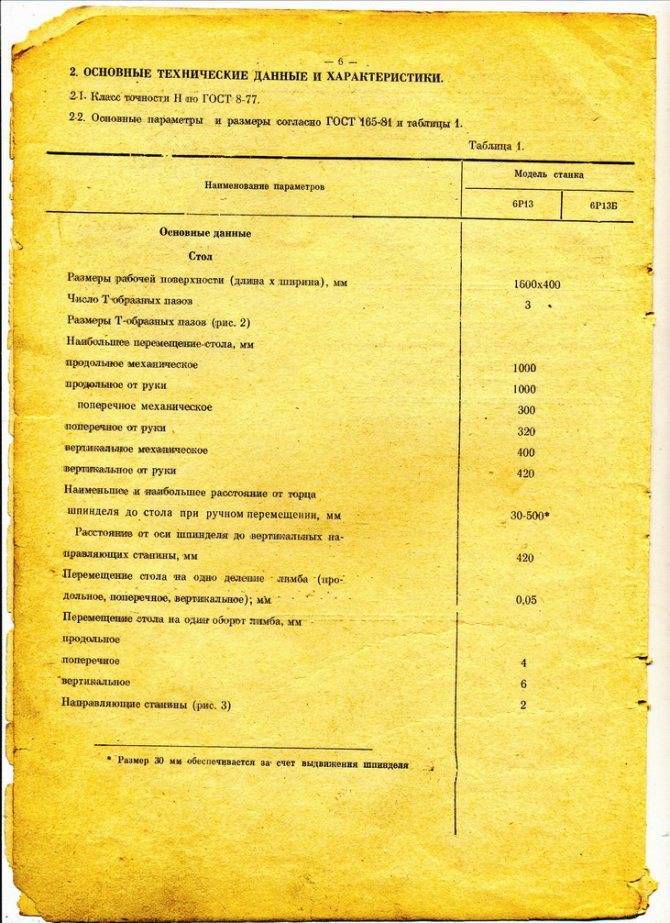
Конструкционные особенности
Особенности конструкции рассчитаны на качественное выполнение фрезеровальных работ на высоких скоростях и с деталями, выполненными из высокопрочных материалов.
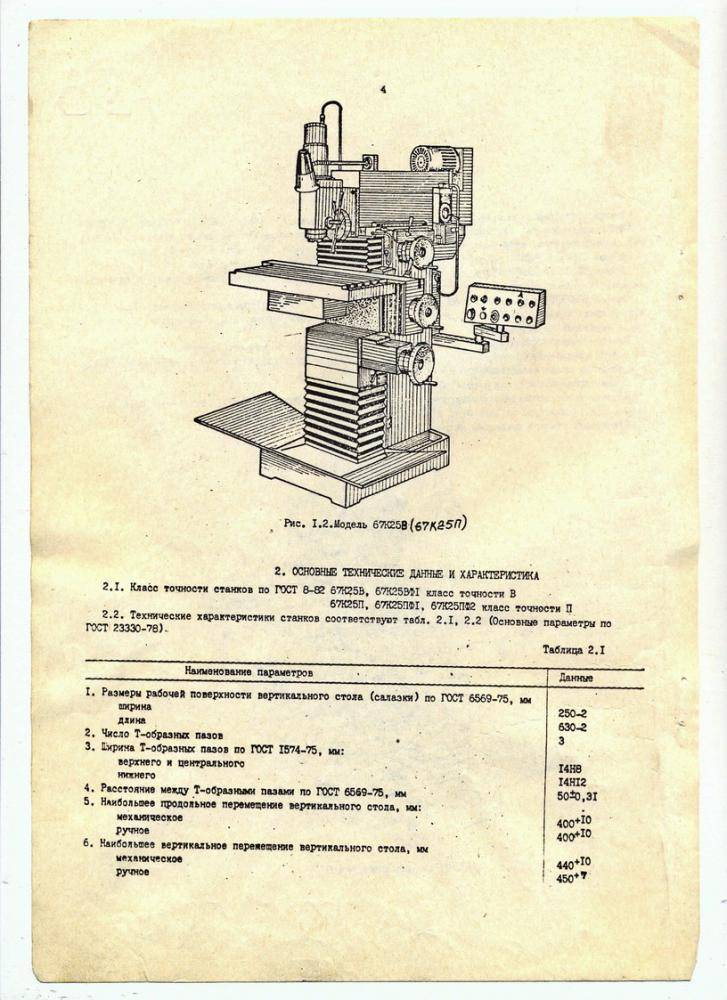
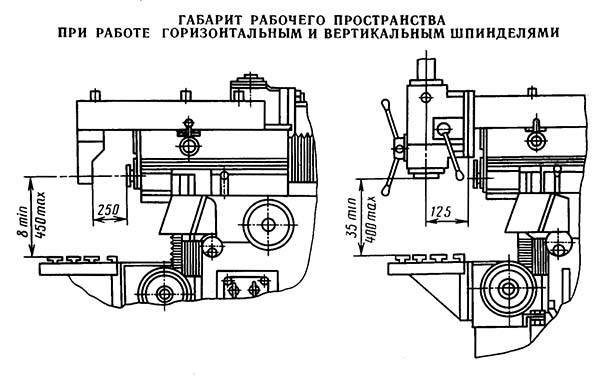
Габариты и размеры рабочего пространства
Размеры и характеристики рабочего пространства позволяют обрабатывать крупные заготовки, что удобно в условиях промышленного производства:
- Размеры стола – 40смх160см.
- От торца шпинделя до стола расстояние 3–50 см.
- Параметры от оси шпинделя до вертикальных направляющих станины 45 см.
- Ход стола вдоль от руки – 80 см.
- Поперек от руки параметры хода стола – 32 см.
- Вертикальное перемещение – 42 см.
Высота станка составляет 2235 мм, при весе станка 4150 кг.
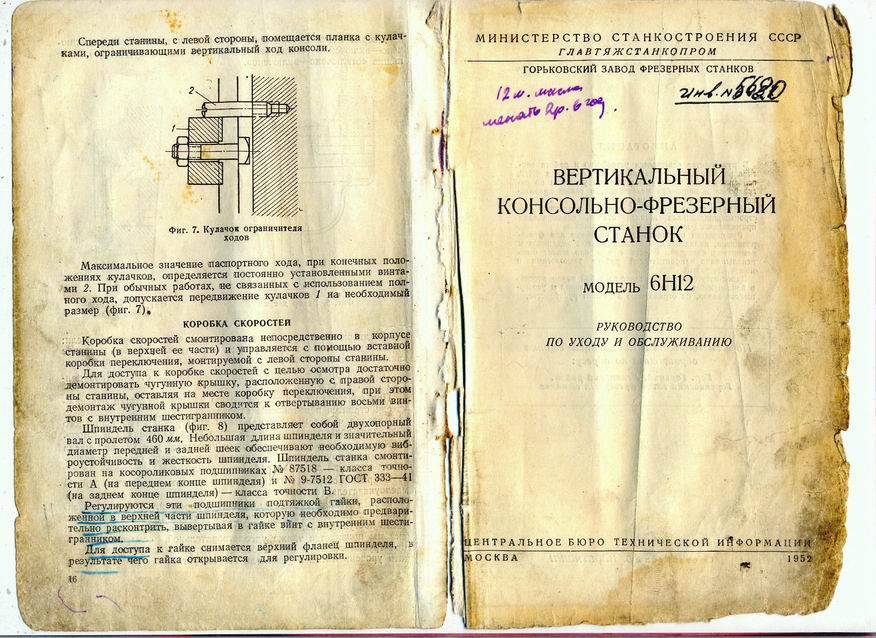
Коробка скоростей и шпиндель
Коробка скоростей расположена в верхней части станины и для управления имеет вставной узел переключения скоростей. Данный узел находится с левой стороны станины. Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.


В поворотной головке вмонтирован шпиндель. Сама головка крепится четырьмя болтами непосредственно к кольцевой выточке горловины станины. Поворотная головка имеет возможность поворачиваться на 45° от вертикальной оси. Чтобы увеличить параметры жесткости шпинделя во время работы имеется рукоятка, зажим которой стягивает корпус поворотной головки.
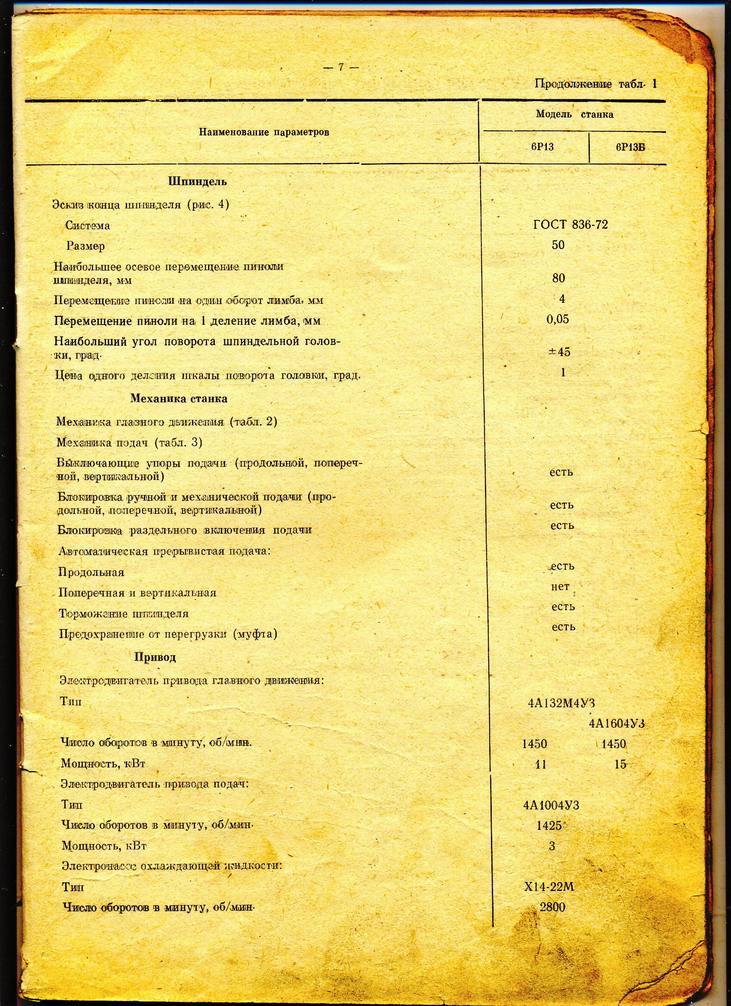
Технические характеристики шпинделя:
- частота вращения 31.5–1600 об/мин;
- количество скоростей шпинделя – 18;
- передвижение пиноли – 8.5 см;
- перемещение пиноли на одно деление лимба – 0.05 мм.
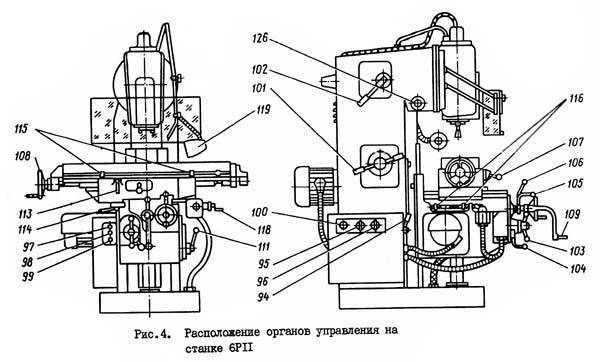
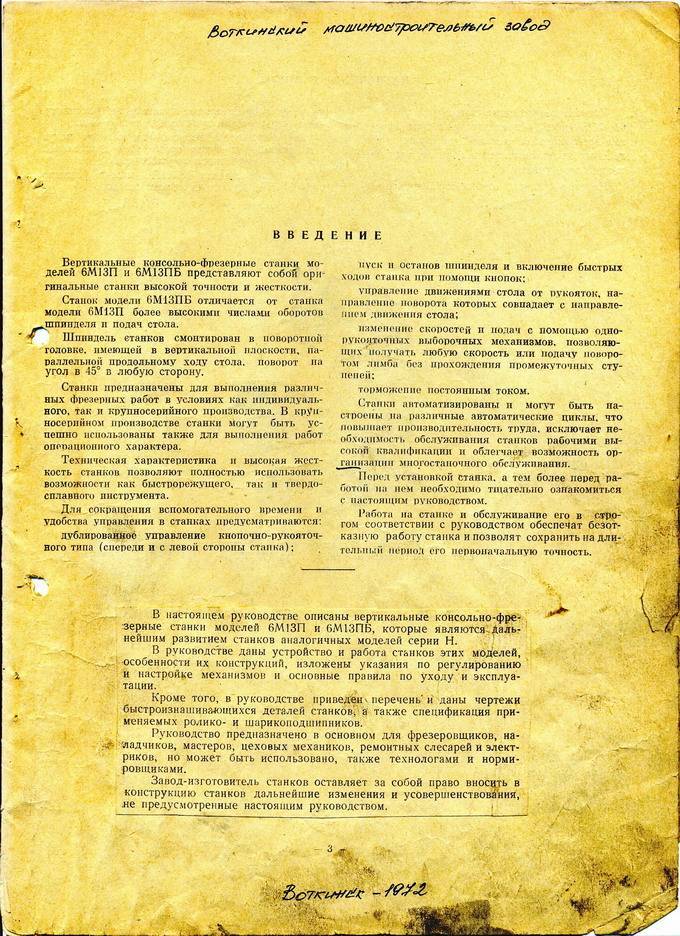
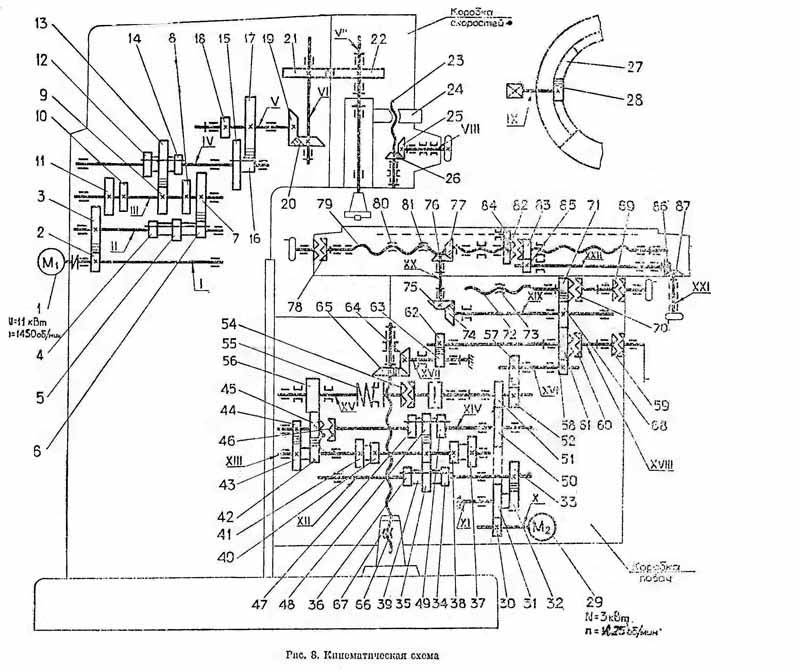
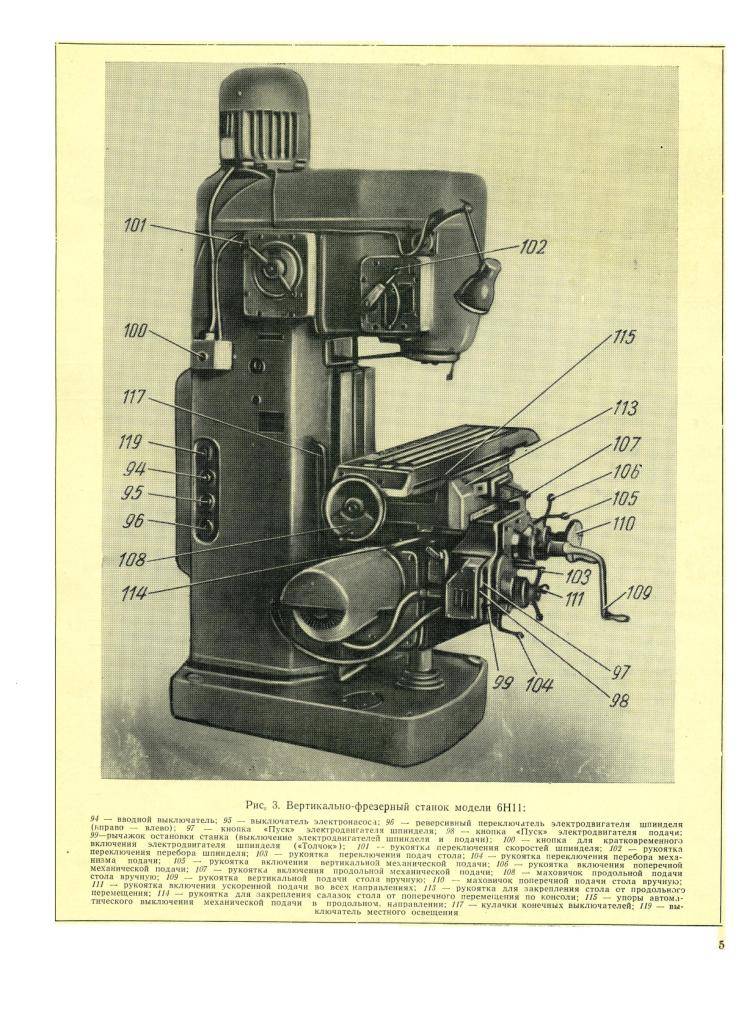
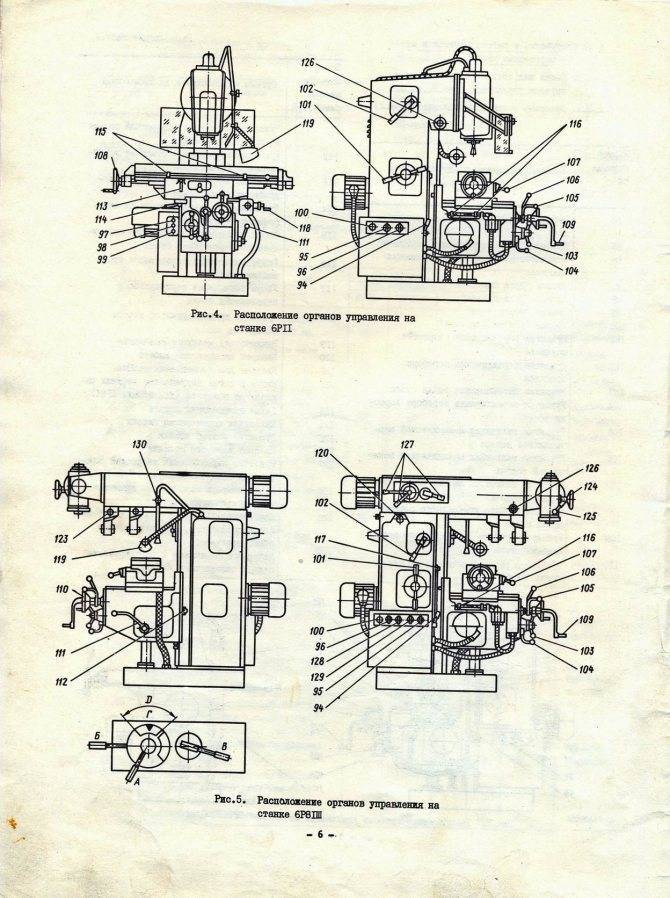
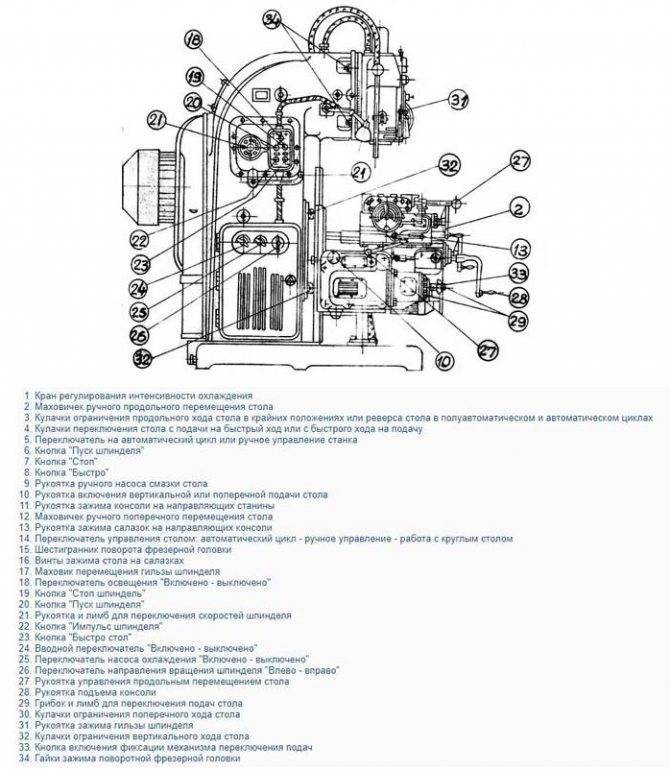
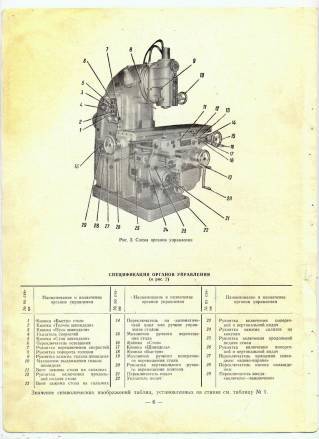
Расположение органов управления
Всего у агрегата имеется 34 детали, которые отвечают за регулировку, настройку и управление основных узлов. Помимо различных рукояток, кнопок и переключателей имеется и зажимная гайка. Все органы управления крепятся на основном корпусе оборудования с помощью них осуществляется регулировка и управление следующими процессами:
- охлаждением;
- продольным перемещением стола;
- пуск, торможение и остановка шпинделя;
- смазка рабочей поверхности;
- поперечное и вертикальное перемещение рабочей поверхности;
- переключение скоростей шпинделя;
- ограничение поперечного хода рабочего стола;
- поворот фрезерной головки.
Механизм подач
В консоли агрегата вмонтирован отдельный двигатель мощностью 1.7 кВт. От него и происходит привод подач. 18 подач осуществляется от узла к ходовым винтам в диапазоне 25–1250 мм/мин, винту вертикального перемещения также осуществляется 10 подач в диапазоне 8.3–450 мм/мин. В консоли расположены все узлы цепи подач. От электродвигателя передается движение к столу, салазкам, а также непосредственно к консоли.
Электрооборудование
Агрегат питается от трехфазной сети с показателями напряжения 380 В и частотой в 50 Гц. Вся пусковая электрика расположена в двух нишах станины. В каждой из них расположены по 2 панели, которые имеют общую монтажную схему. В левой нише имеется дверка с рукояткой вводного включателя для подключения электрооборудования к сети.
Также к электрооборудованию станка 6М13П относится:
- электронасос с включателем;
- электромагнит для привода фрикционной муфты быстрого хода и для отключения кулачковой муфты подачи;
- переключатель реверса;
- вводный включатель;
- электродвигатель шпинделя;
- электродвигатель подачи.
Управление движком шпинделя осуществляется кнопками.
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8-77.
Модификации вертикального консольного фрезерного станка 6Р12
682
– первая модель фрезерного станка, выпущенная Горьковским заводом в 1932 году
6Б12
– следующая модель серии, станок выпускался с 1937 года
6Н12
– следующая модель серии, станок выпускался с 1951 года
6Н13ПР
— станок получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году
6Н13Ф3-2
консольно-фрезерный станок с ЧПУ Контур 3П-68
6М12
– следующая модель серии, станок выпускался с 1960 года
6М12П
– станок повышенной точности, станок выпускался с 1961 года
6Р12
– следующая модель серии, станок выпускался с 1972 года, заменил станок 6М12
6Р12Б
– станок быстроходный с повышенной мощностью
6Р13РФ3
– станок с ЧПУ Н33-1М и револьверной головкой
6Р12К-1К-1
– станок с копировальным устройством, принят к серийному производству в 1978 году
6Т12-1
– следующая модель серии, станок выпускался с 1985 года
6Т12
– следующая модель серии, станок выпускался с 1991 года
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR)
— 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный завод
ВМ127М
— (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12
— 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040
— 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401)
— 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б
2 Коробка скоростей и шпиндель консольно-фрезерной установки
Данный элемент агрегата расположен на корпусе станины (вверху), а управление им производится с левой части станины, где смонтирована коробка (вставная), дающая возможность выбрать нужную оператору скорость работы. Ремонт коробки возможен при снятой ее крышке.
Центрированная в горловине поворотная головка станка несет на себе шпиндель. От оси по вертикали головка способна поворачиваться в две стороны на угол в 45 градусов. А крепится данный узел при помощи четырех болтов. Маховик предназначен для того, чтобы гильзу головки можно было выдвинуть в необходимый момент и на нужную длину. Длина такого выдвижения контролируется лимбом, который находится на валике маховика. Если маховик делает полный оборот, выдвижение гильзы составляет 4 миллиметра, если переключается на деление лимба – 0,05 миллиметров.

От коробки скоростей шпиндель получает требуемое для выполнения фрезерования вращение (поступает оно через две передачи – цилиндрическую и коническую). В тех ситуациях, когда шпинделю требуется придать повышенную жесткость, можно осуществить стягивание корпуса головки, используя специальный зажим (управляется он рукояткой). Добавим и то, что перемещение гильзы допускается настраивать при помощи кронштейна, размещенного на корпусе поворотной головки.
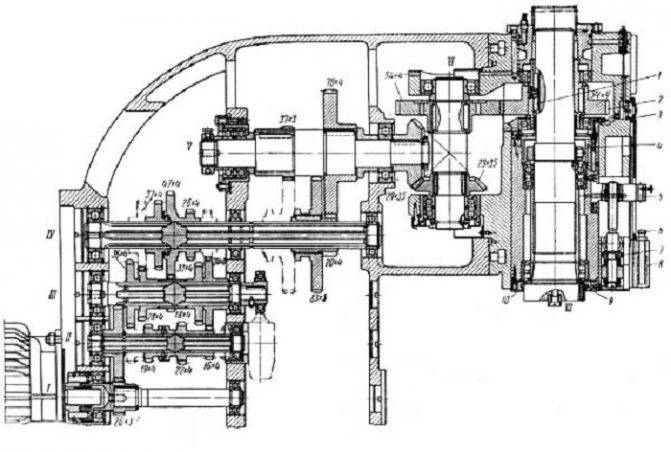
Главный вал агрегата конструктивно установлен на дух упорных и одном радиальном подшипнике. Первые стянуты шайбой, находятся они во фланце, соединенном со станиной. Промежуточные кольца можно подшлифовывать для того, чтобы изменять зазор в таких подшипниках. Второй вал монтируется по такой же схеме, но регулировать зазор на его подшипниках следует посредством подтягивания гайки, смонтированной на левом торце данной детали.
Кроме того, в станке имеется еще три вала. Два из них являются шлицевыми, что позволяет передвигать зубчатые блоки, а один стоит на трех опорах для придания максимальной жесткости конструкции фрезерной установки.

Коробка скоростей описываемого агрегата выполнена в качестве самостоятельного механизма, располагающего:
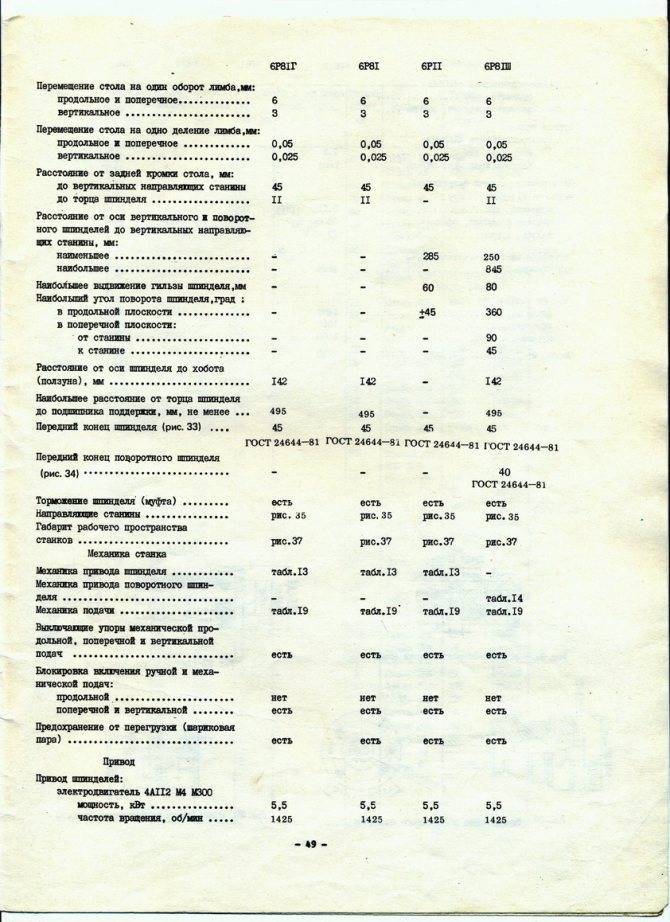
Технические характеристики
Основные технические характеристики рассматриваемого агрегата:
- 16 ступеней функциональных подач стола;
- 1 оборот лимба дает перемещение стола вдоль или поперек на 6 мм;
- вертикальное перемещение стола на один поворот лимба – 3 мм;
- расстояние между направляющими о осью вертикального шпинделя – 285 мм;
- перемещение стола вдоль – 630 мм;
- перемещение поперек – 200 мм;
- вертикальное перемещение – 350 мм.
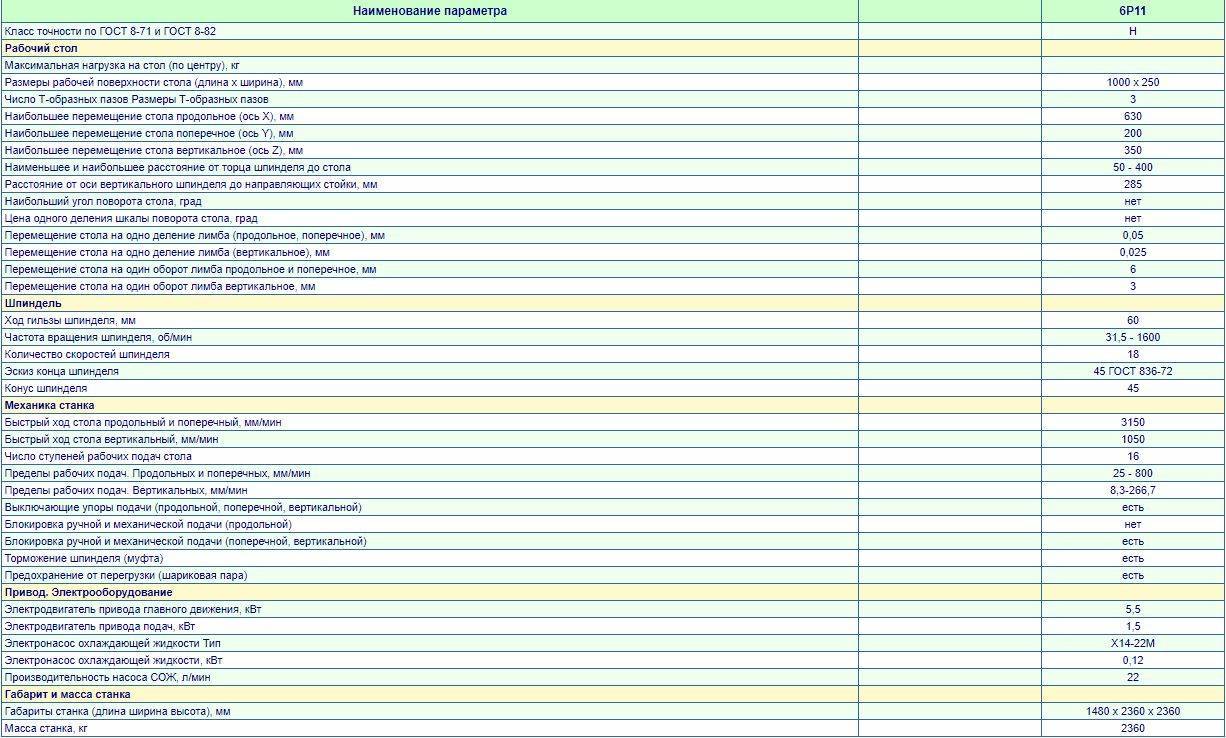
По точности агрегат соответствует классу Н (нормальный).
Составные части и органы управления
Основные узлы агрегата:
- электрический шкаф;
- механизм для смазывания непосредственно консоли и всей рабочей поверхности;
- ползун;
- серьга;
- фрезерная головка с поворотным механизмом;
- рабочий стол;
- узел с консолью;
- приводная область шпинделя;
- литая станина;
- редуктор;
- оборудование с электрической частью.
Основная часть опоры для шпинделя – подшипники. К основным органам управления станком относятся:
- автомат для отключения электросети;
- кнопка переключения вращения шпинделя;
- кнопки для запуска шпинделя и подачи;
- рукоятки для: переключения режимов подачи рабочей поверхности, перебора шпинделя, его скоростей, механической передачи;
- маховичок для ручного перемещения стола;
- рукоять привода ручного насоса смазки;
- зажим пиноли;
- переключатель скоростей поворотного шпинделя ползуна.
Насосная станция передает охлаждающую жидкость от насоса к фрезе по встроенному трубопроводу. Это позволяет уменьшить нагрев инструмента при активной работе.
Электрооборудование
- насос для охлаждения с производительностью 2.2 л в минуту;
- насос Х14–22М с мощностью в 0.12 кВт;
- двигатель подач – 1.5 кВт;
- двигатель движения – 15.5 кВт.
Коробка скоростей
Коробка скоростей расположена внутри корпуса станины. Между коробкой и электродвигателем расположена электромуфта, которая обеспечивает надежность соединения этих деталей. Допустимые параметры не соосности – не больше 0.7 мм.
Смазкой коробки скоростей занимается плунжерный насос, стандартная производительность которого – 2 литра в минуту
Важное преимущество – от последовательности ступеней можно отказаться, чтобы сэкономить время и количество усилий, требуемых на обработку детали
Коробка подач
Этот узел осуществляет подачу для консоли, салазок и стола. Предохранительная и кулачковая муфты осуществляют процесс передачи крутящего момента к выходному валу. Соединены кулачковая муфта с валом при помощи втулки.
Частота вращения остается постоянной, поскольку при передаче ускоренного движения от электродвигателя минуются первая шестеренка и коробка передач.