

НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Шпиндельный узел сверлильного станка нс-12а — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя — наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Технические характеристики сверлильного станка 257
| Наименование параметра | 2М57 | 2Н57 | 257 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 75 | 75 | 75 |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 500..2000 | 2000 | 500..2000 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1500 | 1800 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 400..2000 | 1750 | 600..1750 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 1100 | 900 | |
| Скорость вертикального перемещения рукава по колонне, м/мин | 0,75 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 450 | 450 | |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | |
| Размер поверхности плиты (ширина длина), мм | 1630 х 2020 | 1630 х 2020 | |
| Шпиндель | |||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 6 | Морзе 6 | Морзе 6 |
| Частота прямого вращения шпинделя, об/мин (Количество скоростей шпинделя) | 12,5..1600 (22) | 12,5..1600 (22) | 11,2..1400 (22) |
| Пределы рабочих подач на один оборот шпинделя, мм/об (Число подач шпинделя) | 0,063..3,15 (18) | 0,063..3,15 (18) | 0,04..2 (18) |
| Перемещение шпинделя на одно деление лимба, мм | 1 | ||
| Перемещение шпинделя на оборот лимба, мм | 150 | ||
| Наибольший допустимый крутящий момент, кгс*см | 14000 | ||
| Наибольшее усилие подачи, кН | 32 | ||
| Зажим вращения колонны | |||
| Зажим рукава на колонне | |||
| Зажим сверлильной головки на рукаве | |||
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 5 | ||
| Электродвигатель привода главного движения, кВт | 7,5 | 7 | 7 |
| Электродвигатель привода перемещения рукава, кВт | 3,0 | ||
| Электродвигатель привода гидрозажима колонны, кВт | 0,5 | ||
| Электродвигатель привода гидрозажима сверлильной головки, кВт | 0,8 | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | ||
| Суммарная мощность установленных электродвигателей, кВт | |||
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3500 х 1630 х 3780 | 3620 х 1550 х 3875 | |
| Масса станка, кг | 10500 | 6500 |
Список литературы:
Лоскутов В.В., Сверлильные и расточные станки, 1981, стр.56
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Бирюков Б.Н. Гидравлическое оборудование металлорежущих станков., 1979
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972
Тепинкичиев В.К. Металлорежущие станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Чернов Н.Н.. Металлорежущие станки, 1988
Связанные ссылки
Каталог-справочник радиально-сверлильных станков
Паспорта к радиально-сверлильным станкам и оборудованию
Основные характеристики
Выбор наиболее подходящей модели может осложниться по причине формирования просто огромного ассортимента. Основными критериями выбора назовем нижеприведенные моменты:
- Тип станка. Для тяжелых заготовок больше всего подходит радиально-сверлильные станки, для малых — вертикальные.
- Показатель мощности. От этого показателя напрямую зависит производительность. Мощность во многом зависит от типа устанавливаемого электрического двигателя. Однако, с увеличением мощности существенно повышается показатель расхода электроэнергии.
- Небольшие модели, предназначенные для применения в гараже или домашней мастерской, могут питаться от сети 220 В. Профессиональное оборудование может работать от сети 380 В. Это связано с тем, что трехфазные электродвигатели обладают большей мощностью и производительностью.
- Максимальный диаметр получаемого отверстия — еще один важный критерий, который следует учитывать. Он во многом зависит от особенностей шпинделя и показателя мощности устанавливаемого электродвигателя. Как правило, тест проводится при обработке стали 45.
- Частота вращения шпинделя. Этот показатель зависит от особенностей конструкции устанавливаемого редуктора. Современные модели позволяют регулировать частоту вращения шпинделя. Выбор более подходящего показателя проводится с учетом типа материала, который обрабатывается на станке.
Конструкции от японских производителей
Станки с магнитной платформой от японских производителей – это особая категория надежного оборудования, высочайшего качества, они отличаются следующими показателями:
- высокая производительность и ресурсы, вне конкуренции;
- оригинальная сборка;
- автоматическая подача сверла;
- трехточечное крепление сверла;
- механизм плавного пуска;
- двойной сенсор;
- контроль скорости подачи сверла;
- безопасный перезапуск;
- встроенный датчик вибрации;
- автоматическая остановка цикла;
- предохранитель перегрузки.
 Предохранитель обеспечивает сохранность вашего оборудования
Предохранитель обеспечивает сохранность вашего оборудования
Все это делает японские станки самыми достойными на аналогичном рынке.
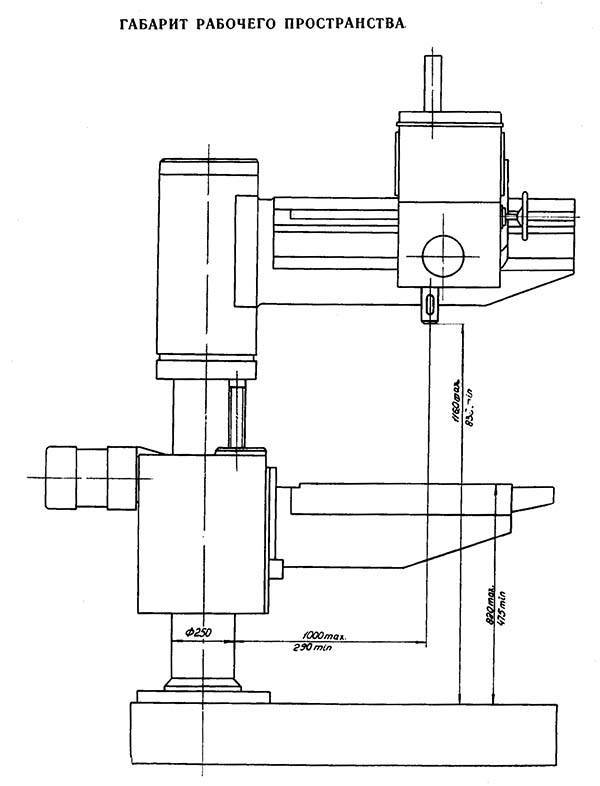
Габарит рабочего пространства радиально-сверлильного станка 257
Габарит рабочего пространства радиально-сверлильного станка 257
Станина с рабочим столом
Станина станка, совмещенная с рабочим основанием (столом), как правило, отлита из серого чугуна. Она предназначена для фиксации всего станка на фундаменте, установки цоколя колонны с траверсой и шпиндельной бабкой, а также крепления оснастки и детали с помощью Т-образных пазов рабочего основания.





Заготовку небольших габаритов можно устанавливать на приставном коробчатом столе, либо непосредственно закреплять на специально обработанной поверхности основания (рабочем столе). Крепление заготовки вне рабочей поверхности стола применяется редко, т.к. вносит дополнительную погрешность в точность обработки изделия.
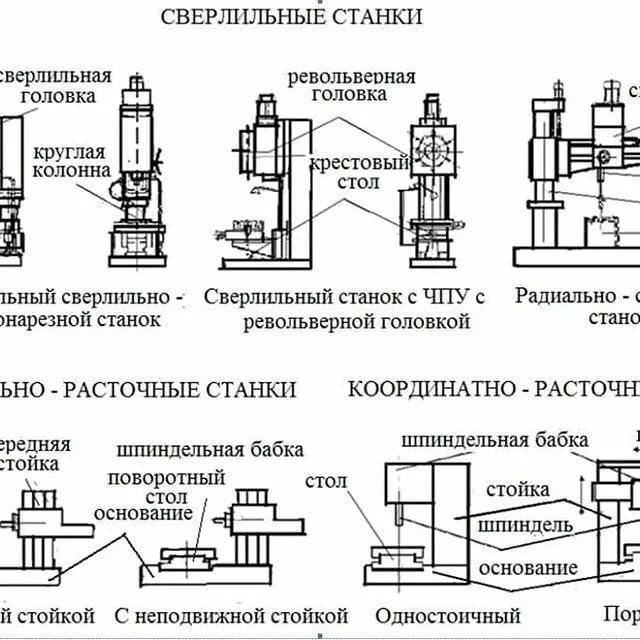
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.
Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным. А обозначение «Ф4» говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Рекомендации по эксплуатации и обслуживанию
Инструкция по технике безопасности на рабочем месте
Не менее важным моментом является соблюдение правил эксплуатации сверлильно-фрезеровального оборудования. Так как во время работы на нем компоненты испытывают значительные нагрузки – следует периодически проводить работы по обслуживанию и поддержанию установки в должном состоянии.
Сначала необходимо правильно установить оборудование. Если была приобретена напольная модель – подготавливают опорную площадку. Для станков массой более 1,5 тонны необходимо сделать ж/б основание. Альтернативой является установка оборудования на специальные опорные ножки.
Для монтажа настольных моделей подготавливают станину. Это может быть простой рабочий стол с хорошими показателями устойчивости. Если масса оборудования относительно небольшая, рекомендуется закрепить его на столешнице.
После выполнения корректного монтажа в течение периода эксплуатации следует соблюдать такие правила:
- при возникновении заедания фрезы или сверла следует незамедлительно остановить станок и проверить его состояние. Повторный запуск осуществляется в холостом режиме без обработки детали;
- обязательно применять защитные ограждения. К ним относится кожух. Установленный на коробке скоростей прозрачный экран, монтируемый на переднюю часть шпиндельной головки;
- заготовка должна быть надежно закреплена. Для этого можно использовать т-образные пазы, магнитный стол или струбцины;
- смена фрезы или сверла выполняется только после окончательной остановки шпиндельной головки. Фиксация инструмента должна быть максимально надежной;
- периодически проверять степень остроты режущих кромок рабочего инструмента. В случае надобности выполнять его замену;
- при наличии системы охлаждения контролировать уровень СОЖ, которая обычно находится в специальной емкости.
Для ознакомления с особенностями работы на этом оборудовании рекомендуется посмотреть видеоматериал:
Основные характеристики
Выбор наиболее подходящей модели может осложниться по причине формирования просто огромного ассортимента. Основными критериями выбора назовем нижеприведенные моменты:
- Тип станка. Для тяжелых заготовок больше всего подходит радиально-сверлильные станки, для малых — вертикальные.
- Показатель мощности. От этого показателя напрямую зависит производительность. Мощность во многом зависит от типа устанавливаемого электрического двигателя. Однако, с увеличением мощности существенно повышается показатель расхода электроэнергии.
- Небольшие модели, предназначенные для применения в гараже или домашней мастерской, могут питаться от сети 220 В. Профессиональное оборудование может работать от сети 380 В. Это связано с тем, что трехфазные электродвигатели обладают большей мощностью и производительностью.
- Максимальный диаметр получаемого отверстия — еще один важный критерий, который следует учитывать. Он во многом зависит от особенностей шпинделя и показателя мощности устанавливаемого электродвигателя. Как правило, тест проводится при обработке стали 45.
- Частота вращения шпинделя. Этот показатель зависит от особенностей конструкции устанавливаемого редуктора. Современные модели позволяют регулировать частоту вращения шпинделя. Выбор более подходящего показателя проводится с учетом типа материала, который обрабатывается на станке.
Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.
Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- ;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 360 0 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.








Оборудование применяются для изготовления отверстий (как глухих, так и сквозных) и фрезеровки. Совмещая данные операции, наиболее востребованные в металлообработке, станки позволяют экономить производственные площади. Станки с ЧПУ подразделяются на следующие виды: вертикально-фрезерные, консольно-фрезерные, продольно-фрезерные, широкоуниверсальные.
По исполнению они могут быть напольными и настольными. Последние отличаются небольшими размерами и сферой применения.
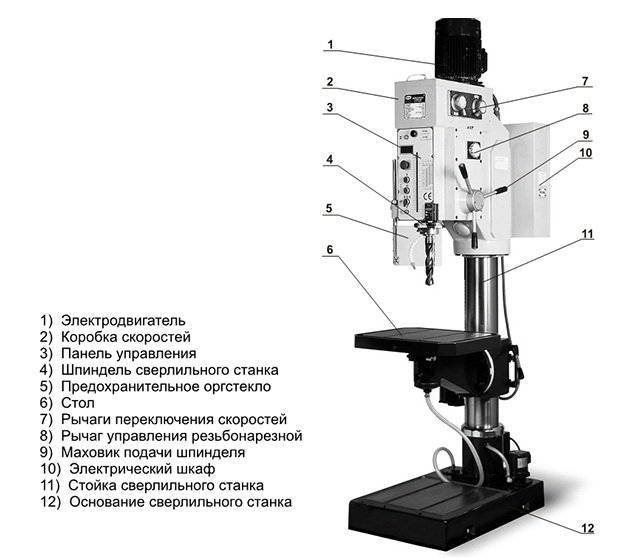
Общие сведения о конструкции
Главным преимуществом магнитных плит является хороший показатель фиксации заготовки, а также их относительно небольшие размеры. Для комплектации станков применяются два типа: электромагнитные и магнитные. Они имеют существенные конструктивные различия.
Плита имеет достаточно простой принцип работы. На ее поверхности создается магнитное поле, которое удерживает металлосодержащие заготовки на поверхности стола. Это позволяет выполнить обработку не только внешней плоскости материалов, но и торцевых областей. В некоторых случаях возможно одновременное шлифование нескольких деталей. Благодаря магнитным свойствам на рабочую поверхность можно установить дополнительное оборудование или вспомогательные устройства.
Конструктивные особенности магнитных плит различного типа:
- плита электромагнитная. Она состоит из корпуса, внутри которого расположены две группы электромагнитных катушек. Они разделены немагнитной прослойкой. При подаче электричества на установленную деталь, формируется электромагнитное поле, которое фиксирует заготовку. Недостатком подобной конструкции является отсутствие сцепления в случае отключения электроэнергии. Поэтому рекомендуется установить реле деактивации станка при возникновении подобной ситуации;
- магнитная плита. Конструктивно она напоминает электромагнитную модель. В ней также установлены две группы магнитов, отличающихся полярностью. На рабочей поверхности плиты установлены блоки из немагнитного материала. В нормальном положении они препятствуют возникновению магнитного поля. С помощью механического устройства происходит их смещение, в результате чего заготовка надежно фиксируется на столе.
Механическая плита магнитная имеет большую степень надежности, но для ее включения/выключения необходимо поворачивать рычаг. Это влияет на оперативность смены положений деталей, и как следствие — производительность. Поэтому чаще всего электромагнитные модели используются при массовом производстве, а механические — для более точной обработки.
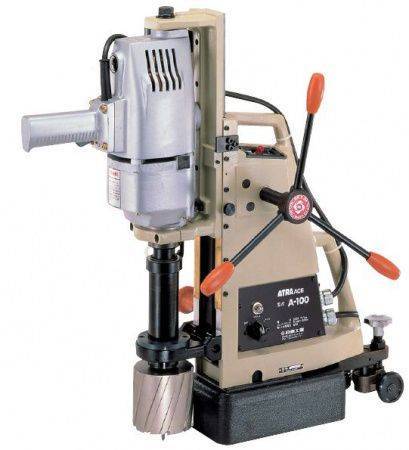
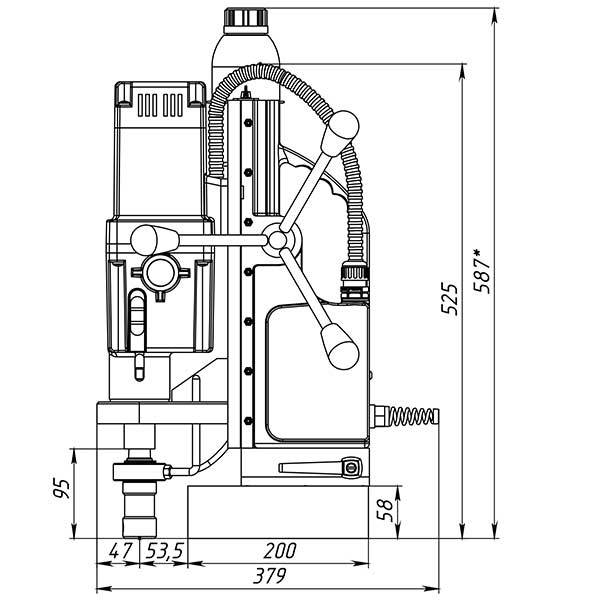
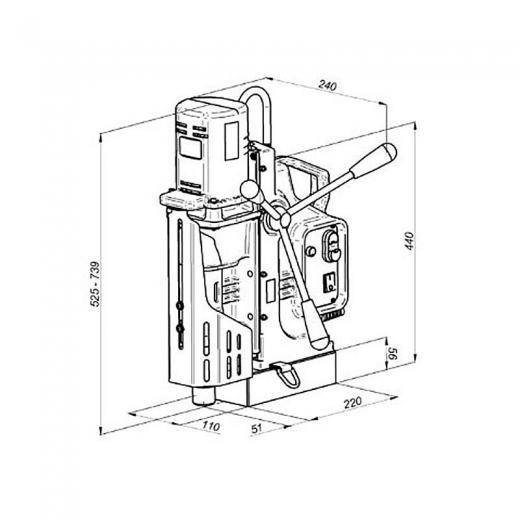
Магнитный сверлильный станок ЕСО.30 – самый лёгкий в своём классе

Самая лёгкая магнитная дрель среди аналогов. Обладает небольшими габаритными размерами, что позволяет обработку в «узких» местах. Этому способствует конструкция коробки передач. Сила магнитного притяжения достигает 1.2 тонн.
Мощный двигатель позволяет увеличить диаметр отверстий, получаемых классическим спиральным сверлом. Зона резания и режущий инструмент смазываются и охлаждаются СОЖ. Прочные и удобные рукоятки обеспечивают необходимую силу нажатия и скорость подачи сверла.
Плюсы:
- Неожиданно лёгкая и, одновременно, мощная магнитная дрель.
- Большая сила притяжения к обрабатываемому основанию.
- Мощность при компактных размерах.
Минусы:
Отрицательных характеристик потребителями не выявлено.
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.
Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали. Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание. В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.

Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Технические характеристики.
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см 2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
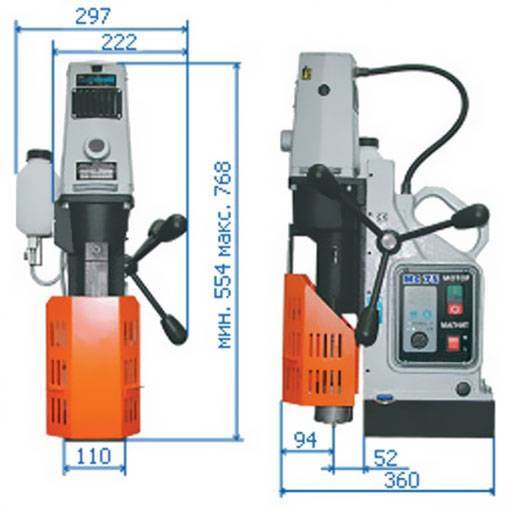
Устройство и работа сверлильного станка МС-51
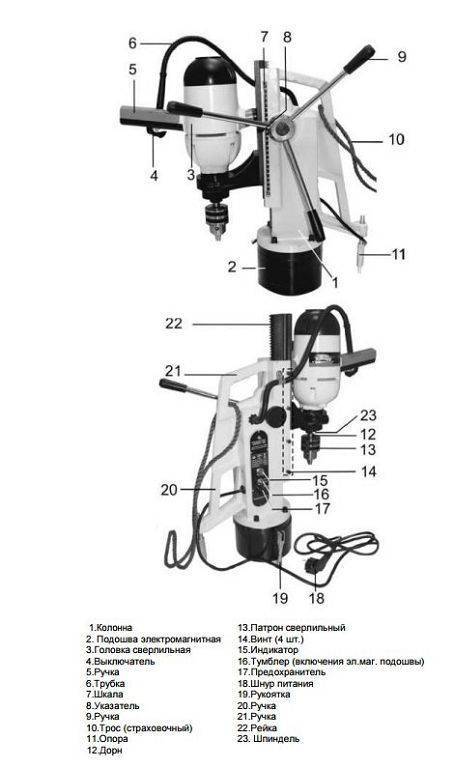
Машина сверлильная МС-51 (Рис.1) представляет собой электрическую сверлильную машину с электромагнитным креплением к базовой поверхности.
Основой конструкции машины является корпус. Для крепления машины на базовой поверхности служит электромагнитное основание.
На корпусе смонтирован привод машины, перемещающийся по направляющим суппорта. Перемещение привода осуществляется посредством вращения рукояток управления подачей через механизм привода подачи.
Редуктор имеет две фиксированные передачи, со специально подобранными скоростями вращения.
Выбор передачи осуществляется переключателем, расположенном на корпусе редуктора.
На корпусе машины смонтирована панель управления.
Выключатель электромагнитного основания МАГНИТ одновременно служит общим выключателем машины. Для управления двигателем служит выключатель МОТОР. Внешний вид панели управления представлен на Рис. 2





Зеленая клавиша с символом I запускает двигатель, а красная с символом О служит для выключения двигателя. Включение питания двигателя невозможно без предварительного включения электромагнитного основания.
Внутри корпуса, за панелью управления, смонтирован электронный блок управления. Выполняет следующие функции:
- обеспечивает питание электромагнита;
- обеспечивает контроль напряжения электромагнита и управление (включение и выключение) напряжением;
Электронная система контроля напряжения в случае возникновения аварийной ситуации отключает машину.
Электромагнитное основание обеспечивает крепление машины к базовой поверхности с силой, гарантирующей уверенную работу оборудования и безопасность оператора при толщине базовой поверхности более 10 мм. Необходимо помнить, что при толщине метала менее 10 мм фиксации кнопки Старт не происходит.
Для работы в этой ситуации необходима ручная фиксация кнопки.
Такой тип крепления делает возможным выполнение отверстий, как в нормальном положении, так и в нетипичных позициях, например, при закреплении машины к стальной вертикальной стенке или стальному перекрытию. При этом необходимо, с целью соблюдения техники безопасности, закрепить машину страховочной цепью, входящей в комплект поставки.
Дополнительные устройства для бытовых сверлильных станков
Настольно-сверлильный станок, предназначенный для использования дома, может оснащаться дополнительными устройствами, которые значительно повышают его функциональность и эргономичность.
Станок «Калибр СС-13» с дополнительным подъемным рабочим столом
Перечислим такие устройства.
- Рабочий стол, который закреплен на стойке консольно, позволяет выполнять с ним различные действия: поднимать и опускать его вручную (в простейших моделях станков); использовать для изменения высоты его расположения специальную рукоятку, соединенную с реечным механизмом; фиксировать на требуемой высоте. Отдельные модели сверлильных станков для дома могут быть оснащены рабочим столом, который может не только перемещаться в вертикальном направлении, но и поворачиваться относительно вертикальной оси.
- Механизм, обеспечивающий регулировку глубины сверления, действует по следующему принципу: кончик сверла, закрепленного в патроне оборудования, опускают до метки на боковой поверхности детали, соответствующей требуемой глубине сверления. После этого закручивают затяжной рычаг регулятора глубины, ограничивая тем самым ход режущего инструмента.
- Защитный экран, представляющий собой откидывающееся ограждение из прозрачного пластика, обеспечивает защиту оператора станка от летящей стружки и не допускает попадания в зону обработки частей одежды и длинных волос.
Быстроразъемный зажим сверлильного станка BOSCH PBD 40
Это интересно: Радиально-сверлильный станок 2К52 технические характеристики, паспорт — разбираем главное
Сверлильные станки с ЧПУ
Оборудование с числовым программным управлением имеет расширенные функциональные возможности, что позволяет обрабатывать ту или иную деталь в кратчайшие сроки.
Рассматриваемые агрегаты предназначены для работы с разными материалами. Такое оборудование распространено в мелкосерийном и крупносерийном производствах. С его помощью изготавливают рамные конструкции, корпусные элементы.
Эксплуатация станков с ЧПУ
Изделия, в составе которых есть ЧПУ, нужно использовать с соблюдением ряда правил во избежание нарушения работоспособности устройства. Есть несколько требований:
устройство должно быть установлено в помещении, котором поддерживается комнатная температура. Т.е. место, где размещается агрегат, должно отапливаться, в нём также нужно поддерживать оптимальную влажность воздуха;
на станке с числовым программным управлением нельзя обрабатывать заготовки, не отвечающие требованиям изготовителя сверлильного оборудования;
обслуживать станок. Все элементы аппарата надо периодически смазывать, следить за их чистотой, чтобы продлить срок службы агрегата. Требования к смазыванию данных станков прописаны в инструкции, идущей в комплекте;
прежде чем начинать работу, станок не помешает проверить на работоспособность. Необходимо удостовериться, что на изделии установлен защитный экран, и оно способно отключаться при возникновении аварийных ситуаций. Практически все сверлильные станки оснащаются кнопкой экстренного отключения, расположенной на панели управления;
если изделие неисправно или работает некорректно, то нельзя приступать к сверлению отверстий на нём и выполнению других операций;
если в процессе обработки на станке прекратилась подача охлаждающей жидкости, то надо незамедлительно отключить электропитание устройства во избежание его поломки;
нельзя прикасаться к вращающимся элементам станка во время его работы.
Обратите внимание! Подобные требования также выдвигаются к вертикально-сверлильному станку. Они описаны в инструкции по эксплуатации изделия.
Преимущества сверлильных станков с ЧПУ
У данных агрегатов есть несколько преимуществ, благодаря которым они стали популярны на рынке и попали в рейтинг лучших сверлильных станков по металлу:
высокая точность расположения сверла в нужном месте над поверхностью заготовки;
возможность многоступенчатой обработки, выставление нескольких режимов работы;
регулировка скорости вращения шпинделя, выставление значения крутящего момента на собственное усмотрение;
возможность выставить угол сверления на станке;
простое исполнение ЧПУ. При необходимости программу можно будет поменять для выполнения другой задачи;
встроенная система контроля над состоянием станка, которая сообщает пользователю о возникших неисправностях;
высокий уровень надёжности, минимальная вероятность возникновения сбоев во время работы агрегата;
защита от перегревов сверла;
наличие нескольких типов свёрл в комплекте с оборудованием;
большой выбор. На рынке представлено огромное количество моделей с ЧПУ. Выбирать следует, исходя из преследуемых целей;
-
простая установка, обслуживание, ремонт в случае поломок;
безопасность работы обеспечена. На станках нет открытых элементов, которые могут повредить руки при работе.









Важно! Станки с ЧПУ не годятся для решения простеньких задач в домашних мастерских. Данное оборудование рассматривается как профессиональное.
Недостатки
У сверлильных агрегатов, оснащенных ЧПУ, есть свои минусы:
высокая стоимость;
большие габариты изделия, проблематично, а иногда невозможно установить станок на верстак;
для работы потребуется несколько специалистов. Например, наладчик и оператор.
Классификация сверлильных станков

- специальные;
- универсальные;
- специализированные.

все отечественные станки

Вся классификация универсального инструмента делится на:
- горизонтально-сверлильные и горизонтально-центровальные;
- вертикально-сверлильные. Могут быть с диаметром сверления 2-11 мм (легкие), с диаметром 18-50 мм (средние), с диаметром 75 мм (тяжелые). Любой настольный станок по своим характеристикам относится к классу легких;
- радиально-сверлильные станки. Бывают стационарными, передвижными, оборудованные поворотными головками и другими.
Станки специального вида делаются для выполнения ограниченного количества операций в определенной детали. Как правило, их нельзя перенастроить на работу с другими деталями.
Сверлильный станок с ЧПУ

бытовые мини станки не оснащаются ЧПУ
Оборудование без ЧПУ делится на:
- с механической и ручной подачей;
- полуавтоматическое;
- автоматическое;
- автоматизированное.
Помимо этого, станки в последнее время пополнились большим количеством новых специализированных и специальных устройств, среди них можно выделить:
- комбинированный токарно-фрезерно-расточной и многофункциональный фрезерно-токарно-расточной центр;
- магнитный инновационный станок;
- деревообрабатывающий присадочно-сверлильный станок.















